K 6799-2:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 記号及び略号 ··················································································································· 2
5 種類······························································································································· 2
6 製造方法························································································································· 3
7 材料······························································································································· 3
8 管·································································································································· 3
8.1 外観及び形状 ················································································································ 3
8.2 性能 ···························································································································· 3
8.3 寸法及び許容差 ············································································································· 3
9 試験······························································································································· 8
9.1 外観及び形状 ················································································································ 8
9.2 寸法 ···························································································································· 8
9.3 管の試験 ······················································································································ 8
9.4 試験結果の数値の表し方 ································································································ 12
10 検査 ···························································································································· 13
10.1 形式検査 ···················································································································· 13
10.2 受渡検査 ···················································································································· 13
10.3 検査項目 ···················································································································· 13
11 表示 ···························································································································· 13
12 取扱い上の注意事項 ······································································································· 14
附属書A(規定)試験片 ······································································································· 15
附属書B(参考)長期静水圧強度試験······················································································ 17
附属書C(規定)たわみ荷重試験方法 ····················································································· 19
附属書D(参考)電気融着作業手順 ························································································ 22
附属書E(参考)3点曲げ試験 ······························································································· 25
K 6799-2:2018
(2)
まえがき
この規格は,工業標準化法に基づき,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本
工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS K 6799の規格群には,次に示す部編成がある。
JIS K 6799-1 第1部:通則
JIS K 6799-2 第2部:管
JIS K 6799-3 第3部:継手
日本工業規格 JIS
K 6799-2:2018
ガラス繊維強化ポリエチレン管システム−
第2部:管
Glass fibre reinforced polyethylene (PE-GF) pipe systems-
Part 2: Pipes
序文
この規格は,水輸送などで需要が伸長しているガラス繊維強化ポリエチレン管システムについて,国内
外から標準化の要求が高まってきたことを受けて制定したものである。
1
適用範囲
この規格は,地下に埋設し,主に水などの液体物を対象とした輸送に供するガラス繊維強化ポリエチレ
ン管システムの管について規定する。
ガラス繊維強化ポリエチレン管システムは,主に次の用途に提供する。
− 農業用水
− 発電設備
− 水処理施設
− 下水道施設
− 化学プラント
警告 この規格を用いて試験を実施する者は,熱可塑性プラスチックの知識に精通していることを前
提とし,その者の責任において安全及び健康に対する適切な処置をとらなければならない。こ
の規格は,この使用に関連して起こる全ての安全上の問題を取り扱うものではない。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7506 ブロックゲージ
JIS B 7512 鋼製巻尺
JIS B 7516 金属製直尺
JIS B 7721 引張試験機・圧縮試験機−力計測系の校正方法及び検証方法
JIS K 6799-1 ガラス繊維強化ポリエチレン管システム−第1部:通則
JIS K 6814 熱可塑性プラスチック管−加熱伸縮率試験方法
JIS K 6815-1 熱可塑性プラスチック管−引張特性の求め方−第1部:一般試験方法
JIS K 6815-3 熱可塑性プラスチック管−引張特性の求め方−第3部:ポリオレフィン管
2
K 6799-2:2018
JIS K 7100 プラスチック−状態調節及び試験のための標準雰囲気
JIS K 7112 プラスチック−非発泡プラスチックの密度及び比重の測定方法
JIS K 7161-1 プラスチック−引張特性の求め方−第1部:通則
JIS K 7171 プラスチック−曲げ特性の求め方
JIS K 7181 プラスチック−圧縮特性の求め方
JIS Z 8401 数値の丸め方
JIS Z 8703 試験場所の標準状態
ISO 1167-1,Thermoplastics pipes, fittings and assemblies for the conveyance of fluids−Determination of the
resistance to internal pressure−Part 1: General method
ISO 1167-2,Thermoplastics pipes, fittings and assemblies for the conveyance of fluids−Determination of the
resistance to internal pressure−Part 2: Preparation of pipe test pieces
ISO 7510,Plastics piping systems−Glass-reinforced plastics (GRP) components−Determination of the
amounts of constituents
ISO 9080,Plastics piping and ducting systems−Determination of the long-term hydrostatic strength of
thermoplastics materials in pipe form by extrapolation
ISO 13479,Polyolefin pipes for the conveyance of fluids−Determination of resistance to crack propagation−
Test method for slow crack growth on notched pipes
ISO 13954,Plastics pipes and fittings−Peel decohesion test for polyethylene (PE) electrofusion assemblies of
nominal outside diameter greater than or equal to 90 mm
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS K 6799-1による。
4
記号及び略号
この規格で用いる主な記号及び略号は,JIS K 6799-1による。
5
種類
管の種類は,最高使用圧力(PN)によって区分し,表1による。
表1−管の種類
種類
PN
MPa
SIDR
SDR
(参考値)
1種管
1.4
22
24
2種管
1.1
28
30
3種管
