K 6816:2008
(1)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 原理······························································································································· 1
4 装置······························································································································· 2
5 試験片···························································································································· 3
5.1 サンプリング ················································································································ 3
5.2 前処理 ························································································································· 3
5.3 試験片の数 ··················································································································· 4
6 状態調節························································································································· 4
7 手順······························································································································· 4
8 試験結果の数値の表し方 ···································································································· 4
9 再測定···························································································································· 4
10 試験報告書 ···················································································································· 4
附属書JA(参考)JISと対応する国際規格との対比表 ································································· 6
K 6816:2008
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,塩化ビニル管・継手協会 (JPPFA),日本プラ
スチック工業連盟 (JPIF) 及び財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を
制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格で
ある。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6816:2008
熱可塑性プラスチック管及び継手−
ビカット軟化温度試験方法
Thermoplastics pipes and fittings-
Test method for Vicat softening temperature
序文
この規格は,1995年に第1版として発行されたISO 2507-1を基に,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,熱可塑性プラスチック管及び継手(以下,管及び継手という。)のビカット軟化温度の試験
方法について規定する。
なお,この試験方法は,軟化する速度が急速に変化する熱可塑性プラスチック管及び継手に適用する。
ただし,結晶性及び半結晶性プラスチック管及び継手には適用しない。
注記1 適用される熱可塑性プラスチック管及び継手として,硬質ポリ塩化ビニル管及び継手などが
ある。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 2507-1:1995,Thermoplastics pipes and fittings−Vicat softening temperature−Part 1: General
test method (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを
示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 7206 プラスチック−熱可塑性プラスチック−ビカット軟化温度(VST)試験方法
注記 対応国際規格:ISO 306,Plastics−Thermoplastic materials−Determination of Vicat softening
temperature (VST) (MOD)
JIS Z 8401 数値の丸め方
3
原理
JIS K 7206に規定するB 50法に基づき,50 ℃/hの速度で昇温している伝熱媒体中に,管又は継手から
作製した試験片を浸せきし,50 N±1 Nの力を負荷した圧子が,試験片の表面から深さ1 mm侵入したとき
2
K 6816:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の温度を測定する。このときの温度をビカット軟化温度という。
4
装置
4.1
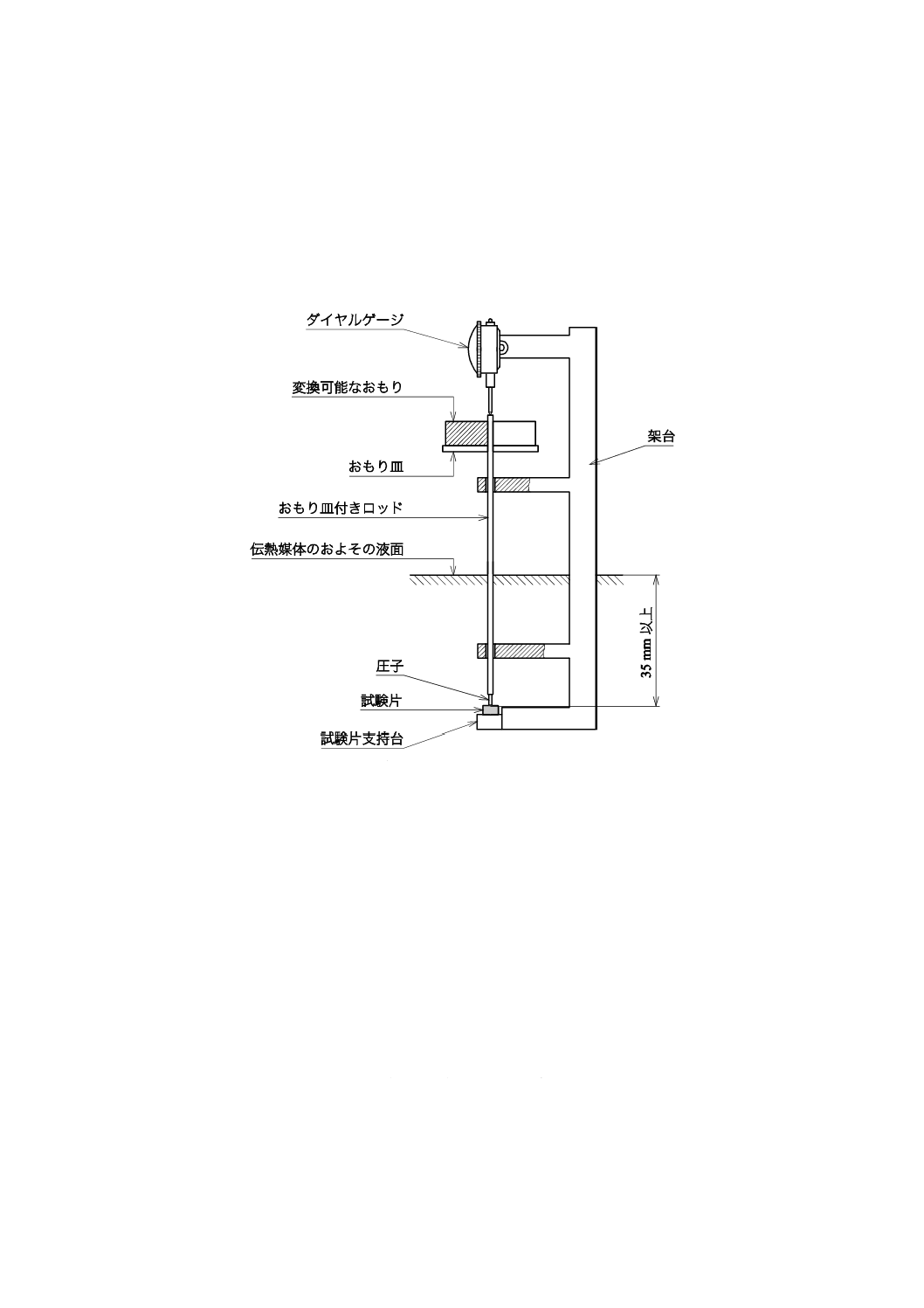
おもり皿付きロッド おもり皿(4.4参照)付きロッドは,その下端に圧子を備え,垂直方向に自由
に動くことができるように硬い金属製の架台に取り付ける。試験片支持台は,試験片を保持できる構造と
する(図1参照)。
図1−ビカット軟化温度試験装置の例
ロッド及び架台が同一の線膨張係数をもつ材質でなければ,熱によって変化する長さが相互に異なるた
め,試験片の実測値に誤差が生じる。ブランクテスト(熱膨張の補正)は,線膨張係数の小さい硬質の材
料で作製された試験片を用いて行わなければならない。このテストは,測定温度範囲すべてにわたって行
うとともに,試験する全温度域について補正値を求めておかなければならない。補正値が0.02 mm以上の
場合は,その正負符号に注意して,見掛けの侵入量(実測値)に補正値を加える。架台は,線膨張係数の
小さい合金で作製するのがよい。
なお,補正は試験装置の中で,自動的に行ってもよい。
注記1 JIS K 7206ではロッドを荷重棒と記載している。
注記2 線膨張係数の小さい硬質の材料として,インバー及びほうけい酸ガラスが,この目的に最適
な素材として知られている。
4.2
圧子 圧子は,おもり皿付きロッド(4.1参照)の下端に固定する。圧子の形状は,断面積が1.000 mm2
±0.015 mm2,長さが3 mmの円柱とし,焼入れ鋼で作製することが望ましい。試験片と接触する圧子の表
面は,平らで“ばり”がなく,おもり皿付きロッドの軸に対し直角でなければならない。
3
K 6816:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.3
ダイヤルゲージ又は他の測定機器 ダイヤルゲージは,圧子の先端が試験片に侵入する深さを±0.01
mmまで測定できるものとする。試験片に加わるダイヤルゲージの与える力は,事前に求めておかなけれ
ばならない(4.4参照)。また,他の測定機器として差動トランスを用いる場合も,±0.01 mmまで測定で
きるものとする。
4.4
おもり皿 おもり皿は,おもり皿付きロッド(4.1参照)に固定され,試験片に加わる全部の与える
力が50 N±1 Nに調整できるようにおもりを中心に載せられる構造とする。おもり皿付きロッド,圧子,
