K 6300-3:2019
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 試験の種類 ······················································································································ 2
5 ラピッドプラストメータ可塑度試験 ····················································································· 2
5.1 目的 ···························································································································· 2
5.2 原理 ···························································································································· 2
5.3 試験装置 ······················································································································ 2
5.4 試験装置の校正 ············································································································· 4
5.5 試験片の採取・作製 ······································································································· 4
5.6 試験方法 ······················································································································ 5
5.7 試験結果のまとめ方 ······································································································· 6
5.8 試験報告書 ··················································································································· 6
6 天然ゴムの可塑度残留指数(PRI)試験 ················································································ 6
6.1 目的 ···························································································································· 6
6.2 原理 ···························································································································· 6
6.3 試験装置 ······················································································································ 6
6.4 試験片の作製方法 ·········································································································· 7
6.5 試験片の形状及び寸法 ···································································································· 7
6.6 試験方法 ······················································································································ 7
6.7 PRIの計算 ··················································································································· 7
6.8 試験結果のまとめ方 ······································································································· 8
6.9 試験精度 ······················································································································ 8
6.10 試験報告書 ·················································································································· 8
附属書A(参考)可塑度残留指数(PRI)測定のための恒温槽の空気置換 ······································· 9
附属書B(参考)可塑度残留指数(PRI)の試験精度 ································································· 11
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 13
K 6300-3:2019
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
ゴム工業会(JRMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格で
ある。これによって,JIS K 6300-3:2001は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS K 6300の規格群には,次に示す部編成がある。
JIS K 6300-1 第1部:ムーニー粘度計による粘度及びスコーチタイムの求め方
JIS K 6300-2 第2部:振動式加硫試験機による加硫特性の求め方
JIS K 6300-3 第3部:ラピッドプラストメータによる可塑度及び可塑度残留指数(PRI)の求め方
JIS K 6300-4 第4部:ブローポイントの求め方
日本工業規格 JIS
K 6300-3:2019
未加硫ゴム−物理特性−
第3部:ラピッドプラストメータによる可塑度及び
可塑度残留指数(PRI)の求め方
Rubber, unvulcanized-Physical testing methods-Part 3: Determination of
plasticity and plasticity retention index (PRI) with rapid-plastimeter
序文
この規格は,2018年に第5版として発行されたISO 2007及び2017年に第5版として発行されたISO 2930
