K 6828-2:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本エマルジョン工業会(JEIA)/財団法人 日
本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調
査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによってJIS K 6828は廃止され,JIS K 6828-1,JIS K 6828-2及びJIS K 6828-3に置き換えられる。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 2115:1996,Plastics−Polymer
dispersions−Determination of white point temperature and minimum film-forming temperatureを基礎として用い
た。
JIS K 6828-2には,次に示す附属書がある。
附属書(参考)JISと対応する国際規格との対比表
JIS K 6828の規格群には,次に示す部編成がある。
JIS K 6828-1 第1部:不揮発分の求め方
JIS K 6828-2 第2部:白化温度及び最低造膜温度の求め方
JIS K 6828-3 第3部:粗粒子量(ろ過残さ)の求め方
K 6828-2:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 原理 ······························································································································ 2
5. 装置 ······························································································································ 2
5.1 測定装置 ······················································································································ 2
5.2 温度検知器 ··················································································································· 4
5.3 アプリケ−タ又は塗布器 ································································································· 4
6. 手順 ······························································································································ 5
6.1 温度こう配の設定 ·········································································································· 5
6.2 測定 ···························································································································· 5
7. 結果の表し方 ·················································································································· 6
8. 精度 ······························································································································ 6
9. 試験報告書 ····················································································································· 6
附属書(参考)JISと対応する国際規格との対比表 ······································································ 7
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6828-2:2003
合成樹脂エマルジョン−
第2部:白化温度及び最低造膜温度の求め方
Plastics−Polymer dispersions−Determination of white point temperature
and minimum film-forming temperature
序文 この規格は,1996年に第3版として発行されたISO 2115:1996,Plastics−Polymer dispersions−
Determination of white point temperature and minimum film-forming temperatureを元に,技術的内容を変更して
