4
K 6850 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
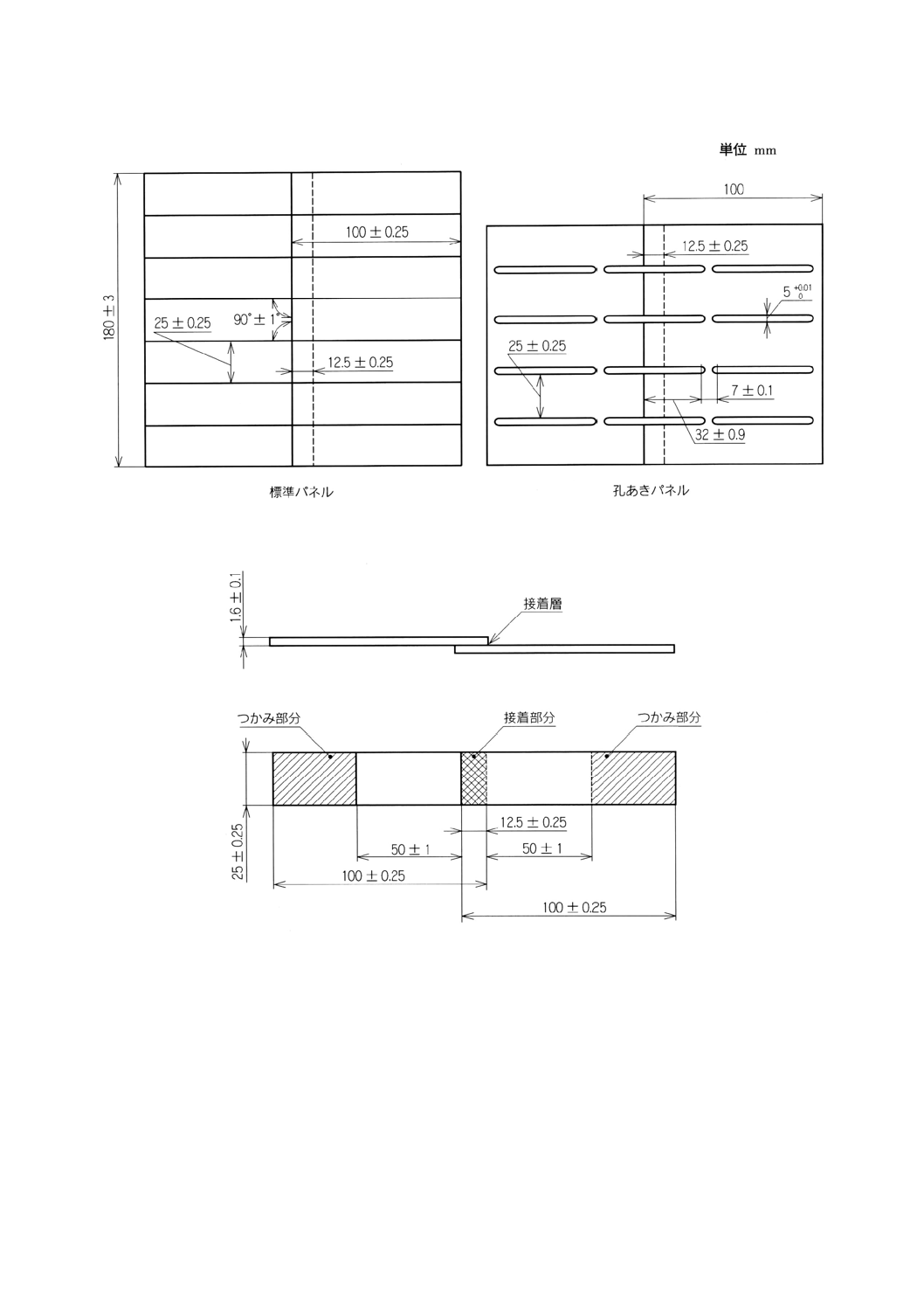
図1 試験片(接着板)の形状及び寸法(1)
K 6850 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS K 6850 : 1994は改正され,この規格に置き換えられる。
今回の制定は,ISO 4587 : 1995との整合を図った。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6850 : 1999
接着剤−剛性被着材の引張せん断
接着強さ試験方法
Adhesives−Determination of tensile lap-shear strength of rigid-to-rigid
bonded assemblies
序文 この規格は,1995年に第2版として発行されたISO 4587, Adhesives-Determination of tensile lap-shear
strength of rigid-to-rigid bonded assembliesを元に,対応する部分については,技術的内容を変更することな
く作成した日本工業規格であるが,対応国際規格には規定されていない規定内容(試験片の寸法)を日本
工業規格として追加している。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲 この規格は,標準試験片を用いて,規定した調整及び試験条件下における,剛性被着材相
互の接着接合物の重ね合せ引張せん断強さを測定する方法について規定する。
備考 この規格の対応国際規格を,次に示す。
ISO 4587 : 1995, Adhesives−Determination of tensile lap-shear strength of rigid-to-rigid bonded
assemblies
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年(又は発行年)を付記してあるものは,記載の年の版だけがこの
規格の規定を構成するものであって,その後の改正版・追補には適用しない。発効年(又は発行年)を付
記していない引用規格は,その最新版(追補を含む。)を適用する。
JIS K 6848-2 接着剤−接着強さ試験方法通則−第2部:接着剤−金属の表面調整のための指針