を基とし,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,平行板圧縮方式によって原料ゴム及び未加硫ゴム(配合ゴム)の可塑度並びに天然ゴム(原
料ゴム)の可塑度残留指数(PRI)の求め方について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 2007:2018,Rubber, unvulcanized−Determination of plasticity−Rapid-plastimeter method
ISO 2930:2017,Rubber, raw natural−Determination of plasticity retention index (PRI)(全体評価:
MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
警告1 この規格の利用者は,通常の実験室での作業に精通していることを前提とする。この規格は,
その使用に関連して起こる全ての安全上の問題を取り扱おうとするものではない。この規格
の利用者は,各自の責任において安全及び健康に対する適切な措置をとらなければならない。
警告2 この規格で規定している試験を行う上で,使用する物質,生成する物質及び廃棄物が,環境
に及ぼす有害性を考慮し,取扱い及び廃棄を含む全ての行為に関しては,これらの関連する
法令・規制要求事項に従う。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 6200 ゴム−用語
JIS K 6250 ゴム−物理試験方法通則
2
K 6300-3:2019
注記 対応国際規格:ISO 23529,Rubber−General procedures for preparing and conditioning test pieces
for physical test methods
JIS K 6298 原料ゴム−天然ゴム・合成ゴム−サンプリング及びその後の準備手順
注記 対応国際規格:ISO 1795,Rubber, raw natural and raw synthetic−Sampling and further preparative
procedures
JIS K 6299 ゴム−試験用試料の作製方法
注記 対応国際規格:ISO 2393,Rubber test mixes−Preparation, mixing and vulcanization−Equipment
and procedures
JIS Z 8401 数値の丸め方
ISO 18899,Rubber−Guide to the calibration of test equipment
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS K 6200によるほか,次による。
3.1
ラピッドプラストメータ可塑度試験(Determination of plasticity−Rapid-plastimeter)
規定の圧縮力,温度及び時間を与えたときの試験片の高さ変形量。
3.2
可塑度残留指数,PRI(plasticity retention index,PRI)
加熱前後での天然ゴムの可塑度の比を指数で表示した値。
4
試験の種類
試験の種類は,次の2種類とする。
a) ラピッドプラストメータ可塑度試験
b) 天然ゴムの可塑度残留指数(PRI)試験
5
ラピッドプラストメータ可塑度試験
5.1
目的
この試験は,平行板圧縮方式によって原料ゴム及び未加硫ゴム(配合ゴム)の可塑度を測定するために
行う。
5.2
原理
この試験は,あらかじめ試験温度に加熱された2枚の平行円形熱板の間に円板状の試験片を挿入し,1
mmの厚さに高速で圧縮する。試験片を15秒間圧縮したままで保持し,その平行円形熱板の温度とほぼ同
一の温度に到達させる。その後,試験片に100 N±1 Nの力を15秒間加え,このときの厚さを読み取り,
可塑度を求める。
5.3
試験装置
5.3.1
試験装置の構成
試験装置の基本構成は,次に示す部分からなる。
