K 6253-2:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 原理······························································································································· 2
5 試験法の種類 ··················································································································· 3
5.1 一般 ···························································································································· 3
5.2 平面硬さ試験法 ············································································································· 3
5.3 円柱面硬さ試験法 ·········································································································· 3
6 試験機···························································································································· 4
6.1 校正及び検証 ················································································································ 4
6.2 N法,H法,L法及びM法 ····························································································· 4
6.3 CN法,CH法,CL法及びCM法 ····················································································· 8
7 試験片···························································································································· 9
7.1 試験片の採取・作製 ······································································································· 9
7.2 N法,H法,L法及びM法 ····························································································· 9
8 試料及び試験片の状態調節 ································································································ 10
8.1 加硫又は成形から試験までの時間····················································································· 10
8.2 試験片の状態調節 ········································································································· 10
9 試験方法························································································································ 11
9.1 試験条件 ····················································································································· 11
9.2 操作方法 ····················································································································· 11
10 試験結果のまとめ方 ······································································································· 11
11 精度 ···························································································································· 11
12 試験報告書 ··················································································································· 11
附属書A(規定)国際ゴム硬さ(IRHD)と押込み深さとの関係 ··················································· 13
附属書B(参考)国際ゴム硬さ(IRHD)の試験精度 ·································································· 15
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 19