0.9
35
37
なお,SIDRは,次の式(1)によって求める。
t
di
SIDR=
··············································································· (1)
ここに,
di: 内径(mm)
t: 管厚(mm)
注記 SDRは,次の式(2)によって求める。
3
K 6799-2:2018
SDR=SIDR+2·········································································· (2)
6
製造方法
管の製造方法は,巻付押出成形による。
7
材料
管の材料は,JIS K 6799-1による。
8
管
8.1
外観及び形状
管の外観及び形状は,次による。
a) 管の外観は,内面が滑らかで,割れ,ねじれ及び使用上有害なきずがあってはならない。
b) 管の形状は,目視で実用的に正円と判断できるものとする。実用的とは,継手の水密性,流下性能及
び施工性が確保されたものをいう。
8.2
性能
管の性能は,表2による。
表2−管の性能
項目
要求性能
密度
1 020 kg/m3〜1 120 kg/m3
ガラス繊維添加量
19.0 %〜21.0 %
熱安定性
20 min以上
引張降伏強さ
管周方向
40 MPa以上
管軸方向
24 MPa以上
引張弾性率
管周方向
2 500 MPa以上
管軸方向
1 300 MPa以上
曲げ弾性率
管周方向
2 500 MPa以上
管軸方向
1 300 MPa以上
圧縮弾性率
管周方向
2 500 MPa以上
管軸方向
1 300 MPa以上
加熱伸縮性
長さ変化率±3 %
最小要求強度
20 MPa以上
内圧クリープ
漏れ,破損がない
耐水圧性
3.8 MPaで漏れ,破損がない
ピーリング
残存する融着部が電熱体部長さ(lsof)以上
低速亀裂進展性
漏れ,破損がない
たわみ荷重
表C.3の基準たわみ荷重以上
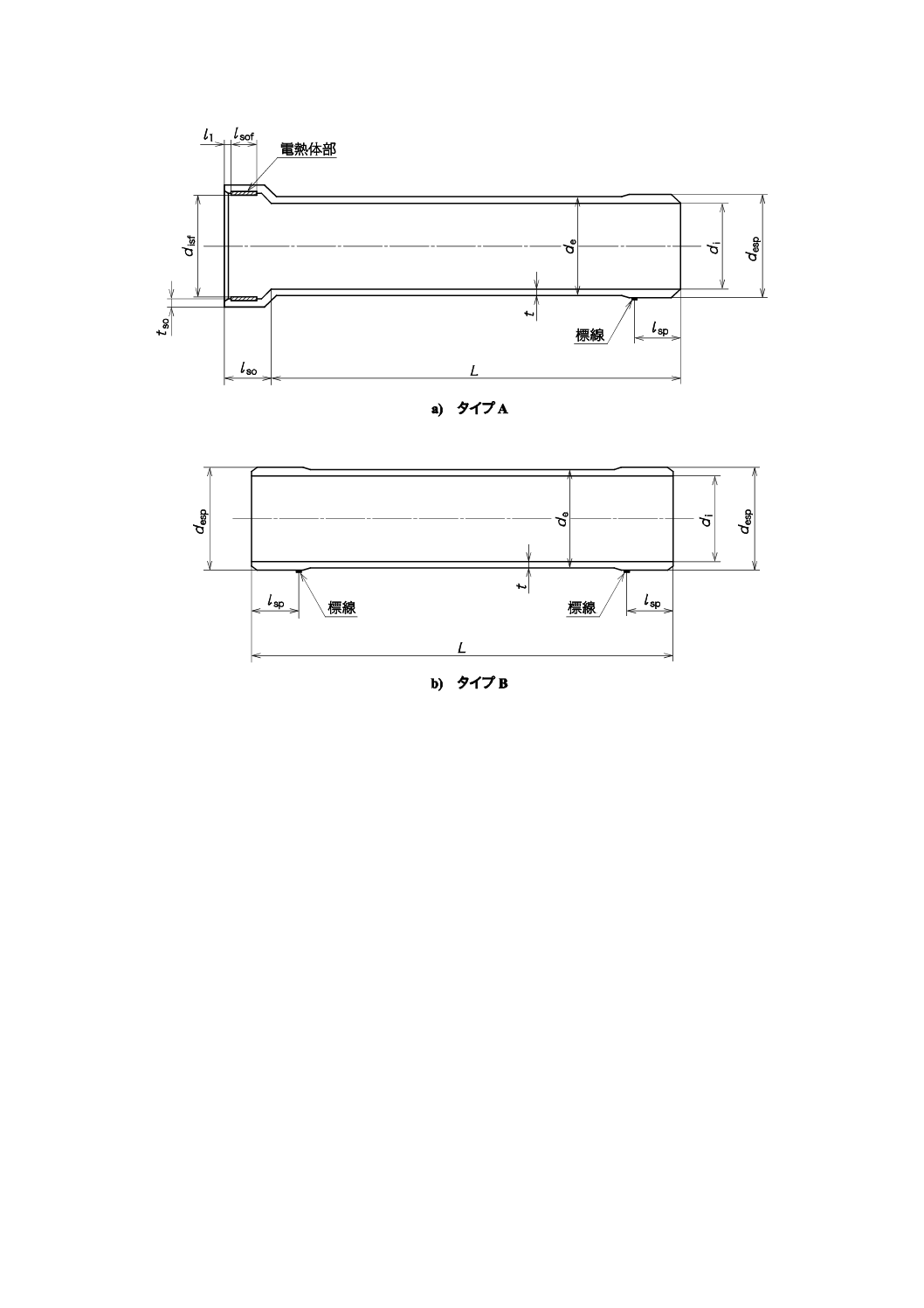
8.3
寸法及び許容差
管の寸法及び許容差は,公称内径と管の種類とで区分し,表3〜表5による。管の形状の例を図1に示
す。
4
K 6799-2:2018
図1−管の形状の例
5
K 6799-2:2018
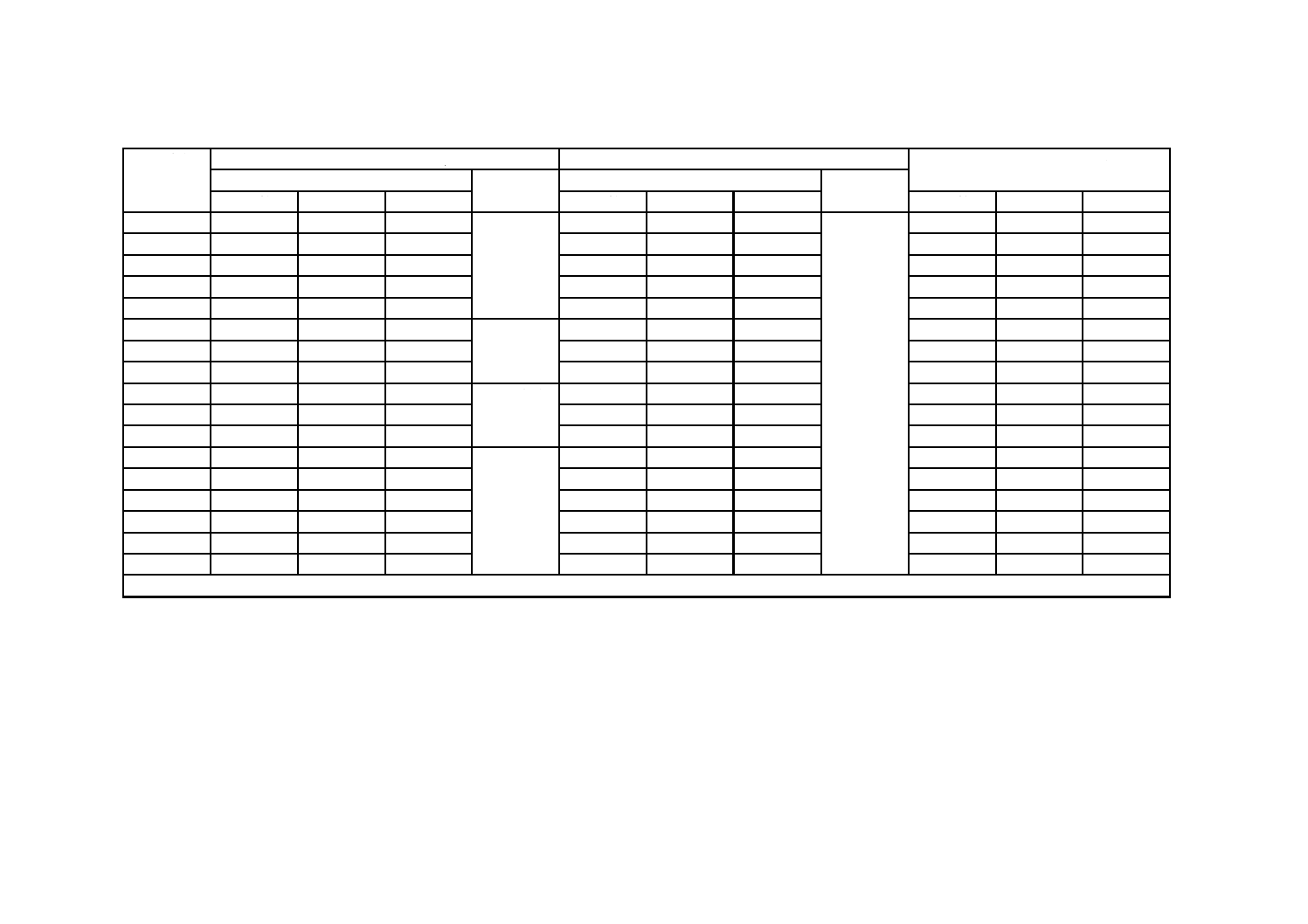
表3−管の寸法及び許容差
単位 mm
内径di a)
有効長L a)
管厚t
外径de
(参考値)
公称内径
基準寸法
許容差
基準寸法b)
許容差
基準寸法
許容差
1種管
2種管
3種管
1種管
2種管
3種管
300
305
±3.0
5 000
+50以下
−25以上
15
11
9
+6.0 以下
0 以上
341
333
329
350
355
±3.5
17
13
11
395
387
383
400
405
±4.0
19
15
12
+6.5 以下
0 以上
449
441
435
450
455
±4.5
22
17
14
505
495
489
500
505
±5.0
24
19
15
+7.0 以下
0 以上
559
549
541
600
610
±5.0
29
22
18
674
660
652
700
710
±5.0
33
26
21
+7.5 以下
0 以上
782
768
758
800
810
±6.0
38
30
24
892
876
864
900
910
±6.5
42
33
27
+8.0 以下
0 以上
1000
982
970
1000
1015
±7.0
47
37
30
1115
1095
1081
1100
1115
±8.0
52
41
33
+8.5 以下
0 以上
1225
1203
1187
1200
1215
±9.0
56
44
36
1333
1309
1293
1350
1370
±9.5
63
50
40
+9.0 以下
0 以上
1502
1476
1456
1500
1520
±10.0
70
55
45
1666
1636
1616
1650
1670
±11.0
77
61
49
+9.5 以下
0 以上
1830
1798
1774
1800
1825
±11.5
85
66
54
2001
1963
1939
2000
2025
±12.0
94
73
59
+10.0 以下
0 以上
2219
2177
2149
注a) 管の内径及び有効長は,23 ℃での測定値を示す。
b) 管の有効長の基準寸法は,受渡当事者間でほかの寸法とすることができる。
3
K
6
7
9
9
-2
:
2
0
1
8
6
K 6799-2:2018
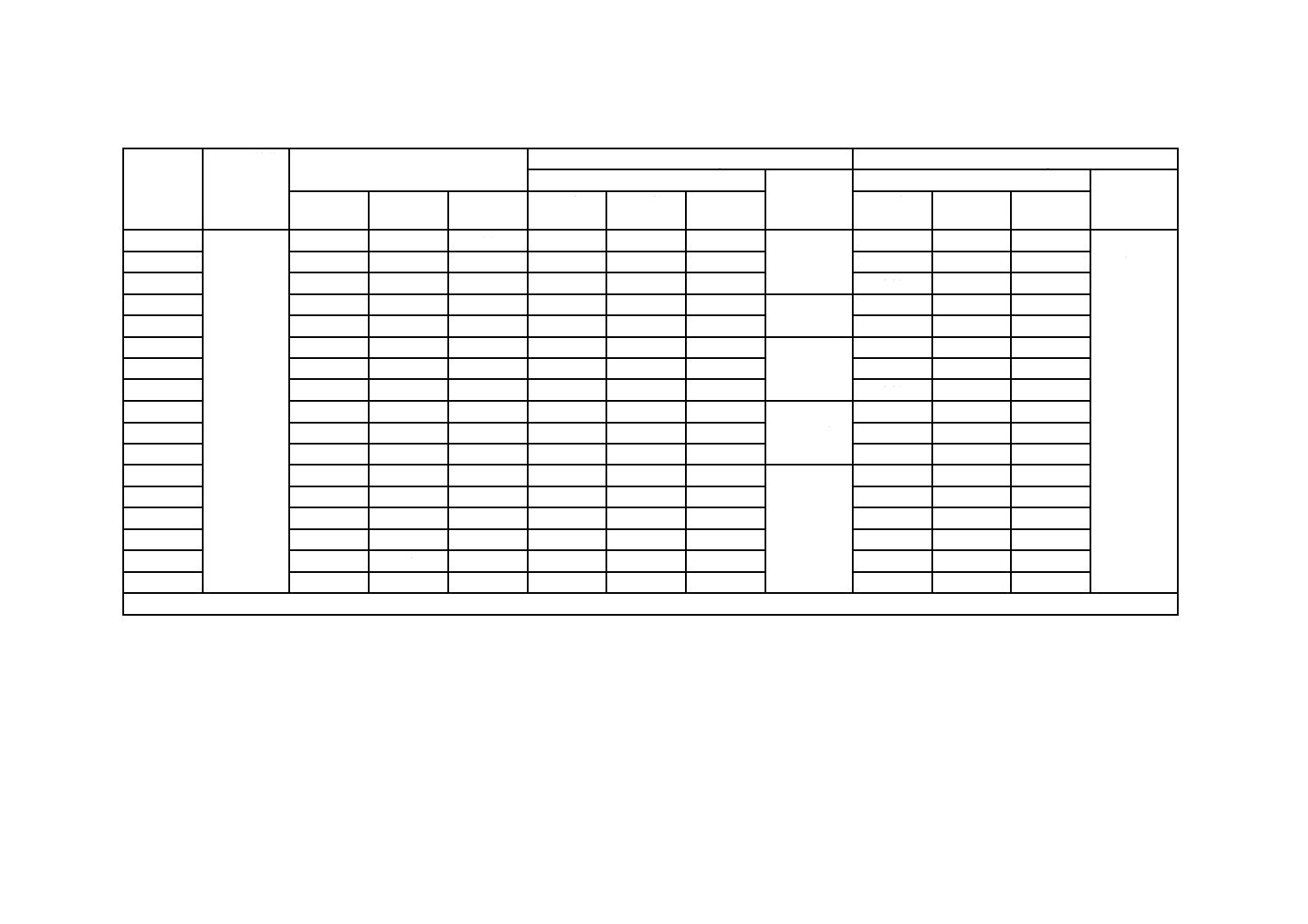
表4−受口の寸法及び許容差
単位 mm
公称内径
受口電熱体部内径disf a)
受口長さlso
受口電熱体部長さlsof
(最小値)
基準寸法
許容差
基準寸法
許容差
1種管
2種管
3種管
1種管
2種管
3種管
1種管
2種管
3種管
300
364
364
364
+3以下
−4以上
240
240
240
+0以下
−5以上
33
24
20
350
416
416
416
240
240
240
37
29
25
400
465
465
465
240
240
240
41
33
27
450
516
516
516
240
240
240
48
37
31
500
575
575
575
240
240
240
52
42
33
600
676
676
676
+2以下
−5以上
240
240
240
63
48
40
700
788
788
788
240
240
240
72
57
46
800
892
892
892
240
240
240
82
66
53
900
1000
994
994
+1以下
−6以上
240
240
240
91
72
60
1000
1115
1107
1107
240
240
240
102
81
66
1100
1225
1206
1206
240
240
240
113
90
73
1200
1333
1309
1306
+1以下
−7以上
320
240
240
121
96
79
1350
1502
1476
1468
320
240