作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格にはない事項である。変更の一
覧表をその説明を付けて,附属書1(参考)に示す。
1. 適用範囲 この規格は,合成樹脂エマルジョンの白化温度及び最低造膜温度を測定する方法について
規定する。また,この規格は,溶剤,可塑剤その他の添加物を含む合成樹脂エマルジョンの配合物にも適
用できる。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 2115:1996,Plastics−Polymer dispersions−Determination of white point temperature and
minimum film-forming temperature (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS K 5600-1-2 塗料一般試験方法−第1部:通則−第2節:サンプリング
備考 ISO 15528 : 2000,Paints, varnishes and raw materials for paints and varnishes−Samplingが,この規
格と一致している。
参考 ISO 1625では,ISO 842 : 1984を引用していたが,この規格は2000年に廃止され,ISO 15528
に置き換えられた。
JIS K 6387-1 ゴムラテックス−第1部:サンプリング
備考 ISO 123 : 1985,Rubber latex−Samplingが,この規格と一致している。
JIS Z 8401 数値の丸め方
3. 定義 この規格で用いる主な用語の定義は,次による。
2
K 6828-2:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 合成樹脂エマルジョン(polymer dispersion) 液相(通常は水)中に合成樹脂が微細に分散されてい
るもの。乾燥過程で液体が蒸発すると,微細な分散粒子は近づきあい,ついには互いに接触する。
微細な分散粒子同士が接触すると,樹脂の種類及び温度,ときには助剤の影響によって,次のいず
れかの状態となる。
− 粒子の融着に不十分な温度のときは,粒子同士が融合していない,不連続な白色不透明物。
− 粒子の融着に十分な温度のときは,粒子同士が融合した,連続的な均一透明皮膜。
備考 融着とは,ポリマー鎖の相互拡散によって,粒子が少なくとも部分的に合体することを意味す
る。
b) 白化温度(white point temperature) 合成樹脂エマルジョンを乾燥させたとき,それ以下では白化不
透明となり,それを超えると透明皮膜が形成される境界温度。
c) 最低造膜温度(minimum film-forming temperature) 合成樹脂エマルジョンを乾燥させたとき,き裂の
ない均一皮膜が形成される最低温度。