K 6253-2:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本ゴム工業会(JRMA)及び財団法人日本
規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによって,JIS K 6253:2006は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS K 6253の規格群には,次に示す部編成がある。
JIS K 6253-1 第1部:通則
JIS K 6253-2 第2部:国際ゴム硬さ(10 IRHD〜100 IRHD)
JIS K 6253-3 第3部:デュロメータ硬さ
JIS K 6253-4 第4部:IRHDポケット硬さ
JIS K 6253-5 第5部:硬さ試験機の校正及び検証
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6253-2:2012
加硫ゴム及び熱可塑性ゴム−硬さの求め方−
第2部:国際ゴム硬さ(10 IRHD〜100 IRHD)
Rubber, vulcanized or thermoplastic-Determination of hardness-
Part 2: IRHD method (hardness between 10 IRHD and 100 IRHD)
序文
この規格は,2010年に第5版として発行されたISO 48を基に,技術的内容を変更して作成した日本工
業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,加硫ゴム及び熱可塑性ゴムの国際ゴム硬さ(IRHD)の求め方について規定する。
なお,この規格は,10 IRHD〜100 IRHDの範囲に適用する。ただし,IRHDポケット硬さ計を用いて測
定する国際ゴム硬さ(IRHD)には適用しない。
注記1 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 48:2010,Rubber, vulcanized or thermoplastic−Determination of hardness (hardness between 10
IRHD and 100 IRHD)(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
注記2 IRHDポケット硬さの求め方は,JIS K 6253-4(参考文献[1]参照)に示す。
警告 この規格の利用者は,通常の実験室での作業に精通している者とする。この規格は,その使用
に関して起こる全ての安全上の問題を取り扱おうとするものではない。この規格の利用者は,
各自の責任において安全及び健康に対する適切な措置をとらなければならない。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 6200 ゴム−用語
JIS K 6250 ゴム−物理試験方法通則
注記 対応国際規格:ISO 23529,Rubber−General procedures for preparing and conditioning test pieces
for physical test methods(MOD)
JIS K 6253-1 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第1部:通則
注記 対応国際規格:ISO 18517,Rubber, vulcanized or thermoplastic−Hardness testing−Introduction
2
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
and guide(MOD)
JIS K 6253-5 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第5部:硬さ試験機の校正及び検証
注記 対応国際規格:ISO 18898,Rubber−Calibration and verification of hardness testers(MOD)
JIS Z 8401 数値の丸め方
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS K 6200及びJIS K 6253-1による。
4
原理
下端が球面のプランジャを,表1に規定する微小な接触力で,ゴム試験片の表面に当てる。その結果,
ゴム試験片の表面が,接触力によって少し凹む。そのプランジャによる凹み深さを接触力による押込み深
さという(図1参照)。さらに,表1に規定する大きな押込み力を加えたときの凹みの深さを合計押込み
力による押込み深さという(図2参照)。合計押込み力によるプランジャの押込み深さと,接触力による
プランジャの押込み深さとの差を測定する。この押込み深さの差から,表2,表3及び表4を用いて国際
ゴム硬さ(IRHD)を読み取る。
なお,M法では,表2の押込み深さの差を1/6にした値を用いる。表2,表3及び表4に基づいたグラ
フ又は国際ゴム硬さ(IRHD)を直接読み取る押込み深さ測定装置を用いてもよい。表2,表3及び表4は,
附属書Aを基にしている。
1
押込み力用分銅
2
プランジャ
3
加圧板
4
試験片
5
接触力による押込み深さ
図1−硬さ測定の原理(接触力による押込み深さ)
3
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
押込み力用分銅
2
プランジャ
3
加圧板
4
試験片
5
合計押込み力による押込み深さ
図2−硬さ測定の原理(合計押込み力による押込み深さ)
5
試験法の種類
5.1
一般
この試験法は,平面及び円柱面の硬さを測定する試験法で,国際ゴム硬さ(IRHD)で表示する。この試
験法で,10 IRHD〜100 IRHDの範囲が測定できるが,試験片の硬さの範囲によって,プランジャの先端球
の直径及び押込み力が異なる(表1参照)。各試験方法の測定範囲を,5.2のa)〜d) 及び図3に示す。
5.2
平面硬さ試験法
a) N法 硬さ35 IRHD〜85 IRHDを標準の測定範囲とする。受渡当事者間の協定によって,硬さ30 IRHD
〜35 IRHD及び85 IRHD〜95 IRHDの測定範囲に用いてもよい1)。
b) H法 硬さ85 IRHD〜100 IRHDを標準の測定範囲とする。
c) L法 硬さ10 IRHD〜35 IRHDを標準の測定範囲とする。
