K 6253-5:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 校正及び検証を行うための計測要求項目 ··············································································· 2
4.1 環境条件 ······················································································································ 2
4.2 計測要求項目 ················································································································ 2
5 校正及び検証方法 ············································································································· 9
5.1 校正及び検証に用いる測定器 ··························································································· 9
5.2 硬さ試験機の校正方法及び検証方法の概要 ·········································································· 9
6 校正証明書及び検証証明書 ································································································ 15
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 16
K 6253-5:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本ゴム工業会(JRMA)及び財団法人日本
規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによって,JIS K 6253:2006は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS K 6253の規格群には,次に示す部編成がある。
JIS K 6253-1 第1部:通則
JIS K 6253-2 第2部:国際ゴム硬さ(10 IRHD〜100 IRHD)
JIS K 6253-3 第3部:デュロメータ硬さ
JIS K 6253-4 第4部:IRHDポケット硬さ
JIS K 6253-5 第5部:硬さ試験機の校正及び検証
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6253-5:2012
加硫ゴム及び熱可塑性ゴム−硬さの求め方−
第5部:硬さ試験機の校正及び検証
Rubber, vulcanized or thermoplastic-Determination of hardness-
Part 5: Calibration and verification of hardness testers
序文
この規格は,2006年に第1版として発行されたISO 18898を基に,技術的内容を変更して作成した日本
工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,加硫ゴム及び熱可塑性のゴム硬さの求め方に用いる国際ゴム硬さ(IRHD)試験機(JIS K
6253-2),デュロメータ(JIS K 6253-3)及びIRHDポケット硬さ試験機(JIS K 6253-4)の校正及び検証に
ついて規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 18898:2006,Rubber−Calibration and verification of hardness testers(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
警告 この規格の利用者は,通常の実験室での作業に精通している者とする。この規格は,その使用