a) 平行円形熱板
b) 上下熱板の移動・圧縮装置
c) 可塑度測定用変位計
3
K 6300-3:2019
d) 加熱及び温度制御装置
5.3.2
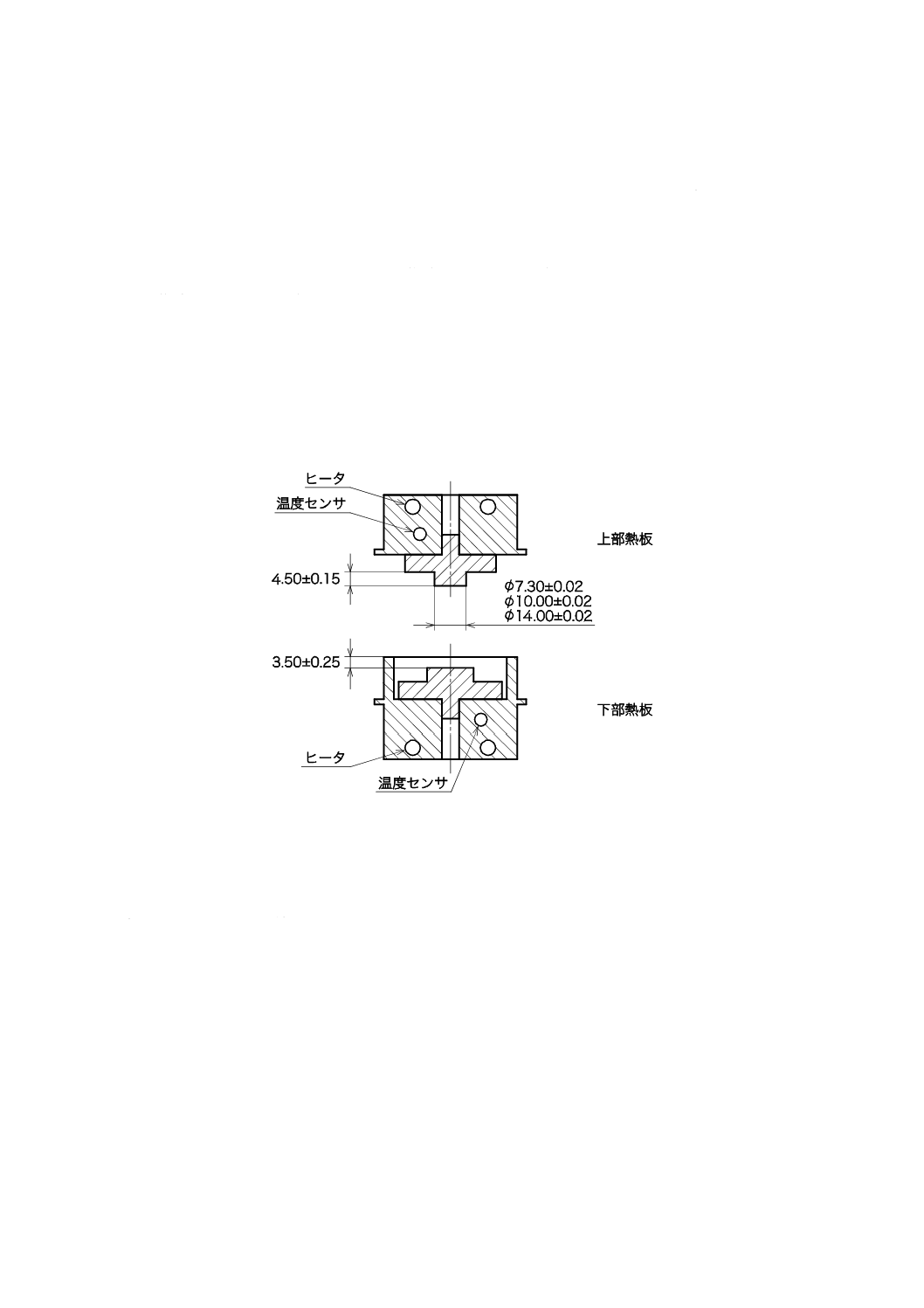
平行円形熱板
平行円形熱板は,上部熱板と下部熱板とからなり,上部熱板の有効高さは4.50 mm±0.15 mmで,直径
は7.30 mm±0.02 mm,10.00 mm±0.02 mm,14.00 mm±0.02 mmの3種類があり,通常,直径10.00 mmの
ものを用いる。ただし,可塑度が20〜85の範囲から外れる試験片の場合には,この範囲に入るように他の
直径の上部熱板を用いなければならない。可塑度が20以下の場合は,直径14.00 mm±0.02 mmの上部熱
板を,可塑度が85以上の場合は,直径7.30 mm±0.02 mmの上部熱板を用いるとよい。上部熱板のエッジ
には,磨滅及びきずがあってはならない。下部熱板の有効高さは3.50 mm±0.25 mmで,直径は上部熱板
の直径より大きいものを用いなければならない。また,材質は,上部熱板がステンレス鋼,下部熱板がク
ロムめっきを施した黄銅又はステンレス鋼を用いるとよい。
なお,上下熱板の表面は平滑で,平行でなければならない。平行円形熱板の例を,図1に示す。
単位 mm
図1−平行円形熱板の例
5.3.3
上下熱板の移動・圧縮装置
上下熱板の移動・圧縮装置は,上下熱板のいずれかをその表面に対して直角に動かして,試験片を1.00
mm±0.01 mmの厚さに圧縮できるものでなければならない。この動作は,試験片のあるなしにかかわらず,
2秒以内に完了しなければならない。このためには,スプリング又は適切な方法によって300 N以上の力
が必要である。次に,上下熱板のいずれかを介して試験片に100 N±1 Nの力を加えることができなければ
ならない。また,これらの動作が連続して行える機構及び0.2秒の精度をもつタイマーを備えていなけれ
ばならない。
5.3.4
可塑度測定用変位計
可塑度測定用変位計(以下,変位計という。)は,0.01 mmまで測定できるものを用い,上下熱板間の距
離が正しく測定できるように取り付けられていなければならない。
5.3.5
加熱及び温度制御装置
加熱及び温度制御装置は,蒸気,電熱などによって上下熱板の温度を一定に保ち,試験中その温度が,
4
K 6300-3:2019
±1 ℃に保持できる適切な温度制御装置を備えていなければならない。
5.3.6
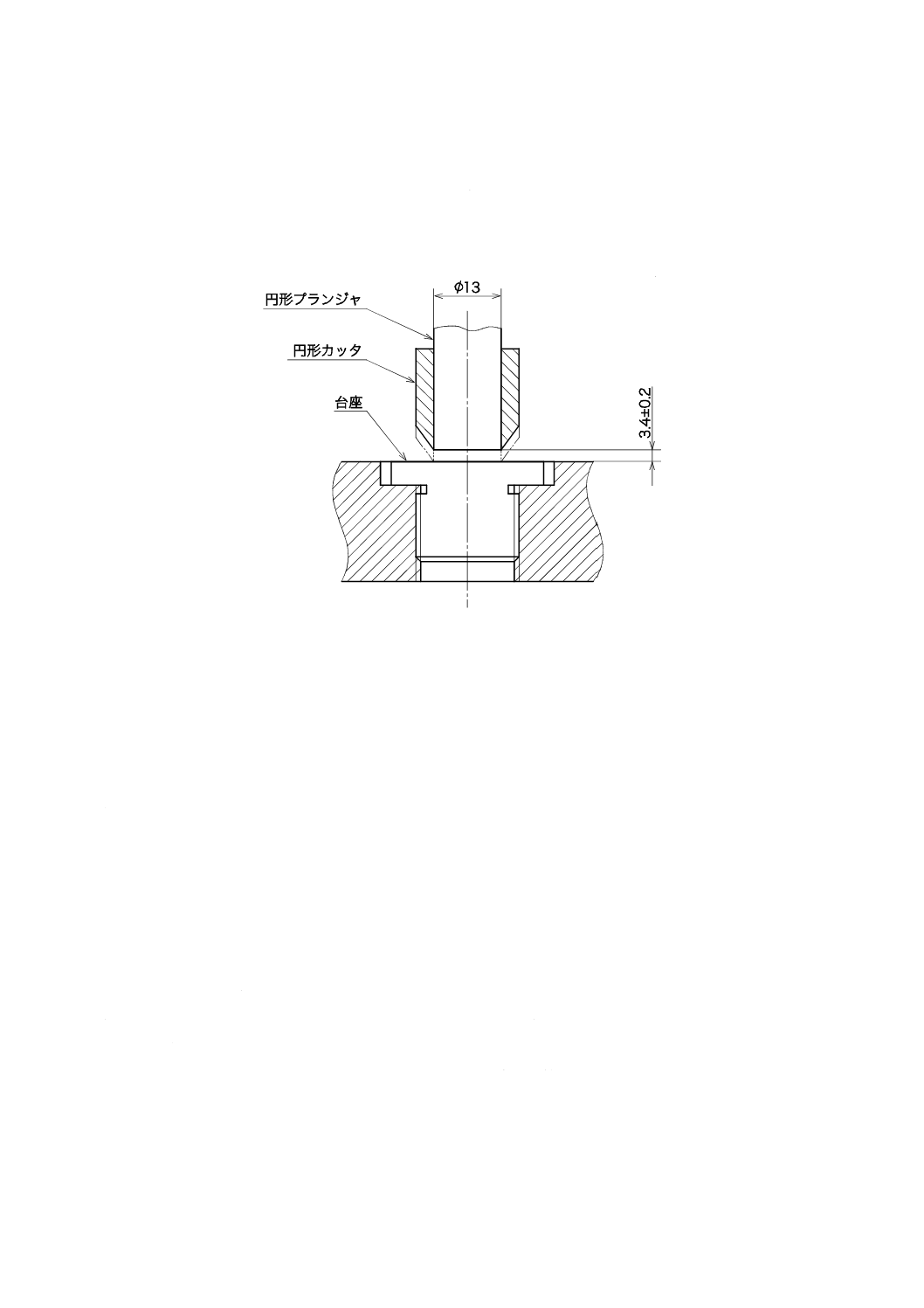
試験片打抜き器
試験片打抜き器は,圧縮した状態の厚さが3.4 mm±0.2 mmになるように調整した円形プランジャで試
験片を押さえることができ,直径13 mmの円形カッタを備えたものを用いる(図2参照)。
単位 mm
図2−試験片打抜き器主要部の例
5.4
試験装置の校正
試験装置は,試験機製造業者の手順書及びISO 18899に従って点検しなければならない。試験装置の校
正は,次による。
a) 上下熱板の移動・圧縮装置の測定時の圧縮荷重は,6週間ごとに100 N±1 Nに校正しなければならな
い。
b) タイマーは,予熱時間が
1
0
15+秒,試験時間が15.0秒±0.2秒となるようにISO 18899に従って4週間
ごとに校正しなければならない。
c) 装置が正常に機能しているかどうかを確認するため,標準的なブチルゴム又は定粘度天然ゴムを用い
て,シートの厚さは3.4 mm±0.2 mmとするか,又は米国国立標準技術研究所(NIST)の試験片番号
NBS-388を用いてもよい。
5.5
試験片の採取・作製
5.5.1
原料ゴム試料の調製
原料ゴム試料の調製は,次による。
a) 天然ゴム試料の均一化 天然ゴム試料の均一化は,JIS K 6298の7.2.1(均質化操作)に従って行う。
b) 原料ゴムシートの分出し 原料ゴムシートの分出しは,均一化した試料から20 g±2 gを採り,最終の
ゴムシートの厚さが約1.7 mmになるようにロール間隙を調整し,二つ折りにして27 ℃±3 ℃のロー
ルに2回通す。