d) M法 硬さ35 IRHD〜85 IRHDを標準の測定範囲とする。受渡当事者間の協定によって,硬さ30 IRHD
〜35 IRHD及び85 IRHD〜95 IRHDの測定範囲に用いてもよい2)。
注1) N法で得られる85 IRHD〜95 IRHD又は30 IRHD〜35 IRHDの硬さ測定値は,H法又はL法
の値と一致しない場合がある。
2) M法の試験機は,厚さの薄い試験片について測定を行うため,N法の試験機を約1/6に縮小
したもので,M法でのプランジャ押込み深さの差は,N法でのプランジャ押込み深さの差の
1/6となる。このためゴムの表面効果及び表面の僅かな粗さのために,M法の結果が,N法の
結果と一致しない場合がある。
5.3
円柱面硬さ試験法
ゴムの測定面が円柱面の場合で,かつ,次の事項のいずれかの場合は,N法,H法,L法及びM法にそ
れぞれ変更を加えたCN法,CH法,CL法及びCM法で測定する。
a) 試験片又は試料が大きく,上に硬さ試験機が載せられる場合。
b) 試験片又は試料が小さく,硬さ試験機と共通の支持台上に設置する場合。
なお,試験機と一体になった平面試料台に試料を載せる場合も,これに含む。
4
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
X 硬さ(IRHD)
a
L法及びCL法
b
N法及びM法並びにCN法及びCM法
c
H法及びCH法
図3−国際ゴム硬さ(IRHD)の硬さ測定適用範囲
6
試験機
6.1
校正及び検証 試験機の校正及び検証は,JIS K 6253-5に従って行うものとする。
6.2
N法,H法,L法及びM法
6.2.1
一般 試験機は,試験片を保持する試験片保持台,試験片表面を加圧するリング状の加圧板,加圧
板の孔の中心に設けた下端が球面のプランジャ,プランジャに一定の押込み力を加え試験片を押込む負荷
装置及びプランジャの押込み深さを測定する押込み深さ測定装置からなり(装置概念図は,図1及び図2
を参照),接触部の摩擦の影響を小さくするための加振装置を設けるのが望ましい。また,試験室の標準状
態以外の試験温度で測定するために,恒温槽を設けてもよい。主要部分の寸法及び力の規定を表1に示す。
表1−試験機の主要寸法及び力
試験の
種類
プランジャの
先端球の直径
mm
加圧板
プランジャ先端に働く力
直径
mm
孔径
mm
加圧面に
加える力
N
接触力a)
N
押込み力b)
N
合計
押込み力
N
N法
2.50±0.01
20±1
6±1
8.3±1.5
0.30±0.02
5.40±0.01
5.70±0.03
H法
1.00±0.01
20±1
6±1
L法
5.00±0.01
22±1
10±1
M法
0.395±0.005
3.35±0.15
1.00±0.15
(235±30)×
10−3
(8.3±0.5)×
10−3
(145±0.5)×
10−3
(153.3±1.0)
×10−3
注a) 接触力とは,プランジャの先端球と試験片表面とを接触させる力をいう。
b) 押込み力とは,接触後に,更にプランジャの先端球を試験片に押し込む力をいう。
6.2.2
プランジャ プランジャは,表1に規定する球面の先端形状をもち,加圧面に対し,垂直に保持で
きるものとする。プランジャの先端球は,接触力を与える前には,加圧面より上に保持されている。
6.2.3
負荷装置 負荷装置は,プランジャの先端球に表1に規定した接触力及び押込み力を正確に加える
ものとする。
6.2.4
押込み深さ測定装置 押込み深さ測定装置は,プランジャに押込み力を与えたときのプランジャの
押込み深さを測定し,押込み深さ又はIRHDを直読できる装置をもつものとする。押込み深さ測定装置は,
機械式,光学式又は電気式のいずれでもよい。押込み深さの差からIRHDへの換算は,表2,表3及び表4
による。表2は,N法,表3は,H法,及び表4は,L法の場合の換算表である。M法の場合は,表2の
押込み深さの差を1/6にした値で換算する。
5
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−プランジャの押込み深さの差(D)から国際ゴム硬さ(IRHD)への換算表(N法)
D
mm
国際ゴム硬さ
IRHD
D
mm
国際ゴム硬さ
IRHD
D
mm
国際ゴム硬さ
IRHD
D
mm
国際ゴム硬さ
IRHD
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
0.11
0.12
0.13
0.14
0.15
0.16
0.17
0.18
0.19
0.20
0.21
0.22
0.23
0.24
0.25
0.26
0.27
0.28
0.29
0.30
0.31
0.32
0.33
0.34
0.35
0.36
0.37
0.38
0.39
0.40
0.41
0.42
0.43
0.44
100.0
100.0
99.9
99.8
99.6
99.3
99.0
98.6
98.1
97.7
97.1
96.5
95.9
95.3
94.7
94.0
93.4
92.7
92.0
91.3
90.6
89.8
89.2
88.5
87.8
87.1
86.4
85.7
85.0
84.3
83.6
82.9
82.2
81.5
80.9
80.2
79.5
78.9
78.2
77.6
77.0
76.4
75.8
75.2
74.5
0.45
0.46
0.47
0.48
0.49
0.50
0.51
0.52
0.53
0.54
0.55
0.56
0.57
0.58
0.59
0.60
0.61
0.62
0.63
0.64
0.65
0.66
0.67
0.68
0.69
0.70
0.71
0.72
0.73
0.74
0.75
0.76
0.77
0.78
0.79
0.80
0.81
0.82
0.83
0.84
0.85
0.86
0.87
0.88
0.89
73.9
73.3
72.7
72.2
71.6
71.0
70.4
69.8
69.3
68.7
68.2
67.6
67.1
66.6
66.0
65.5
65.0
64.5
64.0
63.5
63.0
62.5
62.0
61.5
61.1
60.6
60.1
59.7
59.2
58.8
58.3
57.9
57.5
57.0
56.6
56.2
55.8
55.4
55.0
54.6
54.2
53.8
53.4
53.0
52.7
0.90
0.91
0.92
0.93
0.94
0.95
0.96
0.97
0.98
0.99
1.00
1.01
1.02
1.03
1.04
1.05
1.06
1.07
1.08
1.09
1.10
1.11