に関して起こる全ての安全上の問題を取り扱おうとするものではない。この規格の利用者は,
各自の責任において安全に対する適切な措置をとらなければならない。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 6200 ゴム−用語
JIS K 6253-1 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第1部:通則
JIS K 6253-2 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第2部:国際ゴム硬さ(10 IRHD〜100
IRHD)
注記 対応国際規格:ISO 48,Rubber, vulcanized or thermoplastic−Determination of hardness (hardness
between 10 IRHD and 100 IRHD)(MOD)
JIS K 6253-3 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第3部:デュロメータ硬さ
注記 対応国際規格:ISO 7619-1,Rubber, vulcanized or thermoplastic−Determination of indentation
2
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
hardness−Part 1: Durometer method (Shore hardness)(MOD)
JIS K 6253-4 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第4部:IRHDポケット硬さ
注記 対応国際規格:ISO 7619-2,Rubber, vulcanized or thermoplastic−Determination of indentation
hardness−Part 2: IRHD pocket meter method(MOD)
JIS Q 17025 試験所及び校正機関の能力に関する一般要求事項
注記 対応国際規格:ISO/IEC 17025,General requirements for the competence of testing and calibration
laboratories(IDT)
ISO 18899,Rubber−Guide to the calibration of test equipment
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS K 6200,JIS K 6253-1及びISO 18899による。
4
校正及び検証を行うための計測要求項目
4.1
環境条件
校正及び検証を行う試験室の標準条件は,18〜25 ℃とする。
4.2
計測要求項目
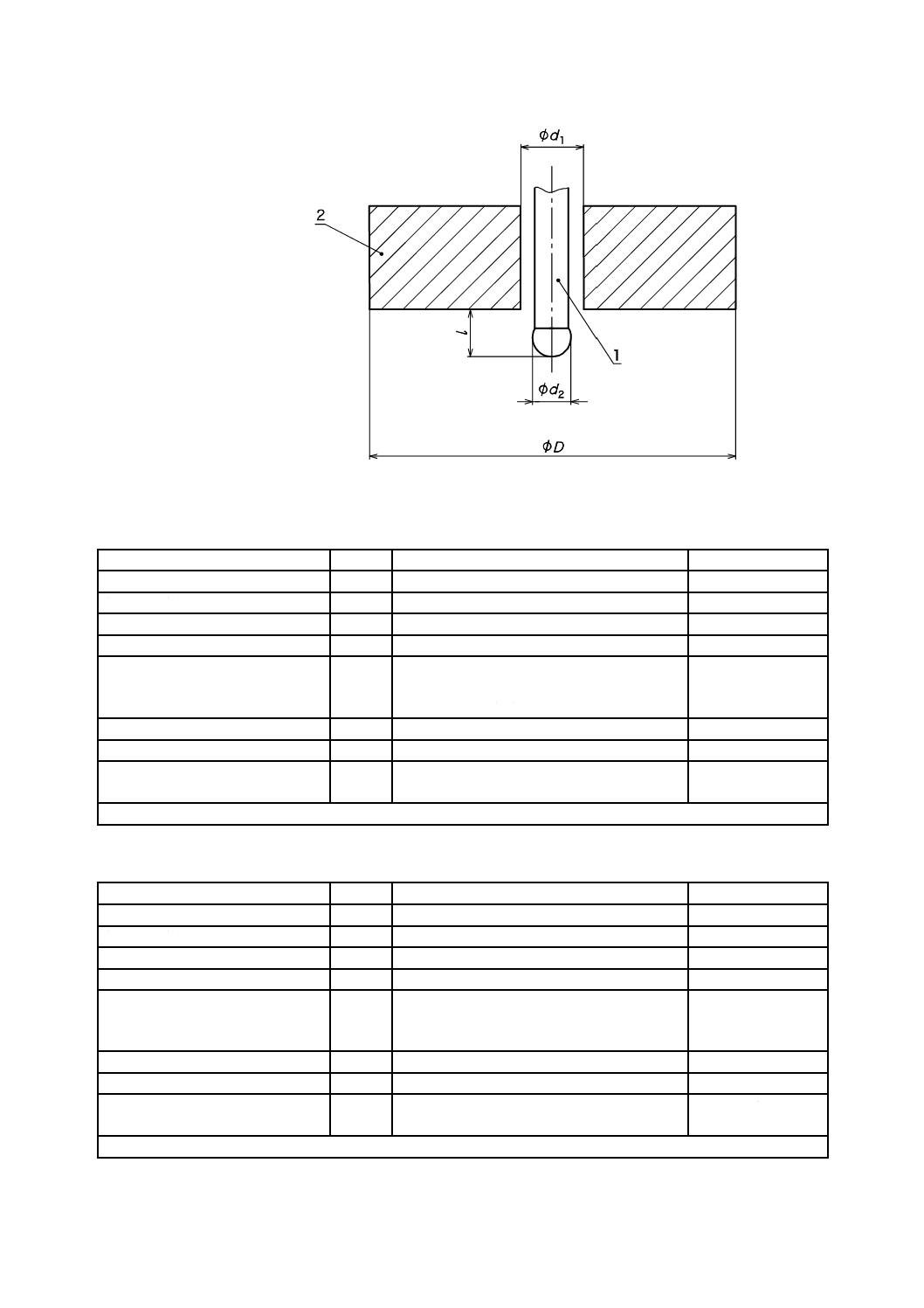
試験機の押針及び加圧板を,図1〜図6に示す。試験機の要求項目は,表1〜表9による。これらの条件
を満たすことを検証する。
3
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
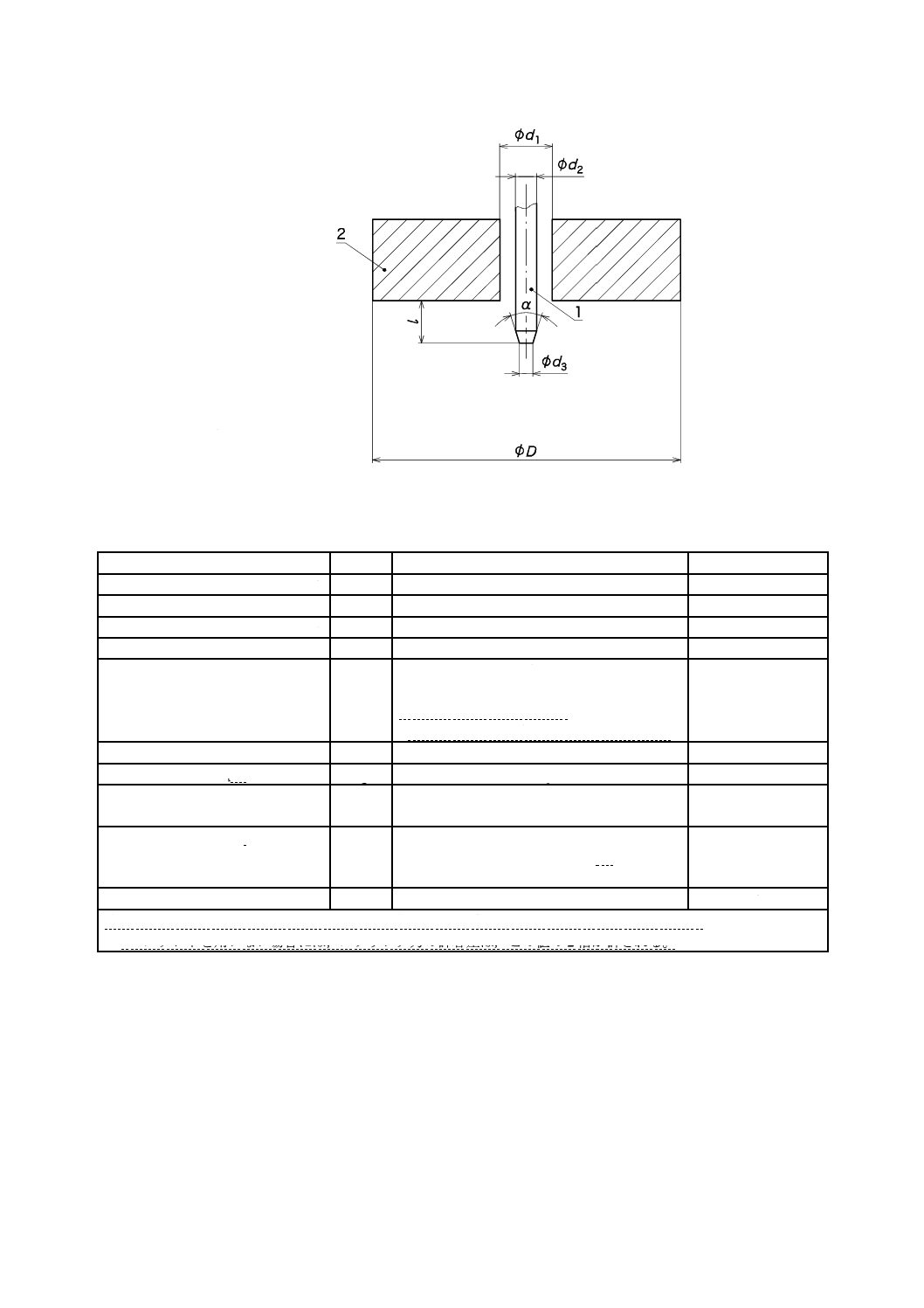
1
押針
2
加圧板
図1−タイプAデュロメータの押針及び加圧板
表1−タイプAデュロメータ
測定項目
単位
範囲及び許容差
校正及び検証方法
押針の直径
d2
mm
1.25±0.15
5.2.1.2
円すい(錐)台形の先端直径
d3
mm
0.79±0.01
5.2.1.2
押針の円すい(錐)角度
α
°
35.00±0.25
5.2.1.2
加圧板の位置
−
中心
−
加圧板の寸法
D
mm
スタンドを用いる場合:
φ18.0±0.5
スタンドを用いない場合:
加圧板の外端から押針の中心まで6.0以上
5.2.2
加圧板の穴の直径
d1
mm
3.0±0.1
5.2.2
加圧面に加える質量 a)
m
kg
1.0
0
0.1
+
5.2.4.1
押込み深さ
l
mm
0.000〜2.500
許容差:∆l=±0.020
5.2.3.1
押針のスプリング力 b)
F
mN
F=550+75×HA
許容差:∆F=±37.5 b)
HA:タイプAデュロメータの硬さ
5.2.5.1
測定時間
t
s
3又は15
5.2.7
注a) 加圧面に加える質量とは,スタンドの分銅の質量とデュロメータの質量との合計をいう。
