K 6253-3:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 デュロメータの原理及び選択 ······························································································ 2
4.1 原理 ···························································································································· 2
4.2 デュロメータのタイプ及び選択 ························································································ 2
5 試験機···························································································································· 2
6 試験片···························································································································· 6
6.1 試験片の採取・作製 ······································································································· 6
6.2 試験片の形状及び寸法 ···································································································· 7
7 試験片の状態調節 ············································································································· 7
8 試験方法························································································································· 7
8.1 試験条件 ······················································································································ 7
8.2 操作方法 ······················································································································ 7
8.3 校正及び確認 ················································································································ 8
9 試験結果のまとめ方 ·········································································································· 8
10 精度 ····························································································································· 8
11 試験報告書 ···················································································································· 8
附属書A(参考)タイプAMデュロメータ硬さ及び国際ゴム硬さ(IRHD)M法の精度 ····················· 9
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 11
K 6253-3:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本ゴム工業会(JRMA)及び財団法人日本
規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによって,JIS K 6253:2006は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS K 6253の規格群には,次に示す部編成がある。
JIS K 6253-1 第1部:通則
JIS K 6253-2 第2部:国際ゴム硬さ(10 IRHD〜100 IRHD)
JIS K 6253-3 第3部:デュロメータ硬さ
JIS K 6253-4 第4部:IRHDポケット硬さ
JIS K 6253-5 第5部:硬さ試験機の校正及び検証
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6253-3:2012
加硫ゴム及び熱可塑性ゴム−硬さの求め方−
第3部:デュロメータ硬さ
Rubber, vulcanized or thermoplastic-Determination of hardness-
Part 3: Durometer method
序文
この規格は,2010年に第2版として発行されたISO 7619-1を基に,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,加硫ゴム及び熱可塑性ゴムのデュロメータ硬さの求め方について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 7619-1:2010,Rubber, vulcanized or thermoplastic−Determination of indentation hardness−Part
1: Durometer method (Shore hardness)(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
警告 この規格の利用者は,通常の実験室での作業に精通している者とする。この規格は,その使用
に関して起こる全ての安全上の問題を取り扱おうとするものではない。この規格の利用者は,
各自の責任において安全及び健康に対する適切な措置をとらなければならない。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 6200 ゴム−用語
JIS K 6250 ゴム−物理試験方法通則
注記 対応国際規格:ISO 23529,Rubber−General procedures for preparing and conditioning test pieces
for physical test methods(MOD)
JIS K 6253-1 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第1部:通則
