K 6400-7:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 原理······························································································································· 2
5 A法 ······························································································································· 2
5.1 試験装置 ······················································································································ 2
5.2 漏れ試験 ······················································································································ 4
5.3 試験片 ························································································································· 4
5.4 試験の一般条件 ············································································································· 4
5.5 試験方法 ······················································································································ 5
5.6 試験報告書 ··················································································································· 5
6 B法 ······························································································································· 5
6.1 試験装置 ······················································································································ 5
6.2 試験片 ························································································································· 6
6.3 試験の一般条件 ············································································································· 6
6.4 試験方法 ······················································································································ 6
6.5 試験報告書 ··················································································································· 6
附属書A(参考)B法で使用する通気量自動測定装置 ·································································· 9
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 12
K 6400-7:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ゴム工業会
(JRMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS K 6400-7:2004は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS K 6400の規格群には,次に示す部編成がある。
JIS K 6400-1 第1部:通則
JIS K 6400-2 第2部:硬さ及び圧縮応力−ひずみ特性の求め方
JIS K 6400-3 第3部:反発弾性の求め方
JIS K 6400-4 第4部:圧縮残留ひずみ及び繰返し圧縮残留ひずみ
JIS K 6400-5 第5部:引張強さ,伸び及び引裂強さの求め方
JIS K 6400-6 第6部:燃焼性
JIS K 6400-7 第7部:通気量の求め方
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6400-7:2012
軟質発泡材料−物理特性−第7部:通気量の求め方
Flexible cellular polymeric materials-physical properties-
Part 7: Determination of air flow value
序文
この規格は,2010年に第2版として発行されたISO 7231を基に,技術的内容を変更して作成した日本
工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,軟質発泡材料の通気量の求め方として,2種類(A法及びB法)の方法について規定する。
この規格のA法はシール材を除く用途に用いる軟質発泡材料に適用し,B法はシール材などの低通気性
用途を含む全用途に用いる軟質発泡材料に適用する。
なお,A法は,受渡当事者間の協定によって,シール材の用途に適用してもよい。
警告 この規格に基づいて試験を行う者は,通常の実験室での作業に精通していることを前提とする。
この規格は,その使用に関連して起こる全ての安全上の問題を取り扱おうとするものではない。
この規格の利用者は,各自の責任において安全及び健康に対する適切な措置をとらなければな
らない。
注記1 通気量は,軟質発泡材料の配合及び製造上の変動による,発泡状態の変化の管理又は評価と