b) スタンドを用いない場合には,スプリング力の許容差は,この値の2倍が許される。
4
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
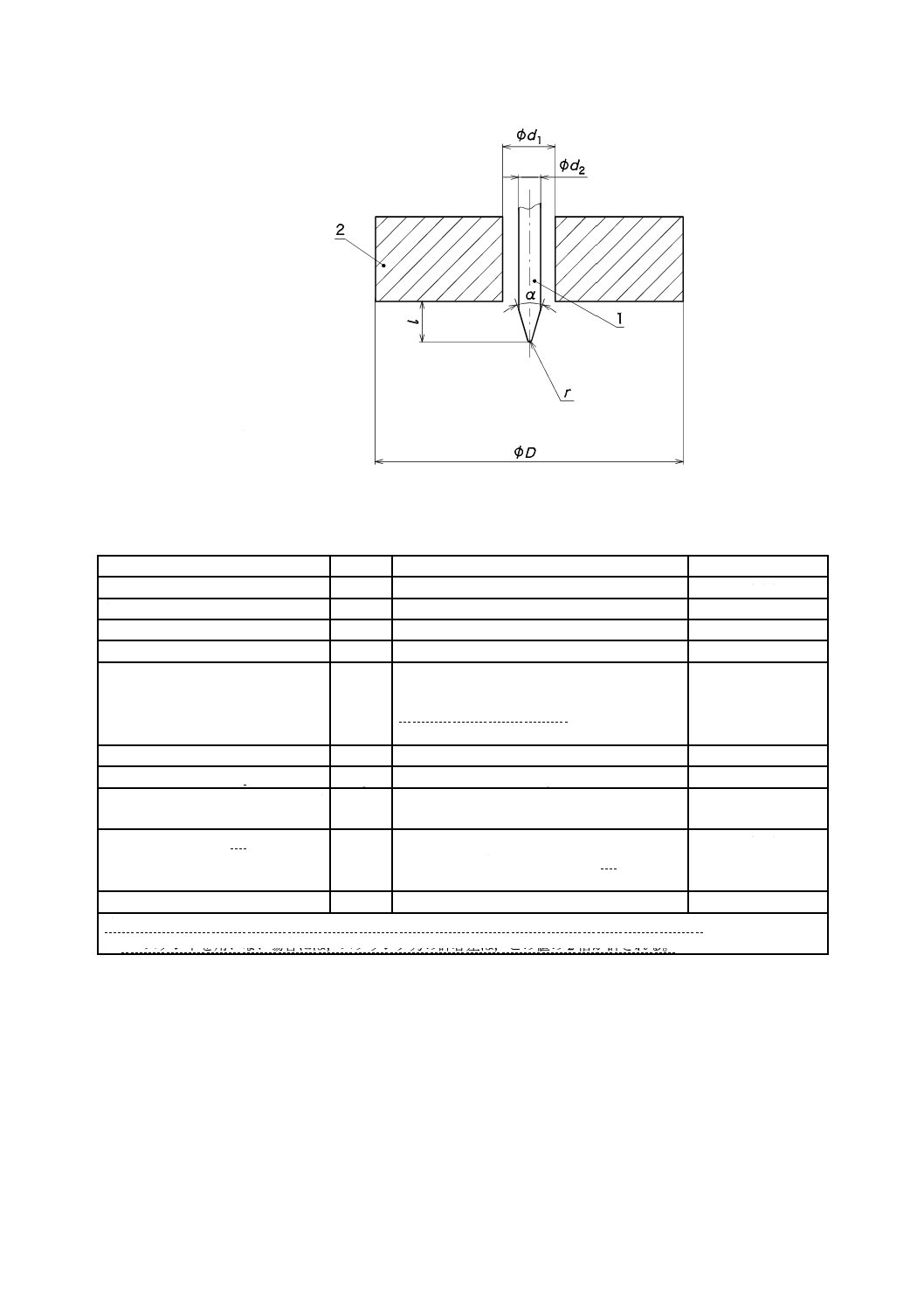
1
押針
2
加圧板
図2−タイプDデュロメータの押針及び加圧板
表2−タイプDデュロメータ
測定項目
単位
範囲及び許容差
校正及び検証方法
押針の直径
d2
mm
1.25±0.15
5.2.1.2
押針先端の半径
r
mm
0.10±0.01
5.2.1.2
押針の円すい(錐)角度
α
°
30.00±0.25
5.2.1.2
加圧板の位置
−
中心
−
加圧板の寸法
D
mm
スタンドを用いる場合:
φ18.0±0.5
スタンドを用いない場合:
加圧板の外端から押針の中心まで6.0以上
5.2.2
加圧板の穴の直径
d1
mm
3.0±0.1
5.2.2
加圧面に加える質量 a)
m
kg
5.0
0
0.5
+
5.2.4.1
押込み深さ
l
mm
0.000〜2.500
許容差:∆l=±0.020
5.2.3.2
押針のスプリング力 b)
F
mN
F=445.0×HD
許容差:∆F=±222.5 b)
HD:タイプDデュロメータの硬さ
5.2.5.2
測定時間
t
s
3又は15
5.2.7
注a) 加圧面に加える質量とは,スタンドの分銅の質量とデュロメータの質量との合計をいう。
b) スタンドを用いない場合には,スプリング力の許容差は,この値の2倍が許される。
5
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
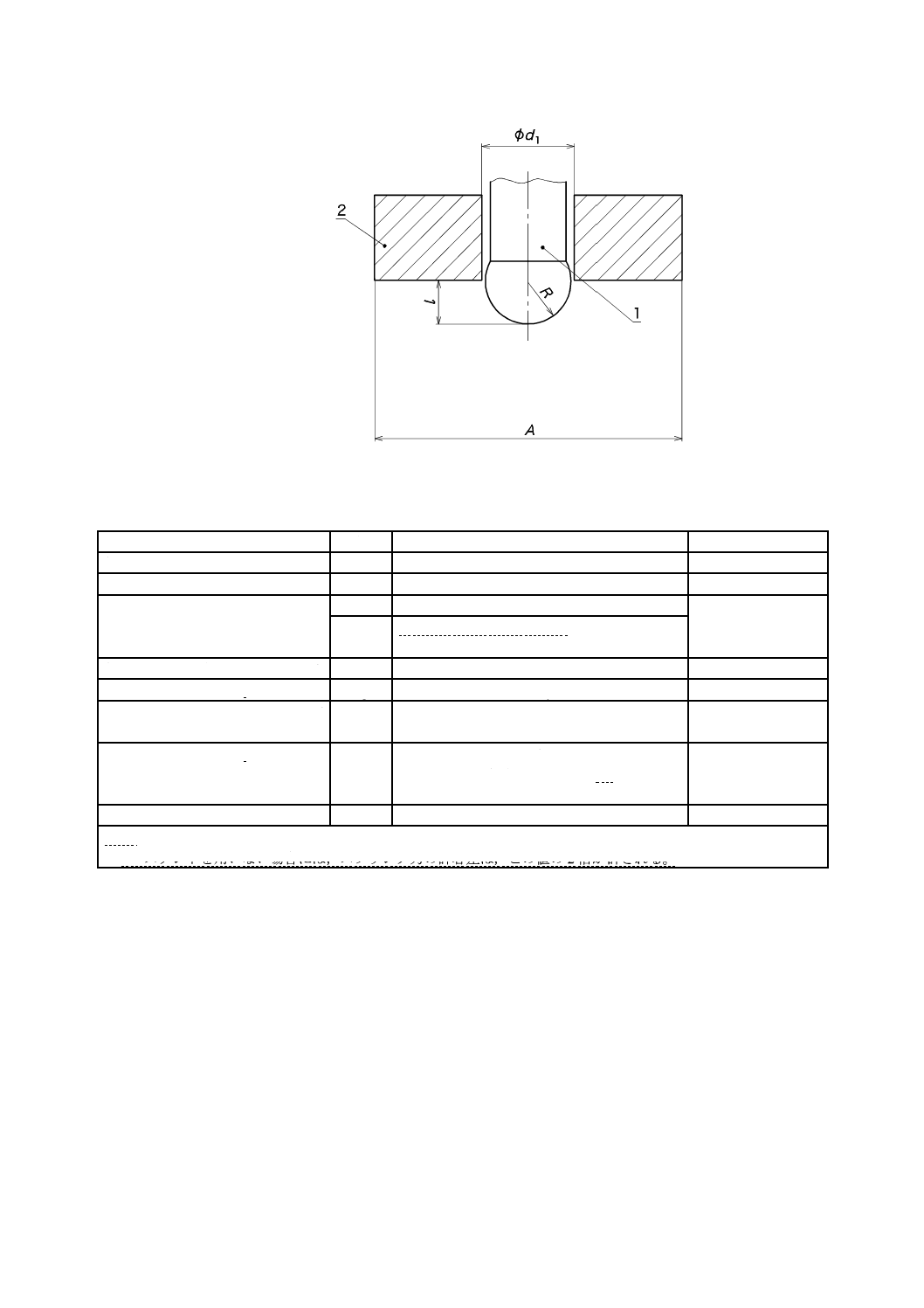
1
押針
2
加圧板
図3−タイプEデュロメータの押針及び加圧板
表3−タイプEデュロメータ
測定項目
単位
範囲及び許容差
校正及び検証方法
押針の先端球の半径
R
mm
2.50±0.02
5.2.1.2
加圧板の位置
−
中心
−
加圧板の面積又は寸法
A
mm2
スタンドを用いる場合:>500
5.2.2
mm
スタンドを用いない場合:
加圧板の外端から押針の中心まで7.0以上
加圧板の穴の直径
d1
mm
5.4±0.2
5.2.2
加圧面に加える質量 a)
m
kg
1.0
0
0.1
+
5.2.4.1
押込み深さ
l
mm
0.000〜2.500
許容差:∆l=±0.020
5.2.3.3
押針のスプリング力 b)
F
mN
F=550.0+75.0×HE
許容差:∆F=±37.5 b)
HE:タイプEデュロメータの硬さ
5.2.5.3
測定時間
t
s
3又は15
5.2.7
注a) 加圧面に加える質量とは,スタンドの分銅の質量とデュロメータの質量との合計をいう。
b) スタンドを用いない場合には,スプリング力の許容差は,この値の2倍が許される。
6
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
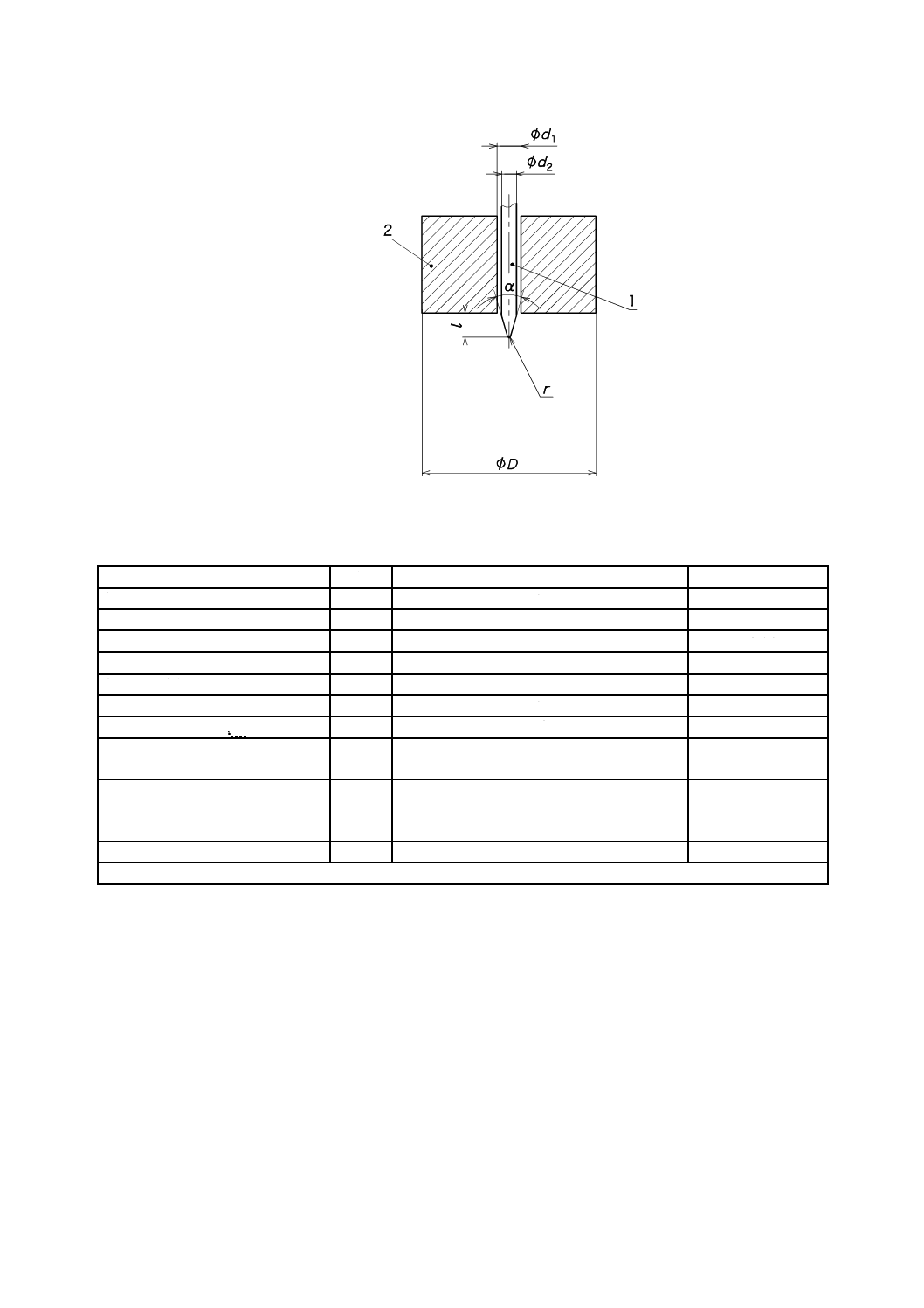
1
押針
2
加圧板
図4−タイプAMデュロメータの押針及び加圧板
表4−タイプAMデュロメータ
測定項目
単位
範囲及び許容差
校正及び検証方法
押針の直径
d2
mm
0.79±0.025
5.2.1.2
押針先端の半径
r
mm
0.10±0.01
5.2.1.2
押針の円すい(錐)角度
α
°
30.00±0.25
5.2.1.2
加圧板の位置
−
中心
−
加圧板の直径
D
mm
9.0±0.3
5.2.2
加圧板の穴の直径
d1
mm
1.19±0.03
5.2.2
加圧面に加える質量 a)
m
kg
05
.0
0
25
.0
+
5.2.4.1
押込み深さ
l
mm
0.000〜1.250
許容差:∆l=±0.010
5.2.3.4
押針のスプリング力
F
mN
F=324.0+4.4×HAM
許容差:∆F=±8.8
HAM:タイプAMデュロメータの硬さ
5.2.5.4
測定時間
t
s
3又は15
5.2.7
注a) 加圧面に加える質量とは,スタンドの分銅の質量とデュロメータの質量との合計をいう。
7
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
プランジャ
2
加圧板
図5−国際ゴム硬さ(IRHD)のプランジャ及び加圧板
表5−国際ゴム硬さ(IRHD)N法
測定項目
単位
範囲及び許容差
校正及び検証方法