備考 ISO 4588 : 1995, Adhesives−Guidelines for the preparation of surfaces of metalsが,この規格と一
致している。
JIS K 6848-3 接着剤−接着強さ試験方法通則−第3部:接着剤−プラスチックの表面調整のための
指針
備考 ISO 13895 : 1996, Adhesives−Guidelines for the preparation of surfaces of plasticsが,この規格と
一致している。
JIS K 6866 接着剤−主要破壊様式の名称
備考 ISO 10365 : 1992, Adhesives−Designation of main failure patternsが,この規格と一致している。
JIS K 7100 プラスチックの状態調節及び試験場所の標準状態
備考 ISO 291 : 1997, Plastics−Standard atmospheres for conditioning and testingが,この規格と一致し
ている。
2
K 6850 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 7161 プラスチック−引張特性の試験方法 第1部:通則
備考 ISO 527-1 : 1993, Plastics−Determination of tensile properties−Part 1: General principlesが,この
規格と一致している。
3. 原理 接着剤の重ね合せせん断接着強さは,試験片の接着部分と主軸とに平行な引張力を被着材に与
え,剛性被着材間における単純重ね合せ部分にせん断方向の負荷を与えることによって測定する。
参考 単純重ね合せ試験片は,経済的,実用的で作製が容易である。製品の品質管理を含んだ,接着
剤と接着製品の試作,評価及び比較試験用に広範囲に用いる試験片である。
単純重ね合せ試験片で得られた強さの値を,構造接着部の許容設計応力値として用いないほ
うがよい。
4. 装置
4.1 引張試験機 フルスケール容量の10%から80%の間で試験片の破壊が起こるように選定されたもの。
試験機の応答時間は,破壊時での力を正確に測定できるような短いものとする。記録される力は,真に与
えられた力と1%以上異なっていてはならない。試験機は,7.に規定する試験の一定の速度を維持し(JIS K
7161参照),試験片を保持するのに適した一対の自動調心つかみ具をもつものとする。つかみ具と取付け
具は,試験片の長軸がつかみ具の中心線を通って加えられた力の方向と一致するように,荷重が加わると
同時に試験片と一列になって動く機構のものとする。