して用いられることがある。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 7231:2010,Polymeric materials, cellular, flexible−Determination of air flow value at constant
pressure-drop(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 6200 ゴム−用語
JIS K 6400-1 軟質発泡材料−物理特性の求め方−第1部:通則
JIS Z 8401 数値の丸め方
2
K 6400-7:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS K 6200によるほか,次による。
3.1
通気量(air flow value)
試験片の前後で,一定圧力差を維持するために必要とする風量。A法で求める通気量は,試験片を通過
する単位時間当たりの風量とし,B法では単位面積及び単位時間当たりの風量とする。
4
原理
A法は,試験片の前後で一定の圧力差を与え,そのときに単位時間当たりに試験片を通過する通気量を
フローメータで測定する方法。
B法は,試験片の前後で一定の圧力差を与え,そのときに単位時間及び単位面積当たりに試験片を通過
する通気量をオリフィス径及び測定圧力から換算する方法。
5
A法
5.1
試験装置
試験装置は,次による。
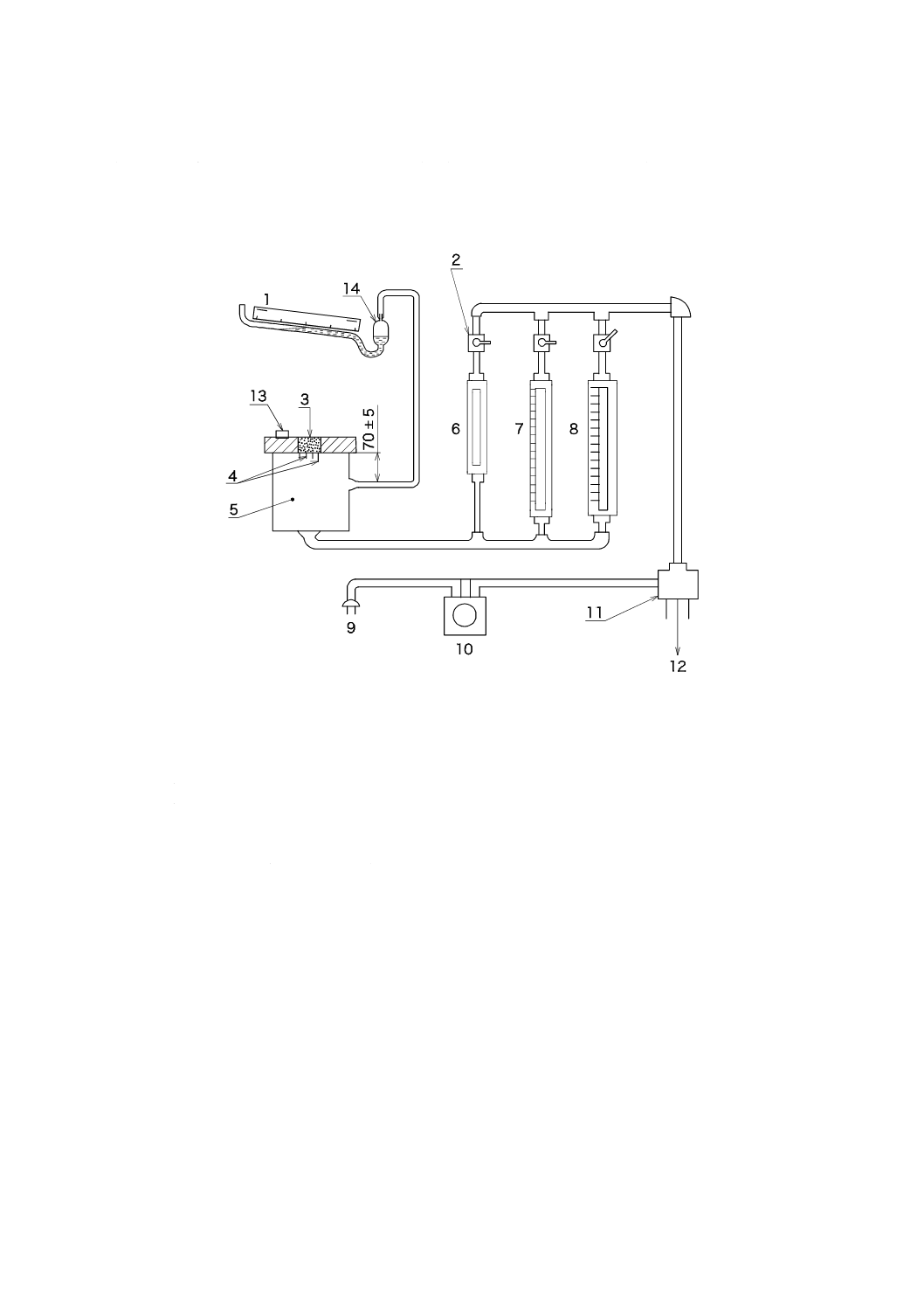
なお,試験装置の例を,図1及び図2に示す。
5.1.1 フローメータ フローメータは,圧力損失の少ないフロート形面積流量計で,流量測定精度±2 %
のものを用いる。フロート形面積流量計のフルスケールは,250 mmであるものを用いることが望ましい。
流量は,バルブ及び圧力差発生装置によって制御する。バルブは,図1及び図2に示す位置で,フロート
形面積流量計に近い位置に設ける。
フロート形面積流量計は,複数設置してもよい。この規格では,低流量フローメータ,中流量フローメ
ータ及び高流量フローメータの3個のフロート形面積流量計を用いた試験装置の一例を示す(図1及び図
2参照)。
5.1.2 マノメータ マノメータは,圧力精度±2 %で,0から250 Paまでの範囲に目盛を付けたものを用
いる。
なお,マノメータは,2 Paの目盛をもった傾斜マノメータを使用することが望ましい。傾斜マノメータ
には,急激な圧力変化によってマノメータ液がチャンバ内に吸い込まれるのを防ぐための貯液槽を設ける。
貯液槽のプランジャは,マノメータを水平にした後,ゼロ点をセットするために用いる。
水準器は,水平面から正しい傾斜角度を維持することを保証するために用いる。
5.1.3 圧力差発生装置 圧力差発生装置は,圧縮空気供給装置(コンプレッサ)又は真空ポンプなどを用
いて,試験片の前後で大気圧から正圧又は負圧を得るようなものとする。正圧又は負圧専用に特別な装置
を組み立ててもよい。
5.1.4 チャンバ及び試験片支持体 チャンバ及び試験片支持体は,マノメータの附属器具類及び排気と接
続している。図1に示すチャンバは,直径140 mm×深さ150 mmの大きさのものとする。図2に示すチャ
ンバは,直径74 mm×長さ1 000 mmの大きさのものとする。
試験片を設置する場所(試験片キャビティ)は,縦50±0.05 mm,横50±0.05 mm,厚さ25±0.05 mm