プランジャの先端球の直径
d2
mm
2.50±0.01
5.2.1.3
加圧板の直径
D
mm
20±1
5.2.2
加圧板の穴の直径
d1
mm
6±1
5.2.2
加圧面に加える力
Ff
N
8.3±1.5
5.2.4.2
押込み深さ
l
mm
l=f[国際ゴム硬さ(IRHD)]
(表12)
許容差:∆l=±0.010
5.2.3.5
プランジャの接触力
Fc
N
0.30±0.02
5.2.6.1
プランジャに加わる力の合計
Ft
N
5.70±0.03
5.2.6.1
プランジャの接触力を加える時間
(tc)及び測定時間(tt)
t
s
tc=5及びtt=30
5.2.7
注記 加圧板の中心は,プランジャの中心と一致している。
表6−国際ゴム硬さ(IRHD)H法
測定項目
単位
範囲及び許容差
校正及び検証方法
プランジャの先端球の直径
d2
mm
1.00±0.01
5.2.1.3
加圧板の直径
D
mm
20±1
5.2.2
加圧板の穴の直径
d1
mm
6±1
5.2.2
加圧面に加える力
Ff
N
8.3±1.5
5.2.4.2
押込み深さ
l
mm
l=f[国際ゴム硬さ(IRHD)]
(表13)
許容差:∆l=±0.010
5.2.3.6
プランジャの接触力
Fc
N
0.30±0.02
5.2.6.1
プランジャに加わる力の合計
Ft
N
5.70±0.03
5.2.6.1
プランジャの接触力を加える時間
(tc)及び測定時間(tt)
t
s
tc=5及びtt=30
5.2.7
注記 加圧板の中心は,プランジャの中心と一致している。
8
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−国際ゴム硬さ(IRHD)L法
測定項目
単位
範囲及び許容差
校正及び検証方法
プランジャの先端球の直径
d2
mm
5.00±0.01
5.2.1.3
加圧板の直径
D
mm
22±1
5.2.2
加圧板の穴の直径
d1
mm
10±1
5.2.2
加圧面に加える力
Ff
N
8.3±1.5
5.2.4.2
押込み深さ
l
mm
l=f[国際ゴム硬さ(IRHD)]
(表14)
許容差:∆l=±0.010
5.2.3.7
プランジャの接触力
Fc
N
0.30±0.02
5.2.6.1
プランジャに加わる力の合計
Ft
N
5.70±0.03
5.2.6.1
プランジャの接触力を加える時間
(tc)及び測定時間(tt)
t
s
tc=5及びtt=30
5.2.7
注記 加圧板の中心は,プランジャの中心と一致している。
表8−国際ゴム硬さ(IRHD)M法
測定項目
単位
範囲及び許容差
校正及び検証方法
プランジャの先端球の直径
d2
mm
0.395±0.005
5.2.1.3
加圧板の直径
D
mm
3.35±0.15
5.2.2
加圧板の穴の直径
d1
mm
1.00±0.15
5.2.2
加圧面に加える力
Ff
mN
235±30
5.2.4.2
押込み深さ
l
mm
l=f[国際ゴム硬さ(IRHD)]
(表15)
許容差:∆l=±0.002
5.2.3.8
プランジャの接触力
Fc
mN
8.3±0.5
5.2.6.2
プランジャに加わる力の合計
Ft
mN
153.3±1.0
5.2.6.2
プランジャの接触力を加える時間
(tc)及び測定時間(tt)
t
s
tc=5及びtt=30
5.2.7
注記 加圧板の中心は,プランジャの中心と一致している。
9
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
押針
2
加圧板
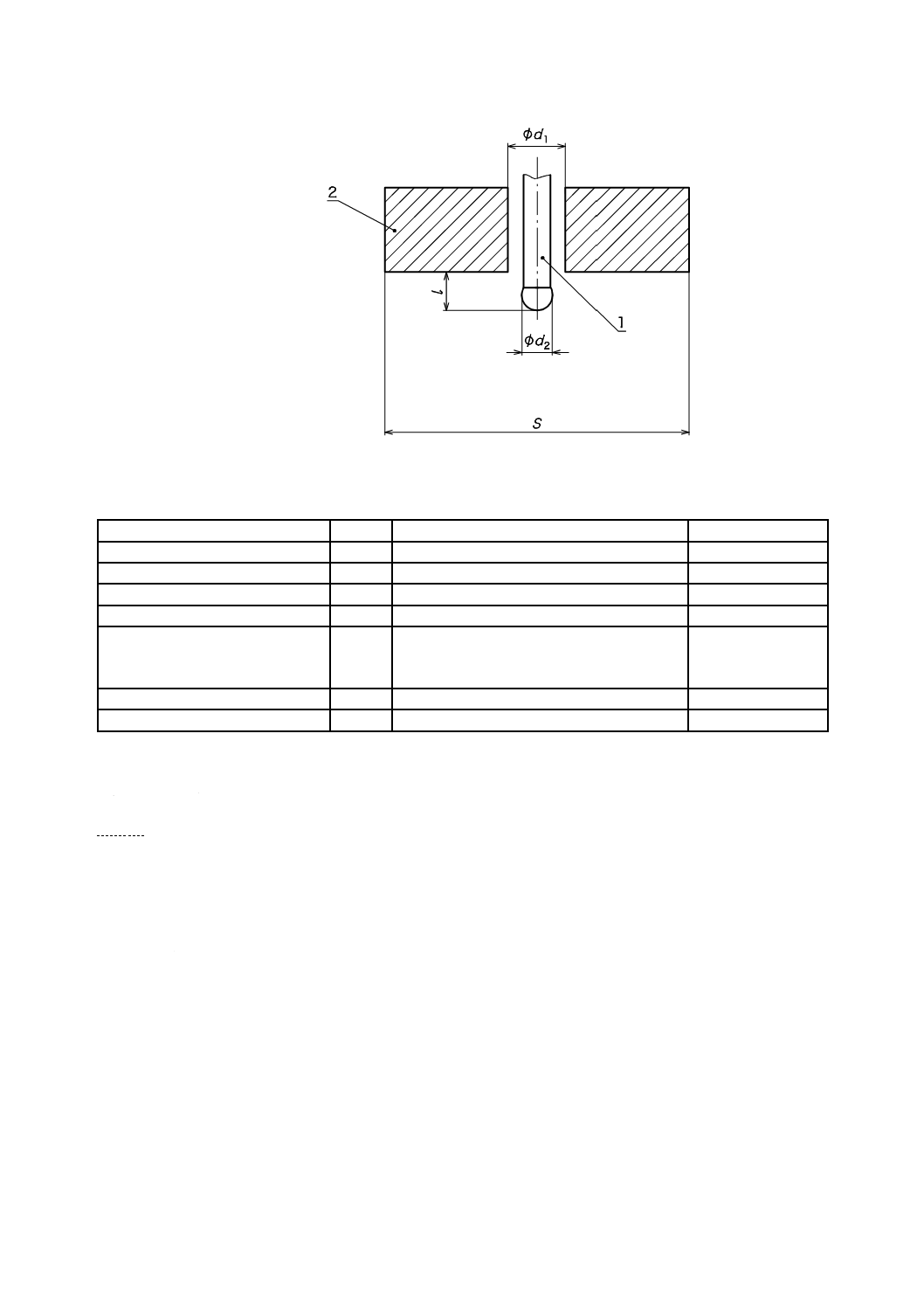
図6−IRHDポケット硬さ試験機の押針・加圧板
表9−IRHDポケット硬さ試験機
測定項目
単位
範囲及び許容差
校正及び検証方法
押針の先端球の直径
d2
mm
1.575±0.025
5.2.1.4
加圧板の位置
−
中心
−
加圧板の大きさ
S
mm
□20.0±2.5又はφ22.5±2.5
5.2.2
加圧板の穴の直径
d1
mm
2.5±0.5
5.2.2
押込み深さ
l
mm
l=f[国際ゴム硬さ(IRHD)]
(表16)
許容差:∆l=±0.020
5.2.3.9
押針のスプリング力
F
N
2.65±0.15
5.2.5.5
測定時間
t
s
3又は15
5.2.7
5
校正及び検証方法
5.1
校正及び検証に用いる測定器 校正及び検証に用いる測定器は,公差の精度が確認できる測定器を
用いる。
5.2
硬さ試験機の校正方法及び検証方法の概要
5.2.1