おもり皿及びダイヤルゲージの与える力の合計は,1 Nを超えないものとする。
4.5
加熱浴槽 加熱浴槽は,架台を浸せきしたとき,試験片が伝熱媒体表面より35 mm以上の深さにな
るような構造とする。
加熱浴槽は,50 ℃/h±5 ℃/hの均一な速度で昇温することができるように温度制御装置を備え,かつ,
浴槽内の温度むらが生じないように,かくはん機を備えていなければならない。
試験中,伝熱媒体の温度を6分間隔で測定したとき,各間隔の温度差が5 ℃±0.5 ℃であれば,昇温速
度は均一であるとみなすことができる。
シリコーン油,パラフィン油及びグリセリンが伝熱媒体として適しているが,他の伝熱媒体を用いても
よい。いずれの場合も,選択した伝熱媒体は,試験温度で安定であり,試験片に影響,例えば軟化,膨潤,
クラックを及ぼさないことを,前もって確認しておかなければならない。
注記 伝熱媒体としてシリコーン油を一般的に用いる。
4.6
水銀温度計又は他の温度測定機器 水銀温度計又は他の温度測定機器は,適切な目盛をもつ浸没線
付きガラス製水銀棒状温度計又は他の温度測定機器で,0.5 ℃まで測定できるものを用いる。水銀温度計
は,箇条7 c) に規定する浸せき深さで校正する。他の温度測定機器として白金測温抵抗体がある。
5
試験片
5.1
サンプリング
5.1.1
管
試験片は,管から切り出し,寸法は次による。
長さ:50 mm(管軸方向)±5 mm
幅 :10 mm〜20 mm
5.1.2
継手
試験片は,継手の受口部,スピゴット(差し口)又は円柱部分から切り出し,寸法は次による。
長さ:15 mm〜50 mm(管軸方向)
幅 :10 mm〜20 mm
試験片は,ウエルドライン及びゲートのない部分から切り出す。
5.2
前処理
前処理は,次による。
a) 管又は継手の厚さが6 mmを超える場合は,試験片の外表面を機械加工によって4 mmまで切削する。
継手の受口部にねじが切ってある場合は,その部分を機械加工によって,滑らかな表面になるまで切
削する。
b) 管又は継手の厚さが2.4 mm〜6 mmの場合は,そのまま用いる。
c) 管又は継手の厚さが2.4 mm未満の場合は,試験片を2枚重ねて,少なくとも2.4 mm以上の厚さとす
る。この場合,下側の試験片は,薄い金属板に挟むなどして,140 ℃で15分間加熱して平たくする。
4
K 6816:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
上側の試験片は,管又は継手から切り出したままとする。
5.3
試験片の数
試験片の数は,2個とする。相互の結果が大きく異なった場合(箇条9参照)の再試験に備えて,余分
に試験片を作製しておくことが望ましい。
6
状態調節
試験片は,23 ℃±2 ℃で60分間以上状態調節を行う。
7
手順
手順は,次による。
a) 試験片の想定されるビカット軟化温度より約50 ℃低い温度まで伝熱媒体を昇温し,その温度を維持
する。
b) 試験片は,おもりを載せない状態でおもり皿付きロッドの圧子の下に,試験片の凹面を上にして水平
に試験片支持台に載せる。
厚さが2.4 mm未満の管及び継手の場合,平たくした試験片を試験片支持台に置き,その上に切り
出したままの試験片を置く。次に,その試験片の凹面に圧子を載せる。圧子は,試験片の端から3 mm
以上離れた位置に載せなければならない。
c) 加熱浴槽に装置を浸せきする。水銀温度計の球部又はその他の温度測定機器の感熱部(4.6参照)は,
可能な限り試験片近傍で,かつ,同一高さにしなければならない。
d) 圧子を載せ,5分後,試験片に加わる力の合計が50 N±1 Nとなるように,おもり皿におもりを載せ
る。ダイヤルゲージ若しくはその他の測定機器の読みを記録するか,又はゼロ点に合わせる(図1参
照)。
e) 伝熱媒体の温度を50 ℃/h±5 ℃/hの均一な速度で昇温させる。測定中は,温度測定機器の感熱部と
試験片の周辺温度とが均一になるように,伝熱媒体をよくかくはんする。
f)
圧子が試験片に深さ1 mm±0.01 mm侵入したときの伝熱媒体温度をビカット軟化温度として記録す
る。
g) 2個の試験片から得られたビカット軟化温度の算術平均を,管又は継手のビカット軟化温度として記
録する。
なお,ビカット軟化温度は,℃で表示する。
8
試験結果の数値の表し方
ビカット軟化温度試験結果を小数点第一位まで求め,箇条7 g) によって算術平均をし,その結果をJIS