の大きさとする。
試験片は,支持体によって試験片キャビティの中央部分に固定される。支持体には,格子,ワイヤ,孔
のあいたプレートなどを用いる。
3
K 6400-7:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
支持体の貫通部分は,全面積に一様に分配されるように,全面積の最低70 %の開孔度を備える(その支
持体の位置を定めるために,図1及び図2を参照)。また,マノメータ及び排気の附属器具類の配置は,
図1及び図2に示すとおりとする。
単位 mm
1
傾斜マノメータ
2
バルブ
3
試験片
4
試験片支持体
5
バキュームチャンバ
6
低流量用フローメータ
7
中流量用フローメータ
8
高流量用フローメータ
9
電源
10
圧力差発生装置(真空ポンプ)調整器
11
圧力差発生装置(真空ポンプ)
12
排気
13
水準器
14
貯液槽
図1−A法通気量試験装置(負圧系)の一例
4
K 6400-7:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
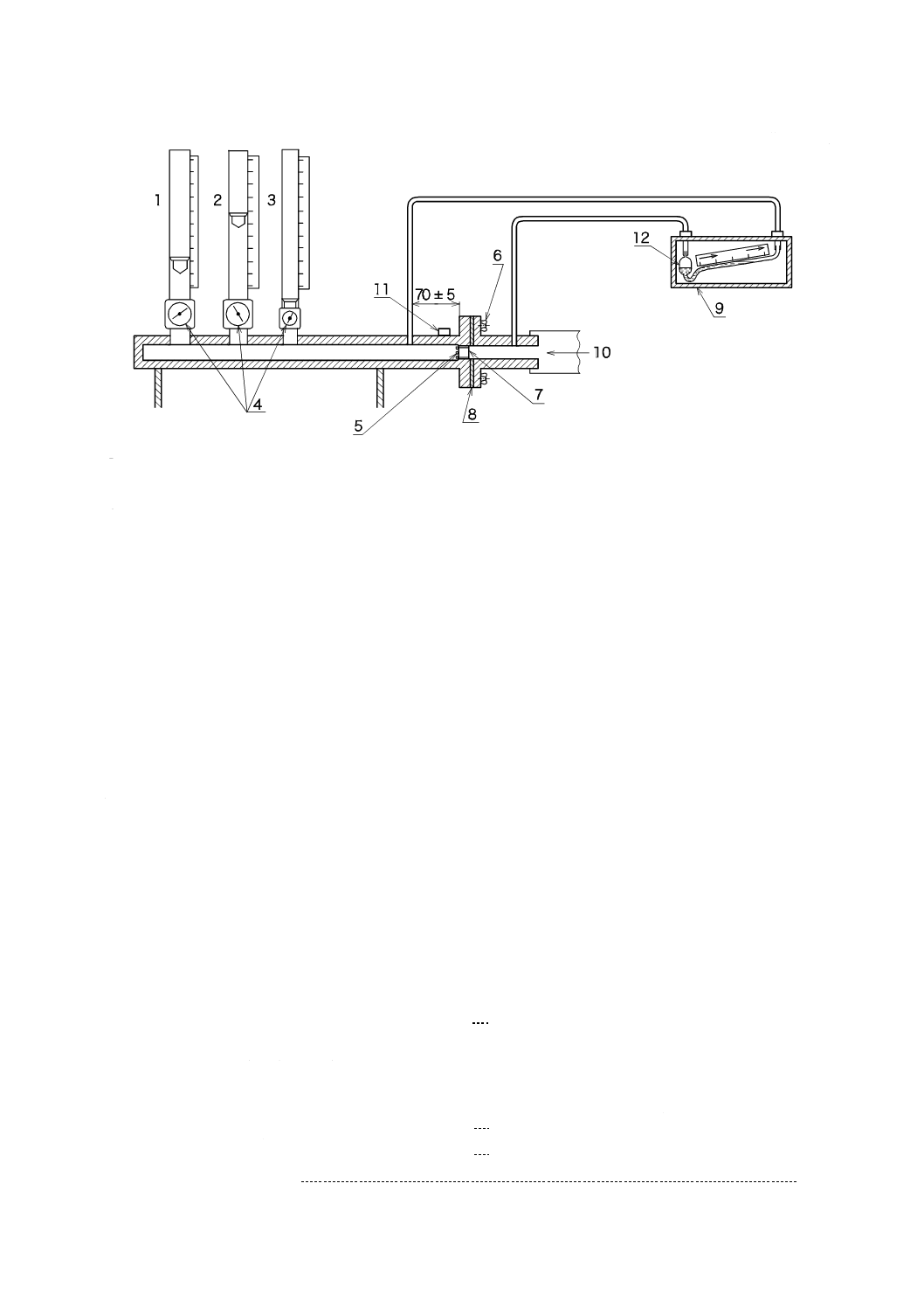
単位 mm
1
高流量用フローメータ
2
中流量用フローメータ
3
低流量用フローメータ
4
バルブ
5
試験片支持垂直スチールロッド
6
ウイングナット
7
試験片
8
ガスケット
9
傾斜マノメータ
10
圧縮空気供給装置(コンプレッサ)
11
水準器
12
貯液槽
図2−A法通気量試験装置(正圧系)の一例
5.2
漏れ試験
図1に示す試験装置は,次に示す方法で漏れの確認を行う。
a) マスキングテープで試験片を固定した部分の隙間をシールする。
b) 全てのフローメータのバルブを閉じるとともに,最大設定力の1/3の空気供給を行い,マノメータの
動きを観察する。そのマノメータの読みが30秒後に1 Paを超えてはならない。
c) 最低流量のフローメータのバルブをごく僅か開く。その流動は,本質的にゼロであるように,フロー
メータのフロートの動きが,静止状態から3 mm以下であるように,装置は気密が保持されていなけ
ればならない。
5.3
試験片
試験片は,次による。
5.3.1 試験片の形状及び寸法 試験片の寸法は,JIS K 6400-1の6.(寸法測定方法)によって測定し,縦
51.0±0.3 mm,横51.0±0.3 mm,厚さ25.0±0.3 mmの直方体とする。
5.3.2 試験片の数 試験片は,3個とする。
5.4
試験の一般条件
5.4.1 試験片の採取方法 試験片の採取方法は,JIS K 6400-1の5.(試験の一般条件)による。
5.4.2 試験片の状態調節 試験片の状態調節は,JIS K 6400-1の5.(試験の一般条件)による。
5.4.3 試験場所の標準状態 試験場所の標準状態は,JIS K 6400-1の5.(試験の一般条件)による。
5
K 6400-7:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5
試験方法
試験方法は,次による。
なお,3個のフローメータをもつ試験装置の一例を,図1及び図2に示す。
a) スキン層がある場合には,低圧側にスキン層が来るように試験片を置く。試験片は,過度の応力をか
けないようにして,試験片キャビティの端部に沿って密着するようにする。
b) 全てのフローメータのバルブを閉め,圧力差発生装置を始動する。