JIS K 6253-5 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第5部:硬さ試験機の校正及び検証
注記 対応国際規格:ISO 18898,Rubber−Calibration and verification of hardness testers(MOD)
JIS Z 8401 数値の丸め方
2
K 6253-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS K 6200及びJIS K 6253-1による。
4
デュロメータの原理及び選択
4.1
原理
デュロメータ硬さは,規定した条件下で試験片に規定の押針を押し込んだときの押針の押込み深さから
得られる値である。デュロメータ又はIRHDポケット硬さ試験機で測定されるゴムの硬さは,次の因子の
影響を複雑に受ける。
− ゴムの弾性率
− ゴムの粘弾性
− 試験片の厚さ
− 押針の形状
− 押込む力
− 押込みの速さ
− 読み取るまでの時間
たとえ個別のゴム又は配合物で相関関係が成り立つといわれている場合でも,デュロメータの値と
IRHDの値とを直接関連付けることは,推奨できない。
注記 JIS K 6253-2(参考文献[1]参照)は,10 IRHD〜100 IRHDの国際ゴム硬さ(IRHD)測定のため
の方法を規定している。デュロメータの値とIRHDの値との関係に関する詳しい情報は,文献
(参考文献[2],[3]及び[4]参照)で公表されている。
4.2
デュロメータのタイプ及び選択
デュロメータには,タイプA,タイプD,タイプE及びタイプAMがあり,その選択は,次による。
− タイプDデュロメータで硬さが20未満の値を示す場合は,タイプAを用いる。
− タイプAデュロメータで硬さが20未満の値を示す場合は,タイプEを用いる。
− タイプAデュロメータで硬さが90を超える値を示す場合は,タイプDを用いる。
− 薄い試験片(厚さ6.0 mm未満)の場合は,タイプAMを用いる。
注記 タイプEデュロメータは,ISO 7619-1では,Type AO durometerとなっている。
5
試験機
試験機は,次に示す五つの部位から構成する。
5.1
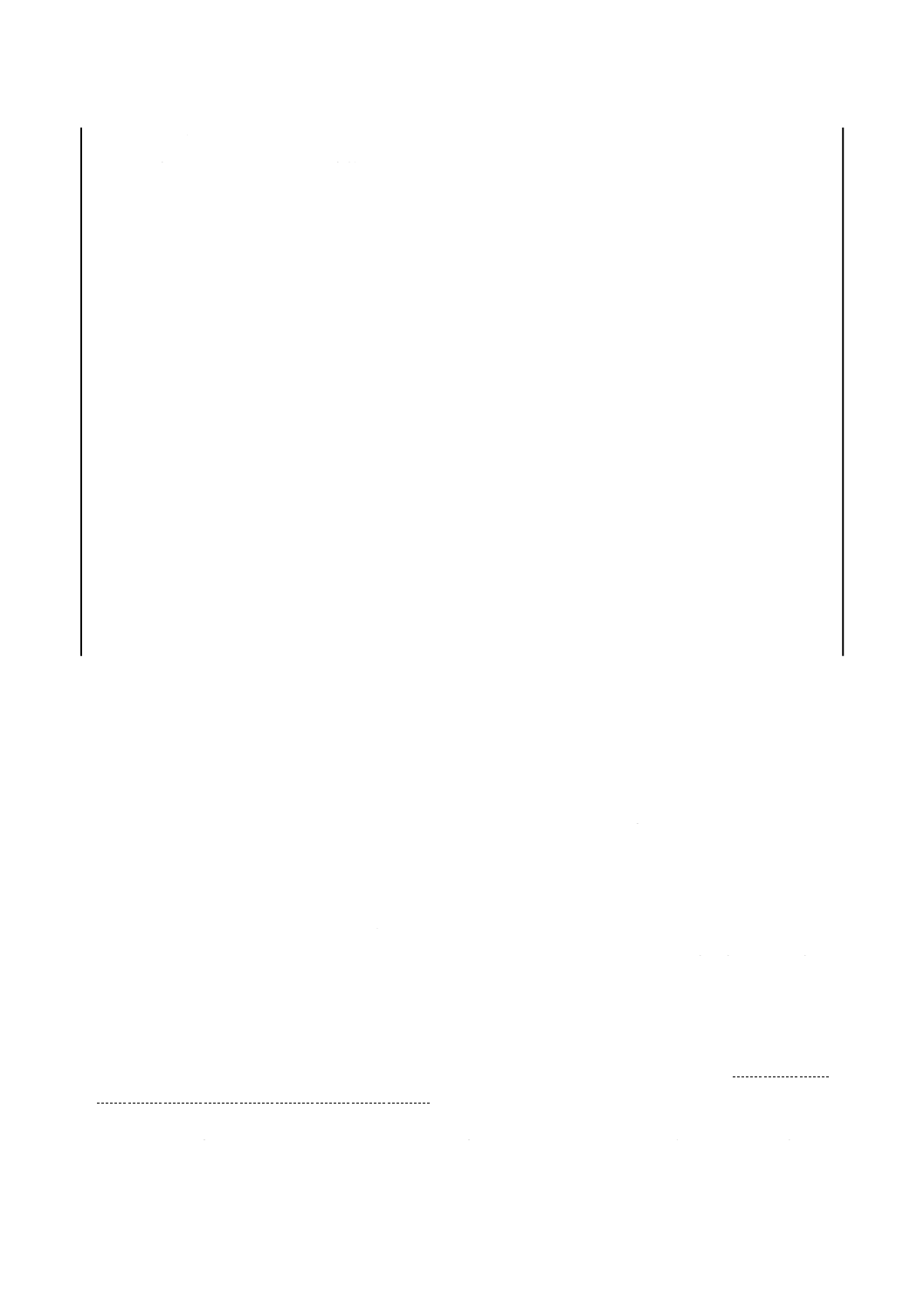
加圧板 タイプA及びタイプDデュロメータの加圧板は,直径(18.0±0.5)mmであり,中心に直
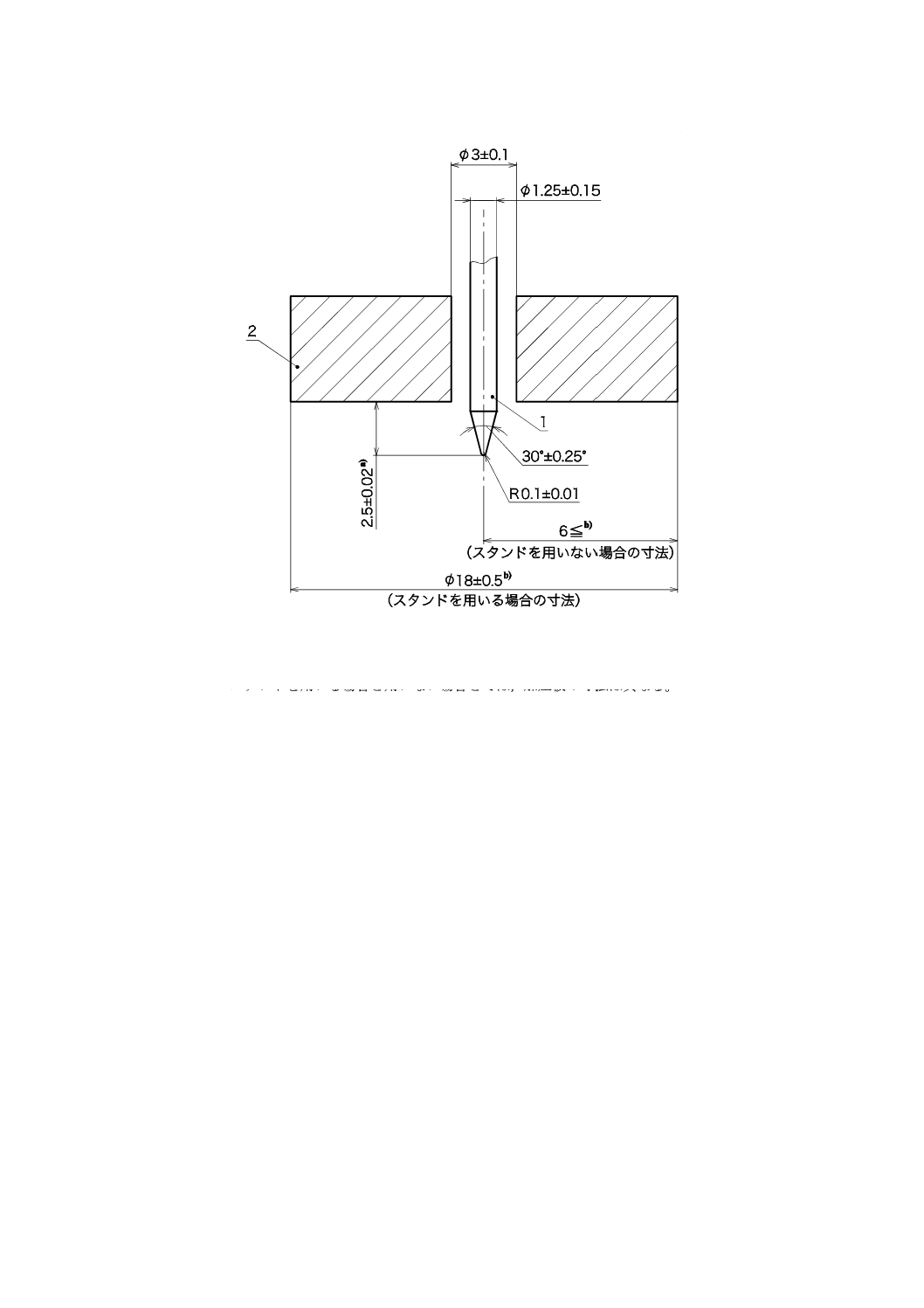
径(3.0±0.1)mmの孔があいている。タイプEデュロメータの加圧板は,面積500 mm2以上であり,中心
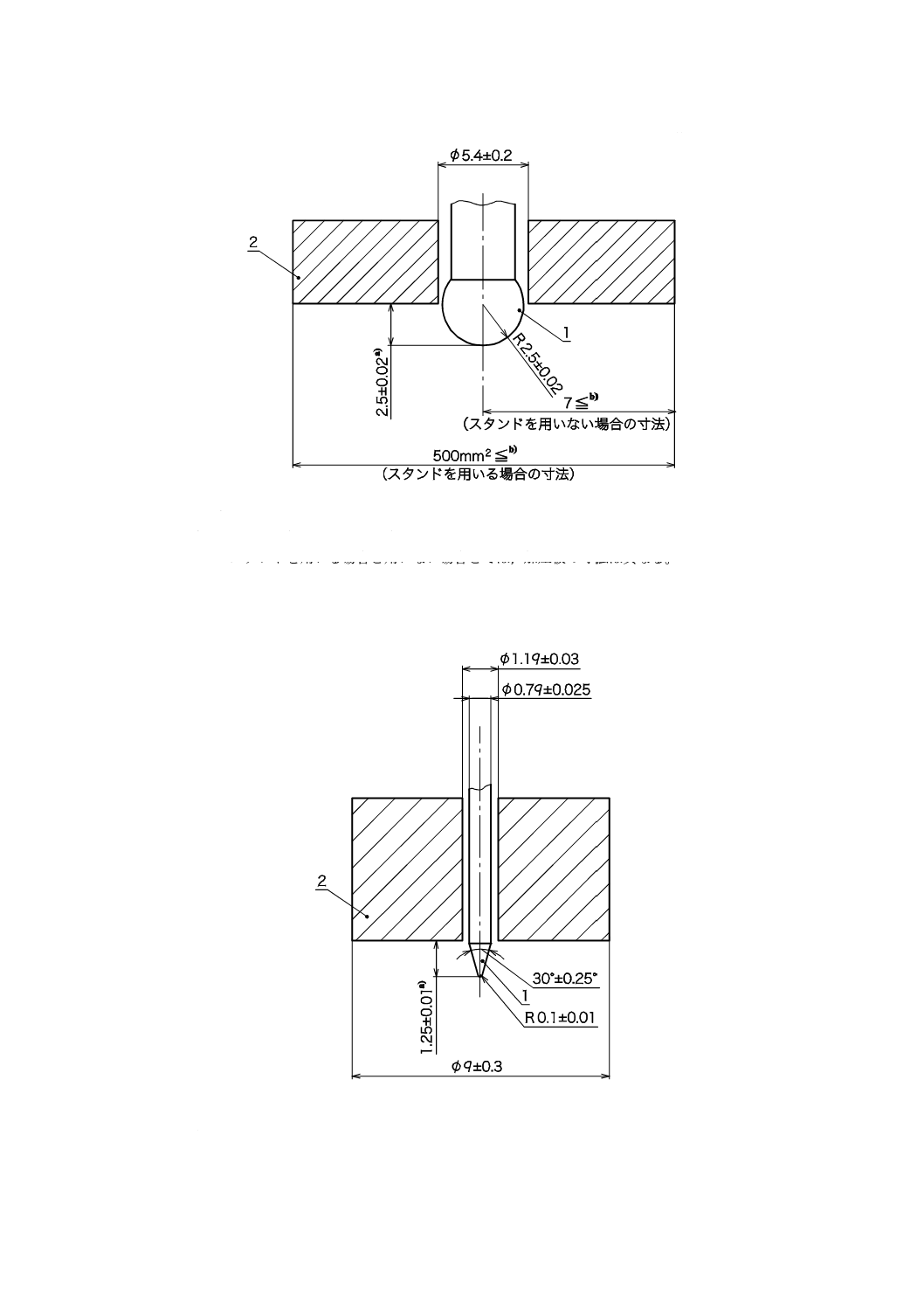
に直径(5.4±0.2)mmの孔があいている。タイプAMデュロメータの加圧板は,直径(9.0±0.3)mmで
あり,中心に直径(1.19±0.03)mmの孔があいている。これら中心孔の直径の公差と加圧板寸法との必要
条件は,スタンドを用いたデュロメータだけに適用する。スタンドを用いない場合の加圧板は,その外端
のいずれの位置からも,押針の中心までの距離が,タイプA及びDデュロメータでは,6.0 mm以上,タ
イプEデュロメータでは,7.0 mm以上とする。
5.2
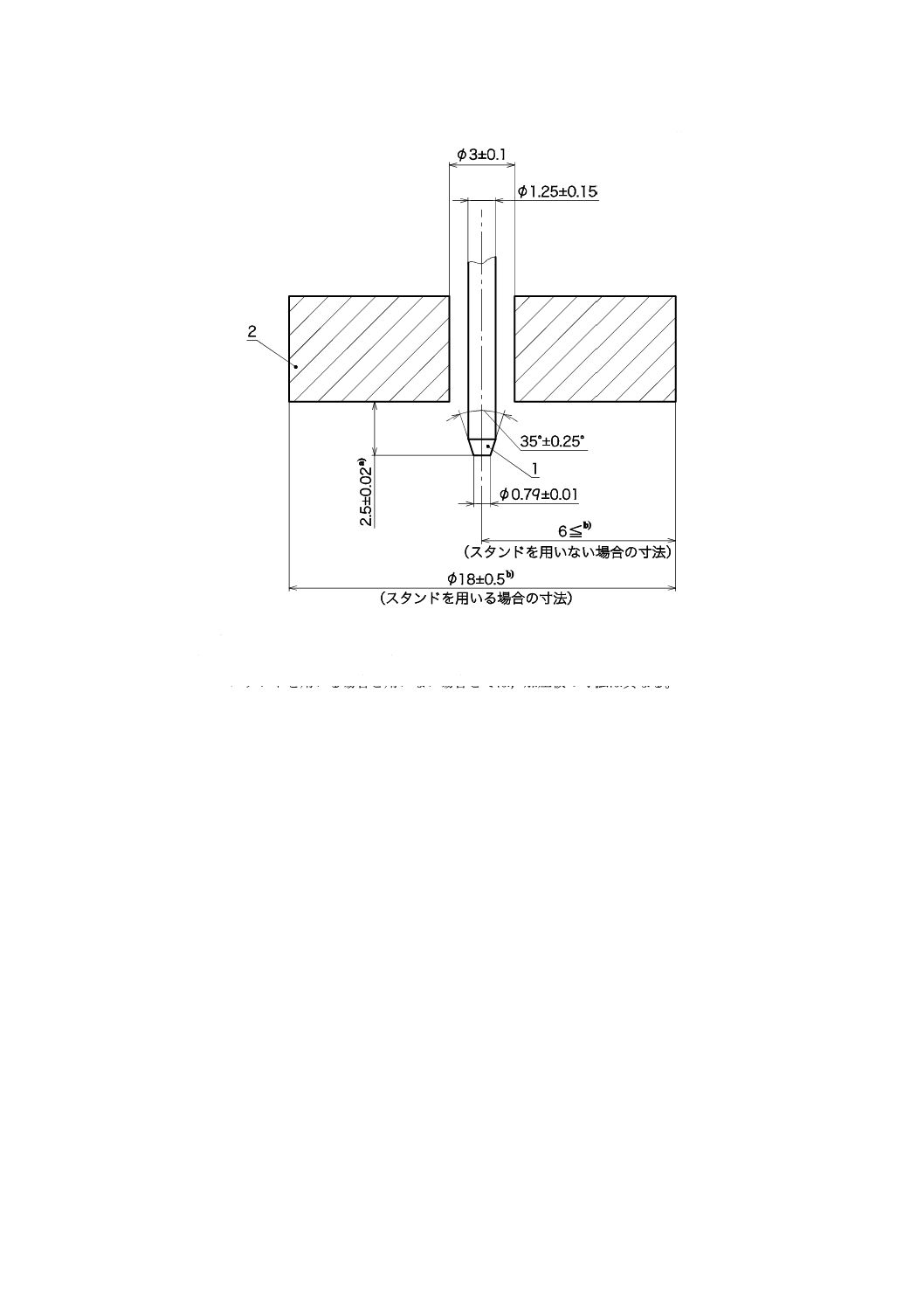
押針 押針の形状及び寸法を,タイプAデュロメータは,図1に,タイプDデュロメータは,図2
に,タイプEデュロメータは,図3に,タイプAMデュロメータは,図4に示す。押針の材料は,摩耗し
にくく,さびにくい材料とする。
3
K 6253-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1
押針
2
加圧板
