2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6546-1995
革の半球状可塑性試験方法
Testing method for set in lasting with
the dome plasticity apparatus
1. 適用範囲 この規格は,すべての靴用甲革の半球状可塑性試験方法について規定する。
備考1. この規格の引用規格を,次に示す。
JIS K 6550 革試験方法
JIS Z 8401 数値の丸め方
2. この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって,
参考として併記したものである。
2. 用語の定義 半球状可塑性とは,円形の試料を平らな黄銅のリングに取り付け,可動部分の面積を半
球状キャップのピストンで延伸し,一定時間延伸状態におき,ピストンを除いた後に残る面積増と最初の
延伸による面積増との比の百分率。
3. 試験の一般的条件
3.1
試験室の標準状態 試験室の温湿度は,温度20±2℃,相対湿度(65±5)%とする。ただし,恒温恒湿
の設備のない場合は常温 (20±15℃),常湿 [(65±20)%] の状態で試験してもよいが,この場合は試験時の
温湿度を記録する。
3.2
試験片の標準状態 試験片は試験前に温度20±1℃,相対湿度(80±2)%の状態中に48時間以上静置
する。ただし,相対湿度は変更してもよいが,その場合はそのときの相対湿度を必ず記録する。
4. 試料の採取方法及び試験片 JIS K 6550の4.(試料及び試験片の採取方法)に規定した部分から採取
した試料1枚につき,直径90±0.2mmの試験片を2個以上採取(1)する。
注(1) 傷などがある場所は避ける。
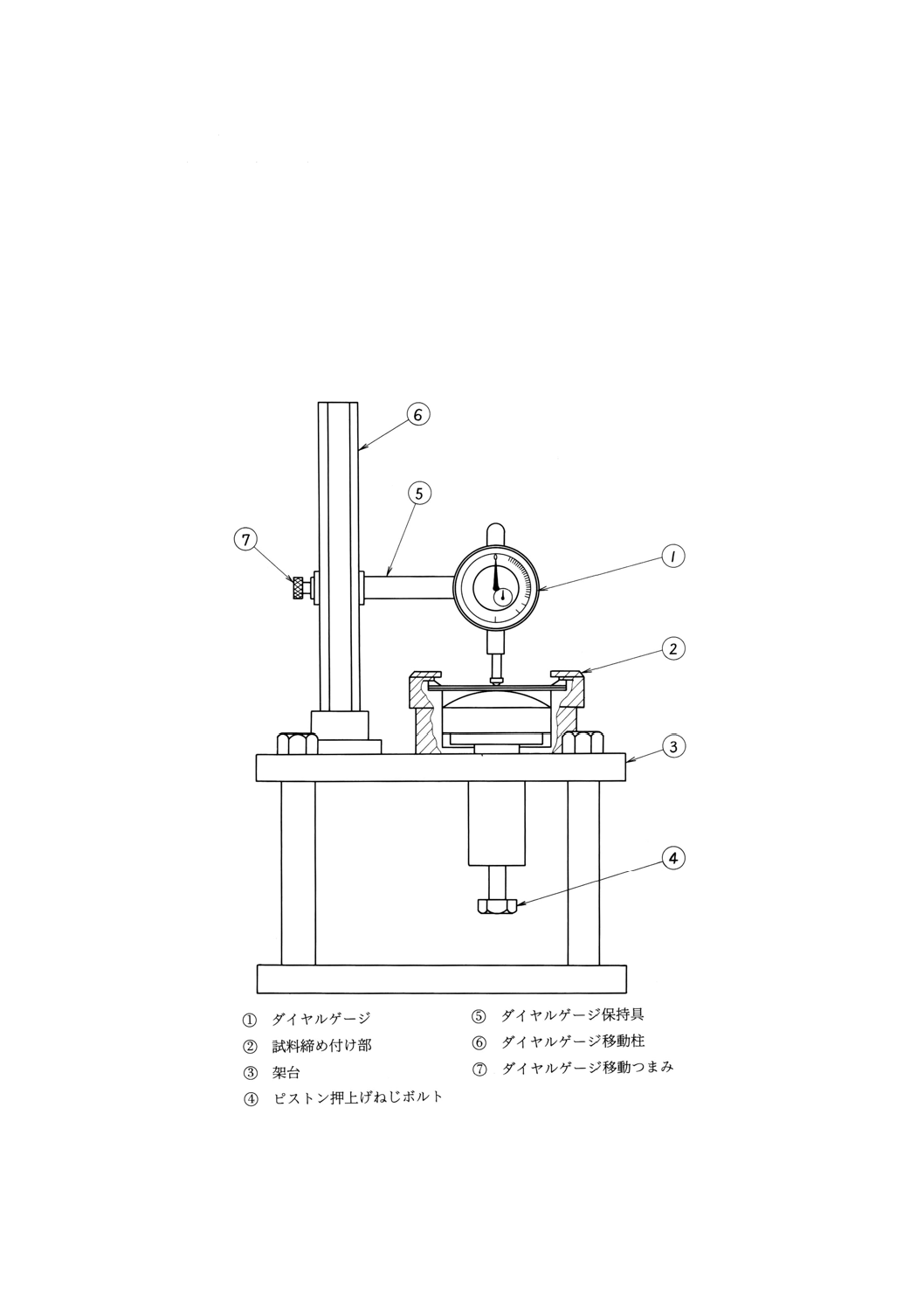
5. 装置