c) 高流量フローメータをゆっくり開け,マノメータの圧力差が125±1 Paになるように風量を調節する。
d) もし高流量フローメータの読みがフルスケールの10 %以下ならば,高流量フローメータのバルブを閉
め,中流量フローメータのバルブを開ける。流量に適した測定範囲をもつフローメータを選択し,測
定値が得られるまでこの手順を繰り返す。
より正確にするために,隣り合った二つのフローメータを用いることが望ましく,適正な目盛のと
ころで安定するように高流量フローメータを保持して,低流量フローメータを調節する。この場合の
通気量は,10秒間圧力差を維持した後,二つのフローメータの読みの和から求める。
e) d) によって得たフローメータの読み値を,フローメータに附属する換算表を用いて流量に換算し,そ
の値を試験片の通気量(dm3/s)とする。このとき,試験片3個の個々の結果は,小数点第1位まで求
め,その平均値は,JIS Z 8401によって,丸めの幅0.1で数値を丸める。
5.6
試験報告書
試験報告書には,次の事項を記載する。
a) この規格の番号(JIS K 6400-7)
b) 用いた試験方法(A法)
c) 試験片の種類(材料又は製品)
d) 5.3.1に規定するものと異なる場合には,その試験片の厚さ
e) 異方性に関する試験片の方向性及びスキンの有無
f)
試験条件
1) 温度
2) 相対湿度
3) 装置の種類(正圧又は負圧)
4) 圧力方向
g) 測定結果
1) 個々の通気量
2) 通気量の平均値
h) 試験年月日
6
B法
6.1
試験装置
試験装置は,次による規定の各装置が一体となった装置で,単位面積当たりの流量が得られる換算表が
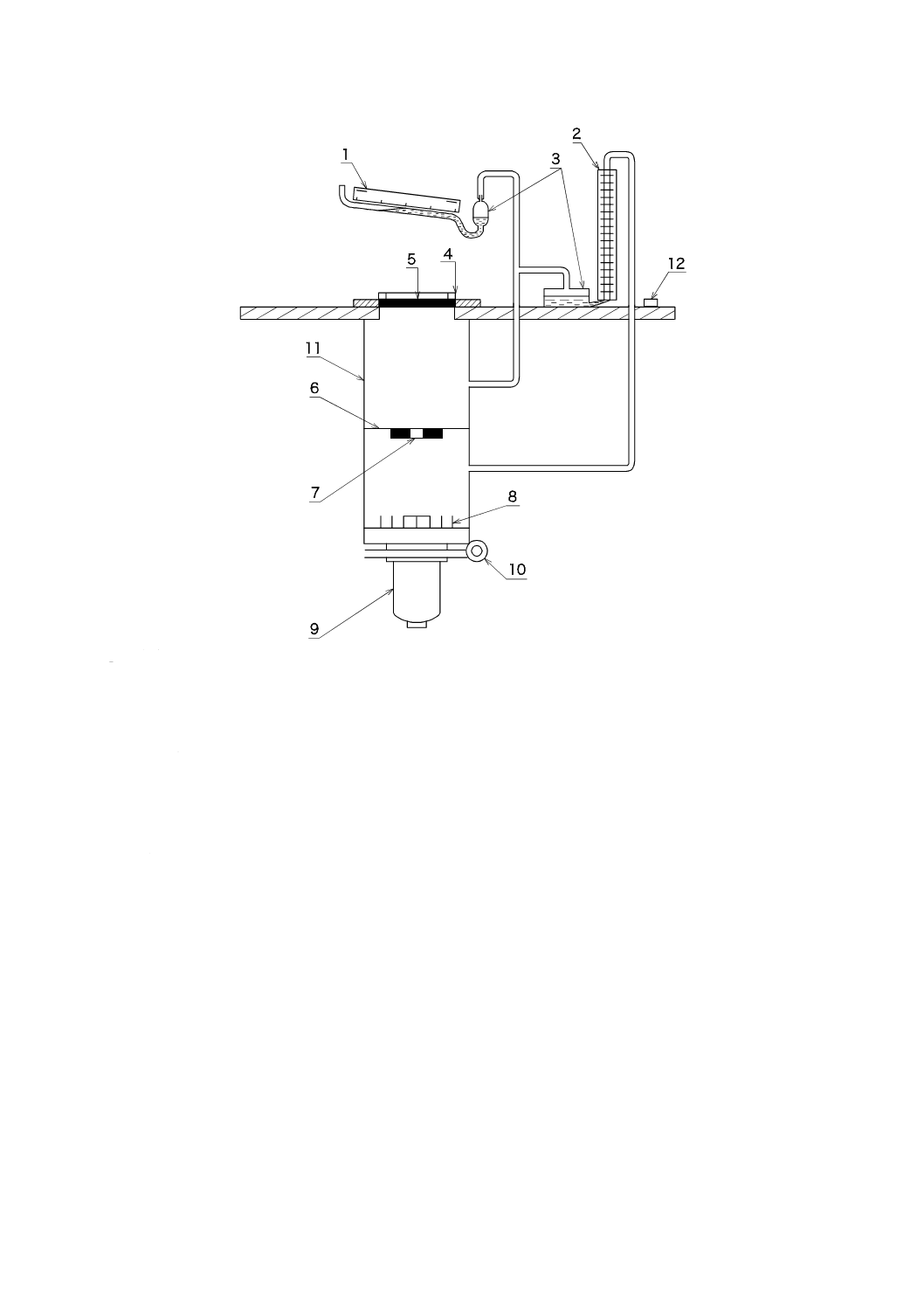
附属したものを用いる。その例を図3に示す。
注記 B法の自動測定装置が開発されており,附属書Aにその詳細を示す。
6.1.1 エアオリフィス エアオリフィスは,流量の測定のため試験装置の仕切壁に取り付ける適切な径の
孔が,その中心にある金属板である。試験装置には,一般的には,異なる径の孔をもつ10個程度のエアオ
6
K 6400-7:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
リフィスが附属し,試験片の通気量に応じて最適なものを選ぶ。
6.1.2 クランプ クランプは,試験片を固定するために用いる輪状の金属板であり,固定する試験片に空
気が通るための孔が中央部に開いており,その孔の大きさは,一般的には,直径70 mmである。ただし,
個々の試験機によって,孔の直径は異なる大きさでもよい。
6.1.3 マノメータ マノメータは,次による。
a) マノメータは,圧力測定精度±2 %のものを用いる。傾斜マノメータ及び垂直マノメータを用いる。
b) 傾斜マノメータは,0から250 Paまでの圧力範囲をもったものとする。その目盛は,2 Paの目盛をも
ったものを使用することが望ましい。
c) 垂直マノメータは,0から3 000 Paまでの圧力範囲をもったものとする。その目盛は,25 Paの目盛を
もったものを使用することが望ましい。
d) いずれのマノメータにも,突発的な圧力変化でチャンバ内にマノメータ液が入り込まないように,図
3に示すような貯液槽を設けることが望ましい。
貯液槽の中のプランジャは,マノメータを正常な位置に合わせた後のゼロ点をセットするために用
いる。
e) 水準器は,水平面から正しい傾斜角度が維持していることを保証するために用いる。