240
136
109
88
1500
1666
1636
1622
320
240
240
151
120
99
1650
1830
1798
1774
320
320
240
167
133
108
1800
2001
1963
1939
400
320
240
184
144
119
2000
2219
2177
2149
400
320
320
203
159
130
注a) 管の受口電熱体部内径は,23 ℃での測定値を示す。
3
K
6
7
9
9
-2
:
2
0
1
8
7
K 6799-2:2018
表5−受口及び差口の寸法及び許容差
単位 mm
公称内径
受口電熱体
部位置
l1
(最小値)
受口管厚tso
(最小値)
差口外径desp a)
差口長さlsp
基準寸法
許容差
基準寸法
許容差
1種管
2種管
3種管
1種管
2種管
3種管
1種管
2種管
3種管
300
20
19
14
11
365
365
365
+4 以下
0 以上
240
240
240
+5 以下
0 以上
350
21
16
14
417
417
417
240
240
240
400
23
18
14
465
465
465
240
240
240
450
26
20
17
516
516
516
+5 以下
0 以上
240
240
240
500
28
22
18
574
574
574
240
240
240
600
33
25
21
675
675
675
+6 以下
0 以上
240
240
240
700
38
30
24
786
786
786
240
240
240
800
43
34
27
890
890
890
240
240
240
900
47
37
30
998
992
992
+8 以下
0 以上
240
240
240
1000
53
41
34
1113
1105
1105
240
240
240
1100
58
45
37
1223
1204
1204
240
240
240
1200
63
48
40
1331
1307
1304
+9 以下
0 以上
320
240
240
1350
71
55
44
1500
1474
1466
320
240
240
1500
78
60
49
1664
1634
1620
320
240
240
1650
86
67
53
1828
1796
1772
320
320
240
1800
95
72
59
1999
1961
1937
400
320
240
2000
105
80
64
2217
2175
2147
400
320
320
注a) 管の差口外径は,23 ℃での測定値を示す。
3
K
6
7
9
9
-2
:
2
0
1
8
8
K 6799-2:2018
9
試験
9.1
外観及び形状
管の外観及び形状は,目視によって調べる。
9.2
寸法
9.2.1
寸法測定箇所
寸法の測定箇所は,8.3に規定する箇所とする。
9.2.2
測定条件
測定に関する諸条件(環境条件等)は,受渡当事者間の協議による。ただし,測定時の温度条件を記録
する。
9.2.3
測定方法
測定方法は,次による。
a) 内径 JIS B 7516で規定している金属製直尺を用いて1 mmの精度に校正した内径測定器又は同等以
上の精度をもつもので,任意断面における相互に等間隔な2か所を測定し,その平均値を測定値とす
る。
b) 有効長 JIS B 7512で規定している鋼製巻尺又は同等以上の精度をもつもので,相互に等間隔な2か
所を測定し,その平均値を測定値とする。
c) 管厚 JIS B 7506で規定しているブロックゲージを用いて0.1 mmの精度に校正した厚さ測定器又は
同等以上の精度をもつもので,任意断面における相互に等間隔な4か所を測定し,その最小値を測定
値とする。
d) 外径 JIS B 7512で規定している鋼製巻尺,円周メジャー又はこれらと同等以上の精度をもつもので,
任意断面における外周長を測定し,円周率3.14で除した値を測定値とする。
e) 受口電熱体部内径 JIS B 7516で規定している金属製直尺を用いて1 mmの精度に校正した内径測定
器又は同等以上の精度をもつもので,任意断面における2か所を測定し,その平均値を測定値とする。
f)
受口長さ JIS B 7512で規定している鋼製巻尺又は同等以上の精度をもつもので,相互に等間隔な2
か所を測定し,その最小値を測定値とする。
g) 受口電熱体部長さ JIS B 7512で規定している鋼製巻尺又は同等以上の精度をもつもので,相互に等
間隔な2か所を測定し,その最小値を測定値とする。
h) 受口電熱体部位置 JIS B 7512で規定している鋼製巻尺又は同等以上の精度をもつもので,相互に等
間隔な2か所を測定し,その最小値を測定値とする。
i)
受口管厚 JIS B 7506で規定しているブロックゲージを用いて0.1 mmの精度に校正した厚さ測定器
又は同等以上の精度をもつもので,任意断面における相互に等間隔な4か所を測定し,その最小値を
測定値とする。
j)
差口外径 JIS B 7512で規定している鋼製巻尺,円周メジャー又はこれらと同等以上の精度をもつも
ので,任意断面における外周長を測定し,円周率3.14で除した値を測定値とする。
k) 差口長さ JIS B 7512で規定している鋼製巻尺又は同等以上の精度をもつもので,相互に等間隔な2
か所を測定し,その最小値を測定値とする。
9.3
管の試験
管の試験は,次の項目を試験する。
なお,密度,ガラス繊維添加量及び引張降伏強さの試験に用いる試験片については,外面から深さ5 mm
以上のところからサンプリングする。

9
K 6799-2:2018
a) 密度 JIS K 7112に従って行う。ただし,試験片数は3個とする。
b) ガラス繊維添加量 ISO 7510に従って行う。
c) 熱安定性 JIS K 6799-1の附属書A(熱安定性試験)に従って行う。
d) 引張降伏強さ JIS K 6815-1及びJIS K 6815-3に従って行う。ただし,試験速度は,50±0.5 mm/min
とし,試験片は,附属書Aに従い管周方向及び管軸方向に切削したものを用いる。
e) 引張弾性率 JIS K 7161-1に従って行う。ただし,試験片は,附属書Aに従い管周方向及び管軸方向
