K 2537:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 試験の原理 ······················································································································ 2
5 試薬······························································································································· 2
6 試験器及び器具 ················································································································ 2
7 試料の採取方法及び調製方法 ······························································································ 3
8 試験器具の準備 ················································································································ 3
9 煙点試験器の校正 ············································································································· 3
10 試験の手順 ···················································································································· 4
11 計算方法 ······················································································································· 5
12 結果の表し方 ················································································································· 5
13 精度 ····························································································································· 6
14 試験結果の報告 ·············································································································· 6
附属書JA(規定)煙点試験器 ································································································· 7
附属書JB(規定)自動煙点試験器 ·························································································· 10
附属書JC(参考)JISと対応国際規格との対比表 ······································································ 12
K 2537:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,石油連盟(PAJ)
から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会の審議を経
て,経済産業大臣が改正した日本工業規格である。
これによって,JIS K 2537:2000は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 2537:2015
石油製品−煙点の求め方
Petroleum products-Determination of smoke point
序文
この規格は,1993年に第3版として発行されたISO 3014を基とし,国内の実績に合わせるため,技術
的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,石油製品(灯油,航空タービン燃料油など)の煙点を求める方法について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3014:1993,Petroleum products−Determination of the smoke point of kerosine(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
警告 この規格は,危険な試薬,操作及び試験器を用いることがあるが,安全な使用方法を全てに規
定しているわけではないので,この試験方法の使用者は,試験に先立って,適切な安全上及び
健康上の禁止事項を決めておかなければならない。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 2251 原油及び石油製品−試料採取方法
注記 対応国際規格:ISO 3170,Petroleum liquids−Manual sampling(MOD)
JIS K 2435-2 ベンゼン・トルエン・キシレン−第2部:トルエン