Z 8401によって整数値に丸める。
9
再測定
2個の測定値間の差が2 ℃を超えた場合は,それぞれの測定値を試験報告書(箇条10参照)に記録する
とともに,少なくとも2個の試験片を用いて再測定を行う(箇条5参照)。
10 試験報告書
試験報告書には,次の事項を含んでいなければならない。
5
K 6816:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) この規格の番号
b) 測定した管又は継手の詳細事項
c) 試験片の厚さ及び重ね合わせの有無
d) 伝熱媒体
e) 試験片の状態調節及びアニーリングを行った場合は,その方法
f)
2個の試験片について,各々得られたビカット軟化温度
g) 試験中又は浸せき後の試験片の外観変化
h) 箇条7 g) に従って得られた結果
i)
この規格に含まれていない操作の詳細及び結果に影響を及ぼした事項
j)
試験年月日
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応する国際規格との対比表
JIS K 6816:2008 熱可塑性プラスチック管及び継手−ビカット軟化温度試験方法
ISO 2507-1:1995,Thermoplastics pipes and fittings−Vicat softening temperature−Part
1:General test method
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規
格
ISO 291
変更
ISO 291を削除した。
ISO 291はISO 2507-1本文中で引
用されていない。ISO規格改正時
削除を申し入れる。
4 装置
4.1 おもり皿付きロッ
ド
4 装置
4.1 ロッド
追加
ブランクテスト(熱膨張の補正)
は試験装置の中で,自動的に行っ
てもよい。を追加した。
実際の試験機の補正方法に合わせ
た内容を追加した。ISOに提案す
る。
4.3 ダイヤルゲージ又
は他の測定機器
4.3 ダイヤルゲージ(又
は他の測定器)
追加
差動トランスによる測定器を追加
した。
実際に使用されている。ISOに提
案する。
4.5 加熱浴槽
4.5 加熱浴槽
削除
加熱浴槽の伝熱媒体から,絶縁油
を削除し,スライダックなどの機
器も削除した。
絶縁油にPCBなどを含む可能性
のあるスライダックなどは使用さ
れていない。ISOに提案する。
4.6 水銀温度計又は他
の温度測定機器
4.6 水銀温度計
追加
他の方式の温度測定機器を追加し
た。
他の温度測定機器として白金測温
抵抗体は実際に使用されている。
ISOに提案する。
−
4.7 空気式循環オーブン
削除
空気式循環オーブンを削除した。 使用されていない。ISO規格改正
時削除を申し入れる。
5 試験片
管及び継手の試験片の
大きさ
5 試験
片
管及び継手の試験片の大
きさ
変更
継手の試験片の長さ(管軸方向)
を15 mm〜50 mmに変更した。
実状に合わせて変更した。ISOに
提案する。
6 状態調
節
23 ℃±2 ℃で60分間
以上
6 状態
調節
ビカット軟化温度より約
50 ℃低い温度で5分間
とした。
変更
状態調節条件を“ビカット軟化温
度より約5 ℃低い温度で5分間”
から“23 ℃±2 ℃で60分間以上”
に変更した。
引用規格JIS K 7206の規定に合わ
せた。ISOに提案する。
2
K
6
8
1
6
:
2
0
0
8
著
作
権
法
に
よ
り
無
断
で
の
複
製
,
転
載
等
は
禁
止
さ
れ
て
お
り
ま
す
。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
8 試験結
果の数値
の表し方
追加
JIS Z 8401によって規定の数値に
丸めることにした。
ISO規格に規定がなかったので追
加した。ISOに提案する。
9 再測定
7 手順
変更
箇条7(手順)から抜き出し,箇
条9を設け記載した。
再測定は,手順より独立箇条が適
切である。ISOに提案する。
JISと国際規格との対応の程度の全体評価:ISO 2507-1:1995,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
K
6
8
1
6
:
2
0
0
8
著
作
権
法
に
よ
り
無
断
で
の
複
製
,
転
載
等
は
禁
止
さ
れ
て
お
り
ま
す
。