に切削したものを用いる。
f)
曲げ弾性率 JIS K 7171に従って行う。ただし,試験片は,附属書Aに従い管周方向及び管軸方向に
切削したものを用いる(附属書E参照)。
g) 圧縮弾性率 JIS K 7181に従って行う。ただし,試験片は,附属書Aに従い管周方向及び管軸方向に
切削したものを用いる。
h) 加熱伸縮性 JIS K 6814に従って行う。ただし,加熱時間は2時間とする。
i)
最小要求強度 ISO 1167-1,ISO 1167-2及びISO 9080に従って行う。最小要求強度を求めるための長
期静水圧強度の試験方法は,附属書Bを参照。
j)
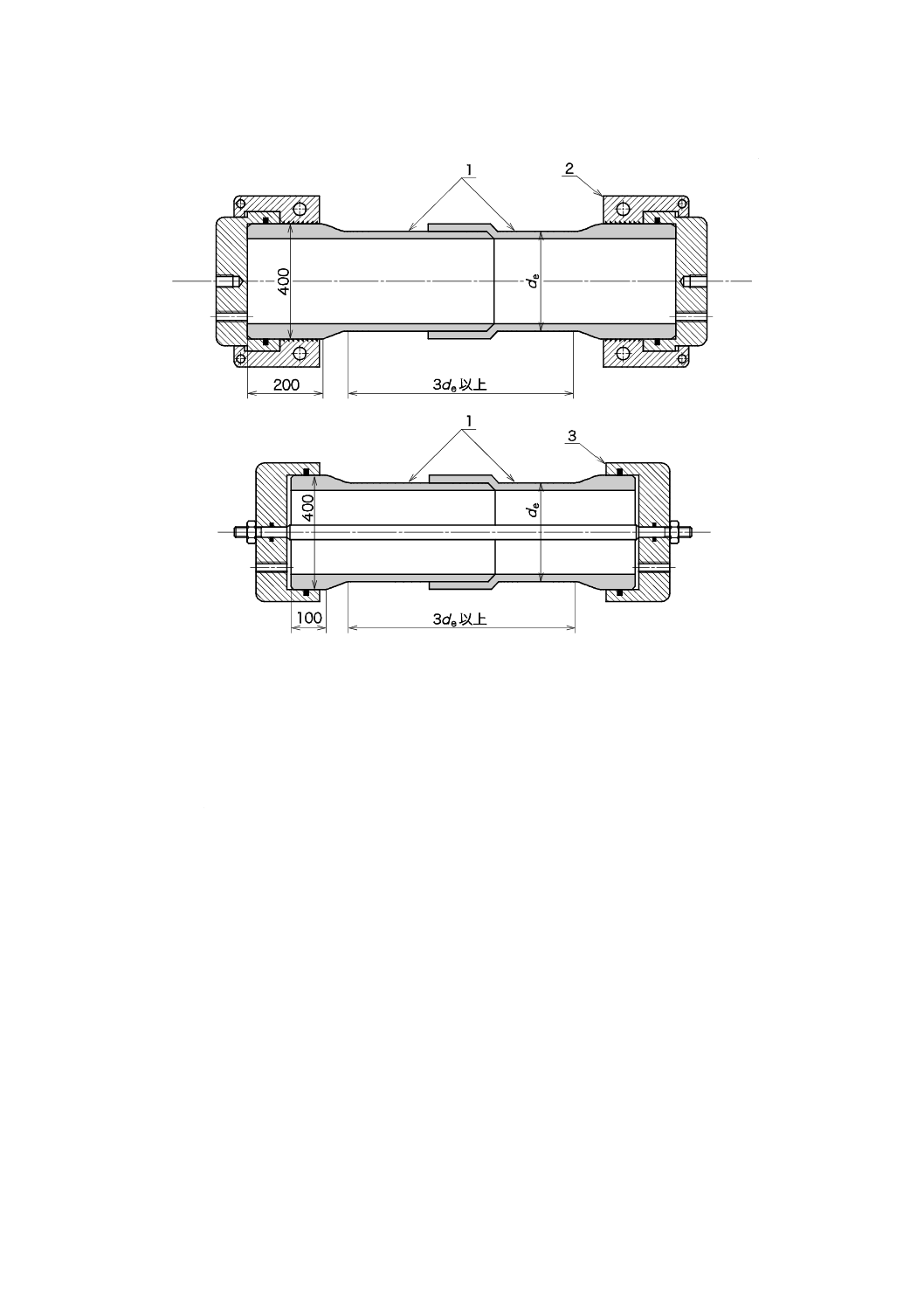
内圧クリープ 内圧クリープの試験に用いる試験体は,公称内径300 mmの1種管(SDR24)を管外
径の3倍以上,かつ,エンドキャップ取付部を設けて作成する。図2に示すとおり電気融着接合後,
両端にエンドキャップを取り付け,その一端をクリープ試験機に接続する。試験圧力を次の式(3)によ
って算出し,試験条件は,表6による。
電気融着の作業手順は,附属書Dを参照。
1
2
+
=Rσ
P
················································································· (3)
ここに,
P: 試験圧力(MPa)
σ: 管の円周応力(MPa)
R: 内径厚さ比SIDR
表6−内圧クリープ試験条件
温度
℃
円周応力
MPa
試験時間
h
20
24
100
80
9
165
80
7
1000
10
K 6799-2:2018
単位 mm
1:管
2:エンドキャップ(Type A)
3:エンドキャップ(Type B)
図2−内圧クリープ試験体の構造例
k) 耐水圧性 耐水圧性の試験は,試験温度21 ℃〜28 ℃で,図2に示すいずれかの試験体の一端を水圧
試験機に接続して3.8 MPaまで加圧し,3分間保持した後,漏れ及び破損がないことを確認する。
l)
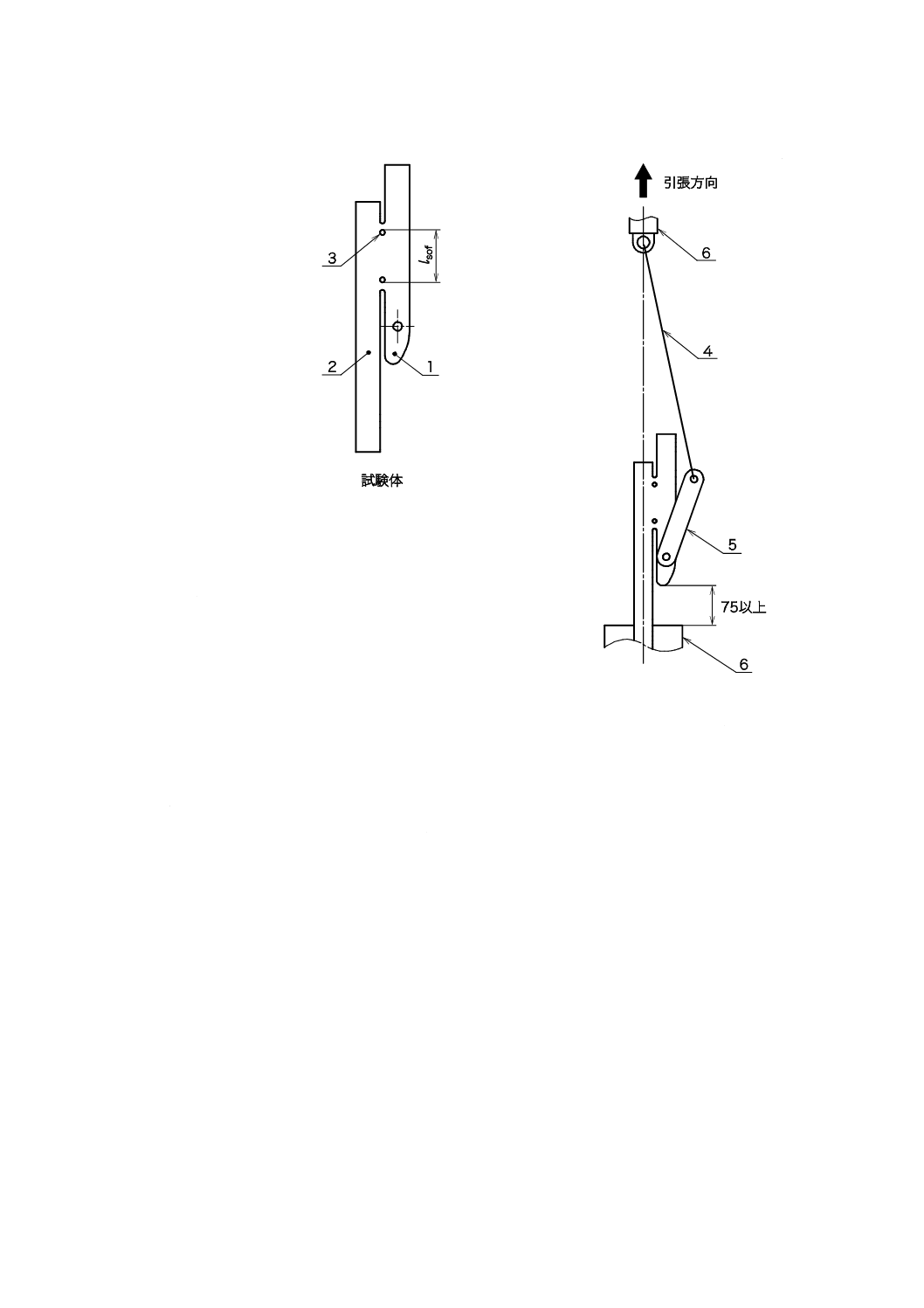
ピーリング ピーリングの試験は,ISO 13954による。ただし,試験は,図3に示す試験体が破損す
るまで引張を続ける。破損状態を観察した後,電熱体部の残存長さを測定し,表4に示す電熱体部長
さ(lsof)以上であることを確認する。
なお,試験体は公称内径300 mmの1種管(SDR24)とし試験速度は毎分20 mm〜50 mmとする。
試験温度は23±2 ℃とする。試験体数は3個とする。
11
K 6799-2:2018
単位 mm
1:受口部
2:差口部
3:電熱体部
4:チェーン又はワイヤー
5:シャックル構造
6:引張試験ジグ
図3−ピーリング試験
m) 低速亀裂進展性 低速亀裂進展性の試験は,ISO 13479に従って行う。ただし,試験体は,公称内径
300 mmの1種管(SDR24)から,管外径の3倍以上の長さに切削し,図4に示すノッチを試験体の中
央に4方向等間隔に入れる。その後,両端にエンドキャップを取り付け,管の円周応力が9.2 MPaと
なる試験圧力で水を満たし,80 ℃の温度に保った熱水中に165時間浸す。
なお,エンドキャップが取り付けられる管の外径は400 mmとする。
12
K 6799-2:2018
単位 mm
1: エンドキャップ
2: 60°アングルカッター
h
:ノッチ深さ
ln
:ノッチ長さ
t
:管厚
δ1g :正味断面管厚
a
:管軸方向
単位 mm
公称内径
h
最小
最大
300
3.2
7.0
図4−低速亀裂進展性試験片の形状・寸法
n) たわみ荷重 たわみ荷重の試験は,附属書Cに従って行う。
9.4
試験結果の数値の表し方
試験の結果は,規定の数値より1桁下の位まで求めてJIS Z 8401によって丸める。
13
K 6799-2:2018
10 検査
10.1 形式検査
形式検査は,表7に規定した検査項目において,箇条9の試験を行ったとき,表2〜表5に適合しなけ
ればならない。この検査は管製造業者が実施する。
なお,この検査は,コンパウンドの変更又は管の製造設備の変更があった場合に実施する。ただし,管
の製造設備については,日常生産の範囲内での軽微な変更の場合は,実施しなくてよい。
10.2 受渡検査
形式検査に適合していることが確認された管の受渡検査は,表7に規定した検査項目に対して,箇条9
の試験を行ったとき,箇条8に適合しなければならない。
10.3 検査項目
検査項目を,表7に示す。
表7−検査項目
検査対象
検査項目
形式検査
受渡検査a)
対応箇条
管
外観及び形状
○
○
9.1
寸法
○
○
9.2
密度
○
−
9.3 a)
ガラス繊維添加量
○
−
9.3 b)
熱安定性
○
−
9.3 c)
引張降伏強さ
管周方向
○
−
9.3 d)
管軸方向
○
−
引張弾性率
管周方向
○
−
9.3 e)
管軸方向
○
−
曲げ弾性率
管周方向
○
−
9.3 f)
管軸方向
○
−
圧縮弾性率
管周方向
○
−
9.3 g)
管軸方向
○
−
加熱伸縮性
○
−
9.3 h)
最小要求強度
○
−
9.3 i)
内圧クリープ
○
−
9.3 j)
耐水圧性
○
−
9.3 k)
ピーリング
○
−
9.3 l)
低速亀裂進展性
○
−
9.3 m)
たわみ荷重
○
−
9.3 n)
注a) 受渡検査の検査方式及び検査項目の追加は,受渡当事者間の協議によって決める
ことができる。
11 表示
この規格の全ての要求事項に適合した管には,容易に消えない方法で,次の事項を表示しなければなら
ない。
a) 種類
b) 公称内径
c) 製造年月日又はその略号
d) 製造業者又はその略号
14
K 6799-2:2018
12 取扱い上の注意事項
取扱い上の注意事項は,次による。
a) 管表面の損傷防止のため,管を放り投げたり引きずったりしてはならない。
b) 保管場所近傍で火気を使用してはならない。
c) 管を加熱して(例えば,火であぶるなど)曲げ加工してはならない。
15
K 6799-2:2018
附属書A
(規定)
試験片
A.1 試験片の形状及び寸法
試験片の形状及び寸法は,表A.1による。
表A.1−試験片の形状及び寸法
試験項目
試験片の形状及び寸法
引張降伏強さ