備考 白化温度は最低造膜温度より常に数℃低い。
4. 原理 合成樹脂エマルジョンを適切な温度こう配のもとで乾燥し,造膜して透明な部分と,造膜して
いない部分との境界温度を測定する。
備考1. 必要な温度こう配を得るには,金属製の熱板に加熱源と冷却源とを一定の距離をおいて設置
すればよい。熱板は完全に水平で平滑であるか,又は冷却源と加熱源との間に浅い溝を切っ
たものを用いる。
2. 造膜温度の測定時には,試料を高温側から熱板上に塗布するか,又は溝の中に流し込んで,
規定厚さの試料薄層を1本又は複数本形成する。
5. 装置
5.1
測定装置 直線的な温度こう配を保つのに十分な厚さの,アルミニウム,ステンレススチール又は
銅製の,長方形の熱板をもつもの。熱板は表面が完全に平滑で研磨されているか,又は深さ0.3mm*の数
本(例えば4本)の浅い溝があるもの。
注*
多くの試料による試験で,平滑熱板と溝付き熱板との双方で同一の結果が得られている。
備考 洗浄を容易にするために,薄いアルミニウムはく(例:0.02mm厚)を,例えば,ブラシ及び
/又は柔らかいフェルトで平らにならして,熱板表面を覆ってもよい。熱板とアルミニウムは
くとの間に数滴のグリセリンを加えれば熱接触がよくなる。
必要な温度こう配を得るには,熱板の一端に加熱源として可変制御式の電気発熱体を置き,他端には冷
却源として断熱材で囲んだ冷媒容器を置くか,又は冷媒が循環できるコイルを挿入すればよい。
平衡状態の熱板の温度こう配を測定するため,熱板の縁に温度検知器挿入穴を等間隔に設ける。最初の
挿入穴は,冷却側で試料が塗布される端の位置に,最後の挿入穴は加熱源の近くに,他の挿入穴はその間
に等間隔に配置する。
試料の乾燥方法の違いによって,乾燥剤設置式測定器(シリカゲルなどの乾燥剤で乾燥させる方式)及
び,空気循環式測定器(乾燥させた空気を流して乾燥させる方式)の2方式の測定器があり,いずれの方
式の測定器を採用してもよい。
乾燥剤設置式測定器の場合は,底面を金網とした受け皿に,シリカゲルなどの乾燥剤を載せて,これを
熱板上に設置し,その上から透明なカバーをかぶせる。
3
K 6828-2:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
空気循環式測定器の場合は,熱板上に,室温の乾燥空気(例えば,塩化カルシウムを充てんしたカラム
を通して乾燥させたもの。)をわずかづつ,冷却側から加熱側に向けて流すことによって,試料を乾燥させ
る。
この場合は,熱板上にかぶせて,端から端まで空気を流すための狭いすき間を作るためのガラスカバー
を用意する。
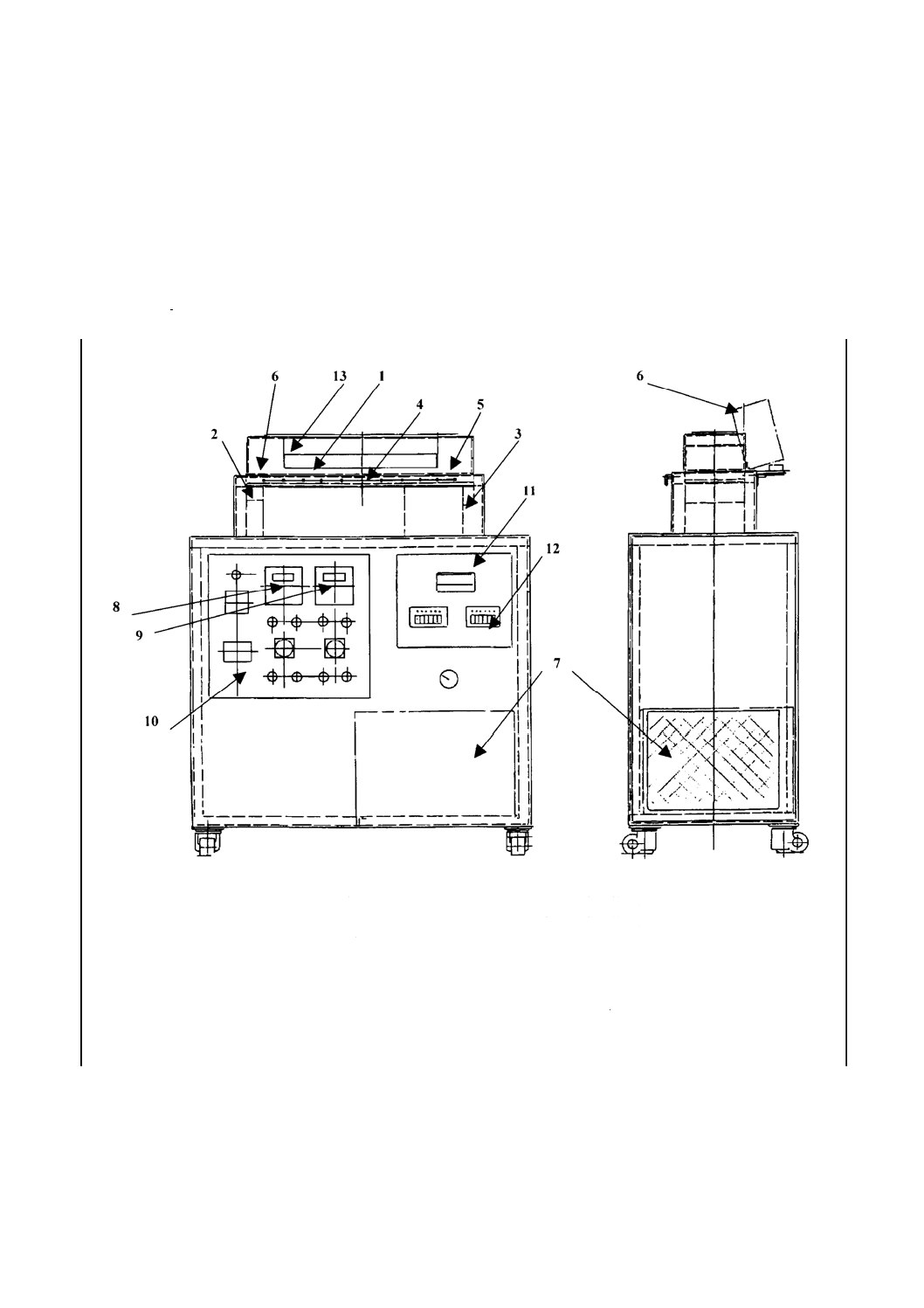
備考1. 白化温度又は最低造膜温度の測定に適した測定器は,市販されている。
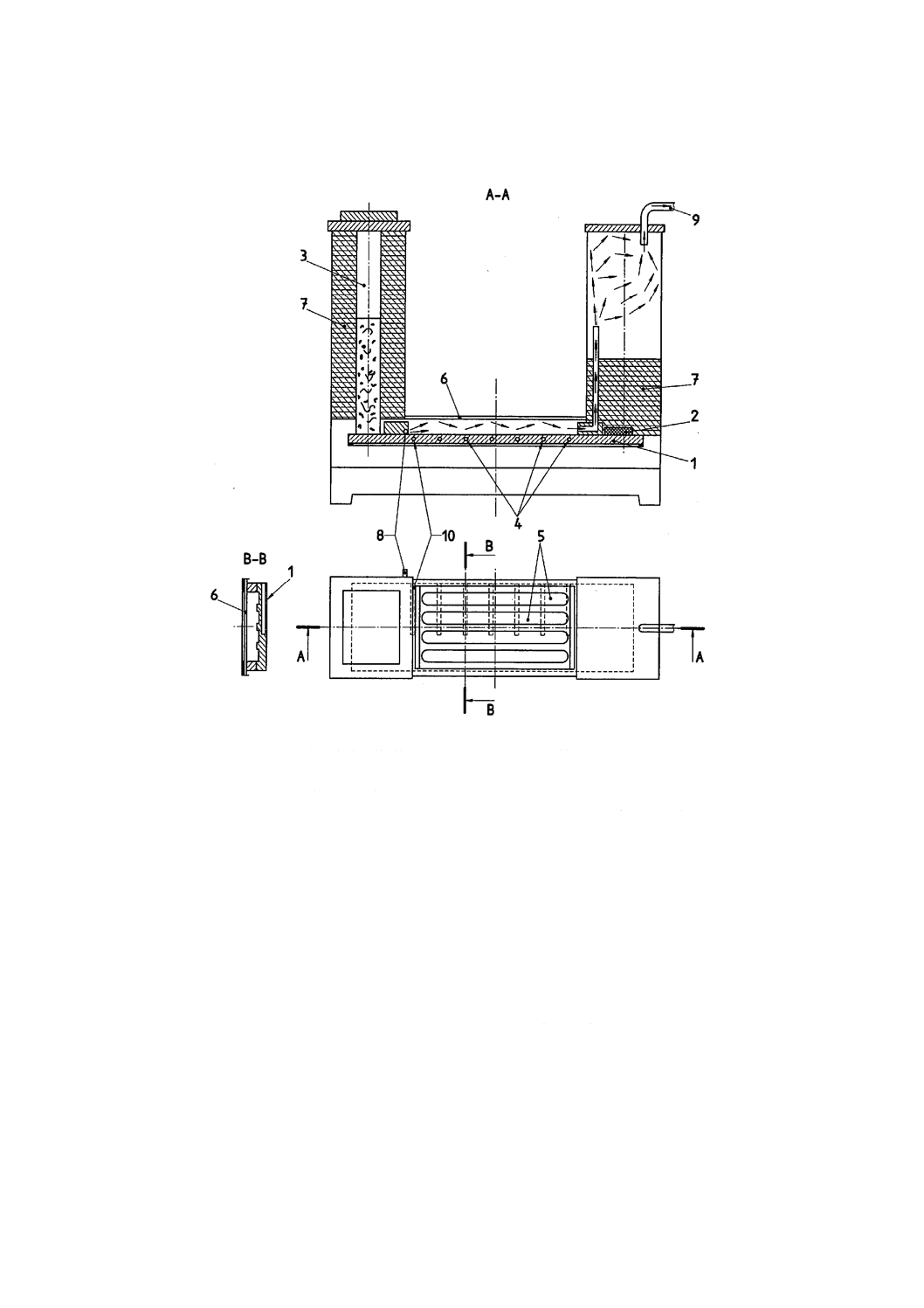
2. 図1に乾燥剤設置式測定装置を,図2に空気循環式測定装置を例示する。図2の測定装置の
