K 6261-3:2017
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
2A 用語及び定義 ················································································································ 2
3 原理······························································································································· 2
4 試験装置························································································································· 2
5 試験装置の校正 ················································································································ 4
6 試験片···························································································································· 4
6.1 試験片の採取・作製 ······································································································· 4
6.2 試験片の状態調節 ·········································································································· 4
7 試験方法························································································································· 4
7.1 試験片の取り付け ·········································································································· 4
7.2 熱媒体が液体の場合の操作方法 ························································································ 4
7.3 熱媒体が気体の場合の操作方法 ························································································ 5
7.4 結晶化効果及び可塑剤の影響評価······················································································ 5
8 試験片の数 ······················································································································ 6
9 試験結果のまとめ方 ·········································································································· 6
9.0 ねじり剛性の算出 ·········································································································· 6
9.1 ねじりモジュラス ·········································································································· 6
9.2 比モジュラスが規定値を示す温度······················································································ 6
9.3 見掛けのねじりモジュラス ······························································································ 8
9.4 結果の表記 ··················································································································· 9
10 試験報告書 ···················································································································· 9
附属書A(規定)試験装置の校正 ··························································································· 10
附属書JA(参考)長時間暴露における低温ねじり試験 ······························································· 13
附属書JB(参考)見掛けのねじりモジュラスの算出式 ······························································· 15
附属書JC(参考)JISと対応国際規格との対比表 ······································································ 17
K 6261-3:2017
(2)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本ゴム工業会(JRMA)及び
一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があ
り,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。これによって,JIS
K 6261:2006は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS K 6261の規格群には,次に示す部編成がある。
JIS K 6261-1 第1部:一般事項及び指針
JIS K 6261-2 第2部:低温衝撃ぜい化試験
JIS K 6261-3 第3部:低温ねじり試験(ゲーマンねじり試験)
JIS K 6261-4 第4部:低温弾性回復試験(TR試験)
日本工業規格 JIS
K 6261-3:2017
加硫ゴム及び熱可塑性ゴム−低温特性の求め方−
第3部:低温ねじり試験(ゲーマンねじり試験)
Rubber, vulcanized or thermoplastic-Determination of low-temperature
properties-Part 3: Low temperature stiffening (Gehman test)
序文
この規格は,2013年に第4版として発行されたISO 1432を基とし,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,−150 ℃から室温までの温度範囲にわたり,加硫ゴム及び熱可塑性ゴムのねじり剛性の温
度依存性を求める方法(ゲーマンねじり試験)について規定する。
注記1 長時間暴露における低温ねじり試験については,附属書JAに示す。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 1432:2013,Rubber, vulcanized or thermoplastic−Determination of low-temperature stiffening
(Gehman test)(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
警告1 この規格の利用者は,通常の実験室での作業に精通していることを前提とする。この規格は,
その使用に関連して起こる全ての安全上の問題を取り扱おうとするものではない。この規格
の利用者は,各自の責任において安全及び健康に対する適切な措置を取らなければならない。
警告2 この規格で規定している試験を行う上で,使用する物質,生成する物質及び廃棄物が,環境
に影響を及ぼす有害性を考慮し,取扱い及び廃棄を含む全ての行為に関して,これらに関連
する法令・規制要求事項に従う。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 3522 ピアノ線
JIS K 6200 ゴム−用語
JIS K 6250 ゴム−物理試験方法通則
注記 対応国際規格:ISO 23529,Rubber−General procedures for preparing and conditioning test pieces
2
K 6261-3:2017
for physical test methods(MOD)
JIS Z 8401 数値の丸め方
ISO 18899,Rubber−Guide to the calibration of test equipment
2A 用語及び定義
この規格で用いる主な用語及び定義は,JIS K 6200による。
3
原理
ねじり剛性の温度依存性は,低温から常温までの各温度で,試験片と連結したねじりワイヤの上端を180
度ねじることで生じるトルクによって試験片にねじりを加え,規定時間後の試験片のねじれ角を測定する
ことによって求める。
4
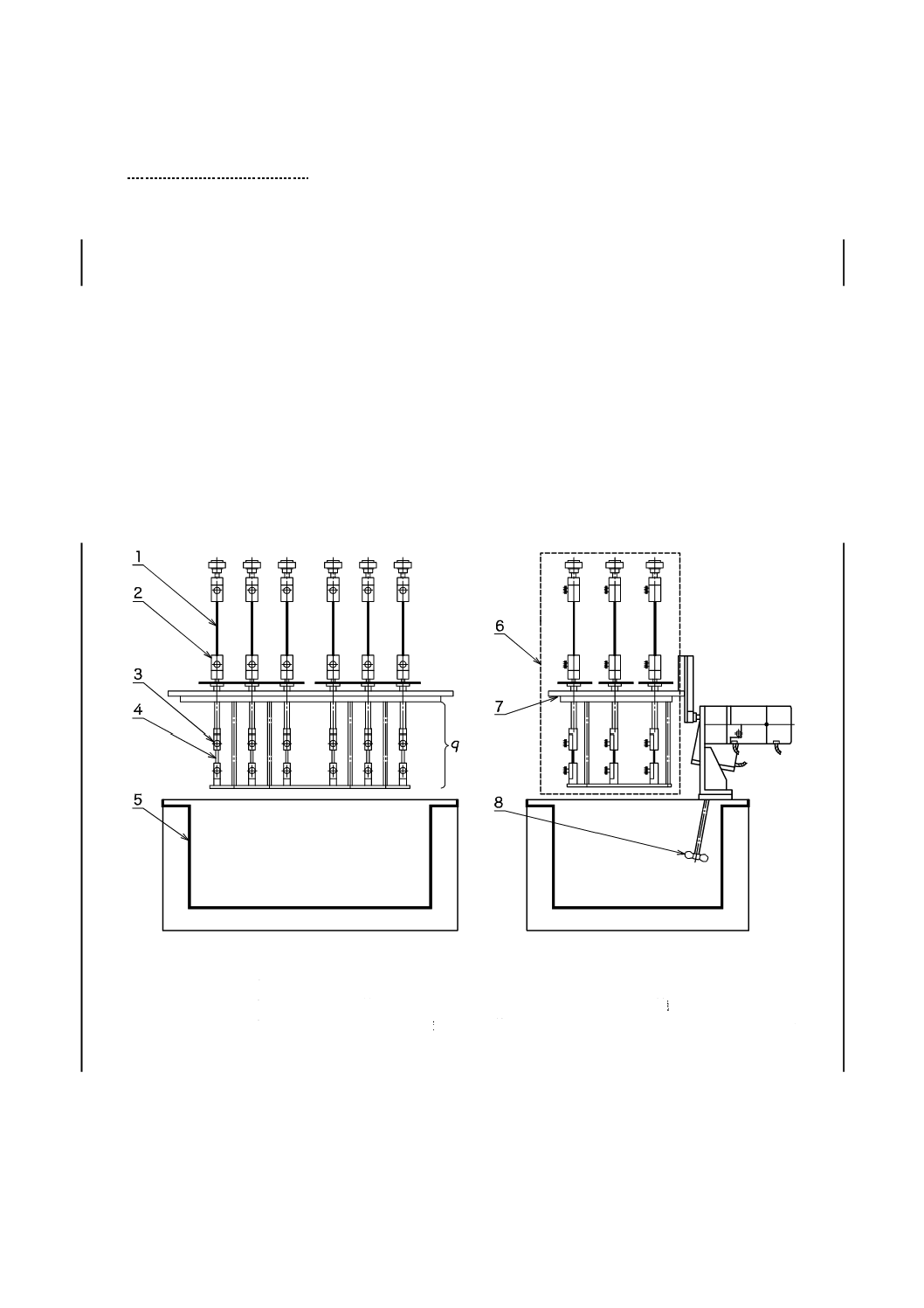
試験装置
試験装置は,ワイヤを介して試験片をねじるためのねじり装置,ねじりワイヤ,試験片を保持する試験
片ラック,試験片を一定の温度に保つ試験槽などから成る。試験装置の例は,図1による。
正面図
側面図
1 ねじりワイヤ 4 試験片 7 試験片ラック
2 ワイヤつかみ具 5 試験槽 8 かくはん機
3 試験片つかみ具 6 ねじり装置 9 試験槽に浸せき(漬)する部分
図1−低温ねじり試験装置の例
4.1
ねじり装置 ねじり装置は,鉛直に取り付けられたねじりワイヤの上端を,ワイヤに対して直角な
平面内で180度回転できる上部ヘッド,上部試験片つかみ具に固定したワイヤの下端及びワイヤに連結し
たねじれ角検出部を備えた構造のものとする。ねじれ角検出部は,摩擦抵抗が小さくて,角度が1度まで
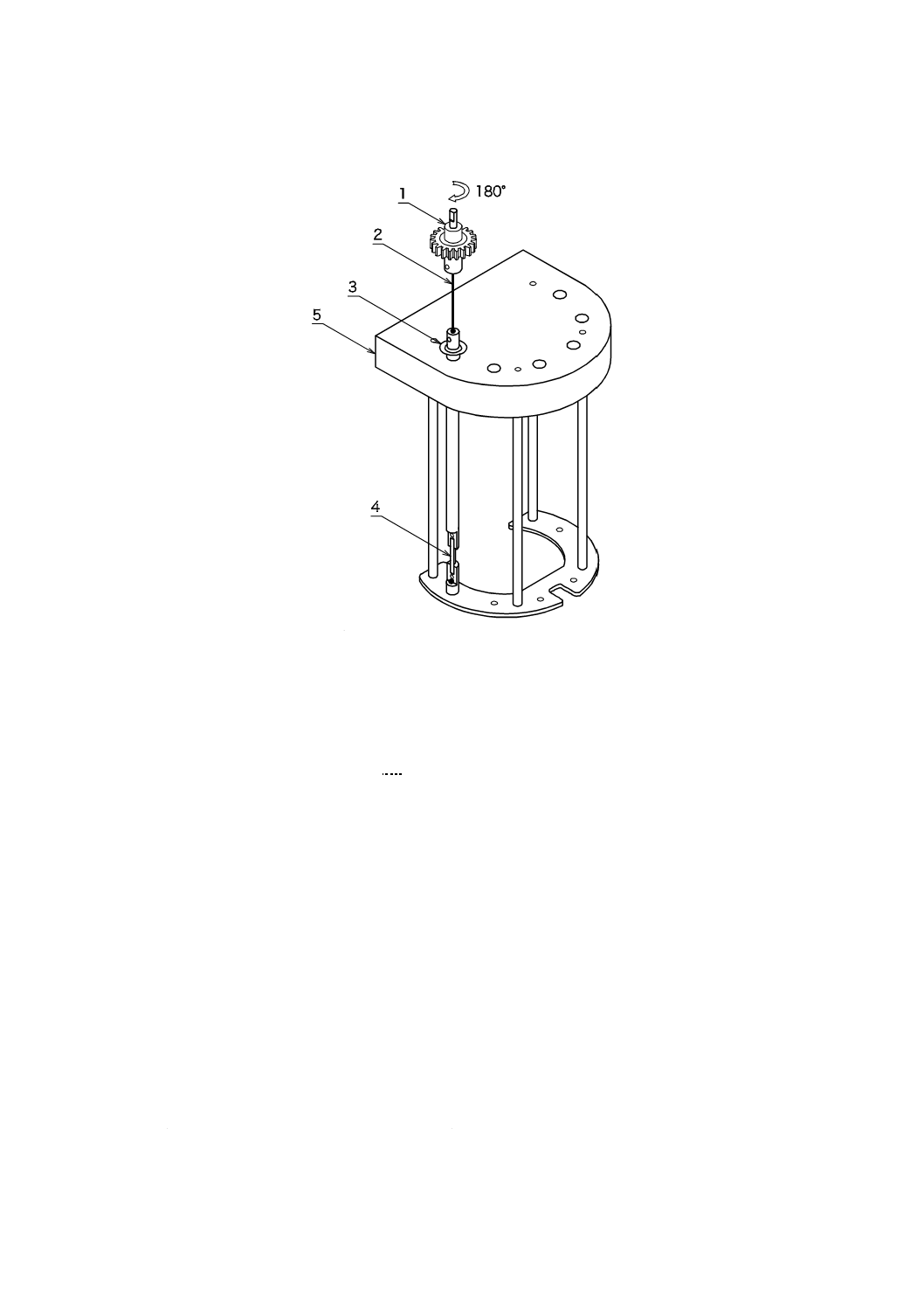
3
K 6261-3:2017
読み取れるものとする。ねじり装置の概要は,図2による。
1 上部ヘッド 4 試験片
2 ねじりワイヤ 5 試験片ラック
3 ねじれ角検出部
図2−ねじり装置の概要
4.2
ねじりワイヤ ねじりワイヤは,JIS G 3522に規定するピアノ線で,長さ(65±8)mm,ねじり定
数0.7 mN・m,2.8 mN・m及び11.2 mN・mのものとし,このうち,ねじり定数が2.8 mN・mのものを標準ワ