引張弾性率
JIS K 6815-3に規定するタイプ1,
ただし,厚さは,4.0±1.0 mmに切削する。
曲げ弾性率
JIS K 7171に規定する推奨試験片。
圧縮弾性率
JIS K 7181に規定するA形。
A.2 試験片の作製
A.2.1 管周方向の試験片
供試管から切り出した曲率のある試料を,表A.2の試験片の圧縮成形条件によって板状にし,表A.1に
規定する3種の試験片を切削によって作製する。ただし,切削中心は管厚の中心とする(図A.1参照)。
注記 フライス盤,帯のこ盤,旋盤などを用いて切削するときは,残留応力,変形及び熱履歴が少な
いことが望ましい。
表A.2−試験片の圧縮成形条件
成形温度
平均冷却
速度
成形品
取出温度
全圧力
加圧時間
予熱圧力
予熱時間
120〜140 ℃
<0.4 ℃/min
≦40 ℃
1〜6 MPa
≦1 h
0 MPa
(オーブン内)
≦3 h
図A.1−試験片の作製例(管周方向)
16
K 6799-2:2018
A.2.2 管軸方向の試験片
供試管から表A.1に規定する3種の試験片を切削によって作製する。ただし,切削中心は管厚の中心と
する(図A.2参照)。
注記 フライス盤,帯のこ盤,旋盤などを用いて切削するときは,残留応力,変形,熱履歴が少ない
ことが望ましい。
図A.2−試験片の作製例(管軸方向)
A.3 試験片の数
各切出し方向に5個以上とする。
A.4 状態調節
JIS K 7100の標準雰囲気において状態調節時間は,3 h±15 minとする。
17
K 6799-2:2018
附属書B
(参考)
長期静水圧強度試験
B.1
概要
この附属書は,ISO 9080の解析手法を用いて最小要求強度を求めるためにBECETEL社がISO 1167-1及
びISO 1167-2に従い20 ℃,60 ℃及び80 ℃の温度で長期静水圧強度試験を実施した報告書を基に記載し
たものである。
B.2
試験条件
a) ガラス繊維強化ポリエチレン管で,内径(基準内径)203 mm,管厚25 mm,外径253 mm
b) 試験管の全長は,1.1 m
c) エンドキャップ間の長さは,0.85 m
d) エンドキャップは,Type B(図2参照)
e) 試験の媒体は,管の内外共に水を使用する。
f)
試験水温は,20 ℃,60 ℃及び80 ℃
g) 試験圧力は,次の式(B.1)で求める。
10
2
min
e
min×
−
×
×
=
t
d
t
σ
P
·································································· (B.1)
ここに,
P: 試験圧力(bar)
σ: 円周応力(MPa)
tmin: 最小管厚(mm)
de: 外径(mm)
h) 試験期間:2015年〜2018年
B.3
試験方法
ISO 1167-1及びISO 1167-2に従って行う。
B.4
試験結果
長期静水圧強度は,ISO 9080の解析手法に従い,次の式(B.2)で示される4パラメータ法によって求める。
e
T
σ
C
σ
C
T
C
C
t
+
+
+
+
=
1
log
log
1
log
4
3
2
1
10
··································· (B.2)
ここに,
σ: 周応力(MPa)
t: 破壊時間(h)
T: 温度(K)
C1, C2, C3, C4: 樹脂特性に基づく係数
e: 誤差
全ての試験管を破壊まで実施し,屈曲点評価のための解析を実施する。
異なる温度及び異なる時間での外挿結果は,表B.1及び表B.2に示す。
18
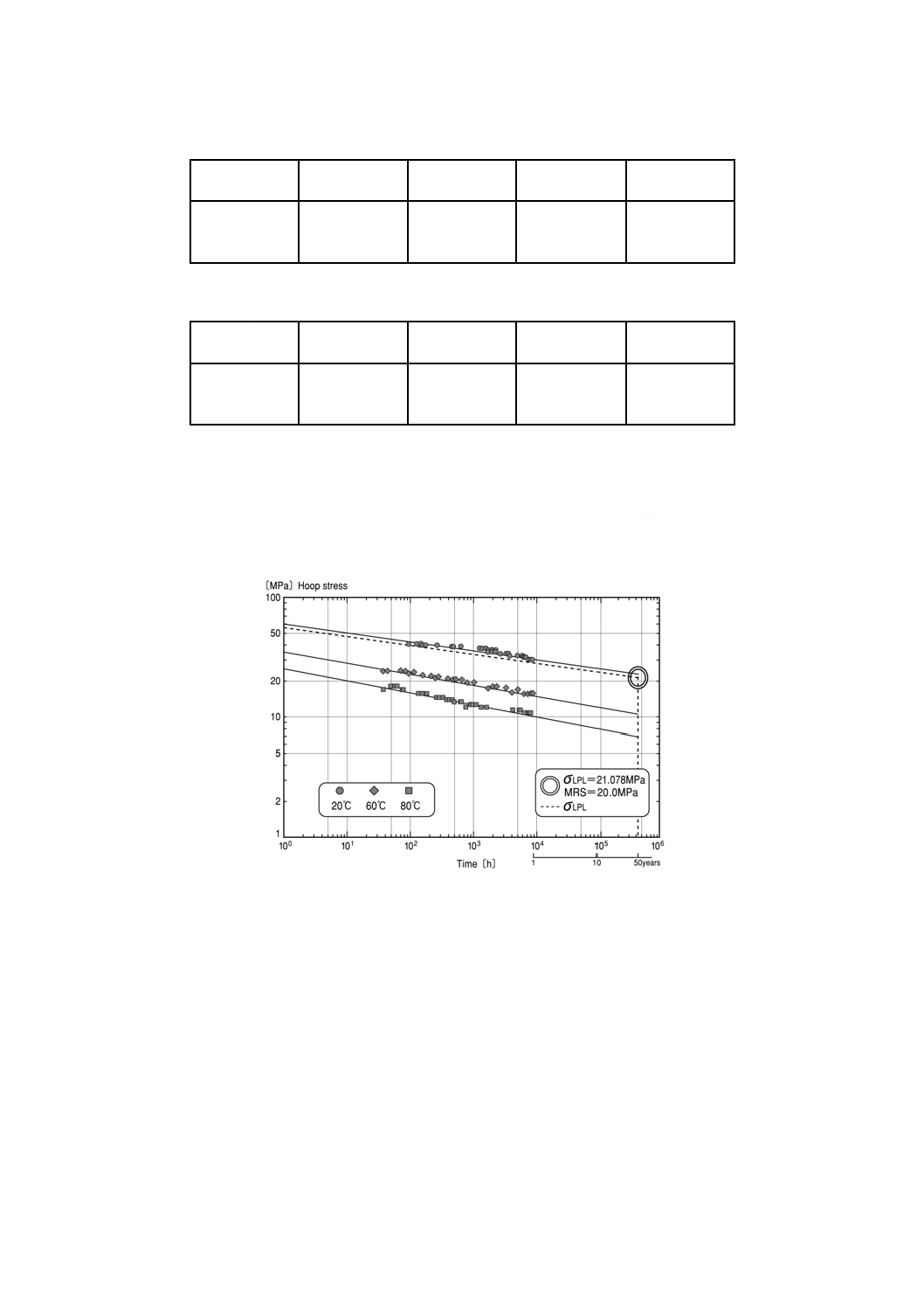
K 6799-2:2018
表B.1−長期静水圧強度平均値σLTHS(MPa)の50年外挿値
温度
℃
0.5年
MPa
1年
MPa
10年
MPa
50年
MPa
20
60
80
32.037
15.959
10.918
30.362
14.960
10.174
25.399
12.071
8.050
22.420
10.390
6.834
表B.2−長期静水圧強度下方信頼限界値σLPL(MPa)の50年外挿値
温度
℃
0.5年
MPa
1年
MPa
10年
MPa
50年
MPa
20
60
80
30.318
14.933
10.138
28.719
13.991
9.437
23.954
11.255
7.428
21.078
9.659
6.277
B.5
まとめ
20 ℃,50年後のσLPLは(21.078 MPa)である(図B.1参照)。
なお,ISO 12162を用いたクラス分けによるとガラス繊維強化ポリエチレン管は,クラスPE-GF 200に
分類され,MRSは20 MPaとなる。
図B.1−長期熱間内圧クリープ試験結果
19
K 6799-2:2018
附属書C
(規定)
たわみ荷重試験方法
C.1 概要
管のたわみ荷重が基準値以上であることを評価する。
C.2 装置
JIS B 7721の箇条7(試験機の等級)に規定する,2等級の圧縮試験機を用いる。
C.3 試験体
試験体は,供試管の直管部から切り取り,表C.1に規定する長さとし,通常,公称内径1 000 mm以下
については,JIS K 7100の標準雰囲気2級で24時間以上保管し,公称内径1 100 mm以上については,JIS
Z 8703の常温で24時間以上保管する。
表C.1−試験体の長さ
単位 mm
公称内径
試験体の長さ
300〜600
500
700〜1000
600
1100〜2000
700
C.4 基準たわみ荷重
基準たわみ荷重(FS)は,次の式(C.1)及び式(C.2)よって求める。
2
min
min
m
t
di
R
+
=
····································································· (C.1)
3
m
S
Δ
149
.0
1
R
EI
y
F
×
×
=
······························································ (C.2)
ここに,
Rm: 管厚中心半径(m)
dimin: 最小内径(m)
tmin: 最小管厚(m)
FS: 基準たわみ荷重(kN/m)