注a) 硬さ0を指示するときの突出し量
b) スタンドを用いる場合と用いない場合とでは,加圧板の寸法は異なる。
図1−タイプAデュロメータの押針及び加圧板の形状及び寸法
4
K 6253-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1
押針
2
加圧板
注a) 硬さ0を指示するときの突出し量
b) スタンドを用いる場合と用いない場合とでは,加圧板の寸法は異なる。
図2−タイプDデュロメータの押針及び加圧板の形状及び寸法
5
K 6253-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1
押針
2
加圧板
注a) 硬さ0を指示するときの突出し量
b) スタンドを用いる場合と用いない場合とでは,加圧板の寸法は異なる。
図3−タイプEデュロメータの押針及び加圧板の形状及び寸法
単位 mm
1
押針
2
加圧板
注a) 硬さ0を指示するときの突出し量
図4−タイプAMデュロメータの押針及び加圧板の形状及び寸法
6
K 6253-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
指示機構 指示機構は,加圧板の表面からの押針の突出し量を指示する。タイプA,タイプD及び
タイプEデュロメータでは,加圧板から(2.50±0.02)mm突き出ているとき硬さ0を示し,タイプAMデ
ュロメータでは,(1.25±0.01)mm突き出ているとき硬さ0を示す。かつ,平滑で堅固な平面に加圧板を
密着させ,押針の先端が加圧面と同一平面にあるとき,硬さ100を示す。硬さ表示は,その間を等分して
いる。
5.4
スプリング スプリングの力とデュロメータ硬さとの関係を式(1)〜式(4)に示す。
a) タイプAデュロメータ
A
A
75
550
H
W
×
+
=
····································································· (1)
ここに, WA: タイプAデュロメータのスプリングの力(mN)
HA: タイプAデュロメータの硬さ
b) タイプDデュロメータ
D
D
445H
W
×
=
··········································································· (2)
ここに, WD: タイプDデュロメータのスプリングの力(mN)
HD: タイプDデュロメータの硬さ
c) タイプEデュロメータ
E
E
75
550
H
W
×
+
=
····································································· (3)
ここに,
WE: タイプEデュロメータのスプリングの力(mN)
HE: タイプEデュロメータの硬さ
d) タイプAMデュロメータ
AM
AM
4.4
324
H
W
×
+
=
································································· (4)
ここに, WAM: タイプAMデュロメータのスプリングの力(mN)
HAM: タイプAMデュロメータの硬さ
5.5
自動タイマ装置 試験の精度を良くするため,自動タイマ装置を用いてもよい。自動タイマ装置は,
加圧面が試験片に接触したときに自動的に作動し,測定時間経過後の硬さ指示値を保持する。スタンドを
用いたときの時間の許容差は,±0.3秒とする。
5.6
スタンド 試験片に加圧板を接触させるために,押針の軸の中心に置かれた分銅をもつスタンドを
用いることによって,より正確な測定値が得られる。タイプA,D及びEデュロメータは,手で持って用
いても,スタンドに取り付けて用いてもよい。タイプAMデュロメータは,必ずスタンドを用いなければ