ロールは,次の仕様のものを用いるのが望ましい。
− ロールの直径:150 mm〜250 mm
5
K 6300-3:2019
− 高速ロール(後ロール)の線速度:14.6 m/min±0.5 m/min
− ロールの回転比1:1.4
− ロールのガイド間距離:265 mm±15 mm
なお,ロールに2回通してゴムシートが規定の厚さにならない場合にはそれを廃棄し,再び同様の
操作を繰り返し,規定の厚さになるように調整する。
5.5.2
未加硫ゴム(配合ゴム)試料の調製
未加硫ゴム(配合ゴム)試料の調製は,JIS K 6299に従って行う。
5.5.3
試験片の作製
ロール通しした規定の厚さのゴムシートは,表面が均一で,中に空気が入らないようにしてすぐに手で
二つ折りにして重ね,中心部から試験片打抜き器を用いて3個打ち抜く。このときの試験片の形状及び寸
法は,5.5.4による。
なお,試験片は,できる限り内部に空気を含まないようにし,かつ,上下熱板と試験片との間に空気を
残すようなへこみのないものでなければならない。
5.5.4
試験片の形状及び寸法
試験片の形状は,円板状とし,寸法は,次による。
− 厚さ 3.4 mm±0.2 mm
− 直径 約13 mm
5.6
試験方法
5.6.1
試験条件
試験条件は,次による。
a) 試験片の状態調節 ゴムシートは,試験開始の少なくとも1時間前に25 ℃±5 ℃の雰囲気下で状態
調節しなければならない。
なお,試験片は,試験直前に打ち抜き,直ちに試験に用いるのが望ましい。
b) 試験温度 試験温度は,100 ℃±1 ℃とする。試験の目的によっては他の温度を選んでもよい。
c) 可塑度測定用の紙 可塑度測定用の紙(以下,紙という。)は,22 g/m2〜26 g/m2のシガレットペーパ
ー(標準紙)又は約17 g/m2の薄葉紙を用いる。紙の大きさは,約35 mm×45 mmの寸法で同じ大き
さに切った2枚の紙を用いる。紙の種類及び寸法は,測定結果に影響を与えるので十分注意しなけれ
ばならない。可塑度測定用の標準紙を用いることが望ましいが,受渡当事者間の協定に従ってもよい。
また,品質管理試験及び比較試験を行う場合は,同じ種類の紙を用いなければならない。
5.6.2
操作方法
操作方法は,次による。
a) 間隙の調整 上下熱板の間隙は,予熱した状態で,1.00 mmのスペーサーと紙2枚の厚さとから調節
する。このとき変位計は,スペーサーと紙2枚とを挟んだ状態では1.00 mmを示し,紙2枚だけを挟
んだ状態では0 mmを示す。
b) 試験片の予熱 試験片の両面を紙2枚で挟み,下部熱板の中央に置き,速やかに上下熱板のいずれか
を移動させて試験片を圧縮し,
1
0
15+秒間予熱する。
c) 測定 予熱終了後,直ちに100 N±1 Nの圧縮力を試験片に加え,15.0秒±0.2秒後における試験片の
厚さを変位計で0.01 mmまで読み取る。測定値は,読み取った試験片の厚さ(mm)を100倍した値
で表し,これを可塑度とする。
6
K 6300-3:2019
5.7
試験結果のまとめ方
試験結果は,3個の測定値の中央値を整数位で表す。
5.8
試験報告書
試験報告書には,次の事項を記録しなければならない。
a) 試料の詳細
1) 試料の明細,履歴など[原料ゴム又は未加硫ゴム(配合ゴム)試料]
2) 試験片の採取・作製方法(均一化の方法など)
b) 試験方法
1) この規格の番号
c) 試験の詳細
1) 状態調節の詳細(時間及び温度)
2) 試験温度
3) 使用した上部熱板の寸法
4) 用いた紙の種類及び寸法
d) 試験結果
1) 試験片の数
2) 試験結果
e) 試験年月日
f)
その他特記すべき事項
6
天然ゴムの可塑度残留指数(PRI)試験
6.1
目的
この試験は,天然ゴムの加熱による老化の度合いを示すPRIを測定するために行う。
6.2
原理
この試験は,天然ゴムの加熱(140 ℃で30分)前後の可塑度を,ラピッドプラストメータを用いて測定
し,その比からPRIを求める。PRIは,加熱劣化後の天然ゴムの可塑度の絶対値ではない。
6.3
試験装置
6.3.1
試験装置の構成
試験装置の基本構成は,次に示す部分からなる。