5.1
半球状可塑性試験機 半球状可塑性試験機は,次の機構をもつものでなければならない。
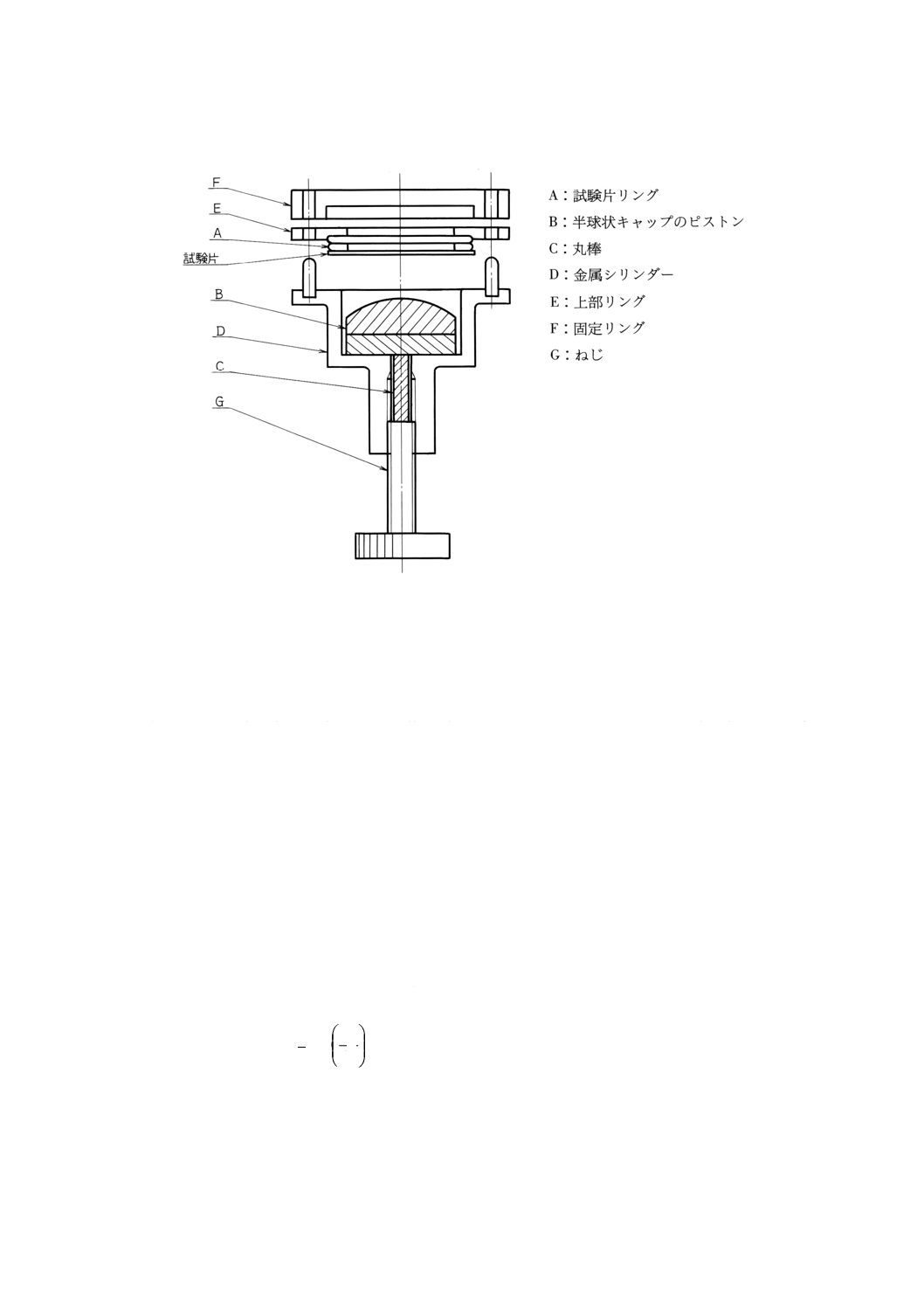
なお,図1及び図2に,試験機とその主要部分を示す。
(1) 試験片リング [A] 外径95±0.2mm,内径69.9±0.05mm,厚さ1.6±0.1mmの黄銅のリング。
(2) 半球状キャップのピストン [B] 直径69.7±0.05mmの円形の棒で,そのキャップは曲率半径51.6±
0.2mmの半球状を呈する。このピストンは硬く,耐熱性で熱伝導性が低く,ピストンの上部に細長い
丸棒 [C] が接続していること。
2
K 6546-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 金属シリンダー [D] 金属シリンダーとピストンとの間隔は0.2±0.1mmとする。試験片リング,上
部リング [E],固定リング [F] 及びシリンダーのそれぞれの中心が同一軸線上となり,しかも各リン
グは水平に固定されるように設計されていること。
(4) ねじ [G] ねじ [G] でピストンを上下する。
5.2
ダイヤルゲージ 100分の1mmまで目盛があり,試験片リングの中心に0を合わせ,13.6±0.01mm
の高さにセットでき,またその間の高さを容易に測定できるような装置を附属すること。
5.3
恒温器 80±2℃に保たれる空気浴恒温器。
5.4
恒温恒湿器 温度20±1℃,相対湿度(80±2)%に保つことのできる装置。
参考 相対湿度の調節に硫酸アンモニウムの過飽和溶液を用いることができる。
図1
3
K 6546-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 主要部分(②及び④の部分)
6. 試験方法 試験方法は,次のとおりとする。