イヤとする。
4.3
試験片ラック 試験片ラックは,熱伝導率の小さい材質で,試験片を熱媒体中に鉛直に保持するこ
とができるものとし,複数の試験片を保持できてもよい。試験片をつかむ上下試験片つかみ具のうち,下
部試験片つかみ具は,ラックに固定する。上部試験片つかみ具は,試験片とねじりワイヤとを継手を介し
て連結する。
4.4
熱媒体 熱媒体は,試験温度において液状又は気体状で,試験する材料に対して物理的及び化学的
影響を与えないものを用いる。
注記 次の熱媒体は,次に示した温度まで使用可能である。
シリコーンオイル(動粘度が常温で約5 mm2/sのもの。)
−60 ℃
エタノール
−73 ℃
メチルシクロヘキサン(液体窒素で冷却したもの。)
−120 ℃
4.5
温度測定装置 温度測定装置は,試験温度範囲の全域にわたって±0.5 ℃の精度で測定できるものと
する。温度センサは,試験片近傍に設置しなければならない。
4.6
温度制御装置 温度制御装置は,熱媒体を±1 ℃の精度で保持できるものとする。
4
K 6261-3:2017
連続昇温の場合は,昇温速度を毎分1 ℃とし,10分間の温度上昇の誤差は(10±2)℃とする。
4.7
試験槽 試験槽は,規定の熱媒体を満たすことができる断熱性容器とする。
4.8
熱媒体循環装置 熱媒体に液体を用いる場合のかくはん機,又は気体を用いる場合の送風装置は,
熱媒体を十分に循環できるものとする。かくはん機は,均一な温度を確保するために,液体を鉛直方向に
移動させることができるものとする。
4.9
タイマ又は時間計測器 秒単位で計測できるものとする。
5
試験装置の校正
試験装置の校正は,附属書Aによる。
6
試験片
6.1
試験片の採取・作製
試験片の採取・作製は,JIS K 6250の8.(試験片の採取・作製)による。
試験片の寸法は,長さ(40.0±2.5)mm,幅(3.0±0.2)mm,厚さ(2.0±0.2)mmの短冊状のものとす
る。
見掛けのねじりモジュラス(9.3参照)が必要な場合は,つかみ具間距離を0.5 mmまで読み取り,試験
片の幅を0.1 mmまで読み取り,厚さを0.01 mmまで読み取って,それぞれ測定する。
6.2
試験片の状態調節
試験片の状態調節は,次による。
a) 試料及び試験片の保管は,JIS K 6250の7.(試料及び試験片の保管)による。
b) 試料及び試験片は,できる限り光に当たらないように保管しなければならない。
c) 試験片の状態調節は,JIS K 6250の9.(試験片の状態調節)による。
7
試験方法
7.1
試験片の取り付け
試験片をつかみ具に取り付けるときのつかみ具間距離は,(25±3)mmとする。試験片を取り付けると
きは,ワイヤに対して同軸になるよう取り付け,温度変化に対し,試験片がたるまないように,少し張る
ように取り付けるとよい。
7.2
熱媒体が液体の場合の操作方法
熱媒体が液体の場合の操作方法は,次による。
a) ワイヤの選定及び基準測定は,空気中又は液体中で行う。標準ワイヤを用い,試験片を取り付けたラ
ックを試験槽の中に入れる。試験片は,熱媒体面から25 mm以上の深さに位置させて,試験槽の温度
を(23±2)℃に調節する。ねじれ角検出部を0に設定する。ワイヤの上端を速やかに180度回転させ,
試験片にねじりを加えた後,10秒後のねじれ角を記録する。その後,ワイヤの上端をねじれ角検出部
0の位置に戻す。ねじれ角が120〜170度の範囲に入らない場合には,次のようにワイヤを交換する。
ねじれ角が170度を超えた場合には,ねじり定数0.7 mN・mのワイヤを,ねじれ角が120度未満の場
合には,ねじり定数11.2 mN・mのワイヤを用いる。
b) 試験片を取り付けたラックを試験槽から取り出した後,試験槽内の温度を,予想する凍結温度にする。
試験片を取り付けたラックを試験槽の中に再度入れ,熱媒体面から25 mm以上の深さに位置させて,
この温度で15分間,±1 ℃の範囲内に保った後,(23±2)℃の基準測定と同様に試験を行う。ラック
5
K 6261-3:2017
に取り付けた複数の試験片は,同時に又は順番に測定を実施する。順番に測定する場合は,全ての測
定を2分間以内に完了しなければならない。
なお,基準測定後,試験片を取り付けたラックを試験槽に入れた状態で,試験槽の温度を予想する
凍結温度に調節してもよい。
c) 全ての試験片を予想する凍結温度で試験した後,試験槽の温度を上げ,次のいずれかの試験を行う。
1) 5 ℃間隔で段階的に昇温し,各温度で5分間保持した後,基準測定と同様の操作で試験を行う。ラ
ックに取り付けた全ての試験片の測定は,2分間以内に完了しなければならない。
2) 毎分1 ℃の昇温速度で連続的に昇温し,基準測定と同様の操作で試験を行う。この場合は,1分間
を超えない間隔で測定を行う。
注記 段階的に昇温した場合と連続的に昇温した場合とでは,結果が異なる場合がある。
d) (23±2)℃におけるねじれ角との差が,10度以内になるまで試験を続ける。
e) 各温度で,ねじれ角及び温度を記録する。試験の間,比モジュラス(9.2参照)をグラフにプロットし
てもよい。
7.3
熱媒体が気体の場合の操作方法
7.3.1
一般事項
熱媒体が空気,二酸化炭素又は窒素の場合の操作方法は,冷却及び昇温後の試験片の保持時間が,液体
を熱媒体に用いた場合と異なる。
7.3.2
操作方法
操作方法は,次による。
a) ワイヤの選定及び基準測定は,気体中で行う。標準ワイヤを用い,試験片を取り付けたラックを試験
槽の中に入れる。試験槽の温度を(23±2)℃に調節する。ねじれ角検出部を0に設定する。ワイヤの
上端を速やかに180度回転させ,試験片にねじりを加えた後,10秒後のねじれ角を記録する。その後,
ワイヤの上端をねじれ角検出部0の位置に戻す。ねじれ角が120〜170度の範囲に入らない場合には,
次のようにワイヤを交換する。ねじれ角が170度を超えた場合には,ねじり定数0.7 mN・mのワイヤ