1.12
1.13
1.14
1.15
1.16
1.17
1.18
1.19
1.20
1.21
1.22
1.23
1.24
1.25
1.26
1.27
1.28
1.29
1.30
1.31
1.32
1.33
1.34
52.3
52.0
51.6
51.2
50.9
50.5
50.2
49.8
49.5
49.1
48.8
48.5
48.1
47.8
47.5
47.1
46.8
46.5
46.2
45.9
45.6
45.3
45.0
44.7
44.4
44.1
43.8
43.5
43.3
43.0
42.7
42.5
42.2
41.9
41.7
41.4
41.1
40.9
40.6
40.4
40.1
39.9
39.6
39.4
39.1
1.35
1.36
1.37
1.38
1.39
1.40
1.41
1.42
1.43
1.44
1.45
1.46
1.47
1.48
1.49
1.50
1.51
1.52
1.53
1.54
1.55
1.56
1.57
1.58
1.59
1.60
1.61
1.62
1.63
1.64
1.65
1.66
1.67
1.68
1.69
1.70
1.71
1.72
1.73
1.74
1.75
1.76
1.77
1.78
1.79
1.80
38.9
38.7
38.4
38.2
38.0
37.8
37.5
37.3
37.1
36.9
36.7
36.5
36.2
36.0
35.8
35.6
35.4
35.2
35.0
34.8
34.6
34.4
34.2
34.0
33.8
33.6
33.4
33.2
33.0
32.8
32.6
32.4
32.3
32.1
31.9
31.7
31.6
31.4
31.2
31.1
30.9
30.7
30.5
30.4
30.2
30.0
6
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−プランジャの押込み深さの差(D)から国際ゴム硬さ(IRHD)への換算表(H法)
D
mm
国際ゴム硬さ
IRHD
D
mm
国際ゴム硬さ
IRHD
D
mm
国際ゴム硬さ
IRHD
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.10
0.11
0.12
0.13
0.14
100.0
100.0
100.0
99.9
99.9
99.8
99.6
99.5
99.3
99.1
98.8
98.6
98.3
98.0
97.6
0.15
0.16
0.17
0.18
0.19
0.20
0.21
0.22
0.23
0.24
0.25
0.26
0.27
0.28
0.29
97.3
97.0
96.6
96.2
95.8
95.4
95.0
94.6
94.2
93.8
93.4
92.9
92.5
92.0
91.6
0.30
0.31
0.32
0.33
0.34
0.35
0.36
0.37
0.38
0.39
0.40
0.41
0.42
0.43
0.44
91.1
90.7
90.2
89.7
89.3
88.8
88.4
87.9
87.5
87.0
86.6
86.1
85.7
85.3
84.8
7
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−プランジャの押込み深さの差(D)から国際ゴム硬さ(IRHD)への換算表(L法)
D
mm
国際ゴム硬さ
IRHD
D
mm
国際ゴム硬さ
IRHD
D
mm
国際ゴム硬さ
IRHD
1.10
1.12
1.14
1.16
1.18
1.20
1.22
1.24
1.26
1.28
1.30
1.32
1.34
1.36
1.38
1.40
1.42
1.44
1.46
1.48
1.50
1.52
1.54
1.56
1.58
1.60
1.62
1.64
1.66
1.68
1.70
1.72
1.74
1.76
1.78
34.9
34.4
33.9
33.4
32.9
32.4
31.9
31.4
30.9
30.4
30.0
29.6
29.2
28.8
28.4
28.0
27.6
27.2
26.8
26.4
26.1
25.7
25.4
25.0
24.7
24.4
24.1
23.8
23.5
23.1
22.8
22.5
22.2
21.9
21.6
1.80
1.82
1.84
1.86
1.88
1.90
1.92
1.94
1.96
1.98
2.00
2.02
2.04
2.06
2.08
2.10
2.12
2.14
2.16
2.18
2.20
2.22
2.24
2.26
2.28
2.30
2.32
2.34
2.36
2.38
2.40
2.42
2.44
2.46
2.48
21.3
21.1
20.8
20.6
20.3
20.1
19.8
19.6
19.4
19.2
18.9
18.7
18.5
18.3
18.0
17.8
17.6
17.4
17.2
17.0
16.8
16.6
16.4
16.2
16.0
15.8
15.6
15.4
15.3
15.1
14.9
14.8
14.6
14.4
14.3
2.50
2.52
2.54
2.56
2.58
2.60
2.62
2.64
2.66
2.68
2.70
2.72
2.74
2.76
2.78
2.80
2.82
2.84
2.86
2.88
2.90
2.92
2.94
2.96
2.98
3.00
3.02
3.04
3.06
3.08
3.10
3.12
3.14
3.16
3.18
14.1
14.0
13.8
13.7
13.5
13.4
13.3
13.1
13.0
12.8
12.7
12.6
12.5
12.3
12.2
12.1
12.0
11.8
11.7
11.6
11.5
11.4
11.3
11.2
11.1
11.0
10.9
10.8
10.6
10.5
10.4
10.3
10.2
10.1
9.9
6.2.5
加圧板 加圧板は,リング状でプランジャと直角に配置する。加圧板の直径及びプランジャを通す
ための孔径を表1に規定する。加圧板に加える力が表1に規定する値であれば,試験片に加わる圧力は,
(30±5)kPaである。
6.2.6
加振装置 微小な摩擦の影響を小さくするため,適度に試験機を振動させる加振装置を設けてもよ
い。加振装置は,摩擦が完全に除かれていれば省略してもよい。
8
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2.7
恒温槽 恒温槽は,標準試験温度以外で硬さを測定する場合に用いる。恒温槽は,試験温度を±2 ℃