押針又はプランジャ
5.2.1.1
一般 押針又はプランジャの形状測定には,座標測定装置(例えば,読取り顕微鏡),拡大投影
機などを用いることが適している。
5.2.1.2
デュロメータ硬さ タイプAデュロメータについては,図1及び表1に記載されている項目を検
証する。同様にタイプDデュロメータについては,図2及び表2に,タイプEデュロメータについては,
図3及び表3に,タイプAMデュロメータについては,図4及び表4に記載されている項目を検証する。
5.2.1.3
国際ゴム硬さ(IRHD)N法,H法,L法及びN法 国際ゴム硬さ(IRHD)N法については,図
5及び表5に記載されているプランジャの直径を検証する。同様にH法については,図5及び表6に,L
法については,図5及び表7に,M法については,図5及び表8に記載されているプランジャの直径を検
証する。
5.2.1.4
IRHDポケット硬さ試験機 IRHDポケット硬さ試験機については,図6及び表9に記載されて
いる押針の直径を検証する。
10
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.2
加圧板 加圧板の直径及び長さの測定には,ノギスが適している。一方,加圧板の穴の直径の測定
には,校正されたピンゲージを用いることが適している。これらについては,図1〜図6及び表1〜表9
に記載されている項目を検証する。ただし,孔の縁が面取りされているならば,面取り部分は,測定範囲
に含まない。
5.2.3
押込み深さ
5.2.3.1
タイプAデュロメータ 硬さ試験機を押込み深さ0.000〜2.500 mmの測定範囲をもつ長さ測定器
と変位装置とから成り立っている押込み深さ測定装置に装着する。長さ測定系には,マイクロメータを用
いるのが望ましい。長さ測定器(マイクロメータのスピンドル先端)が押針と垂直同軸上で接触するよう
に固定し,スピンドルを移動させて押針に変位を与える。硬さ試験機の押針を100から0まで,各表示に
従って変位させるか,又は既知の押込み深さ値に対する硬さ試験機の指示値を検証する。押込み深さの検
証は,指示値100及び0を含む少なくとも4か所で実施する。指示値,押込み深さ値及び許容差は,表10
に示す。
5.2.3.2
タイプDデュロメータ 測定方法は,5.2.3.1と同様とする。硬さ試験機の押針を100から0まで,
各表示に従って変位させるか,又は既知の押込み深さ値に対する硬さ試験機の指示値を検証する。押込み
深さの検証は,指示値100及び0を含む少なくとも4か所で実施する。指示値,押込み深さ値及び許容差
は,表10に示す。
5.2.3.3
タイプEデュロメータ 測定方法は,5.2.3.1と同様とする。硬さ試験機の押針を100から0まで,
各表示に従って変位させるか,又は既知の押込み深さ値に対する硬さ試験機の指示値を検証する。押込み
深さの検証は,指示値100及び0を含む少なくとも4か所で実施する。指示値,押込み深さ値及び許容差
は,表10に示す。
5.2.3.4
タイプAMデュロメータ 測定方法は,押込み深さの範囲が0.000〜1.250 mmであること以外は,
5.2.3.1と同様とする。硬さ試験機の押針を100から0まで,各表示に従って変位させるか,又は既知の押
込み深さ値に対する硬さ試験機の指示値を検証する。押込み深さの検証は,指示値100及び0を含む少な
くとも4か所で実施する。指示値,押込み深さ値及び許容差は,表11に示す。
表10−タイプA,タイプD又はタイプEデュロメータの押込み深さ
単位 mm
指示値
押込み深さ値l
(∆l=±0.020)
0
2.500
10
2.250
20
2.000
30
1.750
40
1.500
50
1.250
60
1.000
70
0.750
80
0.500
90
0.250
100
0.000
11
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表11−タイプAMデュロメータの押込み深さ
単位 mm
指示値
押込み深さ値l
(∆l=±0.010)
0
1.250
10
1.125
20
1.000
30
0.875
40
0.750
50
0.625
60
0.500
70
0.375
80
0.250
90
0.125
100
0.000
5.2.3.5
国際ゴム硬さ(IRHD)N法 測定方法は,押込み深さの範囲が0.000〜1.800 mmであること以
外は,5.2.3.1と同様とする。硬さ試験機の押針を指示値100から30まで各表示に従って変位させるか,