を,ねじれ角が120度未満の場合には,ねじり定数11.2 mN・mのワイヤを用いる。
注記 基準測定は,試験槽外で行ってもよい。
b) 試験片を取り付けたラックを試験槽に入れた状態で,30分間で予想する凍結温度にし,10分間状態調
節後,(23±2)℃の基準測定と同様に試験を行う。ラックに取り付けた複数の試験片は,同時に又は
順番に測定を実施する。順番に測定する場合は,全ての測定を2分間以内に完了しなければならない。
c) 全ての試験片を予想する凍結温度で試験した後,試験槽の温度を上げ,次のいずれかの試験を行う。
1) 5 ℃間隔で段階的に昇温し,各温度で10分間保持した後,基準測定と同様の操作で試験を行う。ラ
ックに取り付けた全ての試験片の測定は,2分間以内に完了しなければならない。
2) 毎分1 ℃の昇温速度で連続的に昇温し,基準測定と同様の操作で試験を行う。この場合は,1分間
を超えない間隔で測定を行う。
注記 段階的に昇温した場合と連続的に昇温した場合とでは,結果が異なる場合がある。
d) (23±2)℃におけるねじれ角との差が,10度以内になるまで試験を続ける。
e) 各温度で,ねじれ角及び温度を記録する。試験の間,比モジュラスをグラフにプロットしてもよい。
注記 熱媒体が液体の場合と気体の場合とでは,結果が異なる場合がある。
7.4
結晶化効果及び可塑剤の影響評価
結晶化効果又は可塑剤の影響評価を検討する場合は,各温度における試験片の保持時間を長くしたほう

6
K 6261-3:2017
がよい。具体的な試験方法は,附属書JAを参照する。
8
試験片の数
試験片の数は,少なくとも2個以上とし,望ましくは3個以上とする。これに,低温ねじり剛性が既知
の試験片1個を追加することが望ましい。
9
試験結果のまとめ方
9.0
ねじり剛性の算出
ねじり剛性の指標として,比モジュラスが規定値を示す温度及び見掛けのねじりモジュラスを算出する。
比モジュラスは,各温度におけるねじりモジュラスから算出する。
9.1
ねじりモジュラス
ねじりモジュラスは,次の式(1)によって算出する値に比例する。
α
α
−
180
··················································································· (1)
ここに,
α: 測定温度における試験片のねじれ角(度)
9.2
比モジュラスが規定値を示す温度
a) 比モジュラスは,(23±2)℃でのモジュラスに対する実際に測定する温度でのモジュラスの比であり,
式(2)によって算出する。
(
)
(
)
0
0
1
1
R
180
180
α
α
α
α
−
−
=
M
···························································· (2)
ここに,
MR: 比モジュラス
α0: (23±2)℃の試験片のねじれ角(度)
α1: 測定温度における試験片のねじれ角(度)
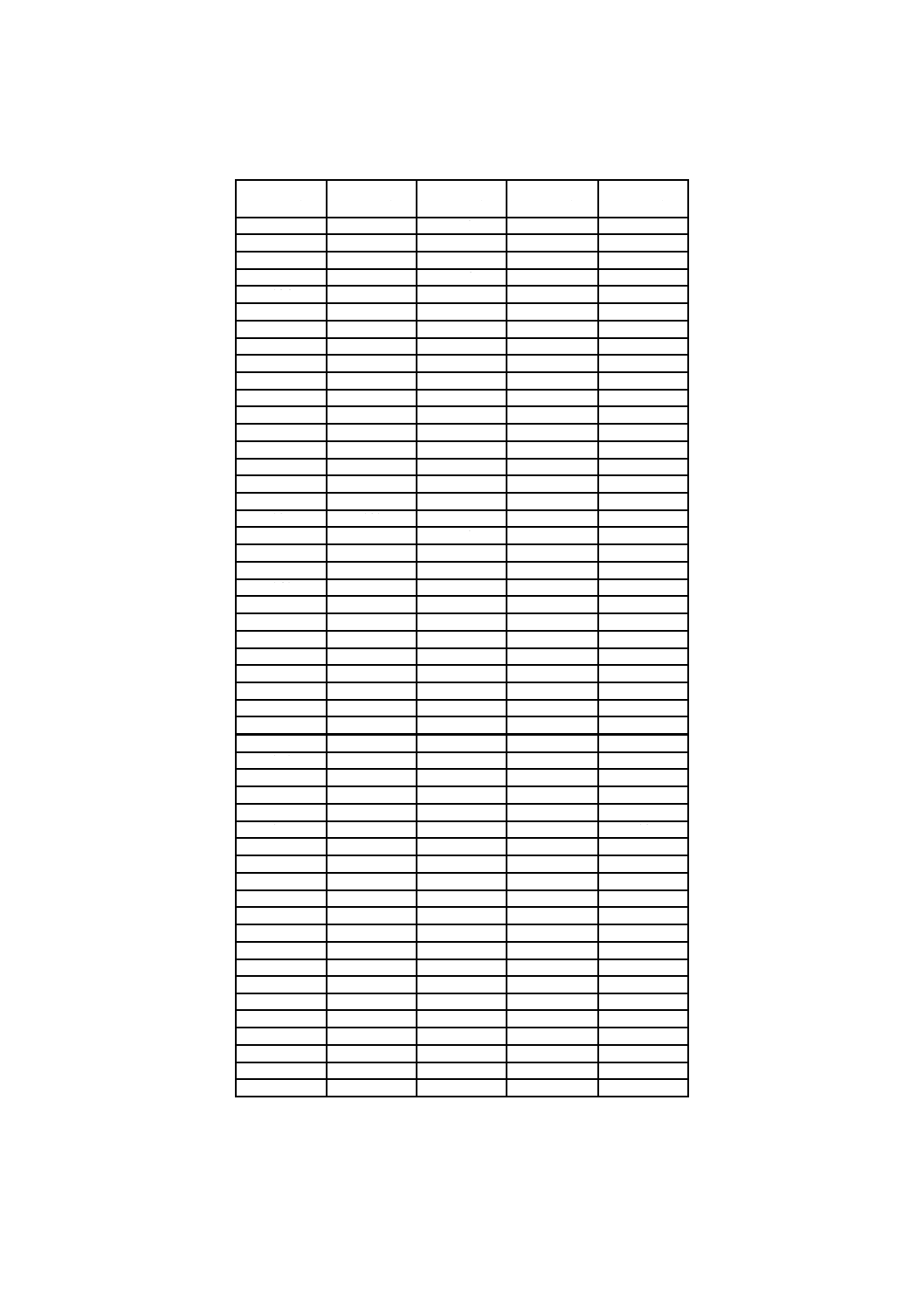
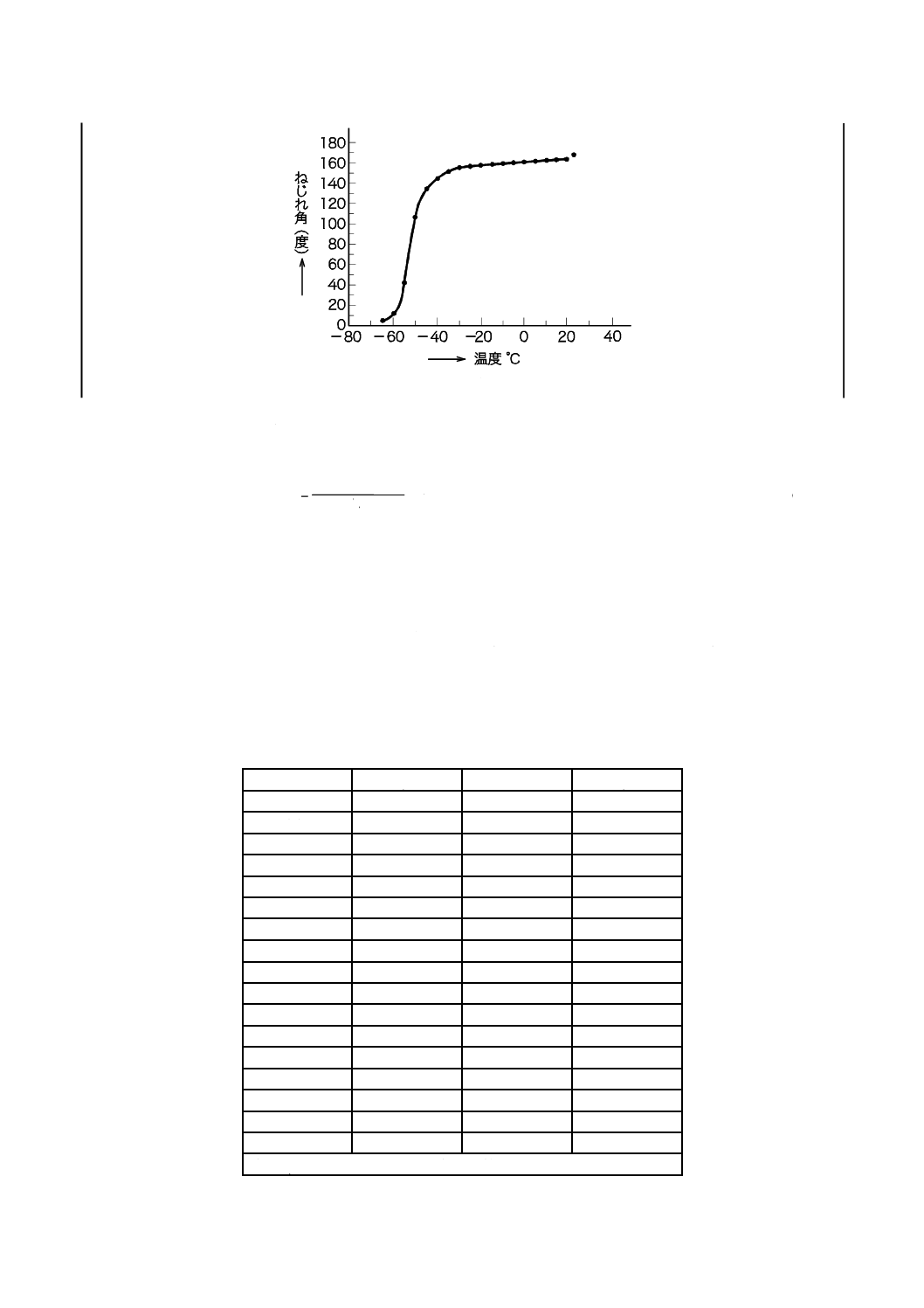
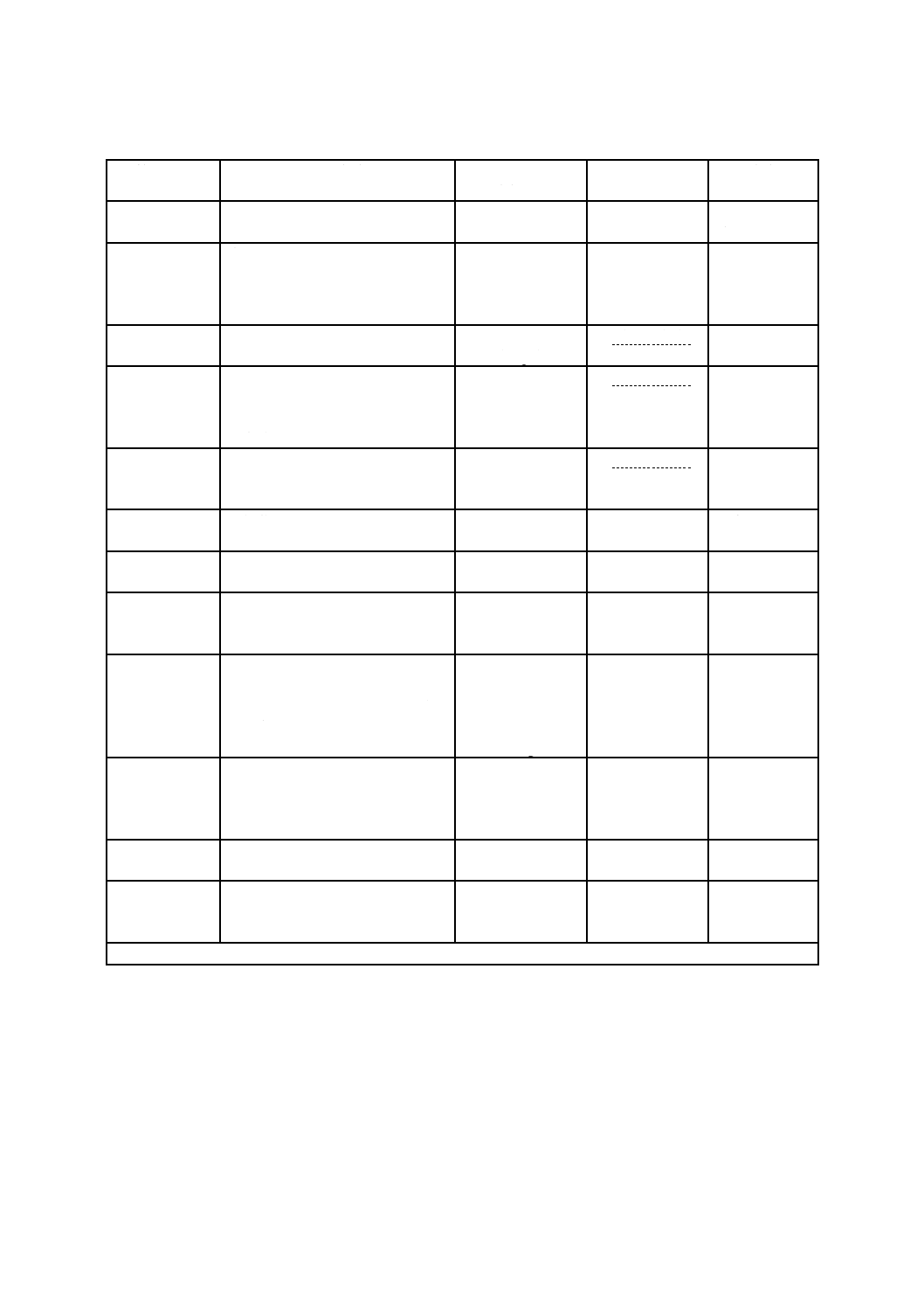
b) 表1及び図3で表している温度−ねじれ角曲線から,比モジュラスが,2,5,10及び100になる温度
を求めることができる。表1は,(23±2)℃におけるねじれ角及びその値に対して,2,5,10及び100
倍のモジュラスに相当するねじれ角を示す。表1から,それぞれの比モジュラスに相当する角度を選
び,試験で得られた温度−ねじれ角曲線からこれらの角度に相当する温度を読み取り,それぞれt2,
t5,t10及びt100とする。
7
K 6261-3:2017
表1−比モジュラスMRに対するねじれ角
単位 度
23 ℃の
ねじれ角
MR=2の
ねじれ角
MR=5の
ねじれ角
MR=10の
ねじれ角
MR=100の
ねじれ角
120
90
51
30
3
121
91
52
31
4
122
92
53
31
4
123
93
54
32
4
124
95
55
33
4
125
96
56
33
4
126
97
57
34
4
127
98
58
35
4
128
99
59
36
4
129
101
61
36
5
130
102
62
37
5
131
103
63
38
5
132
104
64
39
5
133
105
65
40
5
134
107
66
41
5
135
108
68
42
5
136
109
69
42
5
137
111
70
43
6
138
112
71
45
6
139
113
72
46
6
140
114
74
47
6
141
116
75
48
6
142
117
77
49
7
143
119
78
50
7
144
120
80
51
7
145
121
82
53
7
146
123
83
54
7
147
124
85
55
7
148
126
87
57
8
149
127
88
58
8
150
129
90
60
9
151
130
92
62
9
152
132
94
62
9
153
133
96
65
10
154
134
97
67
10
155
136
100
69
11
156
138
102
71
11
157
139
104
73
12
158
140
106
75
12
159
142
108
78
13
160
144
111
80
13
161
146
113
82
14
162
147
116
85
15
163
149
118
88
16
164
151
121
91
17
165
152
124
94
18
166
154
126
98
19
167
156
130
101
20
168
158
133
105
22
169
159
136
109
24
170
161
139
113
26
8
K 6261-3:2017
図3−温度とねじれ角との関係の例
9.3
見掛けのねじりモジュラス
見掛けのねじりモジュラスは,式(3)によって算出する。