の許容差で保持できるものとする。加圧板とプランジャとは,上方へ延長され,恒温槽の上部を貫通させ
る。また,貫通している部分は,熱伝導率の小さい材料で作るものとする。温度測定のためのセンサを,
試験片の保持位置又はその近傍の恒温槽内に設けるものとする。
6.3
CN法,CH法,CL法及びCM法
6.3.1
一般 用いる試験機は,基本的に6.2で述べた装置と同じであるが,次の点で異なる。
6.3.2
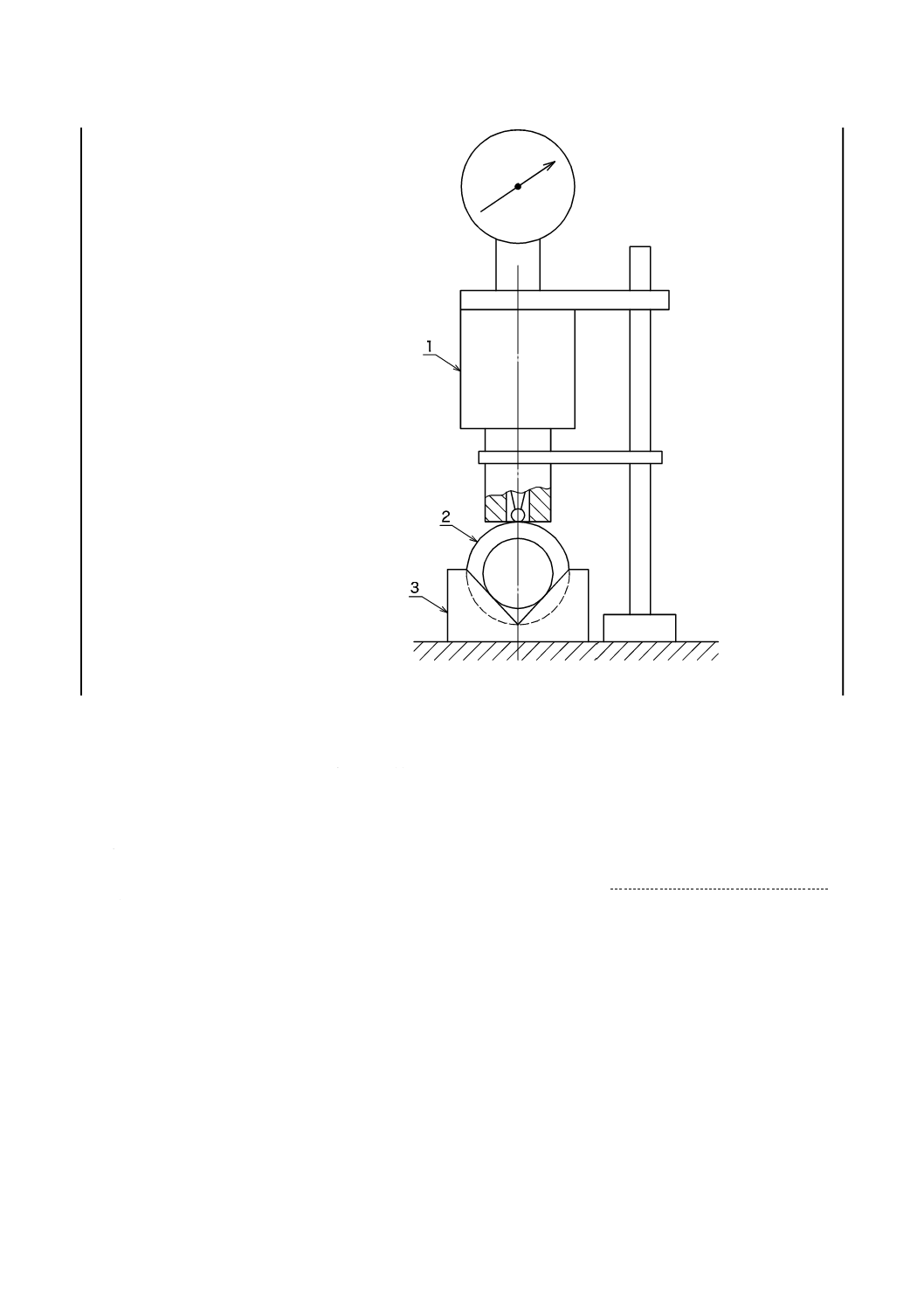
半径50 mm以上の円柱面用試験機 円柱面用試験機の底面には,試験片が試験機の底面の下にあ
っても測定が可能なように,加圧板が貫通できる孔が開けられている。底面の下側には,互いに平行な二
つの円柱を設け,これらは,底面の水平面に対しても平行とする。この二つの円柱の直径と間隔とは,試
験片の被測定曲面上に試験機を設置するのに適した寸法とする。また,別の方法として,被測定曲面に合
わせて自在継手で調整できる脚をもつ底面を用いてもよい。試験片と試験機との設置の例を,図4に示す。
1
試験機
2
試験機の台
3
平行な二つの円柱
4
円柱試験片
図4−径の大きい試験片と試験機との設置の例
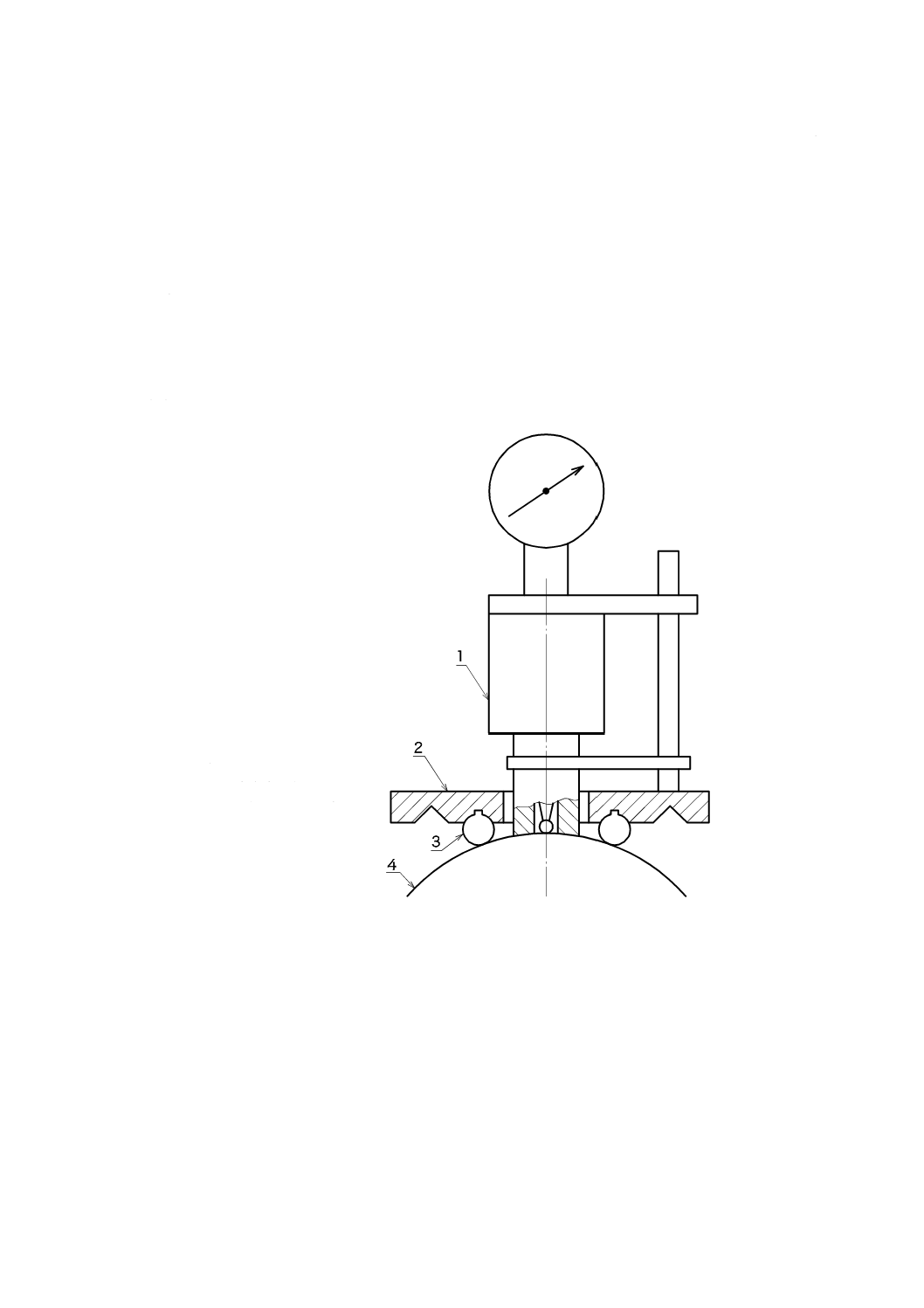
6.3.3
半径50 mm以上の複曲面用試験機 複曲面用試験機は,6.3.2に記す自在継手で調整できる脚を付
加した底面をもつ試験機を用いる。
6.3.4
半径4〜50 mmの円柱面用又は複曲面用試験機 円柱面用又は複曲面用試験機は,被試験面が小さ
く,試験機を載せるのが困難な場合,図5に示すように試験片を特殊なジグ,Vブロックなどを用いて固
定し,プランジャが試験面上に垂直になるようにする。小形試験片を試験片保持台に固定するために,ワ
ックスを用いてもよい。一般に,M法に用いる試験機は,試験をするゴムの厚さが4.0 mm以下の場合だ
けに用いるものとする。
9
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
試験機
2
円柱試験片
(芯金付ローラなど)
3
Vブロック
図5−径の小さい試験片と試験機との設置の例
6.3.5
小形Oリング及び半径4 mm以下の円柱面用試験機 小形Oリング及び半径4 mm以下の円柱面
の測定に用いる試験機は,M法の試験機を用いる。ただし,試験片は,適切なジグ,ブロック,ワックス
などを用いて試験片保持台上に固定する。最小半径が0.8 mm以下の場合,測定は不可能である。
7
試験片
7.1
試験片の採取・作製
試験片の採取・作製は,JIS K 6250の8.(試験片の採取・作製)による。試験片に異物の混入したもの,
気泡のあるもの又はきずのあるものは,試験に用いてはならない。
7.2
N法,H法,L法及びM法
7.2.1
一般 試験片は,上下面が平滑な平面で,かつ,平行であるもの3) を用いる。この試験は,同一
厚さの試験片について比較することを前提にしている。
注3) 平滑でない面,曲面,粗い面などに対しては,正確な結果は得られない。
7.2.2
厚さ
7.2.2.1
N法及びH法 標準試験片の厚さは,8.0 mm〜10.0 mmとする。厚さが2.0 mm以上の試験片を
重ねてもよい。ただし,標準の厚さ以外の場合でも,試験片の厚さは,4.0 mm以上とする。その場合の硬
さは,見掛け硬さとする。
標準の厚さが得られない場合の試験片による見掛け硬さは,標準試験片による標準硬さとは一致しない。
7.2.2.2
L法 標準試験片の厚さは,10.0 mm〜15.0 mmとする。厚さが2.0 mm以上の試験片を重ねても
10
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
よい。ただし,標準の厚さ以外の場合でも,試験片の厚さは,6.0 mm以上とする。その場合の硬さは,見
掛け硬さとする。
7.2.2.3
M法 標準試験片の厚さは,(2.0±0.5)mmとする。厚さが1.0 mm以上の試験片を重ねてもよ
い。その場合の硬さは,見掛け硬さとする。
7.2.3
プランジャの先端球から試験片端までの距離
7.2.3.1
N法,H法及びL法 標準硬さ及び見掛け硬さにかかわらず,プランジャの先端球から試験片端
までの距離は,試験片の端から少なくとも表5に示した距離だけ離れた位置で測定できる大きさとする。
表5−硬さ測定位置(プランジャの先端球の位置)から試験片端までの最小距離
単位 mm
試験片厚さ
硬さ測定位置から試験片
端までの最小距離
4.0
6.0
8.0
10.0
15.0
25.0
7.0
8.0
9.0
10.0
11.5
13.0
7.2.3.2
M法 プランジャの先端球から試験片端までの距離は,試験片の端から2.0 mm以上離れた位置
で測定できる大きさとする。厚さが4.0 mm以上であるが,試験片端までの最小距離が7.0 mm未満の試験
片の場合,N法の代わりにM法を用いる。その場合は,試験片の端からできるだけ離れた位置で測定する。
その場合の硬さは,見掛け硬さとする。
7.2.3.3
CN法,CH法,CL法及びCM法
試験片は,製品そのもの又は製品から切り出したものを用いる。試験片の採取・作製は,7.1による。切
り出した試験片の下部を,適切な方法で固定して測定する。試験面に布ばりされている場合には,試験前
に表面を研磨する。表面研磨の影響から回復させるために,16時間以上試験室の標準条件に置き,その後,
9.1 a) に従って,試験室の標準条件で状態調節する。この時間は,回復時間に含めてもよい。
8
試料及び試験片の状態調節
8.1
加硫又は成形から試験までの時間
全ての試験目的に対して,加硫又は成形から試験までの最低時間は,16時間とする。
非製品試験のために作製した試料を試験する場合には,加硫又は成形から試験までの最大時間は,4週
間とし,比較を目的とした評価に対しては,可能な限り,同じ間隔の経過時間後に,試験を実施する。
製品を試験する場合は,可能な限り,加硫又は成形から試験までの時間は,3か月を超えてはならない。
その他の場合は,製品の入手日から2か月以内に試験を実施する。
8.2
試験片の状態調節
全ての試験片は,JIS K 6250の9.(試験片の状態調節)によって状態調節する。試験片作製に研磨を含
む場合,研磨と試験との間隔は,16時間以上,72時間以内とする。
標準試験温度以外で試験する場合は,JIS K 6250の11.2.2(その他の試験温度)によって,試験片が試
験温度で平衡状態に達するのに十分な時間だけ状態調節する。
11