a) 可塑度測定装置
b) 恒温槽
c) 加熱用容器
6.3.2
可塑度測定装置
可塑度測定装置は,5.3に規定する試験装置を用いる。
なお,上部熱板は,直径10.00 mm±0.02 mmのものを用いる。
6.3.3
恒温槽
恒温槽は,30分の試験時間中試験片の周りが140.0 ℃±0.5 ℃に制御できるものでなければならない。
また,槽内に試験片を入れ扉を閉めた後,槽内温度が5分以内に設定温度の±1 ℃以内に回復するもので
なければならない。
なお,槽内の空気を1時間に10回置換できる装置でなければならない。
7
K 6300-3:2019
注記 恒温槽の空気置換に関する追加情報を附属書Aに示す。
6.3.4
加熱用容器
試料加熱用には,軽量かつ熱容量が低いアルミニウム製皿及び受皿を用いる。アルミニウム製皿及び受
皿の大きさは,恒温槽のサイズに合わせる。
6.4
試験片の作製方法
6.4.1
天然ゴム試料の調製
天然ゴム試料の調製は,5.5.1に従って行う。
6.4.2
試験片の作製
試験片の作製は,6.4.1で調製した二つ折りシートから5.5.3に従い試験片を打ち抜き,厚さが3.4 mm±
0.2 mmの試験片を6個作製する。これらをランダムに3個ずつ二組に分け,一組は加熱前の試験用,一組
は加熱劣化後の試験用とする。
PRIは,シートの厚さの影響を受けるので,試験片の作製には十分に注意しなければならない。そのた
めには,ロール間隙を事前に試行し調整する必要がある。
6.5
試験片の形状及び寸法
試験片の形状及び寸法は,5.5.4による。
6.6
試験方法
6.6.1
試験条件
試験条件は,5.6.1による。
6.6.2
操作方法
操作方法は,次による。
a) 間隙の調整 間隙の調整は,5.6.2 a)による。
b) 試験片の予熱 6.4.2で作製した試験片一組の予熱は,5.6.2 b)による。
c) 試験片の加熱 b)で予熱した試験片を,加熱前に30分間以上25 ℃±5 ℃に状態調節したものを使用
する。試験片の加熱は,恒温槽が30分間以上140.0 ℃±0.5 ℃であることを確認した後,アルミニウ
ム製皿に載せた試験片を恒温槽内に素早く入れ,30.00分±0.25分間加熱する。扉を閉めたときを加熱
の開始時間とする。加熱後の試験片は,25 ℃±5 ℃で放冷する。
継続的に測定するときの恒温槽の温度は,少なくとも5分間以上安定したことを確認する。
d) 加熱前及び加熱劣化後の可塑度測定 加熱前及び加熱劣化後の可塑度測定は,次による。
なお,試験室の温度は,JIS K 6250に従う。
1) 加熱前の可塑度測定 6.4.2で作製した試験片の一組を用いて,5.6.2 c)によって測定する。
2) 加熱劣化後の可塑度測定 c)で加熱劣化後30分〜2時間の時間内に加熱劣化後の可塑度測定を5.6.2
c)に従って行う。
なお,加熱前の可塑度測定及び加熱劣化後の可塑度測定は,連続して行わなければならない。ま
た,これらの測定時に使用する紙は,同一のものを用いなければならない。
6.7
PRIの計算
PRIの計算は,3個ずつ測定した加熱前及び加熱劣化後の試験片の可塑度の中央値を用いて,次の式に
よって算出する。
100
PRI
0
30×
P
P
=
ここに,
PRI: 可塑度残留指数
8
K 6300-3:2019
P0: 加熱前の可塑度
P30: 30分加熱後の可塑度
6.8
試験結果のまとめ方
試験結果は,6.7によって求めた値をJIS Z 8401に従って丸め,整数位で表す。
6.9
試験精度
試験精度は,附属書Bを参照する。
6.10 試験報告書
PRIの試験報告書には,次の事項を記録しなければならない。
a) 試料の詳細
1) 試料の明細,履歴など(天然ゴム試料)
2) 試験片の採取・作製方法(均一化の方法など)
b) 試験方法
1) この規格の番号
2) 恒温槽の形式及び温度公差
c) 試験の詳細
1) 状態調節の詳細(時間及び温度)
2) 試験温度
3) 使用した上部熱板の寸法
4) 用いた紙の種類及び寸法
d) 試験結果
1) 試験片の数
2) 試験結果(PRI)
3) 加熱前及び加熱劣化後の可塑度
e) 試験年月日
f)