(
)
α
μ
α
−
=
3
180
16
d
b
KL
G
··································································· (3)
ここに,
G: 見掛けのねじりモジュラス(MPa)
K: ワイヤのねじり定数(mN・m)
L: 試験片のつかみ具間距離(mm)
b: 試験片の幅(mm)
d: 試験片の厚さ(mm)
μ: b/d によって定まる係数(表2)
α: 測定温度における試験片のねじれ角(度)
注記 式(3)の導出については,附属書JBを参照する。
表2−b/dによって定まる係数 μa)
b/d
μ
b/d
μ
1.00
2.25
2.25
3.84
1.05
2.36
2.50
3.99
1.10
2.46
2.75
4.11
1.15
2.56
3.00
4.21
1.20
2.66
3.50
4.37
1.25
2.75
4.00
4.49
1.30
2.83
4.50
4.59
1.35
2.91
5.00
4.66
1.40
2.99
6.00
4.77
1.45
3.06
7.00
4.85
1.50
3.13
8.00
4.91
1.60
3.26
9.00
4.96
1.70
3.38
10.00
5.00
1.75
3.43
20.00
5.17
1.80
3.48
50.00
5.23
1.90
3.57
100.00
5.30
2.00
3.66
注a) μの値は,小数点以下2桁に四捨五入されている。
9
K 6261-3:2017
9.4
結果の表記
試験結果は,2個又は3個以上の試験片によって得られたt2,t5,t10,及びt100並びに(23±2)℃におけ
る見掛けのねじりモジュラスの値の平均値を,JIS Z 8401によって,丸めの幅1で表す。
10 試験報告書
試験報告書には,次の事項を記録する。
a) 試験片の詳細
1) 試料の詳細(製品,試験用配合物など)
2) 試験片の採取方法及び作製方法(成形方法,加硫条件など)
b) 試験方法
1) この規格の番号
2) 試験槽の昇温条件
c) 試験の詳細
1) 熱媒体の種類
2) 試験片の数
3) 試験片の形状及び寸法
4) 試験室の温度
5) ねじりワイヤの種類
d) 試験結果
1) t2,t5,t10及びt100(それぞれの個々の値及びその平均値)
2) 必要な場合は,(23±2)℃における見掛けのねじりモジュラス(個々の値及びその平均値)
3) 必要な場合は,(23±2)℃以外の温度における見掛けのねじりモジュラス(個々の値及びその平均
値)
4) 必要な場合は,見掛けのねじりモジュラスが規定値に達した温度(個々の値及びその平均値)
5) 必要な場合は,温度と比モジュラスとの関係を示すグラフ
e) 試験年月日
f)
その他の必要事項
10
K 6261-3:2017
附属書A
(規定)
試験装置の校正
A.1 事前点検
試験装置の校正を行うときは,事前に次の事項を行う。
− 校正する項目の現状を,校正報告書又は証明書で記録された点検結果によって確認する。
− 校正が,納入時の状態の校正なのか,異常又は欠陥を修理した後の校正なのかを記録する。
− 試験装置が,規定した測定値を含め,要求試験精度を満たしていて,校正する必要がない場合も,そ
の旨を確認する。
− 要求測定値が変化しやすい傾向にある場合は,定期点検の必要性を校正方法に記載する。
A.2 試験装置の校正計画
試験装置の校正及び点検は,この規格の要求事項である。校正頻度については,装置の取扱説明書の指
定など,ほかに規定がない場合,ISO 18899の指針を参考にして各規格使用者の自由裁量で決めてもよい。
表A.1に,規定する校正項目,必要条件などを含む校正計画を示す。校正項目及び測定値は,試験装置
本体,装置の一部又は補助的な装置にも適用する。
それぞれの校正項目についての校正には,ISO 18899,その他の発行文書,又は試験方法に詳細に規定さ
れた手順を用いてもよい(ISO 18899よりも詳細に規定した校正方法が記載されている場合には,それを
用いる。)。
それぞれの項目の校正頻度は,記号で示し,各記号の意味は,次による。
N
初期確認
S
ISO 18899による標準的な校正頻度
U
使用の都度
11
K 6261-3:2017
表A.1−校正計画
校正項目
必要条件
ISO 18899の
箇条番号
校正頻度a)
注意事項
上部ヘッド
180度回転することができる。
−
N
測定しないが,
確認する。
ねじれ角検出部 摩擦がない。
正確にゼロ点調整ができる。
−
−
N
N
測定しないが,
確認する。
測定しないが,
確認する。
角度の測定
±1度
15.9
(Angle)
S(1回/年)
−
ねじりワイヤの
ねじり定数
0.7 mN・m
2.8 mN・m
11.2 mN・m
許容差±5 %
−
S(1回/年)
A.3参照。
ねじりワイヤ長
さ
(65±8)mm
15.2
(Linear
dimensions)
S(1回/年)
−
試験片ラック
熱伝導率の小さい材質とする。
−
N
測定しないが,
確認する。
つかみ具
一つはラックに固定し,もう一つは
ラックに接触しない。
−
U
測定しないが,
確認する。
温度測定装置
±0.5 ℃の精度で試験片近傍に設
置する。
18
(Temperature
measurements)
S(1回/年)
−
温度制御装置
熱媒体を±1 ℃の精度で保持でき
る。
昇温速度毎分1 ℃のとき,10分間
の温度上昇の誤差が(10±2)℃と
する。
−
23.6
(Rate of heating or
cooling)
U
S(1回/年)
測定しないが,
確認する。
−
試験槽
熱媒体を満たすことができ,その温
度を±1 ℃に保持できる。
−
U
測定しないが,
確認する。
温度表示で確
認する。
かくはん機又は
送風装置
熱媒体を鉛直方向を含めて十分に
循環することができる。
−
N
測定しないが,
確認する。
タイマ又は時間
計測器
±1秒
23.1
(Timers, clocks,
etc.)