一定の荷重速度が加えられる試験機を使用してもよい。
被着材とつかみ具をボルトで固定したものは,つかみ具に不都合な応力集中が発生するため,避けなけ
ればならない。
5. 試験片
5.1
試験片は,図1に示す被着材の形状,寸法,及び配列と一致するものとする。重ね長さは12.5mm±
0.25mmとする。金属被着材の場合,試験片の長軸は圧延方向に合わせる。
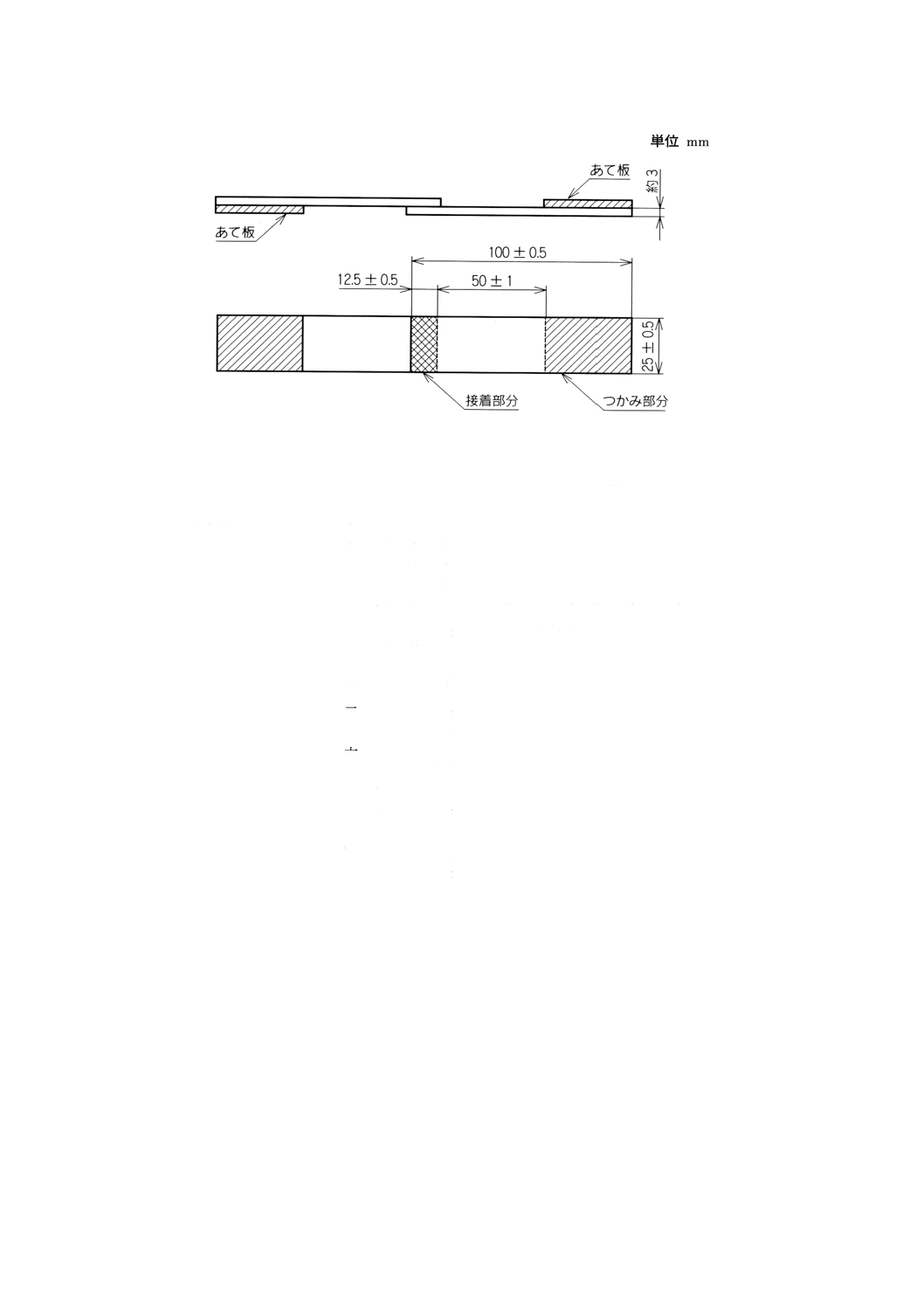
プラスチック及び強化プラスチック被着材の場合には,図2に示す形状及び寸法のものを使用してもよ
い。
参考 図1に示す以外の寸法を選んだ場合は,接着強さを直接比較することができないために,結果
の説明が困難になることがある。
接着時に被着材がずれないようにジグを使用することを強く勧める。
5.2
試験の接着板は個々に作製しても孔あき又は孔なしの板から作製してもよい(図1参照)。作製方法
を選ぶ場合,接着部が機械加工で,過熱を含め損傷することも注意すべきである。試験片を個々に作製す
るときは,正確に一列に並ぶように,そして接着層の厚さができるだけ均一,かつ,一定になるように,
特に注意しなければならない。
参考 接着層の代表的な厚さは0.2mmである。この厚さはワイヤースペーサー又はガラスビーズを接
着部に置くことで調整可能である。
5.3
被着材の表面は適切な接着が得られるように適した処理を行う。表面調整は製造業者の指示による
か,若しくはJIS K 6848-2又はJIS K 6848-3による。接着剤の塗布及び硬化は,接着剤の製造業者の推奨
する方法又は材料規格を適用する。接着中にはみ出した余分な接着剤は,張り合わせ後直ちに取り除かな
ければならない。
3
K 6850 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
被着材すべてについて,表面調整方法を報告する。
5.4
試験片の寸法は,±0.1mm以内の精度で測定する。
5.5
試験する試験片の数は,要求精度によるが5個以上とする。
6. 状態調節 試験片は,JIS K 7100に規定する標準試験室環境の一つで状態調節して試験しなければな
らない。
7. 手順 試験片を重ね合せ部分の端から50mm±1mm離し,それぞれつかみ具で対称的に固定する。接
着接合面に荷重が正しくかかるように,つかみ部分には当て板を使用してもよい。
65秒±20秒で接着部が破断するような一定速度で試験機を動かす。
一定の荷重速度で動く試験機を使用するときは,毎分8.3MPa〜9.7MPaの荷重速度で行う。
破断時の力の最高値をその試験片の破断力として記録する。
破壊の様式をJIS K 6866によって記録する。