熱板は溝付きであるが,この仕様は必すではない。
1 金属製熱板(平滑) 8 高温側温度調節器
2 ヒータ(加熱源) 9 低音側温度調節器
3 冷却ブロック(冷却源) 10 調整用パネル
4 温度検知器挿入穴 11 温度指示計
5 一番目の温度検知器挿入穴 12 温度指示切替器
6 透明カバー 13 乾燥剤受け皿
7 冷凍機
図 1 乾燥剤設置式測定装置の例
4
K 6828-2:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 金属製熱板(溝付き)
6 ガラスバー
2 電気抵抗体(加熱源)
7 断熱材
3 冷媒容器(冷却源)
8 乾燥空気入口
4 温度検知器挿入穴(直径5 mm)
9 空気出口
5 熱板上の溝(深さ0.3 mm)
10 一番目の温度検知器挿入穴
図 2 空気循環式測定装置の例
5.2
温度検知器 想定される温度範囲内(主として−10〜+50 ℃の範囲)で精度0.1 ℃のもの。熱板の
穴に挿入できる水銀温度計及び熱電対式温度計が適している。他に,熱板の温度こう配が測定可能な接触
式又は非接触式の表面温度計を用いてもよい。
5.3
アプリケ−タ又は塗布器 ステンレススチール又はプラスチックなどの不活性材料製で,次のいず
れかの塗布層を複数本同時に,又は1本ずつ連続的に作ることができるもの。
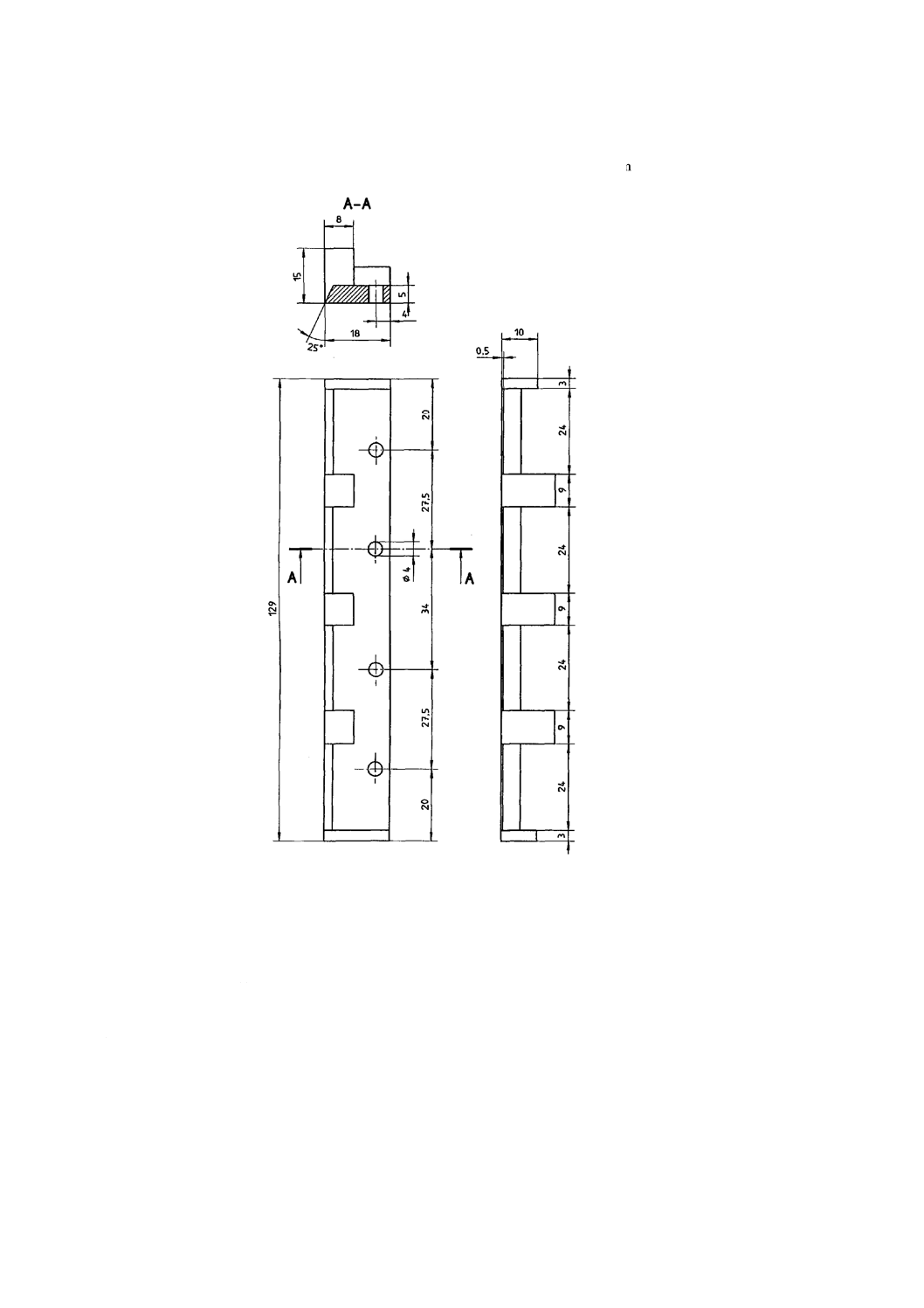
− 溝付き熱板の溝の中の塗布層(図3参照)。
− 平滑熱板上の厚さ約0.1 mm,幅20〜25 mm,又は受渡当事者間で合意した厚さ及び幅の塗布層。
5
K 6828-2:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図 3 溝付き熱板用アプリケータの例
6. 手順
6.1
温度こう配の設定 試料に適した温度こう配を設定するため,温度検知器を装着し,加熱源及び冷
却源を次のように調節する。
a) 白化温度又は最低造膜温度が熱板の中央部分になるように設定する。
b) 高温側及び低温側の両端の温度検知器間の温度差は20〜40 ℃とし,試験中は一定に保つ。
両端の温度検知器間の温度こう配は,可能な限り直線状に近く,すなわち,次の温度検知器との温度差
がすべて同程度になるように調節する。熱的な平衡状態,すなわち温度検知器が変化を示さなくなってか
ら測定を開始する。
6
K 6828-2:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
測定 JIS K 6387-1又はJIS K 5600-1-2で規定する方法のいずれかによって採取した試料を,高温側
から熱板上に均一に塗布する。
− 溝付き熱板の場合,溝の全容積をわずかに超える量の試料を高温側から溝に流し込む。アプリケータ
で溝に沿って試料を塗布し,余剰分は取り除く。