S(1回/年)
−
注a) 括弧内の校正頻度は,参考として例を示した。
表A.1に記載以外の項目は,次による。これらもISO 18899に従って校正する。
a) 試験片の寸法測定器
A.3 ねじりワイヤの校正
ねじりワイヤのねじり定数は,規定の±5 %に校正する。ワイヤ単体の校正は,次による。
a) ねじりワイヤの上端を固定する。下端を標準棒の中心に取り付けて,90度を超えない範囲でねじり,
標準棒を水平に自由振動させ,20回の振動に要する時間を秒単位で記録する。標準棒は,金属製で寸
12
K 6261-3:2017
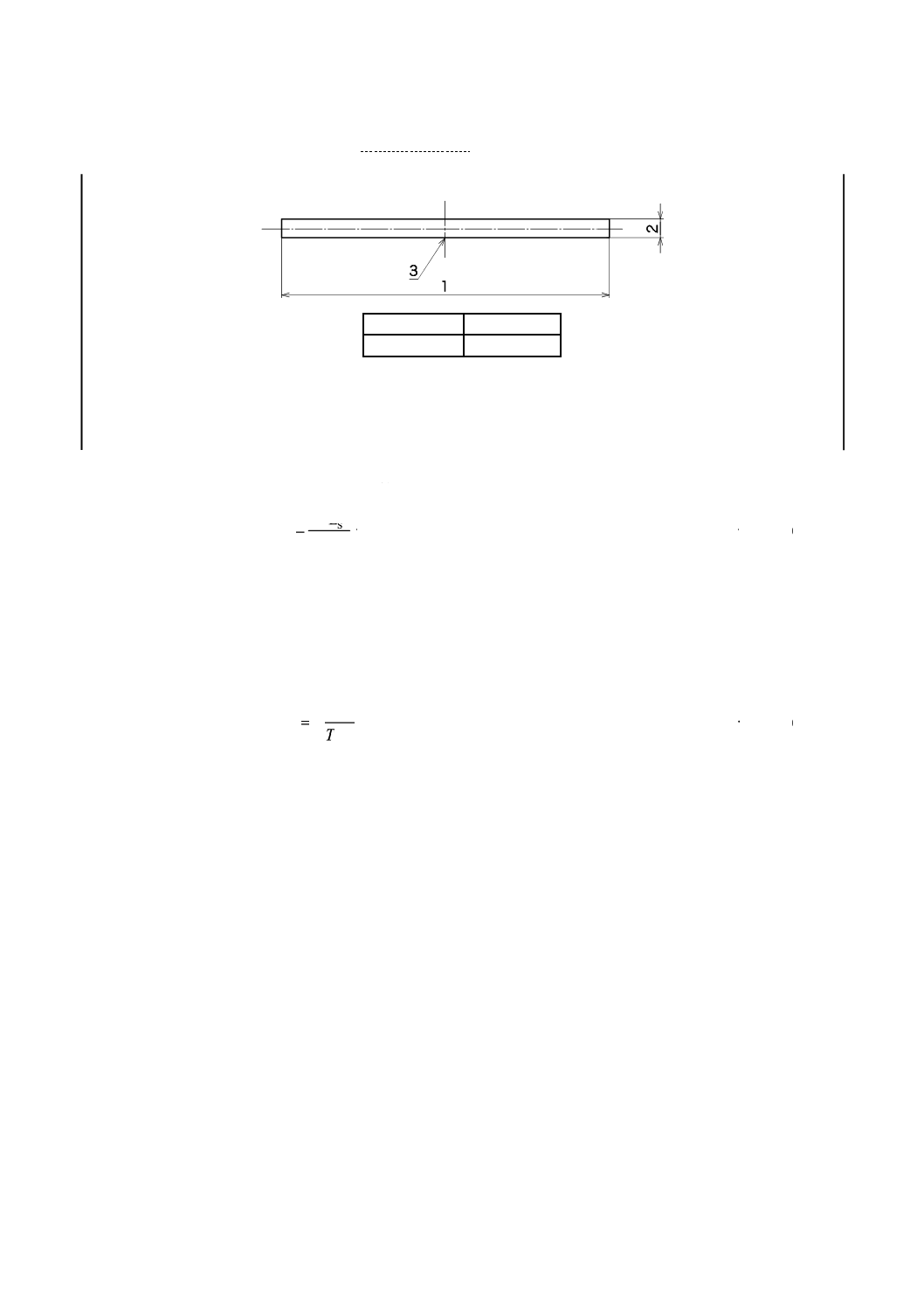
法及び質量が既知のものを用い,図A.1による。
単位 mm
LS
φd
200〜250
6.0〜6.4
1
標準棒の長さLS
2
標準棒の直径φd
3
ねじりワイヤ取付け穴
図A.1−標準棒の形状及び寸法
b) 慣性モーメントは,式(A.1)によって算出する。
12
2
SL
m
I =
············································································· (A.1)
ここに,
I: 慣性モーメント(kg・m2)
m: 標準棒の質量(kg)
LS: 標準棒の長さ(m)
c) ねじりワイヤのねじり定数(ワイヤによって生じる1 rad当たりの復元力)は,式(A.2)によって算出
する。
000
1
4
2
2
×
=TI
K
π
··································································· (A.2)
ここに,
K: ねじりワイヤのねじり定数(mN・m)
T: 振動の周期(s)
I: 慣性モーメント(kg・m2)
13
K 6261-3:2017
附属書JA
(参考)
長時間暴露における低温ねじり試験
JA.1 目的
この試験は,加硫ゴムの結晶化効果,可塑剤の影響評価など,低温下で長時間暴露させたときの特性を
調べるために行う。
JA.2 試験装置
試験装置は,箇条4による。ただし,試験槽は,気体の熱媒体によって規定の温度を±1 ℃に長時間保
持できるものとする。熱媒体は,空気,二酸化炭素,窒素などとし,試験する材料に対して物理的及び化
学的影響を与えないものを用いる。
JA.3 試験片
試験片は,箇条6による。
JA.4 試験方法
JA.4.1 試験条件
試験条件は,次による。
a) 測定温度及び保持時間は,試験,調査などの目的に合った条件とする。
b) ねじりワイヤのねじり角度は,180度とする。
c) ねじりワイヤのねじり保持時間は,10秒間とする。
JA.4.2 操作方法
操作方法は,次による。
a) 試験片の取り付けは,7.1による。
b) 試験片を取り付けたラックを(23±2)℃の気体の槽に入れ,7.3.2 a) と同様の操作によって室温にお
けるねじれ角を測定する。
c) 試験槽を規定の温度に冷却し,規定の時間保持した後,同様の操作によって,低温におけるねじれ角
を測定する。次いで,この操作を規定時間ごとに行う。
注記 結晶化効果は,ゴムの種類及び暴露条件によって異なるので,試験,研究などの目的に合わ
せて,温度及び暴露時間を選択するとよい。
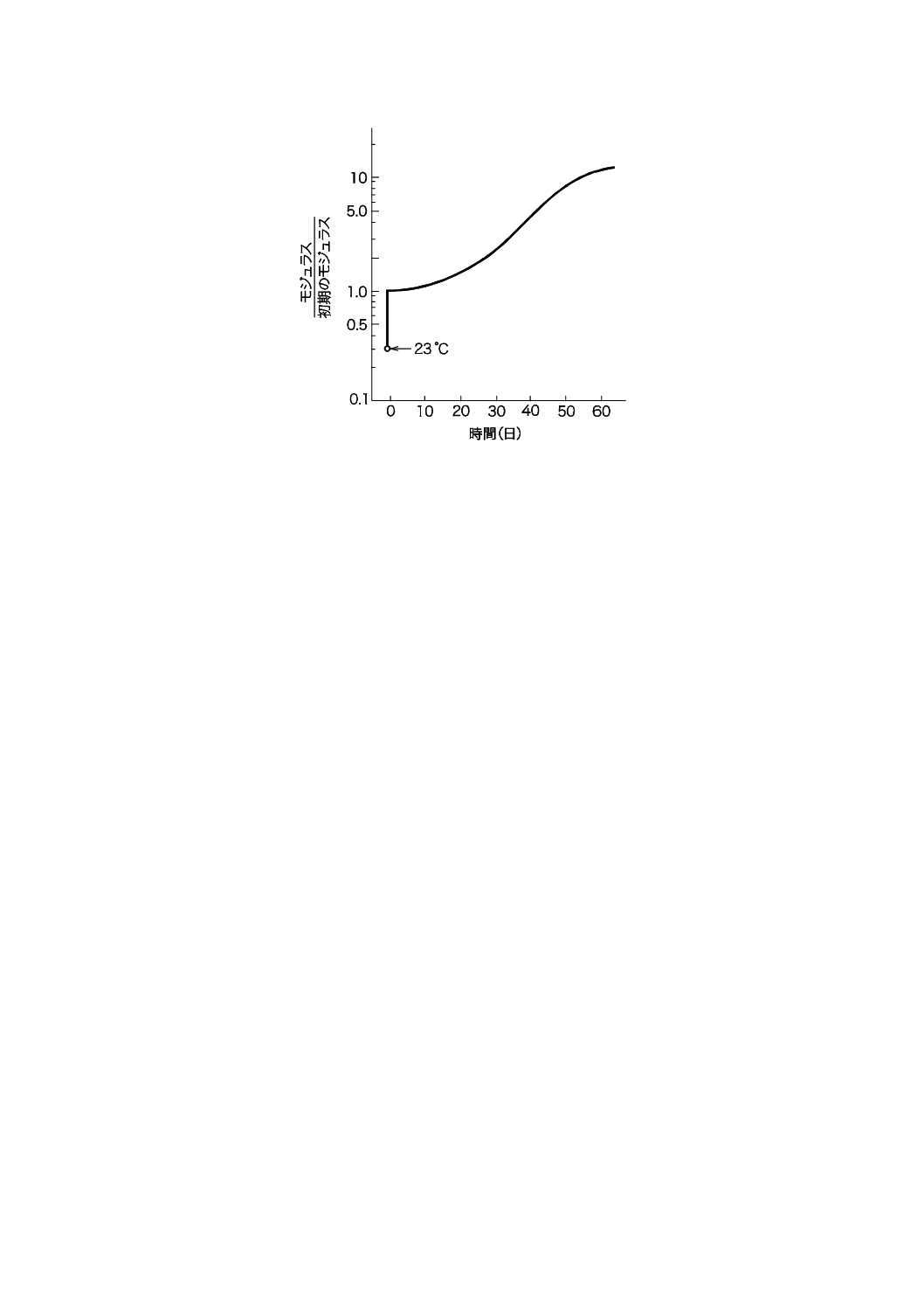
JA.5 評価方法
結晶化効果など,長時間暴露におけるねじり剛性の変化は,時間経過によるねじりモジュラスの変化で
表す(図JA.1参照)。通常は,調査の目的とする温度において,最初の測定値(ねじりモジュラス)を初
期値とし,この値と時間経過ごとに測定した値との比を取り,初期値に対する比率で表す。
14
K 6261-3:2017
図JA.1−暴露時間とモジュラスとの関係の例
15
K 6261-3:2017
附属書JB
(参考)
見掛けのねじりモジュラスの算出式