ならない。
a) スタンドは,試験片保持台に対してデュロメータの加圧面を平行に保持できるものを用いる。
b) スタンドは,試験片を押針に又は逆も同様に,衝撃なく最大3.2 mm/sの速さで接触させることができ
るものを用いる。
c) スタンドを用いるときに,加圧面に加える質量1) を次に示す。
1) タイプA及びタイプEデュロメータ用
0.1
0
1+ kg
2) タイプDデュロメータ用
0.5
0
5+ kg
3) タイプAMデュロメータ用
0.05
0
0.25+
kg
注1) 加圧面に加える質量とは,スタンドの分銅の質量とデュロメータの質量との合計をいう。
6
試験片
6.1
試験片の採取・作製
試験片の採取・作製は,JIS K 6250の8.(試験片の採取・作製)による。試験片に,異物の混入したも
の,気泡のあるもの及びきずのあるものは,試験に用いてはならない。
7
K 6253-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
試験片の形状及び寸法
試験片の厚さは,タイプA及びタイプDでは,6.0 mm以上,タイプEでは,10.0 mm以上及びタイプ
AMでは,1.5 mm以上とする。規定の厚さを満たさない場合は,積み重ねて測定してもよい。試験片を積
み重ねる枚数は,3枚以内とする。積み重ねた試験片による試験結果と,積み重ねていない試験片による
試験結果とは,一般的には一致しない。比較試験のときは,単一の試験片同士又は積み重ねた試験片同士
とする。
試験片の測定面の寸法は,押針先端が試験片の端からタイプA及びタイプDでは12.0 mm以上,タイプ
Eでは15.0 mm以上,並びにタイプAMでは4.5 mm以上離れた位置で測定できる大きさとする。さらに,
試験片は,押針の接触点からの半径で,タイプA及びタイプDでは,6.0 mm以上,タイプEでは,9.0 mm
以上,タイプAMでは,2.5 mm以上の加圧面と密着できる大きさの平滑な表面をもっていることとする。
注記1 薄い試験片の測定は,試験片を置いた台の硬さに影響され,高い値を示すことがある。
注記2 ISO 7267-2(参考文献[5]参照)によるゴムロール硬さ測定などで,平滑ではない試験片を用
いている例がある。
7
試験片の状態調節
試験片は,JIS K 6250の6.1(試験室の標準温度)で1時間以上状態調節する。単一の試験でも比較を目
的とした試験に対しても,同じ温度で状態調節する。
8
試験方法
8.1
試験条件
試験条件は,次による。
a) 試験室の標準条件は,JIS K 6250の6.(試験室の標準条件)による。
b) 標準試験温度は,JIS K 6250の11.2.1(標準試験温度及び標準試験湿度)による。
c) その他の試験温度で試験する場合は,JIS K 6250の11.2.2(その他の試験温度)による。
8.2
操作方法
操作方法は,次による。
8.2.1
概要
平たんで堅固な面に試験片を置く。デュロメータの加圧板が試験片の表面に平行に維持され,かつ,押
針がゴムの表面に対して直角になるようにデュロメータを保持し,衝撃を与えないように,加圧板を試験
片に接触させる。押針先端は,試験片の端からタイプA及びDでは,12.0 mm以上,タイプEでは,15.0
mm以上,タイプAMでは,4.5 mm以上離れた位置で測定する。
8.2.2
測定時間
加圧板を試験片に接触させた後,規定時間後に読取りを行う。標準測定時間は,加硫ゴムでは,3秒,
熱可塑性ゴムでは,15秒とする。受渡当事者間の協定によって,他の測定時間を用いてもよい。その場合
には,試験報告書に記載する。
注記 熱可塑性ゴムでは,押針で押し続けたときの値が加硫ゴムより長い時間にわたって減少し続け
るので,15秒間の測定時間を導入した。この測定時間は,ISO 868(参考文献[6]参照)のプラ
スチックに指定されたものと同じである。