その他特記すべき事項
9
K 6300-3:2019
附属書A
(参考)
可塑度残留指数(PRI)測定のための恒温槽の空気置換
A.1 概要
空気置換は,PRI測定のための恒温槽の条件の一つである。最適なエアフローは,良好な温度分布を保
証し,サンプルを均一に老化させる。既存のエアフロー条件の代案を決める研究をISO 2930に記載された
手順を用いて2016年に実施した。この試験の主な目的は,使用者が恒温槽の空気置換を制御するために実
用的な選択肢を提供することであった。試験は,異なる可塑度残留指数(PRI)をもつ4種類の材料を用
いて行った。試験結果は,10個の繰返し測定の平均として2日間実施して採取した。それぞれの繰返し測
定のために,可塑度の中央値は,3個の加熱していない試験片と3個の加熱した試験片とから計算した。
3種類の条件が,空気を1時間に10回置換する条件に対する代案として調査した。恒温槽のエアフラッ
プの開閉は,次のように行った。
a) 完全閉
b) 完全開
c) 半分開
上記の条件から得た結果を,空気を1時間に10回の空気置換を行って取得した結果と比較した。結果は,
それらの平均PRI値及び条件間に有意差があるかどうか判定するためにt検定を用いて分析した。
A.2 結果
A.2.1 一般
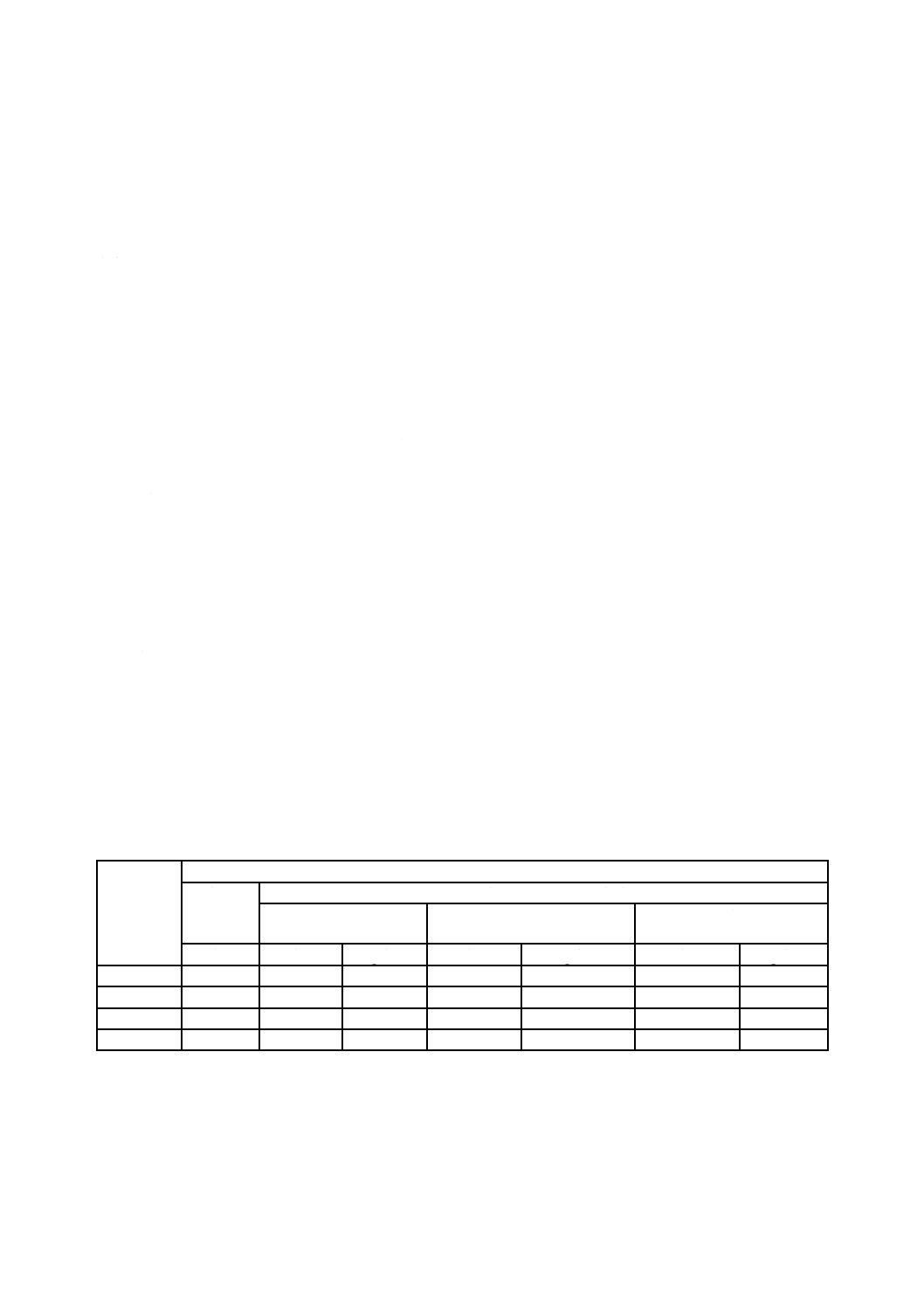
試験された4種類の材料に関して,PRIの平均及び分析結果を表A.1に示す。
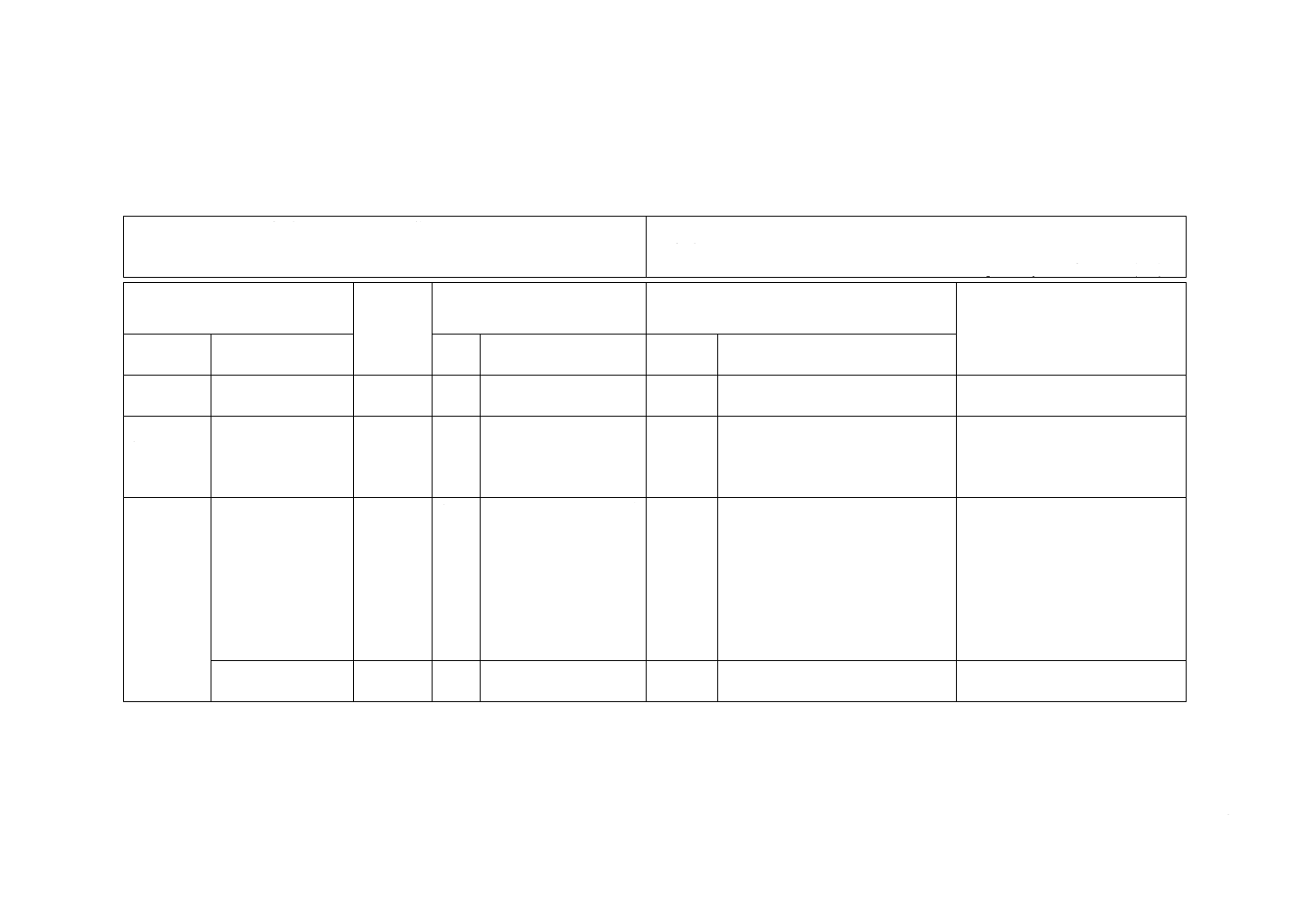
半分開による恒温槽のエアフラップの条件は,空気を1時間に10回置換した結果に相当することが判明
し, PRIの結果は半分開と10回置換との結果に有意差はなかった。p値及びα水準の説明をA.2.2及び
A.2.3に示す。
表A.1−恒温槽の空気置換制御試験の平均PRI及びp値
材料
恒温槽の空気置換条件
空気を1
時間に10
回置換
恒温槽のエアフラップ条件
完全閉
完全開
半分開
平均PRI
平均PRI
p値
平均PRI
p値
平均PRI
p値
C
61
53
0.013 3
55
1.98×10−5
61
0.131 0
D
68
62
0.012 5
64
9.67×10−8
69
0.664 8
E
61
55
0.031 8
57
1.04×10−5
62
0.327 6
F
70
63
0.026 7
65
4.04×10−4
68
0.382 8
A.2.2 p値
p値は,帰無仮説が正しいと想定した場合の確率である。p値がα以下であるとき,帰無仮説は棄却さ
れ対立仮説が採択される。しかしながら,p値がαより大きい場合には,帰無仮説は棄却されない。帰無
仮説は,特定の母集団間における有意差がないという仮説である。対立仮説は,帰無仮説に反する仮説検
10
K 6300-3:2019
定に用いられた仮説である。
A.2.3 α水準
α水準は,帰無仮説が正しい場合にそれを棄却する確率である。α水準は,有意水準ともいわれ,仮説
検定で用いられる。
11
K 6300-3:2019
附属書B
(参考)
可塑度残留指数(PRI)の試験精度
B.1
概要
この規格に記載された方法の精度を測定する試験室間試験プログラム(Interlaboratory test programme,以
下,ITPという。)を,ISO/TR 9272:2005に記載された手順及びガイドラインを用いて,2014年に行った。
ITPは,2種類の異なる可塑度残留指数(PRI)をもつ材料に関して行った。
12か所の試験室がITPに参加して,タイプ1精度を評価した。試験結果は,2日間に分けて,それぞれ
5回の繰返し測定の平均を取得し,精度計算にはこれらの平均値(各試験日のもの)を使用した。各繰返
し測定において,可塑度の中央値は3個の加熱していない試験片と3個の加熱した試験片とを用いて計算
した。このITPによって求めた精度を無条件に材料又は製品の合否試験に用いてはならない。
注記 ISO/TR 9272:2005[1]は廃止され,ISO 19983:2017[2]へ移行されている。
B.2
精度結果
B.2.1 一般