JB.1 算出式の導出
見掛けのねじりモジュラスの算出式の導出は,次による。
a) 試験片のトルク(ねじりモーメント)T1は,次の式(JB.1)で表される。
L
J
G
T
180
1
πα
=
····································································· (JB.1)
ここに,
T1: 試験片のトルク(mN・m)
G: 見掛けのねじりモジュラス(MPa)
J: 試験片のねじり定数(断面ねじりモーメント)(mm4)
α: 試験片のねじれ角(度)
L: 試験片のつかみ具間距離(mm)
b) ワイヤのトルク(ねじりモーメント)T2は,次の式(JB.2)で表される。
(
)
180
180
2
α
π
−
=K
T
·································································· (JB.2)
ここに,
T2: ワイヤのトルク(mN・m)
K: ワイヤのねじり定数(mN・m)
α: 試験片のねじれ角(度)
c) トルク(ねじりモーメント)の釣合いT1=T2[式(JB.3)]によって,次の式(JB.4)が導出される。
(
)
180
180
180
α
π
πα
−
=
K
L
J
G
························································· (JB.3)
(
)
α
α
−
=
J
L
K
G
180
································································ (JB.4)
d) 試験片のねじり定数Jは,次の式(JB.5)及び式(JB.6)で表される。
−
−
−
=
∑
∞
=1
5
5
3
2
)1
2(
tanh
)1
2(
1
192
1
3
1
n
d
b
n
n
b
d
bd
J
π
π
························ (JB.5)
16
3μ
=bd
J
········································································ (JB.6)
ここに,
b: 試験片の幅(mm)
d: 試験片の厚さ(mm)
μ: b/dによって定まる係数(表2)
e) 式(JB.3)及び式(JB.6)によって,見掛けのねじりモジュラスGは,次の式(JB.7)で算出される。
(
)
α
μ
α
−
=
3
180
16
d
b
KL
G
······························································· (JB.7)
ここに,
G: 見掛けのねじりモジュラス(MPa)
16
K 6261-3:2017
K: ワイヤのねじり定数(mN・m)
L: 試験片のつかみ具間距離(mm)
b: 試験片の幅(mm)
d: 試験片の厚さ(mm)
μ: b/dによって定まる係数(表2)
α: 試験片のねじれ角(度)
参考文献
[1] Gehman S.D., Woodford D.E., Wilkinson C.S. Low temperature characteristics of elastomers. Ind. Eng. Chem.
1947 Sept., 39 p. 1108
17
K 6261-3:2017
附属書JC
(参考)
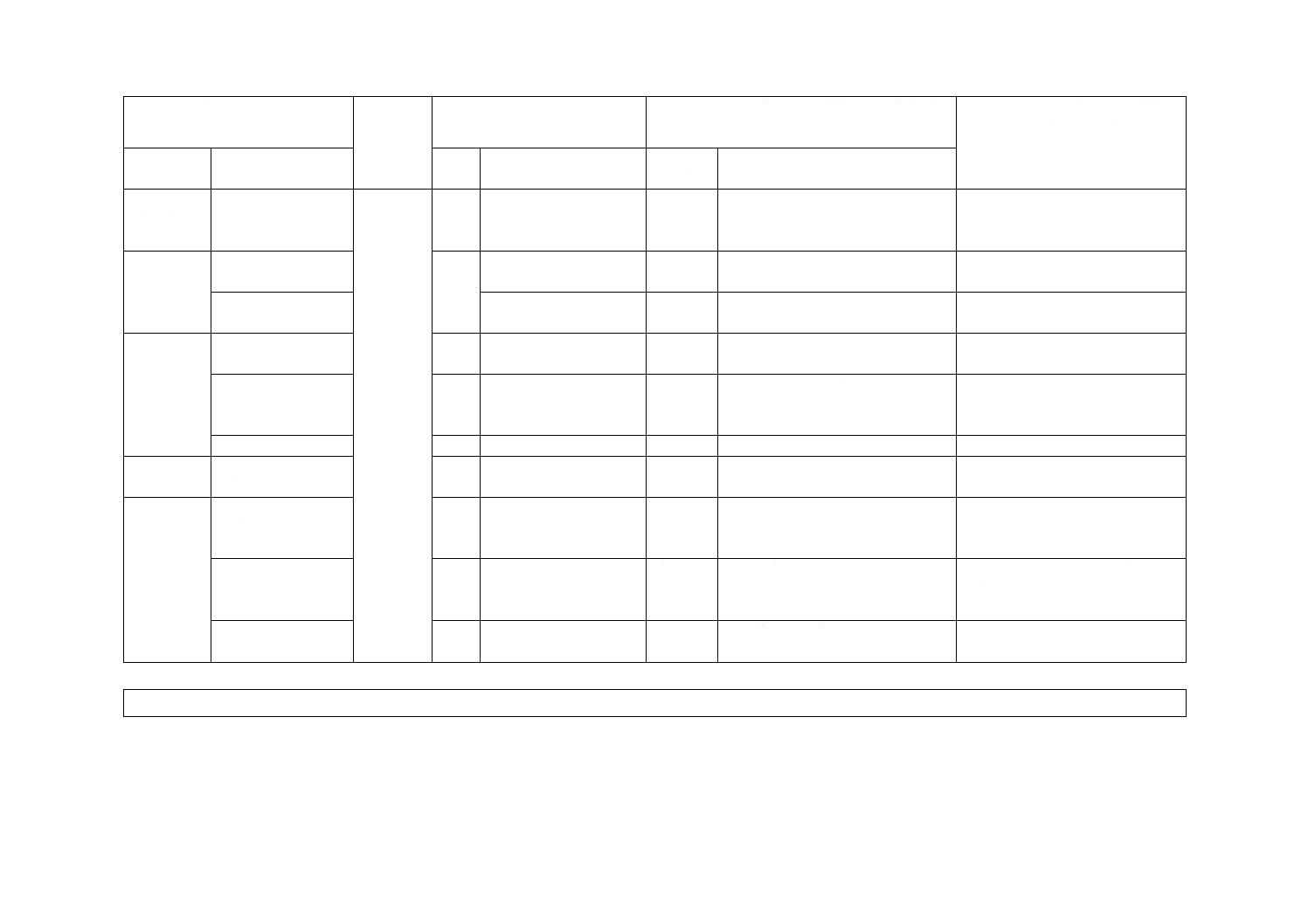
JISと対応国際規格との対比表
JIS K 6261-3:2017 加硫ゴム及び熱可塑性ゴム−低温特性の求め方−第3部:低
温ねじり試験(ゲーマンねじり試験)
ISO 1432:2013,Rubber, vulcanized or thermoplastic−Determination of low-temperature