6.1.4 圧力差発生装置 圧力差発生装置は,一般的に負圧で測定するように設計されているので,排気フ
ァン又は真空ポンプを用いる。
6.2
試験片
試験片は,次による。
6.2.1 試験片の形状及び寸法 試験片の寸法は,JIS K 6400-1の6.(寸法測定方法)によって測定し,厚
さ10±1.0 mm,幅220 mm以上及び長さ220 mm以上とする。
6.2.2 試験片の数 試験片の数は,3個とする。
6.3
試験の一般条件
6.3.1 試験片の採取方法 試験片の採取方法は,JIS K 6400-1の5.(試験の一般条件)による。
6.3.2 試験片の状態調節 試験片の状態調節は,JIS K 6400-1の5.(試験の一般条件)による。
6.3.3 試験場所の標準状態 試験場所の標準状態は,JIS K 6400-1の5.(試験の一般条件)による。
6.4
試験方法
試験方法は,次による。
a) 円筒の扉を開けて規定のエアオリフィスを取り付ける。
b) 試験片をクランプに取り付ける。
c) 試験装置を始動し,傾斜マノメータの細管の水位を目盛上で125±1 Paになるように,圧力差発生装
置の風量を調整する。
d) そのときの垂直マノメータの水柱高さを読み取る。
e) 垂直マノメータの読み及びエアオリフィスの種類から,試験装置に附属する換算表によって通気量
(ml/cm2/s)を読み取る。
f)
通気量は,試験片3個の個々の結果を,小数点第1位まで求め,その平均値は,JIS Z 8401によって,
丸めの幅0.1で数値を丸める。
6.5
試験報告書
試験報告書には次の事項を記載する。
a) この規格の番号(JIS K 6400-7)
7
K 6400-7:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 用いた試験方法(B法)
c) 試験片の種類(材料又は製品)
d) 試験片の厚さ(mm)(小数点第1位まで)
e) 異方性に関する試験片の方向性及びスキンの有無
f)
試験条件
1) 温度
2) 相対湿度
g) 測定結果
1) 個々の通気量
2) 通気量の平均値
h) 試験年月日
8
K 6400-7:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
傾斜マノメータ
2
垂直マノメータ
3
貯液槽
4
クランプ
5
試験片
6
仕切壁
7
エアオリフィス
8
エアバッフル
9
圧力差発生装置(排気ファン又は真空ポンプ)
10
空気放出口
11
チャンバ
12
水準器
図3−B法通気量試験装置の一例
9
K 6400-7:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
B法で使用する通気量自動測定装置
A.1 概要
コンピュータ制御システムをもつ測定装置は,簡単に短時間で試験を実施することができ,また試験者
の測定ミスを低減することができる。自動測定装置は,品質保証又は調査研究において,より正確な試験
結果を導くのに役立つ。したがって,一般的な自動測定装置の操作方法について記載する。
この附属書に記載する自動測定装置によって得られた測定結果は,手動測定装置によって得られた測定
結果と,非常に良い相関関係がある。これは,測定装置の原理が同じためである。しかし,自動測定装置
を初めて導入する際には,手動測定装置との相関関係を検証することが望ましい。
A.2 測定装置
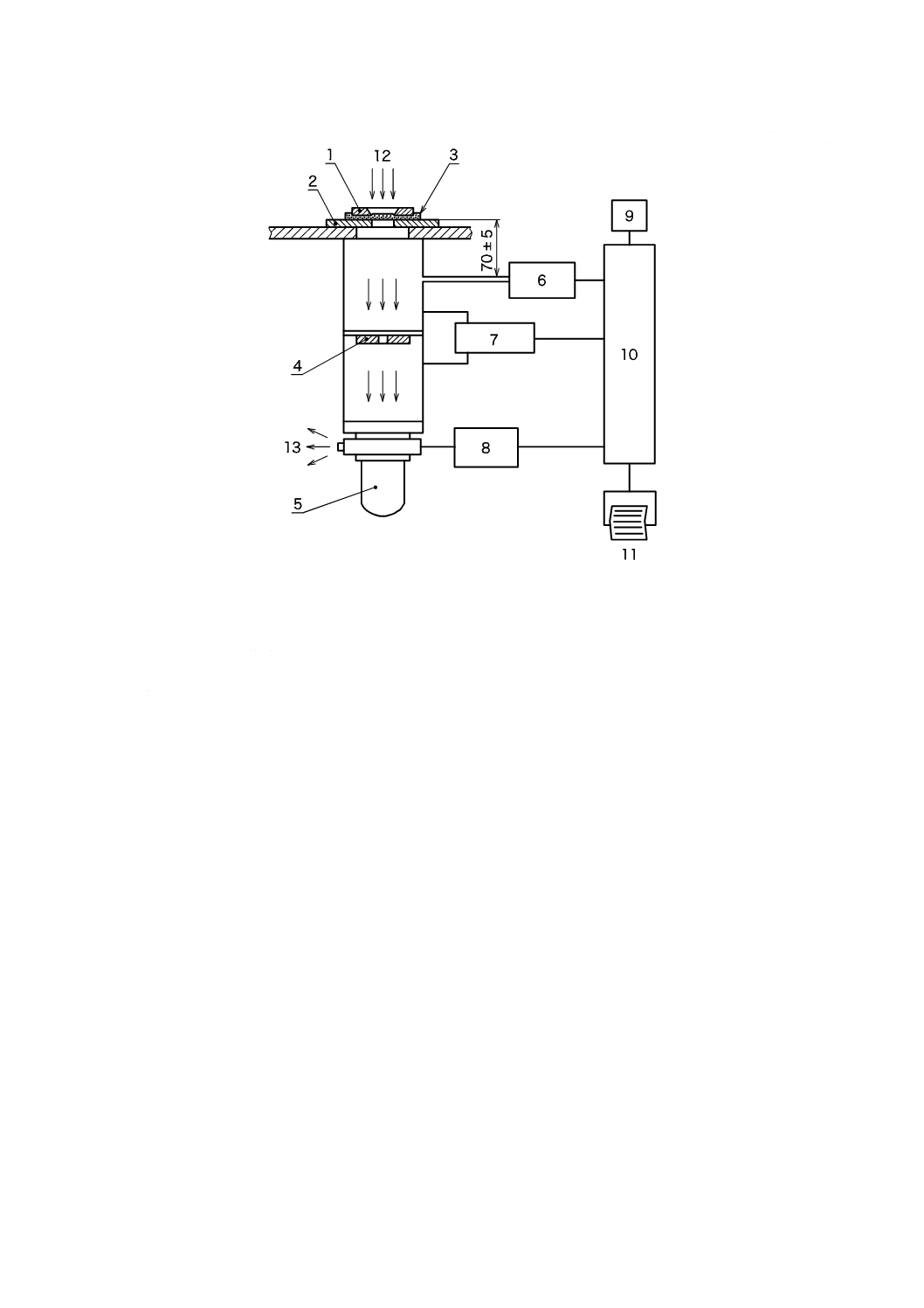