− 平滑な熱板の場合,試料を熱板の高温側から帯状に塗布する。塗布層の厚さ0.1 mm,幅約20〜25 mm
に塗布できるアプリケータを使用する。
備考 受渡当事者間で合意がある場合は,規定以外の塗布寸法(厚さ及び幅)を採用してもよい。
試料を乾燥させるため,乾燥剤設置式測定器の場合は,乾燥剤を載せた受け皿を熱板上に設置し,熱板
面と受け皿とを透明カバーで覆う。また,空気循環式測定器の場合は,ガラスカバーをかぶせた後,この
下に低温側から高温側に向けて室温の乾燥空気をゆっくり一定の速度で流す。
完全に造膜し,き裂がなく透明な部分と,造膜せずに白化している部分とが,明りょうに識別できるよ
うになるまで待ち,それぞれの部分の境界位置を読み取る。
横軸を温度検知器間の距離とし,縦軸を温度検知器から読み取った熱板の温度としたグラフを作成する。
このグラフと,読み取った境界位置とから,白化温度(白色不透明部分と透明皮膜との境界温度)及び
/又は最低造膜温度(き裂のない均一な皮膜が形成される最低温度)を決定する。
表面温度計を用いるときは,白化温度及び最低造膜温度は,温度計の目盛から直接読み取ることができ
る。
備考 直線的な温度こう配の場合は,グラフは直線となるので,読取り値をプロットして作成する必
要はない。
測定は2回行い,測定値間の差が2 ℃以内となるまで試験を繰り返す。
7. 結果の表し方 二つの測定値の平均値を算出し,JIS Z 8401によって,小数点以下を四捨五入する。
8. 精度 規定する手順に正確に従えば,次の精度で試験結果を得ることができる。
a) 繰返し精度 同一試料を,同一装置で,同一測定者が測定した場合の試験結果の差は2 ℃以内である。
b) 再現精度 同一試料を,別の試験室の,別の測定者が測定した場合の試験結果の差は4 ℃以内である。
9. 試験報告書 試験報告書には,次の事項を含める。
a) この規格の番号
b) 試料の特定に必要なすべての情報
c) 測定装置の形式及び測定条件
d) 試験室の温度
e) 試験結果(白化温度又は最低造膜温度)
f)
規定された方法と異なる事項
g) 試験中に認められた異常現象
h) 試験年月日及び場所
7
K 6828-2:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考)JISと対応する国際規格との対比表
JIS K 6828-2:2002 合成樹脂エマルジョン−第2部:白化温度及び最低造膜温度の
求め方
ISO 2115:1996 プラスチックス−ポリマー分散液−白化温度及び最低造膜温
度の求め方
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目ごと
の評価及びその内容
表示箇所:本文
表示方法:点線の下線
(Ⅴ) JISと国際規格との技術的差
異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範囲 合成樹脂エマルジョン及
びその配合物
ISO 2115
1.