stiffening (Gehman test)
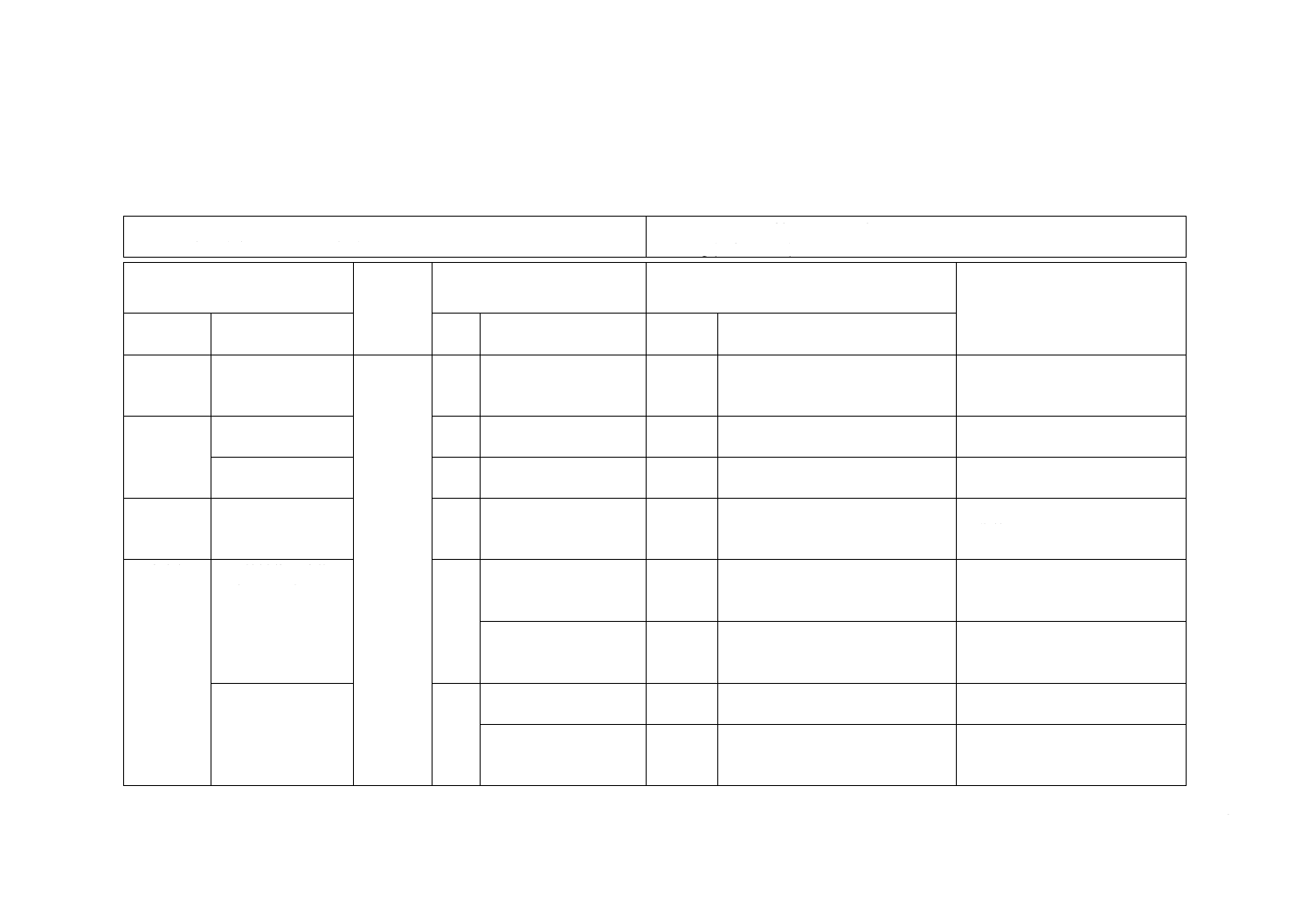
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
2A用語及
び定義
−
追加
対応国際規格にはないが,JISとし
て必要な箇条のため,JIS K 6200を
引用して追加した。
分かりやすくするための追加で,
技術的な差異はない。
4 試験装置
4
追加
低温ねじり試験装置の例として図1
を追加した。
分かりやすくするための追加で,
技術的な差異はない。
4.6 温度制御装置
4.6
追加
対応国際規格にはないが,JISとし
て必要なため,追加した。
分かりやすくするための追加で,
技術的な差異はない。
6 試験片
6.2 試験片の状態調
節
6.2
追加
試験片の保管及び試験片の状態調
節に引用規格の細分箇条を追加し
た。
分かりやすくするための追加で,
技術的な差異はない。
7 試験方法 7.2 熱媒体が液体の
場合の操作方法
7.2
追加
試験片を試験槽に入れた状態で試
験槽の温度を予想する凍結温度に
調節する規定を追加した。
旧規格を踏襲して追加した。
追加
段階的に昇温した場合と連続的に
昇温した場合とでは,結果が異なる
注記を追加した。
分かりやすくするための追加で,
技術的な差異はない。
7.3.2 操作方法
7.3.2
追加
基準測定は,試験槽外で行ってもよ
い注記を追加した。
分かりやすくするための追加で,
技術的な差異はない。
追加
段階的に昇温した場合と連続的に
昇温した場合とでは,結果が異なる
注記を追加した。
分かりやすくするための追加で,
技術的な差異はない。
2
K
6
2
6
1
-3
:
2
0
1
7
18
K 6261-3:2017
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験方法
(続き)
7.3.2 操作方法
7.3.2
追加
熱媒体が液体の場合と気体の場合
とでは,結果が異なる場合がある注
記を追加した。
分かりやすくするための追加で,
技術的な差異はない。
8 試験片の
数
8
追加
少なくとも2個以上とする規定を
追加した。
旧規格を踏襲して追加した。
変更
望ましくは3個以上とする規定に
変更した。
旧規格を踏襲するために変更し
た。
9 試験結果
のまとめ方
9.0 ねじり剛性の算
出
−
追加
ねじり剛性の指標を追加した。
分かりやすくするための追加で,
技術的な差異はない。
9.2比モジュラスが
規定値を示す温度
9.2
追加
比モジュラスの計算式を明示し,ま
た,温度とねじれ角との関係を図で
例示した。
分かりやすくするための追加で,
技術的な差異はない。
9.4 結果の表記
−
追加
数値の丸め方を追加した。
JISとして必要なため追加した。
10 試験報
告書
f) その他の必要事
項
10
追加
その他の必要事項を追加した。
分かりやすくするための追加で,
技術的な差異はない。
附属書A
(規定)
A.2 試験装置の校
正計画
A.2
削除
校正頻度記号Cは校正頻度ではな
いため削除し,表A.1の注意事項欄
に記載した。
ISOに提案する。
表A.1
Table
A.1
追加
校正頻度の欄にISO 18899によるS
に具体的な校正頻度の例を追加し
た。
分かりやすくするための追加で,
技術的な差異はない。
A.3ねじりワイヤの
校正
A.3
追加
標準棒の図を追加した。
分かりやすくするための追加で,
技術的な差異はない。
JISと国際規格との対応の程度の全体評価:ISO 1432:2013,MOD
2
K
6
2
6
1
-3
:
2
0
1
7
19
K 6261-3:2017
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
K
6
2
6
1
-3
:
2
0
1
7