Δy: 基準たわみ量(最小内径の5 %)(m)
EI: 表C.2に示す管周方向の最小曲げ剛性(kN・m2/m)
20
K 6799-2:2018
表C.2−管の最小曲げ剛性
公称内径
mm
管周方向
kN・m2/m
管軸方向
kN・m2
1種管
2種管
3種管
1種管
2種管
3種管
300
0.703
0.277
0.151
251
177
142
350
1.023
0.457
0.277
447
331
276
400
1.428
0.703
0.360
740
568
445
450
2.218
1.023
0.571
1221
914
738
500
2.880
1.428
0.703
1817
1397
1078
600
5.081
2.218
1.215
3870
2839
2278
700
7.486
3.661
1.929
6923
5298
4191
800
11.431
5.625
2.880
11853
9089
7113
900
15.435
7.486
4.100
18535
14144
11349
1000
21.629
10.552
5.625
28795
22019
17492
1100
29.293
14.358
7.486
42274
32375
25509
1200
36.586
17.746
9.720
58812
44881
36011
1350
52.093
26.041
13.333
9482
72108
57289
1500
71.458
34.661
18.984
143924
109834
88129
1650
95.111
47.287
24.510
209998
161720
127169
1800
127.942
59.895
32.805
302957
228113
183036
2000
173.038
81.045
42.787
457485
344563
272833
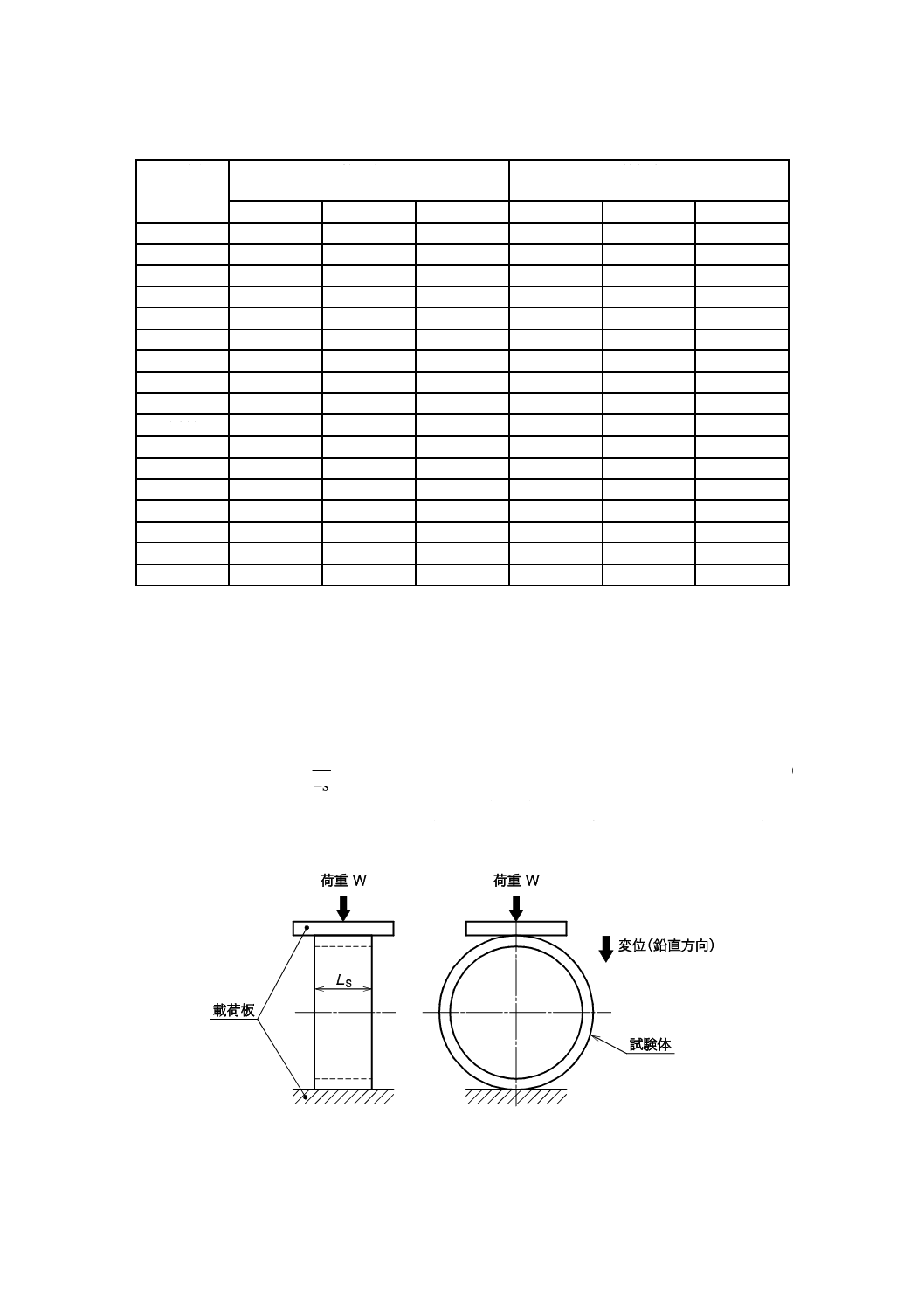
C.5 試験
試験体を図C.1に示す2枚の載荷板間に挟み,表C.3に示す基準たわみ量まで鉛直方向に毎分10±2 mm
で圧縮し,基準たわみ量での荷重(W)を測定する。たわみ荷重(F)は次のいずれかによって求める。
a) 標準雰囲気2級の範囲内
たわみ荷重(F)は,式(C.3)による。
SL
W
F=
················································································ (C.3)
ここに,
F: たわみ荷重(kN/m)
W: 試験体が基準たわみ量まで変形したときの荷重(kN)
LS: 試験体の長さ(m)
図C.1−たわみ荷重試験方法
21
K 6799-2:2018
b) 標準雰囲気2級の範囲外
たわみ荷重(F)は,式(C.4)で求めた温度補正係数を用いて式(C.5)によって求める。
)
7
010
.0(
1
246
.1
1
T
α
×
−
=
·························································· (C.4)
SL
W
α
F
×
=
············································································ (C.5)
ここに,
α: 温度補正係数
F: 23 ℃に換算したたわみ荷重(kN/m)
W: 試験体が基準たわみ量まで変形したときの荷重(kN)
LS: 試験体の長さ(m)
表C.3−管の基準たわみ荷重
公称内径
mm
基準たわみ量 Δy
mm
基準たわみ荷重 FS
kN/m
1種管
2種管
3種管
300
15
19.0
7.8
4.4
350
18
19.8
9.2
5.7
400
20
21.8
11.1
5.8
450
23
26.0
12.4
7.1
500
25
26.9
13.8
7.0
600
30
33.2
15.0
8.4
700
35
36.0
18.2
9.8
800
40
42.2
21.4
11.2
900
45
45.2
22.6
12.6
1000
50
50.5
25.4
13.8
1100
55
56.6
28.6
15.2
1200
60
59.7
29.8
16.7
1350
68
67.0
34.4
18.0
1500
75
74.0
36.9
20.7
1650
83
81.0
41.4
22.0
1800
90
91.4
44.1
24.7
2000
100
100.4
48.4
26.1
C.6 判定方法
23 ℃におけるたわみ荷重(F)が,表C.3に示す基準たわみ荷重(FS)以上でなければならない。
22
K 6799-2:2018
附属書D
(参考)
電気融着作業手順
D.1 概要
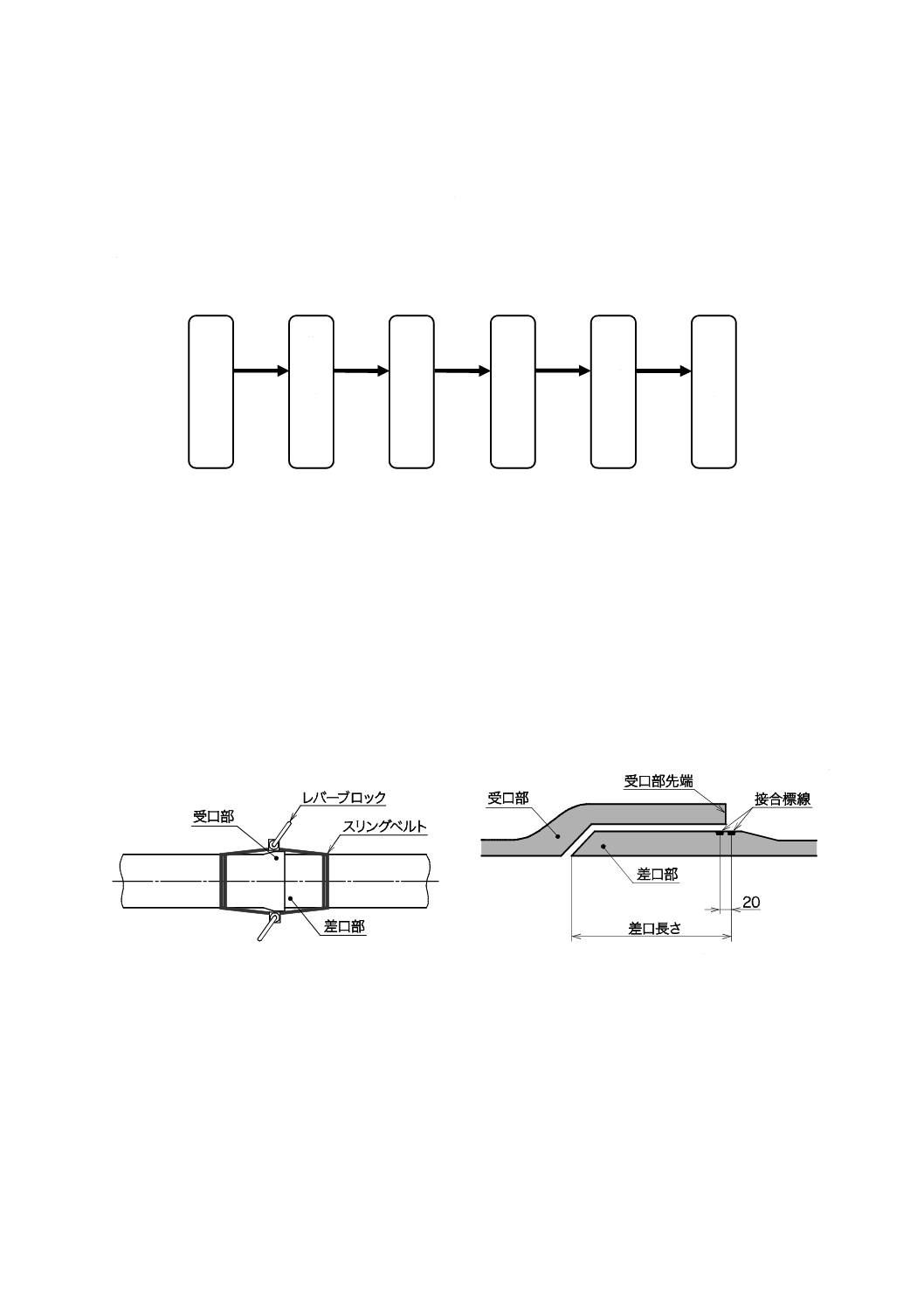
電気融着作業手順は,図D.1による。
図D.1−電気融着作業手順
D.2 融着部の清掃
受口内面及び差口外面を,アセトン又はエタノールを浸み込ませたペーパータオルで清掃し,融着面の
油脂等の汚れが,完全に拭きとられていることを確認する。
D.3 接合及び固定
差口を受口にレバーブロックとスリングベルトとを用いて挿入する(図D.2参照)。このとき,斜め挿入
にならないよう十分配慮し,差口外周面に記入されている2本の接合標線内(20 mm以内)に受口先端部
がくるように挿入する(図D.3参照)。
単位 mm
図D.2−管の接合
図D.3−接合位置確認
D.4 融着
電気融着作業手順は次による。作業は雨天時には行わないことが望ましい。
23 ℃における電気融着条件の例を,表D.1に示す。
a) コントローラの電源を入れ,融着前点検を行う。
b) コネクターと管受口部の電熱線端子とを接続する。
c) コントローラのスタートボタンを押す。
d) 融着終了後,出力ケーブルのコネクターを取り外す。
融
着
部
の
清
掃
芯
出
し
及
び
仮
固
定
接
合
及
び
固
定
融
着
冷
却
融
着
完
了
23
K 6799-2:2018
e) 管の固定は冷却完了までとする。
表D.1−電気融着条件表の例
公称内径
mm
電圧
V
融着時間
分
10
20
30
40
50
60
70
300〜500
25〜45
600〜800