注記 対応国際規格:ISO 5272,Toluene for industrial use−Specifications(MOD)
JIS K 8680 トルエン(試薬)
JIS K 8891 メタノール(試薬)
JIS K 9701 ヘプタン(試薬)
JIS K 9703 2,2,4-トリメチルペンタン(試薬)
JIS R 3505 ガラス製体積計
JIS Z 8401 数値の丸め方
JIS Z 8402-6 測定方法及び測定結果の精確さ(真度及び精度)−第6部:精確さに関する値の実用的
な使い方
2
K 2537:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 3171,Petroleum liquids−Automatic pipeline sampling
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
煙点(smoke point)
試料を規定の試験器を用いて燃焼したとき,煙を生じない炎の最大高さをミリメートル(mm)で表し
たもの。
4
試験の原理
標準試料で校正した煙点試験器で燃焼し,煙を生じない炎の最大高さを,0.5 mm単位で測定し,この値
に補正係数を乗じて,煙点を求める。
5
試薬
試薬は,次による。
5.1
トルエン JIS K 2435-2に規定するトルエン1号,又はJIS K 8680に規定するもの。
5.2
メタノール JIS K 8891に規定するもの。
5.3
ヘプタン 純度が体積分率99.75 %以上のもの,又はJIS K 9701に規定するもの。
5.4
2,2,4-トリメチルペンタン 純度が体積分率99.75 %以上のもの,又はJIS K 9703に規定するもの。
以下,イソオクタンという。
5.5
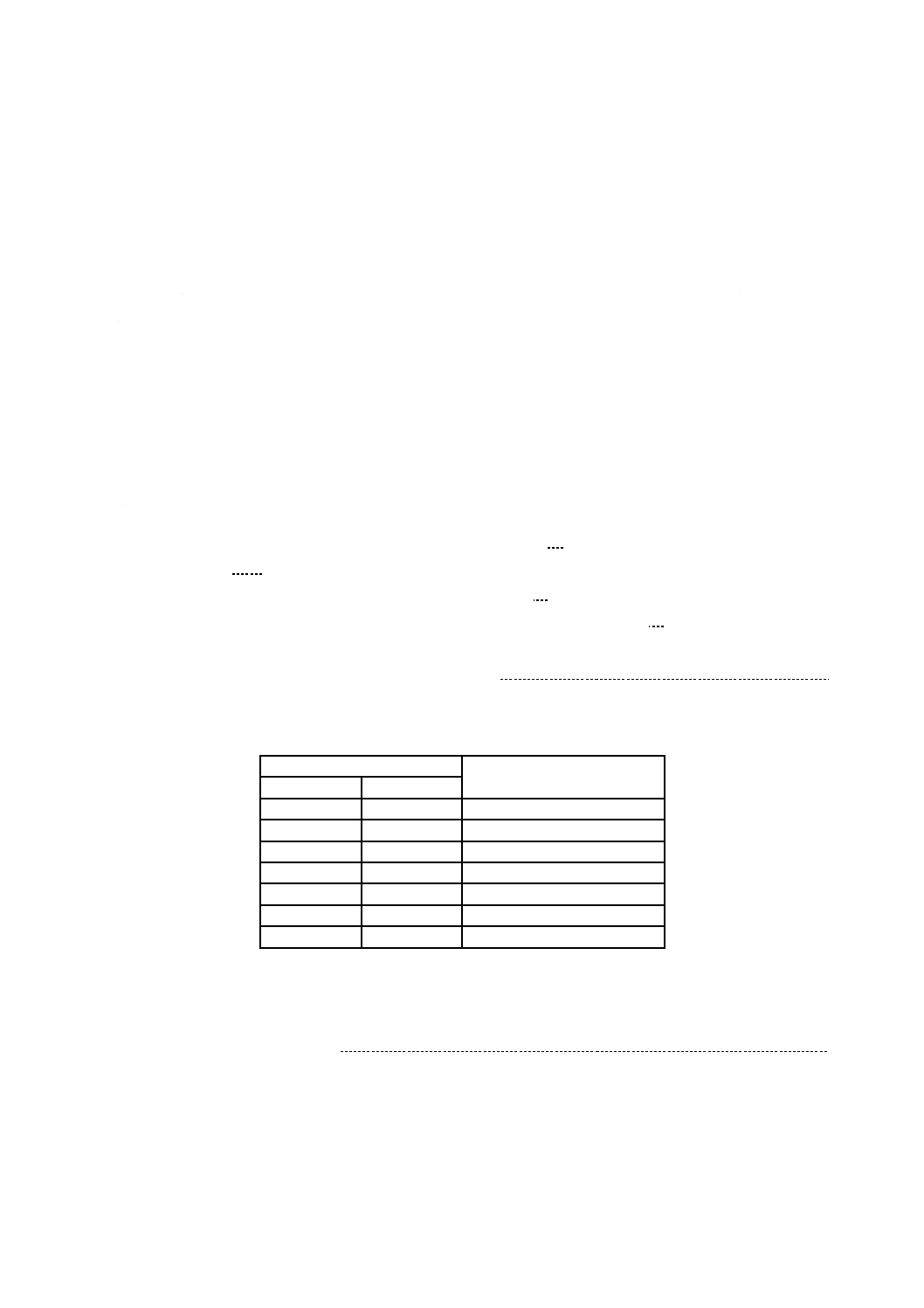
標準試料 トルエン及びイソオクタンのそれぞれをJIS R 3505に規定する全量ピペット又はビュレ
ットではかりとって混ぜる。このときの標準試料の混合比及び標準煙点を,表1に示す。
表1−標準試料の混合比及び標準煙点
混合比 体積分率%
101.3 kPaにおける標準煙点
mm
トルエン
イソオクタン
40
60
14.7
25
75
20.2
20
80
22.7
15
85
25.8
10
90
30.2
5
95
35.4
0
100
42.8
6
試験器及び器具
試験器及び器具は,次による。
6.1
煙点試験器 煙点試験器は,附属書JAに規定するもの,又は附属書JBに規定する自動煙点試験器
を用いる。ただし,自動煙点試験器によって得られた試験結果に疑義が生じた場合は,附属書JAの煙点
試験器で試験した結果で判定する。自動煙点試験器の構成及び測定の概要を,附属書JBに示す。
6.2
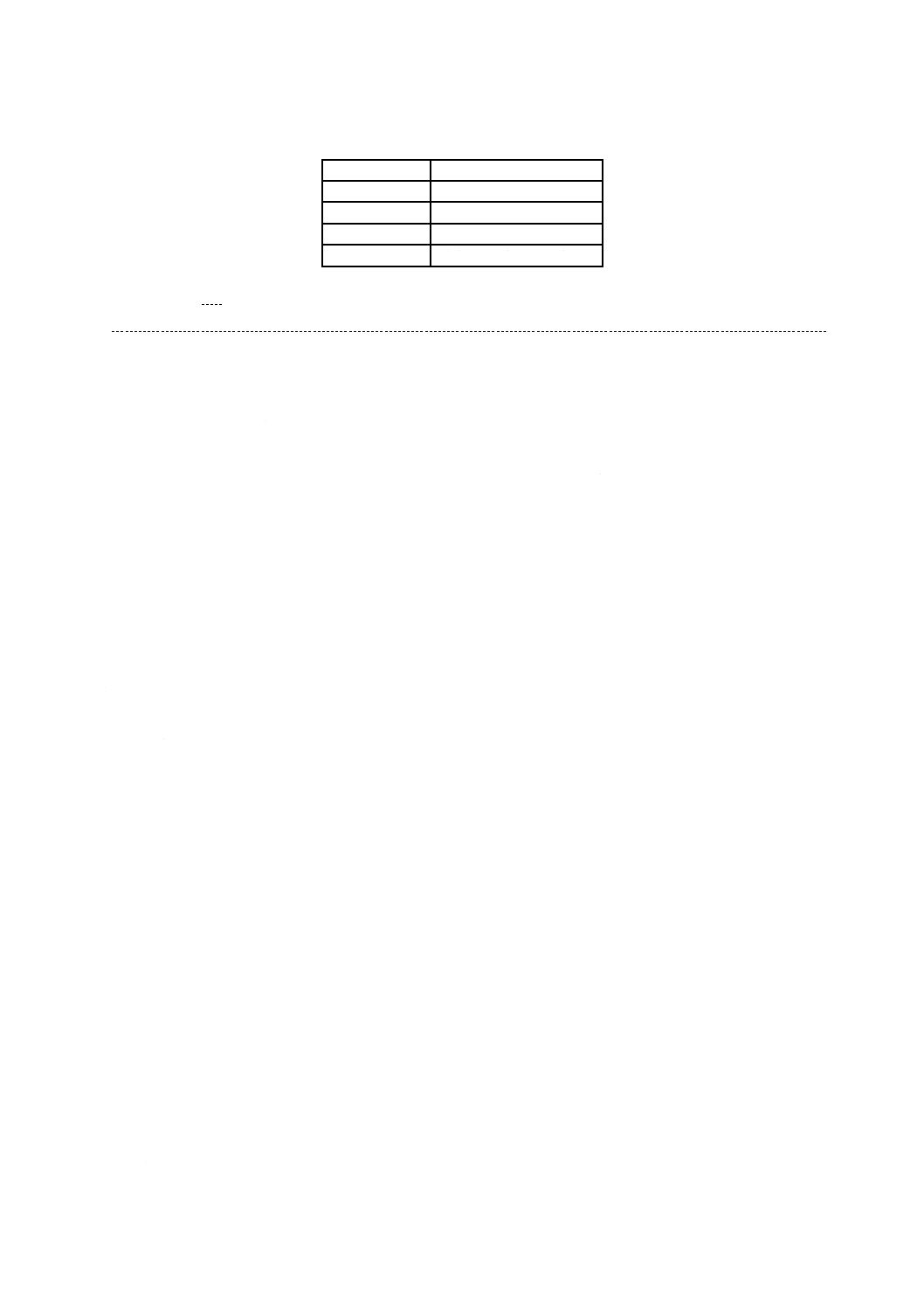
灯芯 灯芯は,表2に示す綿糸を丸棒状に織ったものとし,灯芯の長さは,150〜170 mmとする。
3