試験装置の一例を,図A.1に示す。測定装置は,コンピュータによって圧力差発生装置及びエアオリフ
ィスを制御し,試験片を透過する通気量を表示板に表示する。
A.2.1 クランプ板及びクランプリング クランプ板及びクランプリングは,中央の決められた位置に円形
の孔をもつ,主要な部品である。両部品が共通してもつ孔の面積は38 cm2(直径70 mmの円)である。ク
ランプリングは外径110 mm,内径70 mmのリングである。しかし,個々の試験の要求によって,違う直
径のクランプリングを使用することもある。クランプ板上の試験片の孔の周辺部の気密性を確実にするた
めに,固定装置は,しっかりとしたものでなくてはならない。クランプ板の外径は,クランプリングの外
径より大きくなくてはならない。いずれの板も,固定システムによって変形しない厚さをもっていなけれ
ばならない。
A.2.2 エアオリフィス エアオリフィスは,コンピュータ制御された装置内で,チャンバ内の仕切部分に
設置する。八つの異なった径の孔で設計する。測定の際には,コンピュータ制御によって回転し,最適な
径のオリフィスを選定する。
A.2.3 圧力計 圧力計は,クランプ板の上部表面から70±5 mm下に入口を配置する。
A.2.4 流量計 流量計は,コンピュータ表示画面に,測定した通気量を表示する。
A.2.5 圧力差発生装置(排気ファン) 圧力差発生装置(排気ファン)は,チャンバ内を必要な負圧に保
つために,コンピュータによって制御する。
A.3 試験方法
試験方法は,次による。
a) 電源を入れ,開始ボタンを押した後,圧力差発生装置(排気ファン)のスイッチを入れる。
b) 圧力差を125±1 Paに設定する。
c) クランプ板に,透過性のないフィルム(薄いゴムシート又はプラスチック板のようなもの)を置き,
クランプリングで固定する。
d) 圧力差発生装置(排気ファン)を始動させ,空気漏れがないかを確認する。
e) 圧力差発生装置(排気ファン)を止め,フィルムを取り除いた後,再び排気ファンのスイッチを入れ
る。
10
K 6400-7:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
圧力差を125±1 Paに設定する。
g) 試験片をクランプ板にのせ,試験片にしわが入ったり折れ重ならないように注意して,クランプリン
グで固定する。
h) コンピュータの調整つまみによって,適正なオリフィスを選定する。
i)
通気量測定値の表示値が安定(数値が±3 %になるのが望ましい)するまでしばらく待ち,表示板に
表示された数値を読み取る。測定値は小数第2位まで読み取る。
j)
圧力差発生装置(排気ファン)を止め,試験片を取り出す。
k) さらに二つの試験片についても,上記操作を繰り返して通気量を測定する。三つの通気量測定結果か
ら平均値を算出し,試験片の通気量とする。
なお,平均値は小数点第1位まで求める。
l)
クランプ板とクランプリングとの間の横方向の漏れは,試験片の上部表面に透過性のないフィルムで
覆い,上記g)〜j)の操作を実施する。正の通気量が観察される場合は,上記k)で求めた平均値から,
この数値を引いて補正する。
注記 試験機の校正は,試験機製造者によって提供された,既知の通気量板を使用し実施する。
11
K 6400-7:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1
クランプリング
2
クランプ板
3
試験片
4
エアオリフィス板
5
圧力差発生装置(排気ファン)