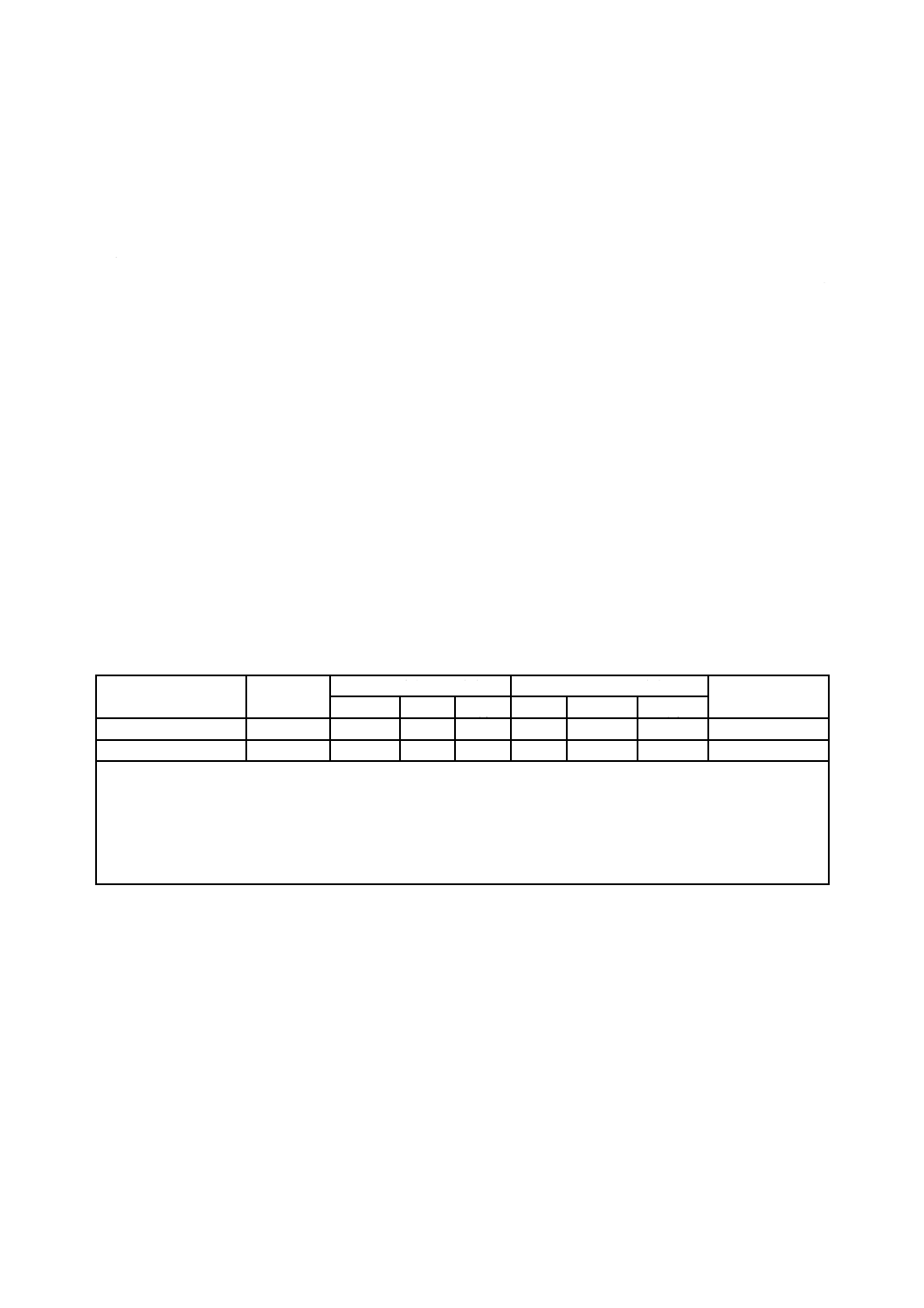
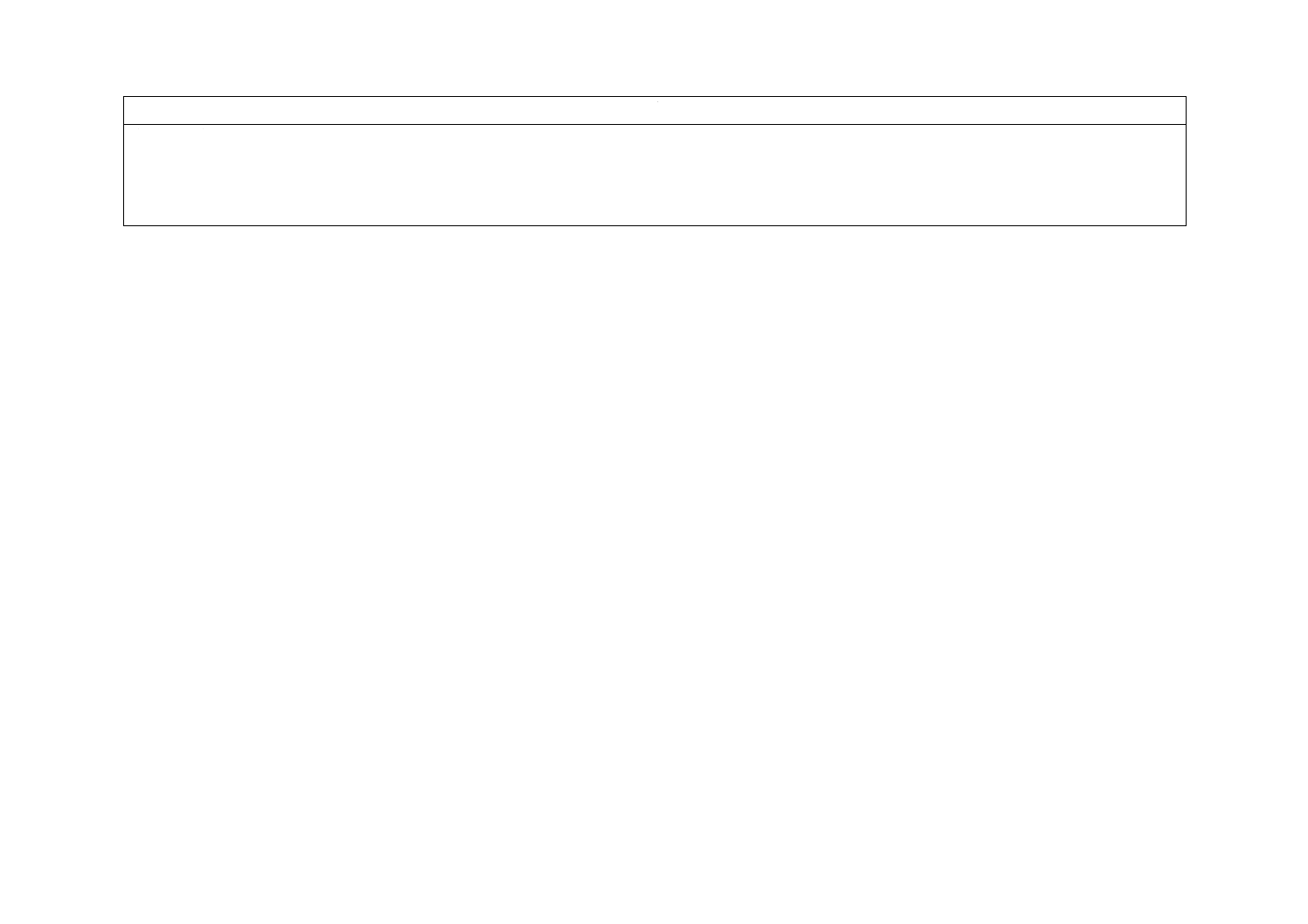
試験を行った2種類の各材料に関して,試験精度結果を表B.1に示す。
精度結果を使用するための基準をB.2.2及びB.2.3に示す。
表B.1−可塑度残留指数(PRI)の精度
材料
平均PRI
試験室内繰返し精度
試験室間再現精度
試験室の数
sr
r
(r)
sR
R
(R)
A
76
0.78
2.22
2.91
1.99
5.64
7.39
12
B
81
0.79
2.23
2.76
1.77
5.01
6.21
12
sr :測定単位で表した試験室内繰返し精度の標準偏差
r :測定単位で表した試験室内繰返し精度
(r) :百分率で表した試験室内繰返し精度
sR :測定単位で表した試験室間再現精度の標準偏差
R :測定単位で表した試験室間再現精度
(R) :百分率で表した試験室間再現精度
B.2.2 試験室内繰返し精度
同一の試験室内で得られた二つの平均試験結果の差が表B.1に示すr又は(r)の値以上である場合は,
母集団が異なっていたなどの疑いがあり,適切な処置を講ずる必要がある。
B.2.3 試験室間再現精度
異なる試験室間で得られた二つの平均試験結果の差が表B.1に示すR又は(R)の値以上である場合は,
母集団が異なっていたなどの疑いがあり,適切な処置を講ずる必要がある。
B.2.4 偏り
偏りは,測定された試験結果の平均と基準又は問題となる測定の真値との間の差である。
基準値は,この試験方法には存在せず,偏りは決定できない。
12
K 6300-3:2019
参考文献
[1] ISO/TR 9272:2005,Rubber and rubber products−Determination of precision for test method standards
[2] ISO 19983:2017,Rubber−Determination of precision of test methods
13
K 6300-3:2019
附属書JA
(参考)
JISと対応国際規格との対比表
JIS K 6300-3:2019 未加硫ゴム−物理特性−第3部:ラピッドプラストメータに
よる可塑度及び可塑度残留指数(PRI)の求め方
ISO 2007:2018,Rubber, unvulcanized−Determination of plasticity−Rapid-plastimeter
method
ISO 2930:2017,Rubber, raw natural−Determination of plasticity retention index (PRI)
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義
−
−
追加
JIS K 6200を追加した。
JISとして必要なため追加した。
技術的差異はない。
4 試験の種
類
−
−
追加
JISは,同じ試験装置を用いて行う
2種類のISO規格を1種類の規格に
まとめたため,試験の種類の項目を
追加した。
−
6 天然ゴム
の可塑度残
留
指
数
(PRI)試
験
6.2 原理
ISO 2930
1
PRIの原理について説
明
変更
ISO規格では,PRIが熱酸化に対す
る原料天然ゴムの耐性の基準であ
るとの記載があったが,熱酸化では
なく老化が適切との意見もあり,熱
酸化に関しては記載せず,JISでは,
PRIは加熱劣化後の天然ゴムの可
塑度の絶対値ではないことを記載
した。
分かりやすくするための追加で,
技術的差異はない。
6.8 試験結果のまと
め方
−
−
−
追加
有効桁数の規定を追加。
JISとして必要なため追加した。
技術的差異はない。
2
K
6
3
0
0
-3
:
2
0
1
9
14
K 6300-3:2019
JISと国際規格との対応の程度の全体評価:(ISO 2007:2018,ISO 2930:2017,MOD)
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
K
6
3
0
0
-3
:
2
0
1
9