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
試験方法
9.1
試験条件
試験条件は,次による。
a) 試験室の標準条件は,JIS K 6250の6.(試験室の標準条件)による。
b) 標準試験温度は,JIS K 6250の11.2.1(標準試験温度及び標準試験湿度)による。
c) その他の試験温度で試験する場合は,JIS K 6250の11.2.2(その他の試験温度)による。
9.2
操作方法
操作方法は,次による。
a) プランジャの先端球と試験片表面との摩擦低減のため,あらかじめ試験片上下面にタルクを軽く振り
掛ける。試験片を試験片保持台の上に置く。加圧板を試験片の表面に接触させる。
b) 硬さがIRHDで指示されている場合,プランジャに接触力を5秒間加えた後,指示値を100に合わせ
る。次に押込み力を30秒間加えた後,IRHDで硬さを直読する。
c) 硬さが押込み深さで指示されている場合,プランジャに接触力を5秒間加えた後,接触力による押込
み深さD0を読む。次に押込み力を30秒間加えた後,合計押込み力による押込み深さD1を読む。合計
押込み力による押込み深さD1と接触力による押込み深さD0との差を押込み深さの差Dとする。押込
み深さの差Dから,表2,表3又は表4を用いてIRHDに換算する。
d) 力を加えている間,摩擦に打ち勝つため,加振装置によって試験機に軽く振動を加えてもよい。
e) 測定点数は,6.0 mm以上離れた試験片の新しい点で3点以上とする。
10 試験結果のまとめ方
試験結果は,3点以上の測定値の中央値をJIS Z 8401によって丸めの幅1とし,その数値の後にIRHD
の記号を付けて表す。標準硬さの場合には,その後に“ / ”を付けて記号Sと書き,更にその後に“ / ”
を付けて試験法を表す記号N,H,L又はMを付ける。見掛け硬さの場合には,IRHDの記号の後に“ / ”
を付けて試験法を表す記号N,H,L又はMを付ける。曲面試験片の硬さの場合は,IRHDの記号を付け
て表す。その後に“ / ”を付けて試験法を表す記号CN,CH,CL又はCMを付ける(例1,例2又は例3
参照)。
例1 50 IRHD / S / N:国際ゴム硬さ試験のN法で,標準試験片を測定したときの標準硬さが,50 IRHD
であることを示す。
例2 50 IRHD / M:国際ゴム硬さ試験のM法で,見掛け硬さが,50 IRHDであることを示す。
例3 50 IRHD / CM:国際ゴム硬さ曲面試験のCM法で,曲面試験片を測定したときの硬さが,50 IRHD
であることを示す。
11 精度
精度は,附属書Bに示す。
12 試験報告書
試験報告書には,次の事項を記載する。
a) この規格の番号(JIS K 6253-2)
b) 試験片の詳細
1) 試験片の寸法
2) 積重ね層の数及び最も薄い層の厚さ
12
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) 円柱面又は複曲面をもつ試験片の場合の試験片の説明
4) 試験片の採取・作製方法
5) 配合内容の詳細及び加硫条件(分かる場合)
c) 試験法
1) 使用した方法
2) 円柱面又は複曲面をもつ試験片の試験片の場合は,試験片を取り付けた方法
d) 試験の詳細
1) 試験前の状態調節の時間及び温度
2) 試験温度及び試験湿度(必要な場合)
3) その他規定と異なる測定方法
e) 試験結果
1) 試験片の数
2) 個々の試験結果
3) 箇条10に規定する個々の結果の中央値
f)
試験年月日
13
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
国際ゴム硬さ(IRHD)と押込み深さとの関係
国際ゴム硬さ(IRHD)で表されるゴムの硬さと,押込み深さとの関係は,A.1及びA.2に基づいて規定
している。
A.1 等方な完全弾性体において,球を押し付けたとき,次の式が成立する(参考文献[2]参照)。
−
×
×
=
−
74
.0
74
.0
48
.0
615
.0
E
f
E
F
R
D
ここに,
D: 押込み深さの差(接触力によるプランジャの押込み深さと,
合計押込み力とによるプランジャの押込み深さとの差)
(mm)
R: 球の半径(mm)
f: 接触力(N)
F: 合計押込み力(N)
E: 加硫ゴムのヤング率(MPa)
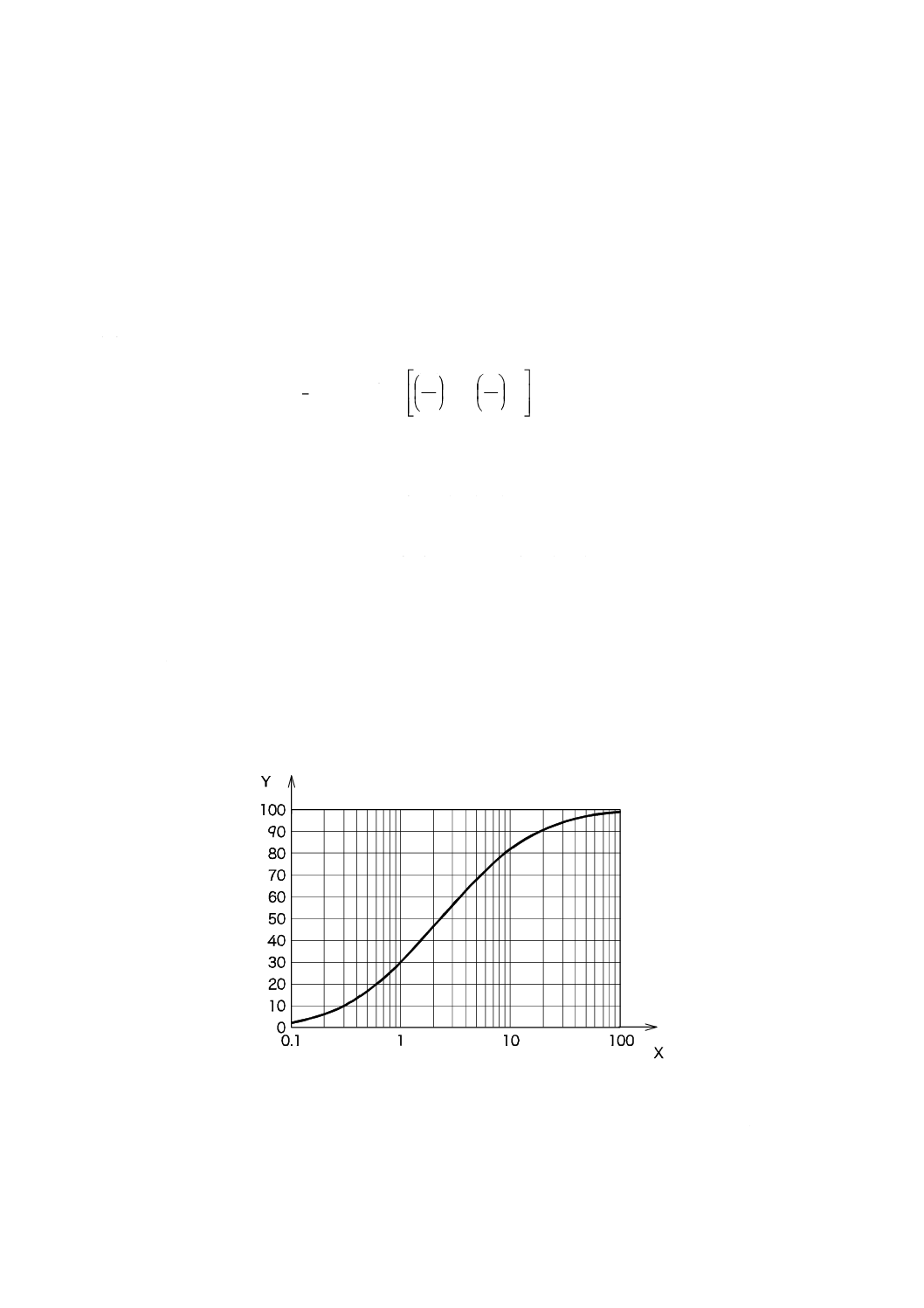
A.2 次に示す1)及び2)によって定義された,log10Eと国際ゴム硬さ(IRHD)との関係を,正規分布の累
積確率密度曲線を用いて図A.1,図A.2及び図A.3に示すように決めている。
1) 硬さ50 IRHDは,ヤング率E=2.312 MPa(log10E=0.364)に対応する。
2) 硬さ57 IRHDにおいて,log10Eに対するIRHDの変化の割合(勾配)が,最大となる。
これらの条件を決定する際に,IRHDの値が,タイプAデュロメータの硬さの値となるべく一致するよ
うに考慮されている。
X 加硫ゴムのヤング率E(MPa)
Y 国際ゴム硬さ(IRHD)
図A.1−加硫ゴムのヤング率Eと国際ゴム硬さIRHD(3 IRHD〜100 IRHD)との関係
14
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
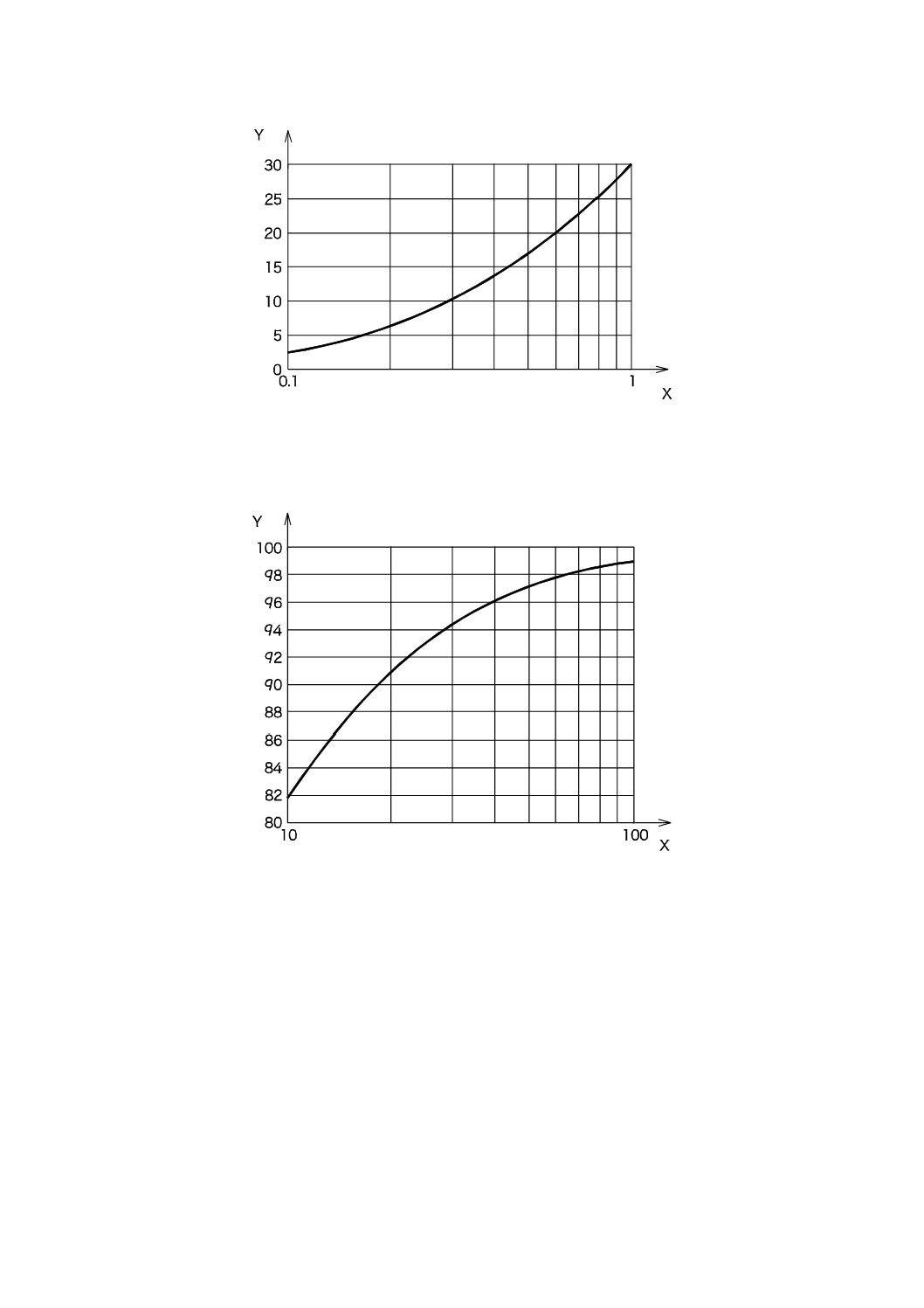
X 加硫ゴムのヤング率E(MPa)
Y 国際ゴム硬さ(IRHD)
図A.2−加硫ゴムのヤング率Eと国際ゴム硬さIRHD(3 IRHD〜30 IRHD)との関係
X 加硫ゴムのヤング率E(MPa)
Y 国際ゴム硬さ(IRHD)
図A.3−加硫ゴムのヤング率Eと国際ゴム硬さIRHD(80 IRHD〜100 IRHD)との関係
15
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
国際ゴム硬さ(IRHD)の試験精度
B.1
概要
試験室間試験プログラム(以下,ITPという。)を1985年から2007年にかけて数回,実施した。
a) 1985年から1989年にわたって5種のITPを実施した(B.2参照)。
b) 2004年に,M法についてITPを実施した(B.3参照)。
c) 2007年に,精度の解析を詳細に行うための包括的なITPを実施した(B.4参照)。
硬さ試験は,ゴム工業界において,非常に頻度高く用いられる試験法であるので,多年にわたって,何
回もITPを実施して精度を確認した。このことは,硬さ試験の有用性を評価する上で重要なことである。