K 2537:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−灯芯用綿糸の仕様
灯芯の部分
寸法
外被
9番手 3子 17本
芯糸
6番手 4子
9本
よこ糸
15番手 2子
よこ糸本数
長さ1 cm当たり6本
6.3
気圧計 0.1 kPaの桁まで読めるもの。
なお,観測所,空港などで使用されるような,あらかじめ海面の読みに補正されている気圧計は用いて
はならない。また,気圧計には,気圧の読みを自動的に0 ℃に補正するものがあるが,この補正は必要な
い。
7
試料の採取方法及び調製方法
7.1
試料採取方法
試料は,JIS K 2251に規定する一次試料の採取方法及び二次試料の調製方法,又はそれらに準じた方法
によって採取及び調製する。自動サンプリングの場合には,ISO 3171によってもよい。
なお,試料は,室温になるまで放置する。
7.2
試料調製方法
試料中に異物が認められるか,又は試料が曇っている場合には,定性ろ紙でろ過する。
8
試験器具の準備
試験器具の準備は,次による。
a) 通風のない試験室に煙点試験器を垂直に置く。通風のない試験室が準備できないときは,煙筒頂部か
ら150 mm以上の高さをもつ適切な囲いを作り,内側を黒く塗って,この中に煙点試験器を置くとよ
い。新しい煙点試験器については,注意深く検査し,表JA.2の(F)の通気室の空気孔及び(E)の
通気口の空気孔が全て清浄で孔径が規定どおりで,かつ,それらが完全に開いていることを確かめる。
これらの全てが,僅かでも異なっていると,試験結果に影響を及ぼす。
注記 試験室は,炎の観察がしやすい程度の暗さにするとよい。
b) 灯芯(新しい灯芯又は再使用する灯芯のいずれも)は,トルエンとメタノールとの等量混合液を用い,
ソックスレー抽出器で25回以上還流させ,洗浄抽出させた後,100〜110 ℃で30分間乾燥し1),デシ
ケーター中に保存するか,又は25回以上となる時間を算出し,その時間以上還流させる。
注1) 灯芯は,フード内である程度乾かした後,乾燥器に入れ乾燥するか,又は強制通風防爆式乾
燥器で乾燥するとよい。
9
煙点試験器の校正
煙点試験器の校正は,次による。
なお,自動煙点試験器の校正は,JB.4による。
a) 表1の標準試料の中から,試料の煙点に最も近く,かつ,できるだけ試料の煙点を挟む標準煙点をも
つ二つの標準試料を選定し,箇条10の試験手順で測定して,煙点試験器を校正する。また,試料の煙
点を挟む二つの標準試料がない場合は,試料の煙点に最も近い標準試料と次に近い標準試料との二つ
を用いる。
4
K 2537:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試料の煙点が標準試料の標準煙点と完全に一致する場合は,一致した標準試料より1段階高い標準
煙点の標準試料を二つ目の挟み込み試料として用いる。1段階高い標準試料がない場合は,2番目に近
い煙点の標準試料を用いる。
次の式によって,煙点試験器の補正係数(f)を求める。
2
d
s
d
s
+
=
B
B
A
A
f
ここに,
f: 補正係数
As: 1番目の標準試料の標準煙点(mm)