8.2.3
測定点数
測定点数は,5点とする。押針の接触点がタイプA,タイプD及びタイプEでは,6.0 mm以上,タイプ
8
K 6253-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
AMでは,0.8 mm以上離れた位置で5回測定し,中央値をとる。
8.3
校正及び確認
8.3.1
校正
校正は,JIS K 6253-5による。
8.3.2
硬さ確認用ゴム試験片による試験機の確認の方法
簡易的な確認方法として,硬さ確認用ゴム試験片による試験機の確認の方法を示す。平滑で堅固な平面
に試験機を押し付け,指示値が100を示すように調節する。国際ゴム硬さ30 IRHD〜90 IRHDの硬さ確認
用ゴム試験片を用いて,デュロメータを確認する。硬さ確認用ゴム試験片は,光,熱,油又はグリスによ
る変化を避けるため,軽くタルクを振りかけて適切な容器に保管する。硬さ確認用ゴム試験片は,硬さを
6種類以上準備するとよい。この硬さ確認用ゴム試験片に変化がないか,国際ゴム硬さ(IRHD)試験機に
よって1年を超えない間隔又は硬さのずれが1単位を超えたときに確認するとよい。通常,用いるデュロ
メータは,毎週,硬さ確認用ゴム試験片で確認するのが望ましい。
9
試験結果のまとめ方
試験結果は,5回の測定値の中央値を,JIS Z 8401によって丸めの幅1で表す。タイプAデュロメータ
硬さ試験では,Aの記号を,タイプDデュロメータ硬さ試験では,Dの記号を,タイプEデュロメータ硬
さ試験では,Eの記号を,タイプAMデュロメータ硬さ試験では,AMの記号を,数値の前に付けて表す
(例参照)。
例 E60:タイプEデュロメータ試験機で,試験片を測定したときの硬さが,60であることを示す。
10 精度
精度は,附属書Aに示す。
11 試験報告書
試験報告書には,次の事項を記載する。
a) この規格の番号(JIS K 6253-3)
b) 試料の詳細
1) 試料及び試験片に関する全ての詳細
2) 試験片の形状及び寸法(積み重ねた場合は,その枚数及び厚さ)
c) 試験の詳細
1) 試験温度及び試験湿度(試験湿度が試料の硬さに影響を与える場合)
2) 試験機
3) 試験片の調整から硬さ測定までの時間
4) その他規定と異なる測定方法
5) この規格に規定されていない事項及び結果に影響すると考えられる事項の詳細
d) 試験結果
1) 結果は,整数で表す。例えばE60とする(必要であれば,5回の測定値の全ての値)。
e) 試験年月日
f)
その他の必要事項
9
K 6253-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
タイプAMデュロメータ硬さ及び国際ゴム硬さ(IRHD)M法の精度
A.1 背景
ISO/TR 9272(参考文献[7]参照)に記載されている手順及びガイドラインを用いて,タイプAMデュロ
メータ硬さ精度評価のための試験室間試験プログラム(以下,ITPという。)を2004年に行った。
国際ゴム硬さ(IRHD)M法(参考文献[1]参照)は,この試験方法では,規定されていないが比較のた
め精度評価を行った。
A.2 試験条件
タイプAMデュロメータ硬さ及び国際ゴム硬さ(IRHD)のM法の両試験法において,ITPに参加した6
か所の試験室それぞれに硬さ範囲の異なる4種類のゴム材料A,B,C及びDの加硫試験片を3個ずつ供
給した。実験は,2週間の間隔をおいて1日ずつ2日間行い,同じ種類の試験片3個それぞれから5か所
で測定し,各中央値を得た。この3個の中央値の更に中央値を同種類試験片の中央値として選択した。こ
の実験は,同じ日に二人のオペレータが行い,二人の得た中央値を平均した値をその日の測定値とした。
タイプAMデュロメータ硬さの測定を,試験片の片面で行い,国際ゴム硬さ(IRHD)M法の測定を逆の
面で行った。