8. 結果の表示 試験の結果は,有効な試験片についての破断力をNで,又は破断応力をMPa単位での
平均として表示する。重ね合せせん断強さMPaは,破断力Nをせん断面積mm2で除して求める。
9. 精度 この試験方法は広く使用され,受け入れられている。しかし,精度は試験室間のデータがない
ので不明である。
10. 報告 試験報告には,次の項目を含まなければならない。
a) この規格の適用
b) 接着剤の種類,主成分,原料,製造業者のコード番号,バッチ又はロット番号,形状,その他
c) 接着剤について,材料の厚さ,表面調整及びその他の必要事項
d) 接着剤の適用方法,乾燥又はプレキュア条件(適用した場合),硬化時間又はセット時間,及び温度と
圧力を含む接着行程
e) 接着後の接着剤層の平均厚さ(可能な限り正確に)
f)
試験片の寸法と構成,接合部の重ね合せ長さ,個別かパネル構成かの別,孔あきか孔なしパネルかの
別,個々の試験片の切断条件,相当するパネルと個々の試験片の数についての詳細な記載
g) 試験前の状態調節と試験環境
h) 試験速度(又は一定荷重速度試験機の場合は荷重速度)
i)
各試験片についての破断力又は破断応力,平均値と標準偏差
j)
JIS K 6866による破壊の様式
k) 結果に影響を及ぼすと思われる規定手順からの変更とその他の事項
4
K 6850 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 試験片(接着板)の形状及び寸法(1)
5
K 6850 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 試験片(接着板)の形状及び寸法(2)
TC 61/SC 11-2委員会 構成表
氏名
所属
(委員長)
小 野 昌 孝
実践女子大学教授
(委員)
増 田 優
通商産業省基礎産業局
大 嶋 清 治
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
長 沢 長八郎
工業技術院物質工学工業技術研究所
永 田 宏 二
接着剤・接着評価技術研究会
滝 沢 稔
日本接着学会
輿 石 謙 二
日新製鋼株式会社
芦 田 正
日産自動車株式会社
尾 形 知 秀
ヤマハ株式会社
元 起 巌
株式会社富士電気
水 谷 壽
株式会社東洋精機
立 花 光 雄
コニシ株式会社
若 林 一 民
ノガワケミカル株式会社
石 田 茂
横浜ゴム株式会社
池 田 修
日立化成ポリマー株式会社
大 橋 徹 也
セメダイン株式会社
岡 崎 久
接着剤・接着評価技術研究会幹事
(事務局)
吉 木 健
日本プラスチック工業連盟