6
圧力計
7
流量計
8
圧力差発生装置(排気ファン)制御モータ
9
始動/停止スイッチ
10
コンピュータ
11
記録計(プリンタ)
12
吸気口
13
排気口
図A.1−自動通気量測定装置の一例
附属書JA
(参考)
JISと対応国際規格との対比表
JIS K 6400-7:2012 軟質発泡材料−物理特性−第7部:通気量の求め方
ISO 7231:2010 Polymeric materials, cellular, flexible−Determination of air flow
value at constant pressure-drop
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 A法
5.3.1 試験片の形状
及び寸法
5.2 b)
JISに同じ
追加
JIS K 6400-1から引用した。
内容はISO規格と一致しており,
実質的な差異はない。
5.4.1 試験片の採取
方法
3
JISに同じ
追加
JIS K 6400-1から引用した。
内容はISO規格と一致しており,
実質的な差異はない。
5.4.2 試験片の状態
調節
−
記載なし
追加
JIS K 6400-1から引用した。試験
片の状態調節を追記した。
正確さを期すため追加した。
5.4.3 試験場所の標
準状態
5.1
JISに同じ
記載なし
追加
JIS K 6400-1から引用した。
従来から日本国内で使用されて
いる温湿度条件であり,そのまま
維持することが適切である。
5.4.3 試験場所の標
準状態
5.1
NOTE
削除
記載内容を削除した。
同一試験場所にて温湿度条件の
違う試験を実施しないため,この
内容は削除した。
5.5 試験方法 e)
−
記載なし
追加
JIS Z 8401の引用を追加した。
正確さを期すため追加したもの
で,技術的差異は軽微である。
6 B法
6.2.1 試験片の形状
及び寸法
6.2
JISに同じ
追加
JIS K 6400-1から引用した。
内容はISO規格と一致しており,
実質的な差異はない。
6.3.1 試験片の採取
方法
6.3
JISに同じ
追加
JIS K 6400-1から引用した。
内容はISO規格と一致しており,
実質的な差異はない。
6.3.2 試験片の状態
調節
−
記載なし
追加
JIS K 6400-1から引用した。試験
片の状態調節を追記している。
正確さを期すため追加した。
6.3.3 試験場所の標
準状態
6.3
JISに同じ
記載なし
追加
JIS K 6400-1から引用した。
従来から日本国内で使用されて
いる温湿度条件であり,そのまま
維持することが適切である。
2
K
6
4
0
0
-7
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
6 B法
(続き)
6.4 試験方法 f)
−
記載なし
追加
JIS Z 8401の引用を追加した。
正確さを期すため追加したもの
で,技術的差異は軽微である。
6.5 試験報告書 d)
−
記載なし
追加
厚さが規定以外の場合もあるの
で追記した。
正確さを期すため追加した。
JISと国際規格との対応の程度の全体評価:ISO 7231:2010,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
K
6
4
0
0
-7
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。