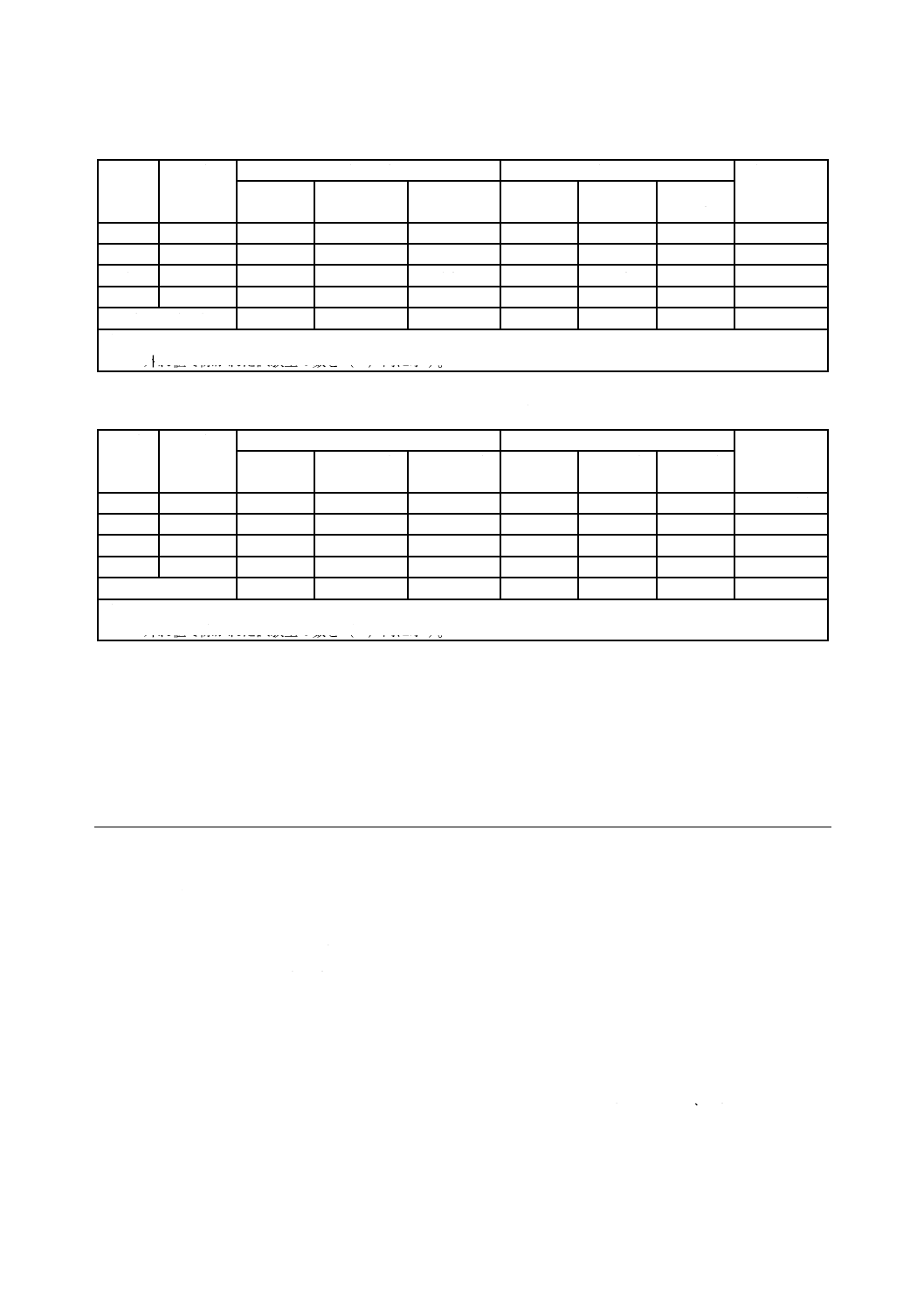
A.3 精度結果
タイプAMデュロメータ硬さ測定による精度結果を表A.1に示す。国際ゴム硬さ(IRHD)M法の試験
による精度結果を表A.2に示す。これらは,試験室内繰返し精度r又は試験室間再現精度R,及び%で表
した試験室内繰返し精度(r)又は%で表した試験室間再現精度(R)の両方で示す。
a) 繰返し性 それぞれの硬さ試験による繰返し性又は試験室内の精度を,表A.1及び表A.2に示す。表
に示された試験室内繰返し精度のr及び%で表した試験室内繰返し精度の(r)の値から外れる試験結
果は,信頼性が低く,適切な措置を取らなければならない。
b) 再現性 それぞれの硬さ試験による再現性又は試験室間の精度を,表A.1及び表A.2に示す。表に示
された試験室間再現精度のR及び%で表した試験室間再現精度の(R)の値から外れる試験結果は,
信頼性が低く,適切な措置をとらなければならない。
c) 解析のコメント 表A.1及び表A.2の精度分析結果からr又はRが46〜74の範囲以上の硬さ範囲では,
はっきりした傾向がないことを示している。タイプAMデュロメータの繰返し精度r=0.88及び(r)=
1.47並びに国際ゴム硬さ(IRHD)のM法繰返し精度r=1.14及び(r)=2.04とはかなり類似している。
しかしながら,双方の再現性は,かなり異なっている。タイプAMデュロメータでR=5.08及び(R)
=8.98に対し,国際ゴム硬さ(IRHD)M法では,R=2.20及び(R)=3.85であった。国際ゴム硬さ(IRHD)
M法は,試験室間のばらつきは少なく,タイプAMデュロメータの43 %である。
10
K 6253-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−JIS K 6253-3による精度−タイプAMデュロメータ
材料
平均
試験室内
試験室間
試験室数b)
標準偏差
sr
繰返し精度
r
繰返し精度
(r)a)
標準偏差
sR
再現精度
R
再現精度
(R)a)
B
47.9
0.276
0.772
1.61
2.32
6.5
13.57
6
C
55.2
0.223
0.623
1.13
1.85
5.17
9.35
6(1)
A
62.8
0.404
1.13
1.8
1.95
5.45
8.68
6
D
73.9
0.357
1
1.35
1.14
3.2
4.33
6(1)
グループ平均
0.881 25
1.472 5
5.08
8.982 5
注a) %で表した値
b) 外れ値で除かれた試験室の数を( )内に示す。
表A.2−JIS K 6253-2による精度−国際ゴム硬さ(IRHD)M法
材料
平均
試験室内
試験室間
試験室数b)
標準偏差
sr
繰返し精度
r
繰返し精度
(r)a)
標準偏差
sR
再現精度
R
再現精度
(R)a)
B
45.6
0.404
1.13
2.48
0.954
2.67
5.85
6(1)
C
53.9
0.469
1.31
2.43
0.583
1.63
3.03
6(1)
A
63.7
0.605
1.7
2.66
0.728
2.04
3.2
6
D
74
0.149
0.416
0.57
0.875
2.45
3.31
6
グループ平均
1.139
2.035
2.197 5
3.847 5
注a) %で表した値
b) 外れ値で除かれた試験室の数を( )内に示す。
注記 2007年に実施した国際ゴム硬さ(IRHD)のN法,M法及びL法の硬さ並びにタイプAデュロ
メータ硬さ及びタイプDデュロメータ硬さとの精度を評価するITPの解析結果は,JIS K 6253-2
の附属書B[国際ゴム硬さ(IRHD)の試験精度](参考文献[1]参照)に記載してある。
参考文献