ポリマー分散液
MOD/追加
合成樹脂エマルジョンの配合
物を適用範囲として追加
2.引用規格 JIS K 5600-1-2
JIS K 6387-1
2.
ISO 123 : 1985
ISO 842
ISO 12000
MOD/追加
IDT
MOD/削除
MOD/削除
JIS K 5600-1-2は,ISO 842を改
正したISO 15528 : 2000に対応
している。技術的差異はない。
ISO 842は,現在ISO 15528に
改正されているため,削除。
本体中に引用されていないた
め,削除。
ISOの誤記とおもわれるので
ISOに提案する。
3.定義
合成樹脂エマルジョン
白化温度
最低造膜温度
3.
ポリマー分散液
JISに同じ
JISに同じ
IDT
IDT
IDT
−
−
−
4.原理
温度こう配のある熱板上
で試料を乾燥させ,造
膜・非増膜部分の境界温
度を測定
4.
JISに同じ
IDT
−
5.装置
空気循環式測定装置
乾燥剤設置式測定装置
5.
空気循環式測定装
置
MOD/追加
乾燥剤設置式測定装置を追加
5.3の備考の下線について記入
国内では主として乾燥剤設置
式測定装置が市販されている。
次回改正時に見直しを行う。
2
K
6
8
2
8
-2
:
2
0
0
2
7
K
6
8
2
8
-2
:
2
0
0
2
8
K 6828-2:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目ごと
の評価及びその内容
表示箇所:本文
表示方法:点線の下線
(Ⅴ) JISと国際規格との技術的差
異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
6.手順
JIS K 6837-1又はJIS K
5600-1-2によって試料を
採取
測定手順:空気循環測定
装置の場合の手順及び乾
燥剤設置式測定装置に関
する手順
塗布厚
平滑熱板:およそ0.1 mm
溝付き熱板:0.3 mm
塗布幅:20〜25 mm
6.
ISO 123又はISO
842の方法で試料
を採取
JISに同じ。ただ
し,乾燥剤設置式
測定装置に関する
手順の規定はな
い。
MOD/変更
MOD/追加
ISO 842は,現在ISO 15528に
改正されており,JIS K
5600-1-2が対応している。技術
的差異はない。
乾燥剤設置式測定装置に関す
る手順を追加。また,規定値以
外の塗布厚,塗布幅を受渡当事
者間の合意によって採用でき
ることを備考に規定。
塗布厚0.3 mm以下,塗布幅15
mm以上であれば,測定値に大
差ないことが,日本エマルジョ
ン工業会技術委員会で行った
実験によって確認されている。
7.結果の表
し方
JIS Z 8401によって小数
点以下を四捨五入
7.
小数点以下を四捨
五入
MOD/変更
数値の丸め方はJIS Z 8401によ
るとした。
8.精度
繰返し精度2 ℃,再現精
度4 ℃
8.
JISに同じ
IDT
−
9.試験報告
書
規定する8項目を含む。
9.
JISに同じ
IDT
−
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
― MOD/変更……… 国際規格の規定内容を変更している。
2.
JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。
8
K
6
8
2
8
-2
:
2
0
0
2
2
K
6
8
2
8
-2
:
2
0
0
2