(1) 試験片を平らな台上に表面を上にして置く。
(2) リングの片面に薄く接着剤(2)を塗り,接着剤塗布面を下にして試験片上に置く。このとき試験片の中
心とリングの中心とを合わせ,リングの上に約4.9N {500gf} の荷重を均一にかける。
(3) 接着の終わった試験片リングを半球状可塑性試験機のピストン上に置き,同リングを試験機に固定す
る。ダイヤルゲージのゼロ点を試験片表面の中心に合わせ,ダイヤルゲージを上げて,13.6±0.01mm
(h1) の点にセットする。
できるだけ速くピストンを上げ,ダイヤルゲージに革の表面を接触させる。接触した時の時間を成
形の開始時間とし,直ちに試験機を80±2℃の恒温器中に30±1分間入れる。試験機を恒温器から取
り出し,温度20±1℃,相対湿度(65±2)%中で,更に60±1分間成形する。成形後ピストンを下げ,
試験片にかかっている荷重を除き,同温湿度中に放置して24時間後及び72時間後に半球状試験片の
中心のそれぞれの高さ (h2) (3)をダイヤルゲージで0.01mmまで測定する。
また,成形温度及び時間並びに回復時間を変更してもよいが,この場合は成形温度及び時間並びに
回復時間を必ず記録する。
半球状可塑性 (S) は,次の式によって算出する。
2
1
2
100
=
h
h
S
注(2) ニトロセルロース接着剤が適当である。接着剤を厚く塗ったり,余り強く荷重をかけると,試
験片の可動部分にしみ出るので,可動部分を汚さないように注意すること。
(3) 成形・回復後の試験片が半球状を保持できない場合は,ピストンを上げ,半球状を回復した点
4
K 6546-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
で測定する。
7. 報告 測定値は,小数点以下1けたまで算出し,その算術平均値をJIS Z 8401によって整数位に丸め
て報告する。