[1] JIS K 6253-2 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第2部:国際ゴム硬さ(10 IRHD〜100
IRHD)
注記 対応国際規格:ISO 48,Rubber, vulcanized or thermoplastic−Determination of hardness
(hardness between 10 IRHD and 100 IRHD)(MOD)
[2] BROWN, R.P., Physical testing of rubber, Chapman and Hall, London, 2006
[3] OBERTO, S., Rubber Chemistry Technology, 1955, 28, 1054
[4] JUVE, A.E., Rubber Chemistry Technology, 1957, 30, 367
[5] ISO 7267-2,Rubber-covered rollers−Determination of apparent hardness−Part 2: Shore-type durometer
method
[6] ISO 868,Plastics and ebonite−Determination of indentation hardness by means of a durometer (Shore
hardness)
[7] ISO/TR 9272,Rubber and rubber products−Determination of precision for test method standards
11
K 6253-3:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
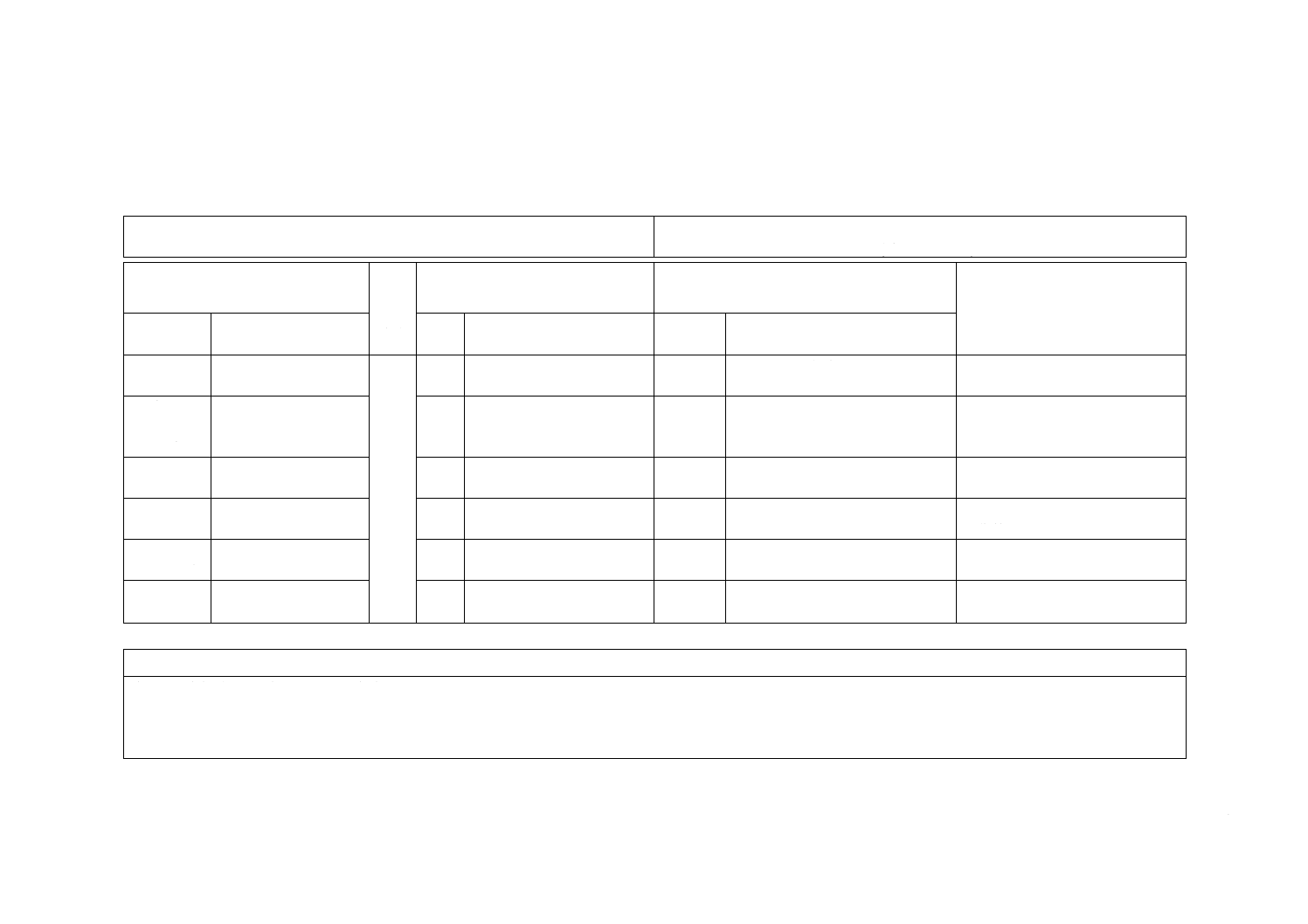
JISと対応国際規格との対比表
JIS K 6253-3:2012 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第3部:デュロ
メータ硬さ
ISO 7619-1:2010 Rubber, vulcanized or thermoplastic−Determination of indentation
hardness−Part 1: Durometer method (Shore hardness)
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義
−
−
追加
JIS K 6200及びJIS K 6253-1を追
加。
JISとして必要なための追加で,
技術的差異はない。
4 デュロメ
ータの原理
及び選択
3
追加
対応国際規格のIntroductionを原
理として追加。
対応国際規格のIntroductionを転
載したもので,技術的差異はない。
5 試験機
5.1 加圧板
4
追加
スタンドを使わない場合の加圧板
の寸法を追加。
JISとして必要なための追加で,
技術的差異はない。
6 試験片
6.1 試験片の採取・作
製
5
追加
異物の混入などのある試験片を用
いないことを追加。
分かりやすくするための追加で,
技術的差異はない。
9 試験結果
のまとめ方
−
追加
数値の丸め方の規格を追加。
JISは表示方法を細かく変更した。
分かりやすくするための追加で,
技術的差異はない。
10 精度
附属書Aを参照
−
追加
箇条を追加。
分かりやすくするための追加で,
技術的差異はない。
JISと国際規格との対応の程度の全体評価:ISO 7619-1:2010,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
K
6
2
5
3
-3
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。