又は既知の押込み深さ値に対する硬さ試験機の指示値を検証する。押込み深さの検証は,指示値100を含
む少なくとも4か所で実施する。指示値,押込み深さ値及び許容差は,表12に示す。
表12−国際ゴム硬さ(IRHD)N法の押込み深さ
単位 mm
指示値
押込み深さ値l
(∆l=±0.01)
100.0
0.000
80.2
0.350
70.4
0.510
60.1
0.710
50.2
0.960
40.1
1.300
30.0
1.800
5.2.3.6
国際ゴム硬さ(IRHD)H法 測定方法は,押込み深さの範囲が0.000〜0.440 mmであること以
外は,5.2.3.1と同様とする。硬さ試験機のプランジャを各表示に従って変位させるか,又は既知の押込み
深さ値に対する硬さ試験機の指示値を検証する。指示値,押込み深さ値及び許容差は,表13に示す。
表13−国際ゴム硬さ(IRHD)H法の押込み深さ
単位 mm
指示値
押込み深さ値l
(∆l=±0.010)
100.0
0.000
98.8
0.100
95.4
0.200
91.1
0.300
84.8
0.440
5.2.3.7
国際ゴム硬さ(IRHD)L法 測定方法は,押込み深さの範囲が0.000〜3.200 mmであること以外
12
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は,5.2.3.1と同様とする。硬さ試験機のプランジャを各表示に従って変位させるか,又は既知の押込み深
さ値に対する硬さ試験機の指示値を検証する。指示値,押込み深さ値及び許容差は,表14に示す。
表14−国際ゴム硬さ(IRHD)L法の押込み深さ
単位 mm
指示値
押込み深さ値l
(∆l=±0.010)
34.9
1.100
21.3
1.800
14.1
2.500
9.9
3.180
5.2.3.8
国際ゴム硬さ(IRHD)M法 測定方法は,押込み深さの範囲が0.000〜0.300 mmであること以
外は,5.2.3.1と同様とする。硬さ試験機の押針を指示値100から30まで各表示に従って変位させるか,
又は既知の押込み深さ値に対する硬さ試験機の指示値を検証する。押込み深さの検証は,指示値100を含
む少なくとも4か所で実施する。指示値,押込み深さ値及び許容差は,表15に示す。
表15−国際ゴム硬さ(IRHD)M法の押込み深さ
単位 mm
指示値
押込み深さ値l
(∆l=±0.002)
100.0
0.000
80.2
0.058
70.4
0.085
60.1
0.118
50.2
0.160
40.1
0.217
30.0
0.300
5.2.3.9
IRHDポケット硬さ試験機 測定方法は,押込み深さの範囲が0.000〜1.650 mmであること以外
は,5.2.3.1と同様とする。硬さ試験機の押針を指示値100から30まで各表示に従って変位させるか,又
は既知の押込み深さ値に対する硬さ試験機の指示値を検証する。押込み深さの検証は,指示値30及び100
を含む少なくとも4か所で実施する。指示値,押込み深さ値及び許容差は,表16に示す。
表16−IRHDポケット硬さ試験機の押込み深さ
単位 mm
指示値
押込み深さ値l
(∆l=±0.020)
100
0.000
90
0.191
80
0.323
70
0.473
60
0.653
50
0.884
40
1.195
30
1.650
13
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.4
加圧面にかかる力
5.2.4.1
デュロメータ デュロメータをスタンドに取り付けて用いる場合の加圧面にかかる力は,デュロ
メータ本体と負荷質量との合計質量を,適切な質量計で測定して検証するものとする。
5.2.4.2
国際ゴム硬さ(IRHD)試験機 試験機に最大10 Nがかけられる力の測定装置を装着し,加圧面
にかかる力を測定する。ただし,M法での最大の力は,300 mNである。力の測定装置と試験機の測定軸
とは,鉛直になるようにしなければならない。
5.2.5
スプリングにかかる力
5.2.5.1
タイプAデュロメータ 硬さ試験機を0〜9 Nの測定範囲をもつ力測定装置及び変位装置からな
るスプリング校正装置に装着する。力変換器又は質量測定器が力測定装置として用いるのに適している。
質量測定器を使用する場合には,用いる分銅の質量mとスプリングにかかる力Fとの関係は,F=gmであ
る。ここに,gは,重力加速度である。通常は,gn=9.806 65 m/s2(重力加速度の標準値)の値を用いるこ