46〜63
900〜1100
65〜83
1200〜1500
82〜95
1650〜2000
96〜120
:適正融着条件
D.5 冷却
製造業者から示された標準冷却時間まで,挿入機を装着したまま放置冷却する。冷却中及び冷却終了後
に挿入機を外すときは,管を動かしたり無理な力をかけたりしてはならない。冷却は自然放置冷却で行い,
決して水をかけて冷却してはならない。
なお,冷却時間は季節にもよるが一般に60分以上としており,融着終了時刻に冷却時間を加えた時刻を,
管表面にマーカーで記入しておくとよい。
冷却終了後,埋戻しを開始する。管側部の埋戻しによって管を完全に固定した後,仮固定を撤去する。
また,管の反りを矯正するために,くい(杭)及び/又は横木を使用した場合も同様に必ずこれらを撤去
する。
D.6 電気融着作業記録
コントローラには融着情報が自動記録されることによって,現場ごと,日別等の作業管理が可能となる。
その記録項目は,次による。
a) 作業日時
b) 管種
c) 口径
d) 電圧
e) 融着時間
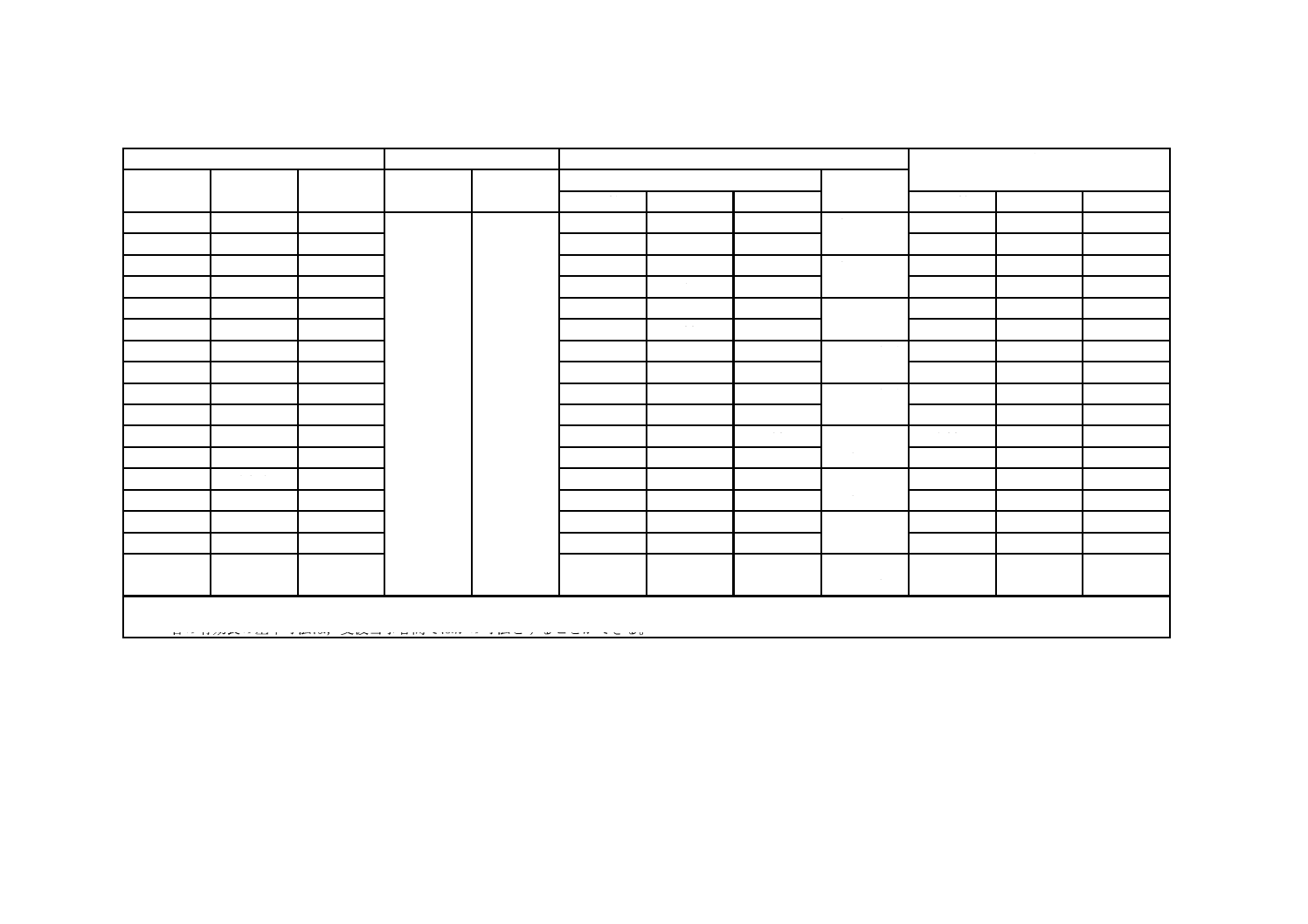
D.7 電気融着接合チェックシート
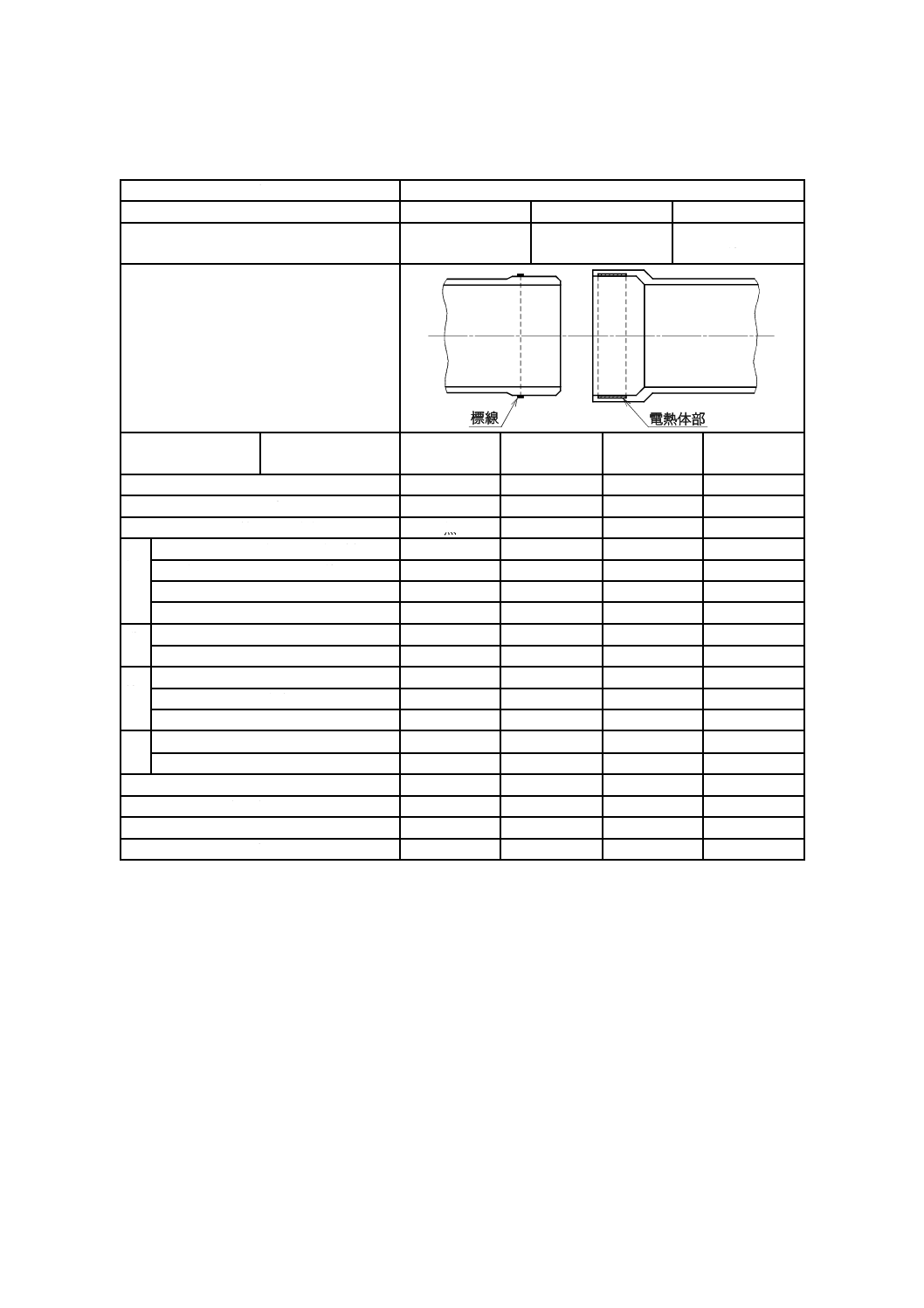
電気融着接合のチェックシート例を,表D.2に示す。
24
K 6799-2:2018
表D.2−電気融着接合チェックシート例
( / )
工事名
○○ 配管工事
公称内径
600 mm
管種
2種管
発電機の仕様
25 KVA
コントローラの
正常作動確認
電源OK
配線OK
継手略図
管No.
(差)
(受)
(差)1
(受)2
(差)
(受)
(差)
(受)
(差)
(受)
施工年月日
20170310
天 候
晴れ
湧水・管内水の有無
無
管
接
合
エタノール(アセトン)清掃
○
管接合(2本の接合標線内)
○
レバーブロックによる固定
○
受口締付チェーン
○
融
着
融着開始時刻
13:00
融着完了時刻
13:20
検
査
融着完了確認
○
融着時間
20分
チェックゲージ確認
○
冷
却
冷却完了時刻
14:20
冷却時間
60分
判定
合・否
施工会社名
施工者氏名
責任者氏名
25
K 6799-2:2018
附属書E
(参考)
3点曲げ試験
E.1
概要
管による3点曲げ試験によって,管軸方向の曲げ弾性率及び曲げ性能を検証した。
E.2
試験体
ガラス繊維強化ポリエチレン管の公称内径600 mm,有効長6 mの管を電気融着によって接続し長さ12 m
の管を試験体として3点曲げ試験を実施した。
試験体の諸元を表E.1に示す。
表E.1−試験体の諸元
項目
数値
管
公称内径
mm
600
外径
mm
656
管厚
mm
20
管路長
m
12
曲げ剛性 kN m2/m
1.6
試験条件
試験圧力
MPa
0.15〜0.30
E.3
試験
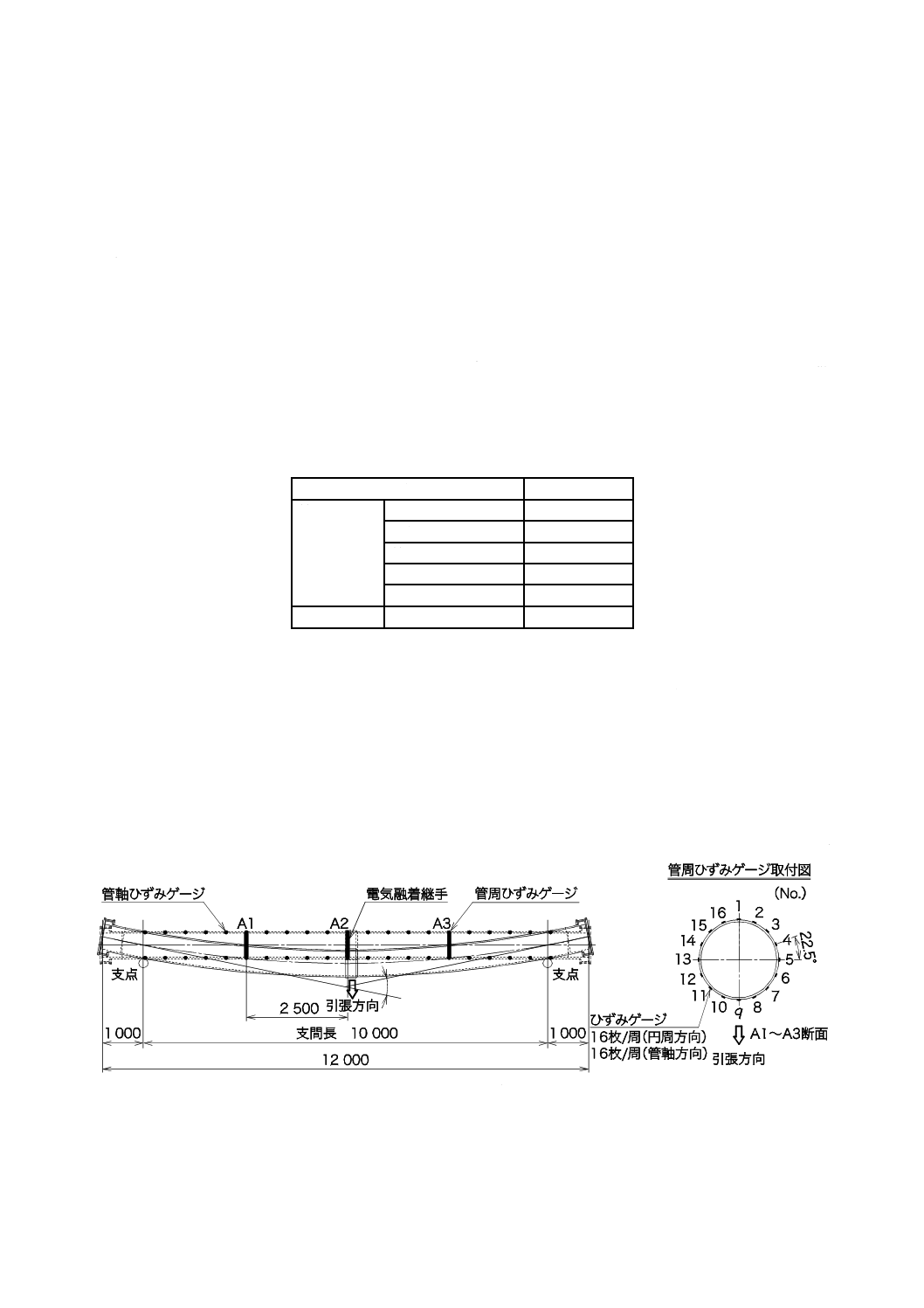
3点曲げ試験は,図E.1に示すように両端自由支持及び支持点間距離10 mとし,管又は接合部を中央部
に配し,水平方向に強制変位を与えた。このとき,A1〜A3断面の管周方向,及び管軸方向の管外面ひず
みをひずみゲージで計測した。また,A1〜A3断面の水平移動量を変位計で計測した。試験体両端はフラ
ンジ蓋で封かん(緘)し,随時,0.15 MPa〜0.30 MPaの空気圧を負荷することによって,試験体の気密性
を確認した。
単位 mm
図E.1−3点曲げ試験
E.4
試験結果
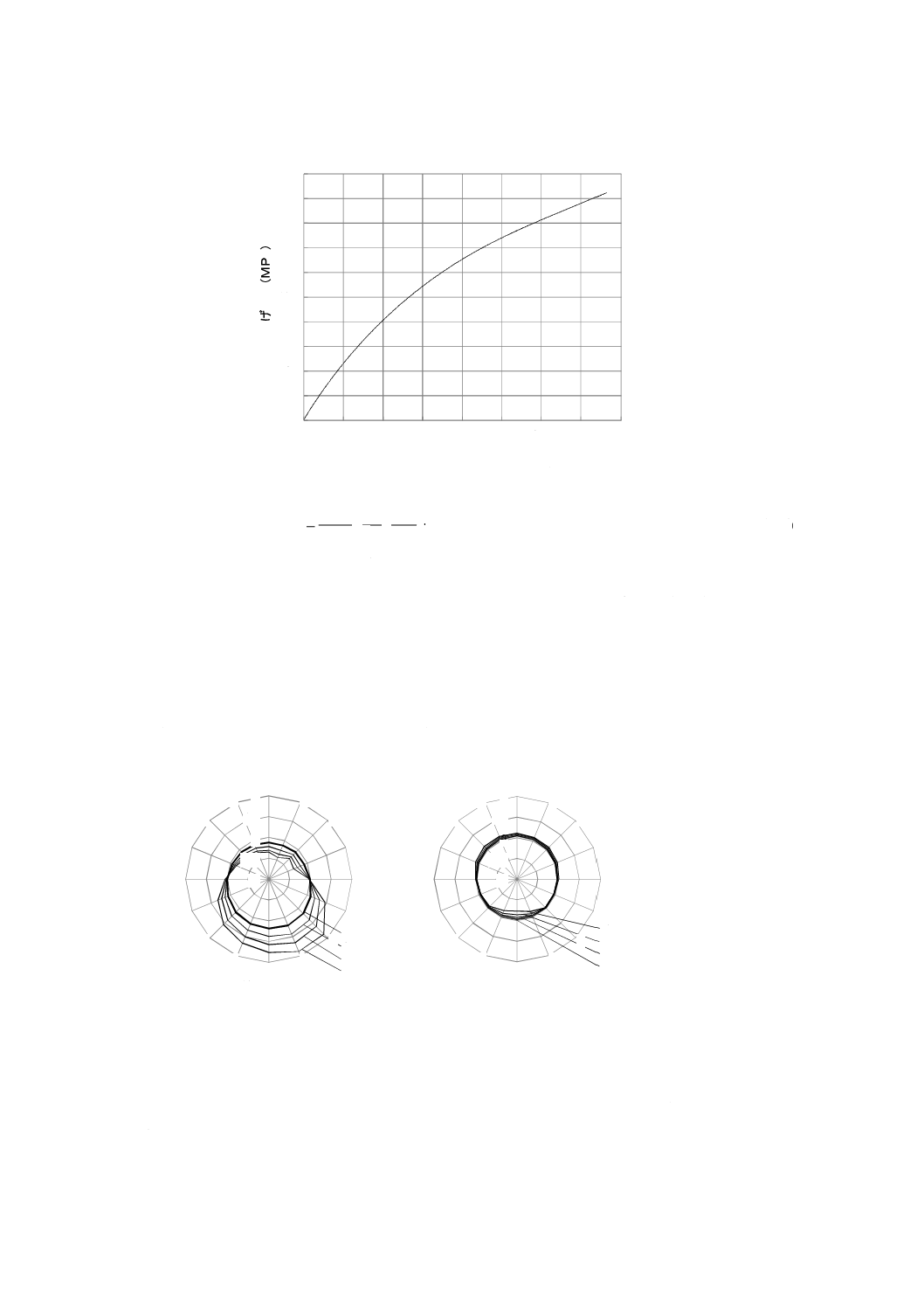
最大変位を与えたA2断面No.9の管軸方向曲げひずみと曲げ応力の関係を図E.2に示す。管軸方向の曲
26
K 6799-2:2018
げ弾性率はJIS K 7171に準じて式(E.1)で求めた。
0
2
4
6
8
10
12
14
16
18
20
0.0
0.3
0.5
0.8
1.0
1.3
1.5
1.8
2.0
曲げ
応
力
(M
P
a)
曲げひずみ(%)
図E.2−A2断面No.9の管軸方向曲げひずみと応力の関係
5
002
.0
005
.0
1
2
−
−
=
σ
σ
Ef
································································ (E.1)
ここに,
Ef: 管軸方向曲げ弾性率(MPa)
σ1: 管軸方向曲げひずみ0.25 %の曲げ応力(MPa)
σ2: 管軸方向曲げひずみ0.5 %の曲げ応力(MPa)
管軸方向曲げ弾性率は,1 762 MPaであることが分かった。
A2断面における管周方向及び管軸方向のひずみ分布を図E.3に示した。管軸方向の変位に伴い,管軸方
向ひずみも変化しているが管周方向ひずみに大きな変化(座屈変形又は円形断面の変化)は見られないこ
とから,管は剛性(断面性能)を維持しつつ,管軸方向の可とう性をもっている。
(%)
-5
-2.5
0
2.5
5
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
a
b
c
d
-5
-2.5
0
2.5
5
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
d
c
b
a
a:250 mm
b:500 mm
c:750 mm
d:1 000 mm
(管周方向)
(管軸方向)
(管軸方向変位量)
図E.3−管周方向及び管軸方向のひずみ分布
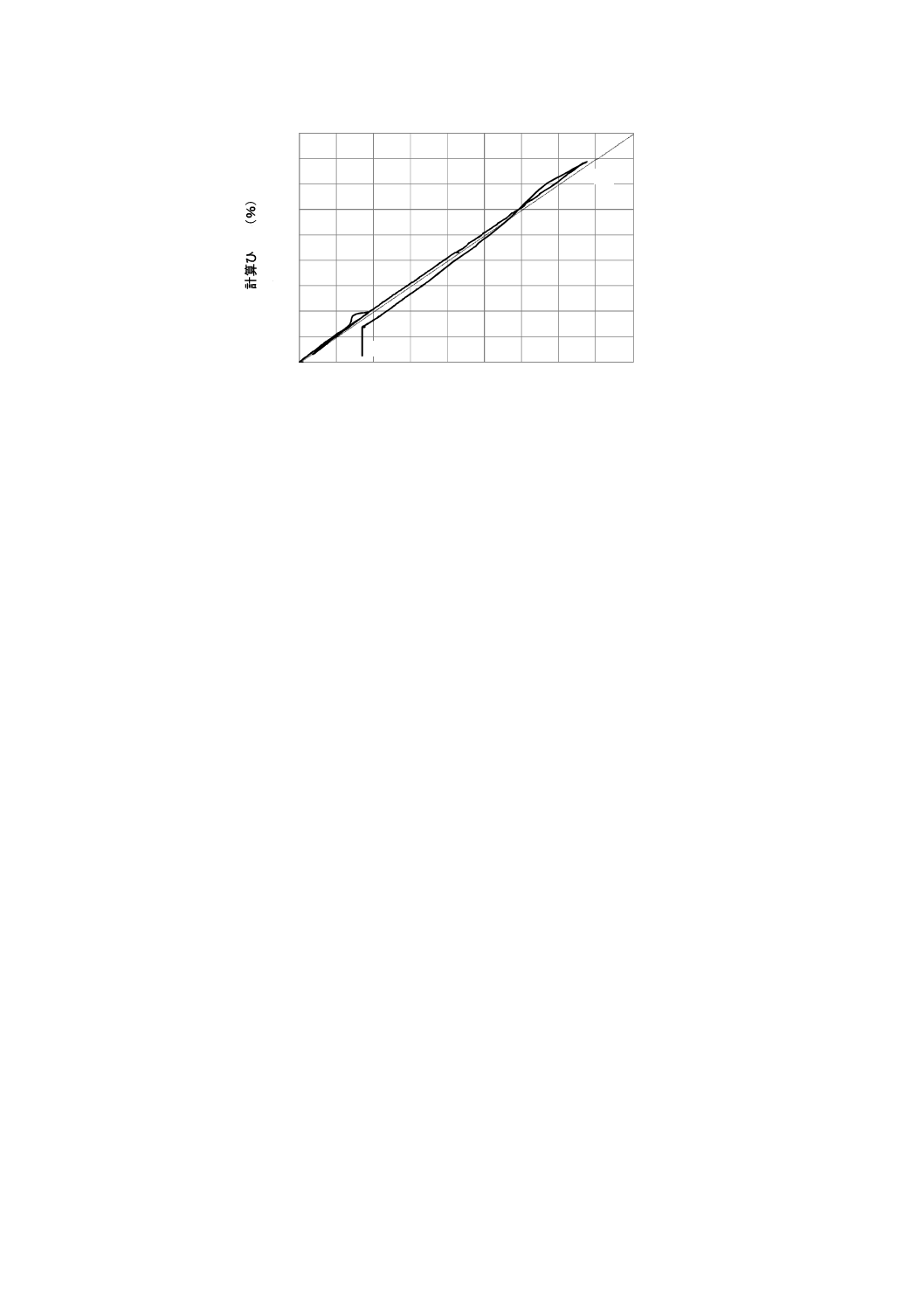
A2断面No.9の管軸方向ひずみについて計算ひずみと実測ひずみとの関係を図E.4に示した。このとき
計算ひずみは,試験方法と同様に両端自由支持及び集中載荷によって求めた。両者のひずみは3 %まで一
致しているが,3 %を超えると実測ひずみは低下した。また,除荷後の応答及び残存ひずみが0.8 %である
ことから3 %までは弾性変形とみなせる。
27
K 6799-2:2018
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
計
算
ひ
ず
み
(
%
)
実測ひずみ(%)
3.8 %
0.8 %
図E.4−A2断面No.9の管軸方向計算ひずみと実測ひずみ