試験室内繰返し精度(併行性)及び試験室間再現精度を算出する計算は,ISO/TR 9272(参考文献[3]参
照)に従った。精度の概念及び用語については,このISO/TR 9272による。
B.2
1985年から1989年に実施したITPからの精度
B.2.1 ITPの詳細
B.2.1.1 スウェーデンのStatens Provningsanstaltが,1985年から1989年にかけ,五つのITPを計画し,実
施した。加硫したゴム試験片は,1か所の実験室で作製し,全ての参加実験室に配布して試験を行った。
五つのITPの詳細を次に示す。
中硬さゴムをN法で測定:硬さ範囲30 IRHD〜85 IRHDの4種の配合のゴム試験片,参加実験室数26。
1週間の間隔で各2回,N法を用いて,各配合のゴム試験片に対し3回の硬さ測定
を実施し,その中央値を試験結果として精度の解析に用いた。
中硬さゴムをM法で測定:硬さ範囲30 IRHD〜85 IRHDの4種の配合のゴム試験片,参加実験室数26。
1週間の間隔で各2回,M法を用いて,各配合のゴム試験片に対し3回の硬さ測定
を実施し,その中央値を試験結果として精度の解析に用いた。
高硬さゴムをN法で測定:硬さ範囲85 IRHD〜100 IRHDの3種の配合のゴム試験片,参加実験室数12。
1週間の間隔で各2回,N法を用いて,各配合のゴム試験片に対し5回の硬さ測定
を実施し,その中央値を試験結果として精度の解析に用いた。
高硬さゴムをH法で測定:硬さ範囲85 IRHD〜100 IRHDの3種の配合のゴム試験片,参加実験室数12。
1週間の間隔で各2回,H法を用いて,各配合のゴム試験片に対し3回の硬さ測定
を実施し,その中央値を試験結果として精度の解析に用いた。
低硬さゴムをL法で測定:硬さ範囲低硬さの1種の配合のゴム試験片,参加実験室数5。
1週間の間隔で各2回,L法を用いて,ゴム試験片に対し3回の硬さ測定を実施し,
その中央値を試験結果として精度の解析に用いた。
B.2.2 精度
B.2.2.1 試験片は,一括して作製され,全ての実験室に提供された。低硬さゴム,L法は,ITPにおける
実験室の数が少ないので,表に記された精度結果の使用は,注意を要する。
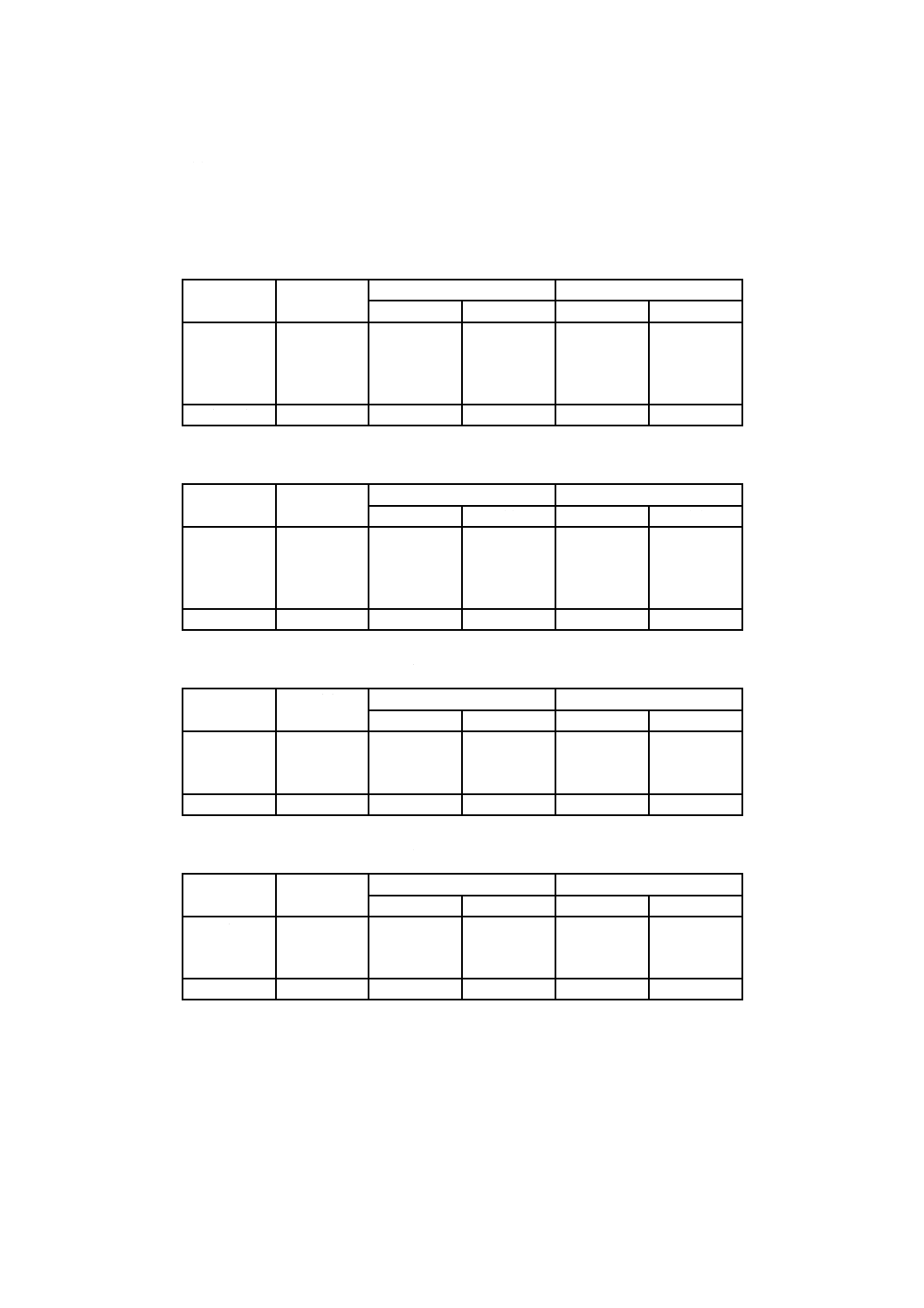
B.2.2.2 最終的な解析結果から得られた試験精度を,表B.1〜表B.5に示す。
表中の記号は,次のとおりである。
16
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
r
:試験室内の繰返し精度(IRHD)
(r) :試験相対繰返し精度(%)
R :試験の再現精度(IRHD)
(R) :試験相対再現精度(%)
表B.1−国際ゴム硬さ(IRHD)N法の精度
試料
平均値
試験室内
試験室間
r
(r)
R
(R)
A
B
C
D
31.5
47.1
66.6
86.5
1.29
1.23
1.65
2.32
4.08
2.61
2.48
2.68
2.98
2.68
4.47
3.49
9.47
5.68
6.71
4.03
プール値
58.3
1.68
2.89
3.49
5.99
表B.2−国際ゴム硬さ(IRHD)M法の精度
試料
平均値
試験室内
試験室間
r
(r)
R
(R)
A
B
C
D
36.6
50.9
64.9
88.6
1.57
2.31
4.89
4.76
4.29
4.55
7.54
5.38
5.82
5.44
7.47
6.80
15.9
10.7
11.5
7.68
プール値
60.3
3.71
6.16
6.43
10.7
表B.3−国際ゴム硬さ(IRHD)N法の精度
試料
平均値
試験室内
試験室間
r
(r)
R
(R)
A
B
C
85.8
93.4
98.5
0.78
1.11
0.33
0.91
1.19
0.34
3.53
2.96
1.45
4.11
3.17
1.47
プール値
92.6
0.81
0.87
2.86
3.09
表B.4−国際ゴム硬さ(IRHD)H法の精度
試料
平均値
試験室内
試験室間
r
(r)
R
(R)
A
B
C
87.0
94.2
98.7
0.96
1.00
0.71
1.03
1.07
0.76
3.12
2.15
1.03
3.41
2.31
1.10
プール値
93.3
0.75
0.90
2.29
2.46
17
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.5−国際ゴム硬さ(IRHD)L法の精度
試料
平均値
試験室内
試験室間
r
(r)
R
(R)
A
33.0
0.20
0.61
2.00
6.04
B.3
2004年に実施したITPからの精度
2004年に実施したITPの解析結果は,JIS K 6253-3の附属書A[タイプAMデュロメータ硬さ及び国際
ゴム硬さ(IRHD)M法の精度](参考文献[4]参照)に記載してある。
B.4
2007年に実施したITPからの精度
B.4.1 ITPの詳細
N法,M法及びL法の硬さ並びにタイプAデュロメータ硬さ及びタイプDデュロメータ硬さ(参考文
献[4]参照)の精度を評価するITPを,2007年に実施した。このITPは,国際ゴム硬さ(IRHD)とデュロ
メータ硬さとを比較することを目的とした。
各試験室に対して7種の硬さの異なる試験片を各2枚提供した。特定の週の決められた2日に,試験片
の5か所で,硬さを測定し,その中央値を得た。その週を代表する値として,二つの中央値を平均した。
最終的な解析結果から得られた試験精度を表B.6〜表B.10に示す。
表中の記号は,B.2.2.2によるほか,次による。
sr :試験室内標準偏差
sR :試験室間標準偏差
B.4.2 精度の結果
N法の精度結果は,M法の精度結果より優れている。
L法の精度結果は,N法の精度結果と同等に見えるが,4試験室だけの結果に基づいているので,注意
しなければならない。
N法の精度結果とタイプAデュロメータ硬さの精度結果とは,同じであるが,タイプDデュロメータ硬
さの精度結果は,全ての試験法において最も悪い。
表B.6−国際ゴム硬さ(IRHD) N法の精度
材料
平均
試験室内
試験室間
試験
室数a)
sr
r
(r)
sR
R
(R)
RM 123
RM 124
RM 126
45.0
58.2
84.1
0.197
0.233
0.541
0.550
0.650
1.520
1.22
1.12
1.80
0.717
0.654
0.916
2.01
1.83
2.56
4.46
3.15
3.05
14
13
14
平均b)
0.324
0.907
1.38
0.762
2.13
3.55
注a) 外れ値を除いた試験室の数。