とができる。測定場所の重力加速度が,標準値から1×10−3 m/s2以上外れているが,どの程度外れている
か判断できない場合には,次の近似式によって算出することができる。
g=9.780 327(1+0.005 302 4 sin2φ−0.000 005 8 sin22φ) 単位:m/s2
ここに,
φ: 緯度
測定方法は,硬さ試験機の押針を指示値0から100まで10ごとに変位して,指示値に対するスプリング
にかかる力を検証する。10か所で行うのが望ましいが,3か所で十分な検証が可能であれば,3か所での
結果でもよい。指示値,スプリングにかかる力及び許容差を,表17に示す。
表17−デュロメータのスプリングにかかる力
単位 mN
目盛
スプリングの力
タイプA及びE
タイプD
タイプAM
0
550
−
324
10
1300
4 450
368
20
2050
8 900
412
30
2800
13 350
456
40
3550
17 800
500
50
4300
22 250
544
60
5050
26 700
588
70
5800
31 150
632
80
6550
35 600
676
90
7300
40 050
720
100
8050
44 500
764
許容差a)
±37.5
±222.5
±8.8
注a) タイプA,D及びEでのスタンドを用いない場合の許容差は,
この許容差の2倍が許される。
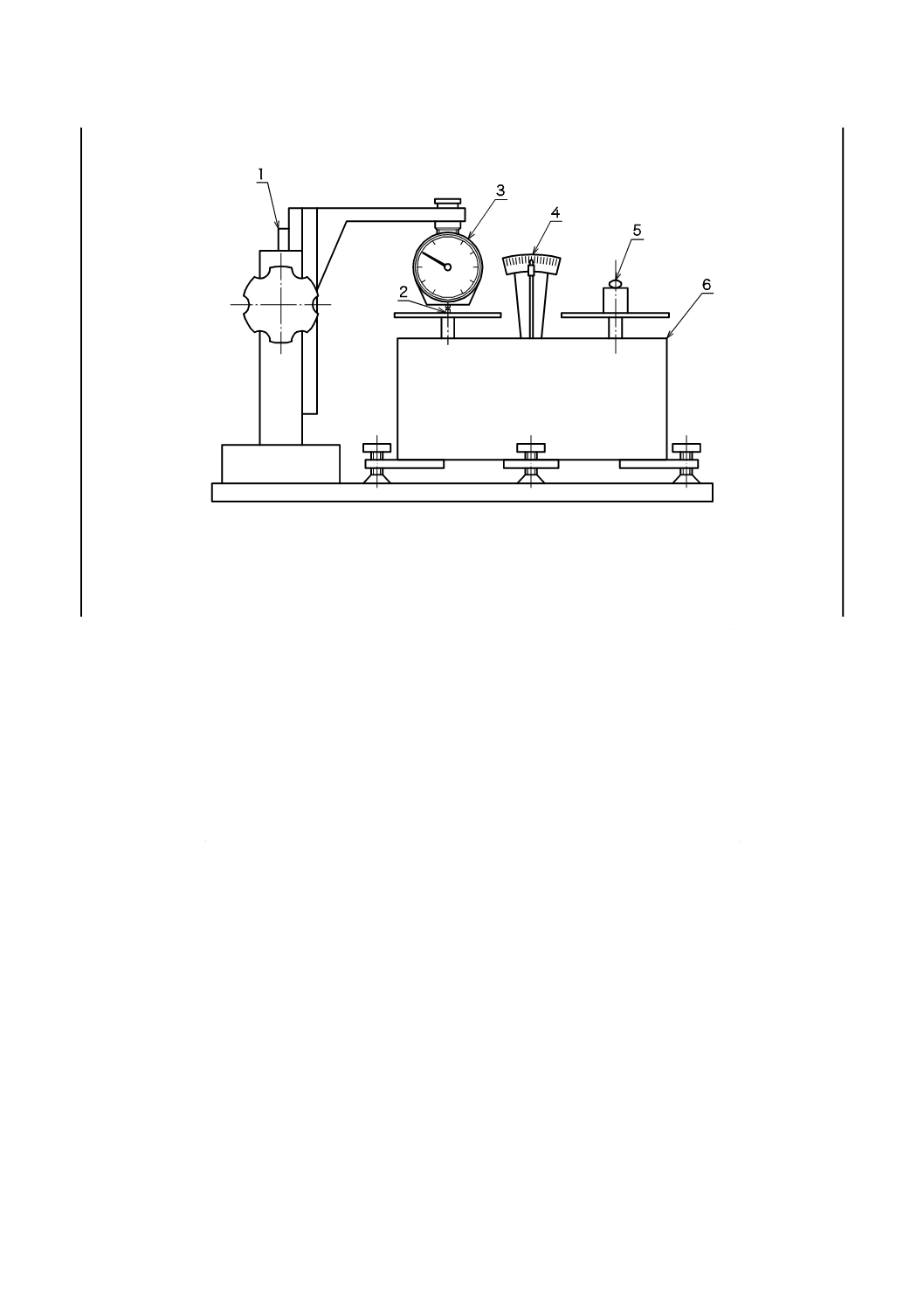
なお,スプリング校正装置の例を,図7に示す。デュロメータの押針先端を化学天びんの皿の上に,化
学天びんと加圧面とが干渉しないよう,スペーサを介して鉛直に保持する。スペーサ質量と同じ質量の風
袋を,前もって分銅を載せる化学天びんの皿に載せておく。適正な目盛を指示するよう分銅を載せ,その
ときの力(mN)が,規定の力の許容差内に入っていることを確認する。適切な目盛間隔で前述の校正を行
う。荷重検定器などと呼ばれる専用スタンドと分銅とを用いて,倒立させたデュロメータの押針に力を直
接加える方法でもよい。ただし,デュロメータ内部部品の自重に対する補正を考慮し,図7による方法と
14
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の差がないようにする。
1
デュロメータ保持台
2
スペーサ
3
デュロメータ
4
目盛
5
分銅
6
化学天びん
図7−スプリング校正装置の例
5.2.5.2
タイプDデュロメータ 測定方法は,力測定装置の範囲が0〜45 Nということを除いて,5.2.5.1
と同様とする。硬さ試験機の押針を指示値0から100まで10ごとに変位して,指示値に対するスプリング
にかかる力を検証する。10か所を行うのが望ましいが,3か所で十分な検証が可能であれば,3か所での
結果でもよい。指示値とスプリングにかかる力及び許容差とを表17に示す。
5.2.5.3
タイプEデュロメータ 測定方法は,力測定装置の範囲が0〜9 Nということを除いて,5.2.5.1
と同様とする。硬さ試験機の押針を指示値0から100まで10ごとに変位して,指示値に対するスプリング
にかかる力を検証する。10か所を行うのが望ましいが,3か所で十分な検証が可能であれば,3か所での
結果でもよい。指示値とスプリングにかかる力及び許容差とを表17に示す。
5.2.5.4
タイプAMデュロメータ 測定方法は,力測定装置の範囲が0〜0.8 Nということを除いて,5.2.5.1
と同様とする。硬さ試験機の押針を指示値0から100まで10ごとに変位して,指示値に対するスプリング
にかかる力を検証する。10か所を行うのが望ましいが,7か所で十分な検証が可能であれば,7か所での
結果でもよい。指示値とスプリングにかかる力及び許容差とを表17に示す。
5.2.5.5
IRHDポケット硬さ試験機 測定方法は,力測定装置の範囲が0〜3 Nということを除いて,5.2.5.1
と同様とする。硬さ試験機の押針を指示値30から100まで10ごとに変位して,指示値に対するスプリン
グの力を検証する。指示値が30〜100の範囲で,(2.65±0.15)Nに入ることを検証する。8か所を行うの
が望ましいが,3か所で十分な検証が可能であれば,3か所での結果でもよい。
5.2.6
国際ゴム硬さ(IRHD)のプランジャの先端にかかる接触力,押込み力及び合計の力
5.2.6.1
N法,H法及びL法 測定方法は,力測定装置の範囲が0〜6 Nということを除いて,5.2.5.1と
同様とする。プランジャの接触力Fcを測定後,押込み力Fi,すなわちプランジャの先端にかかる力の合計
Ftを測定し,検証する。押込み力は,Fi=Ft−Fcで示される。接触力,押込み力及びプランジャの先端に
加わる力の合計,並びに許容差を表18に示す。
15
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表18−国際ゴム硬さ(IRHD)N法,H法及びL法
単位 N
計測対象項目
力
接触力
Fc
0.3±0.02
押込み力
Fi
5.4±0.01
プランジャの先端に加わる力の合計
Ft
5.7±0.03
5.2.6.2
M法 測定方法は,力測定装置の範囲が0〜160 mNということを除いて,5.2.5.1と同様とする。
測定の際に,硬さ試験機に加わる力は,測定装置から垂直に力を与えられていることを確認する。プラン
ジャの接触力Fcを測定後,押込み力Fi,すなわちプランジャの先端に加わる力の合計Ftを測定し,検証
する。押込み力は,Fi=Ft−Fcで示される。接触力,押込み力及びプランジャの先端に加わる力の合計,
並びに許容差を表19に示す。
表19−国際ゴム硬さ(IRHD)M法
単位 mN
計測対象項目
力
接触力
Fc
8.3±0.5
押込み力
Fi
145.0±0.5
プランジャの先端に加わる力の合計
Ft
153.3±1.0
5.2.7
測定時間 自動タイマ装置をスタンドと併用する場合においては,時間の校正が必要となる。測定
時間は,ISO 18899に規定する校正を行い,その公差の±0.3秒であることを検証する。
6
校正証明書及び検証証明書
校正証明書及び検証証明書は,JIS Q 17025による。
16
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS K 6253-5:2012 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第5部:硬さ試
験機の校正及び検証
ISO 18898:2006 Rubber−Calibration and verification of hardness testers
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義
3
追加
JIS K 6200及びJIS K 6253-1を追加
JISとして必要なため
4 校正及び
検証を行う
ための計測
要求項目
4.2 計測要求項目 表1
〜表4
4.2
追加
表1〜表3でスタンドを使用しないデ
ュロメータの場合
1) 加圧板の寸法を追加した。
2) スプリング力の許容差を2倍にし
てもよいことを注に記載した。
3) 表1〜表4で加圧面を質量につい
て説明を加えた。
1) JISとして必要なため
2) ISOに提案中である。
3) 分かりやすくするための
追加で技術的差異はない。
表3
変更
タイプEは,対応国際規格では,タイ
プAOと称している。
名称の変更であるので,技術
的な差異はない。
5 校正及び
検証方法
5.1 校正及び検証に用
いる測定器
5.1
変更
“公差許容差の0.2倍以下の不確かさ
を検定した測定器を用いる”を“公差
の精度を確認できる測定器を用いる”
に変更した。
当該ISO規格の規定に従うこ
とは,実用的ではないので,
ISO規格の次回改正時に変更
を提案する。
5.2.5.1 タイプAデュロ
メータ
5.2.5.1
追加
スプリング校正装置の例を追加した。 分かりやすくするための追加
で技術的差異はない。
変更
十分に検証できる場合のポイントを3
か所に変更した。
ISOに提案中である。
5.2.5.2 タイプDデュロ
メータ
5.2.5.2
変更
十分に検証できる場合のポイントを3
か所に変更した。
ISOに提案中である。
5.2.5.3 タイプEデュロ
メータ
5.2.5.3
変更
十分に検証できる場合のポイントを3
か所に変更した。
ISOに提案中である。
2
K
6
2
5
3
-5
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
17
K 6253-5:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:ISO 18898:2006,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
K
6
2
5
3
-5
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。