b) 比較のための単純平均値。
18
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.7−国際ゴム硬さ(IRHD) M法の精度
材料
平均
試験室内
試験室間
試験
室数a)
sr
r
(r)
sR
R
(R)
RM 122
RM 124
RM 125
34.08
58.09
80.54
0.331
0.605
1.264
0.930
1.690
3.540
2.72
2.92
4.40
0.683
1.068
2.21
1.91
2.99
6.20
5.61
5.15
7.70
11
11
11
平均b)
0.733
2.053
3.35
1.32
3.70
6.15
注a) 外れ値を除かれた試験室の数の平均。
b) 比較のための単純平均値。
表B.8−国際ゴム硬さ(IRHD) L法の精度
材料
平均
試験室内
試験室間
試験
室数a)
sr
r
(r)
sR
R
(R)
RM 121
34.0
0.221
0.62
1.82
0.310
0.87
2.55
4
注a) 外れ値を除かれた試験室の数の平均。
表B.9−タイプAデュロメータの精度
材料
平均
試験室内
試験室間
試験
室数a)
sr
r
(r)
sR
R
(R)
RM 122
RM 124
RM 126
35.6
57.5
79.3
0.199
0.263
0.473
0.560
0.720
1.320
1.57
1.28
1.67
0.613
0.720
0.821
1.72
2.02
2.30
4.83
3.51
2.90
19
20
20
平均b)
0.312
0.867
1.51
0.718
2.01
3.75
注a) 外れ値を除かれた試験室の数。
b) 比較のための単純平均値。
表B.10−タイプDデュロメータの精度
材料
平均
試験室内
試験室間
試験
室数a)
sr
r
(r)
sR
R
(R)
RM126
RM128
24.4
43.4
0.369
0.617
1.030
1.730
4.22
3.98
0.756
1.040
2.12
2.92
8.66
6.73
15
14
平均b)
0.493
1.380
4.10
0.898
2.52
7.70
注a) 外れ値を除かれた試験室の数。
b) 比較のための単純平均値。
参考文献
[1] JIS K 6253-4 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第4部:IRHDポケット硬さ
注記 対応国際規格:ISO 7619-2,Rubber, vulcanized or thermoplastic−Determination of indentation
hardness−Part 2: IRHD pocket meter method(MOD)
[2] Scott, J.R., Physical Testing of Rubbers. Maclaren and Sons, London, 1965
[3] ISO/TR 9272:2005,Rubber and rubber products−Determination of precision for test method standards
[4] JIS K 6253-3 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第3部:デュロメータ硬さ
注記 対応国際規格:ISO 7619-1,Rubber, vulcanized or thermoplastic−Determination of indentation
hardness−Part 1: Durometer method (Shore hardness)(MOD)
19
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS K 6253-2:2012 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第2部:国際ゴ
ム硬さ(10 IRHD〜100 IRHD)
ISO 48:2010 Rubber, vulcanized or thermoplastic−Determination of hardness
(hardness between 10 IRHD and 100 IRHD)
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1
−
変更
国際ゴム硬さの試験方法の種類及び
用いる範囲を箇条5に移動した。
JISとしての様式に統一した。
3 用語及び定
義
JIS K 6200を追加し
た。
3
追加
用語のJISを追加
分かりやすくするための追加であ
り,技術的差異はない。
JIS K 6253-1を追加
した。
3
追加
第1部通則に用語及び定義を移した。 JISとして必要なため追加。分かり
やすくするための追加で,技術的差
異はない。
4 原理
4
−
追加
図1及び図2の追加
分かりやすくするための追加で,技
術的差異はない。
5 試験法の種
類
−
追加
国際ゴム硬さの試験方法の種類及び
用いる範囲を適用範囲から移動した。
分かりやすくするための追加で,技
術的差異はない。
6.3 CN法,CH
法,CL法及び
CM法
5.3
−
追加
図4及び図5の追加
分かりやすくするための追加で,技
術的差異はない。
7.1 試験片の
採取・作製
6.1
試験片
追加
異物の混入した試験片などを用いな
いことを追加。
分かりやすくするための追加で,技
術的差異はない。
10 試験結果
のまとめ方
JIS Z 8401を追加し
た。
12
−
追加
数値の丸め方を追加
分かりやすくするための追加で,技
術的差異はない。
変更
JISは,硬さの単位を“°”から“IRHD”
に変更した。
結果の表示のところだけ表記方法
が異なるので,混乱を招くおそれが
ある。ISOへ提案する。
11 精度
附属書Bを参照。
−
追加
箇条の追加。
分かりやすくするための追加で,技
術的差異はない。
3
K
6
2
5
3
-2
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
K 6253-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:ISO 48:2010,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
K
6
2
5
3
-2
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。