Ad: 1番目の標準試料の測定煙点(mm)
Bs: 2番目の標準試料の標準煙点(mm)
Bd: 2番目の標準試料の測定煙点(mm)
1) Ad及びBdの測定煙点は,3回の測定値を平均し,JIS Z 8401の規定によって丸めの幅を0.1に丸め
た値とする。
2) 補正係数は,JIS Z 8401の規定によって丸めの幅を0.01に丸める。また,補正係数が1.00±0.02を
外れる場合は,視差による測定誤差がないこと,及び炎の形状が規定どおりであることを確認して
から標準試料を再調製し,煙点の測定をやり直す。
b) 補正係数は,求めた日から7日間を超えた場合,新たに求め直さなければならない。また,煙点試験
器若しくは試験者が異なった場合,又は測定時の大気圧が補正係数を求めたときと比べ,0.7 kPaを超
えて変化した場合も,新たに補正係数を求め直さなければならない。
10 試験の手順
試験の手順は,次による。
a) 箇条8 b)で抽出し乾燥した長さ125 mm以上の灯芯を試料に浸してからキャンドルの灯芯管に差し込
み,反対側から6 mm以上出す。この操作で生じたねじれを注意して直した後,灯芯の燃焼端を再び
試料に浸しておく。
なお,測定結果に疑義が生じた試料を再測定する場合には,箇条8 b)に基づいて,処理した新しい
灯芯を用いる。
b) キャンドルは,ヘプタン又はイソオクタンのいずれかであらかじめ洗浄し,乾燥した清浄なキャンド
ルに室温の試料20 mLをとる。このとき,キャンドルの通気管の内壁に試料が付着しないように注意
する。
なお,試料が少ないときは,10 mL程度にしてもよいが,できる限り20 mLに近い量をとる。
c) キャンドルに灯芯管をねじ込む。このとき,キャンドルの通気管の内壁に試料が付着しないように注
意する。灯芯は,清浄なかみそりの刃,又は鋭利な刃物(新品を用いるときは,溶剤で洗浄したもの
を用いる。)を用いてキャンドルの上端から6 mm上で,水平に,かつ,ほつれないように切りそろえ
る。次いで,キャンドルをランプ本体に差し込む。
注記 灯芯をねじれ及び端のほつれのない状態で灯芯管に通すのに便利な道具がErdco Engineering
Corp. で作られている。
なお,この情報は,この規格の利用者の便宜を図って記載するもので,この製品を推奨す
るものではない。同じ結果が得られる場合は,これと同等の他のものを使用してもよい。
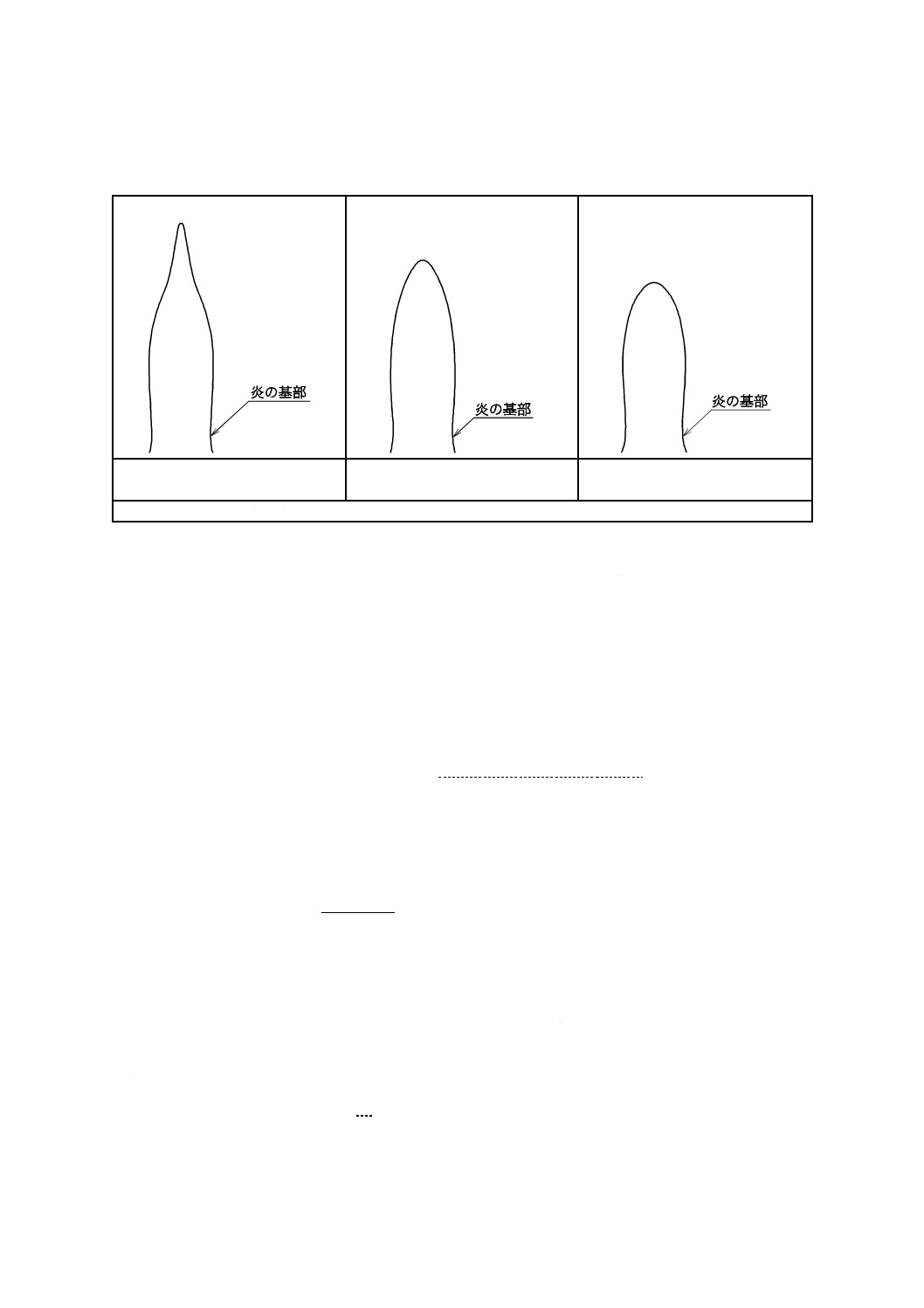
d) キャンドルの灯芯に点火し,炎の高さが10 mmになるように灯芯を調節して5分間燃やす。炎の先端
5
K 2537:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
から煙が出るまでキャンドルを引き上げた後,炎の外観が図1のAからB,Cへと経過するようにゆ
っくりとキャンドルを下げる。
A(高すぎる炎)
B(規定の形状)
C(低すぎる炎)
細長くとがっていて,その側面が
内側にくぼんだ炎。
とがった先端がちょうど消失し
てほんの僅かに丸みを帯びた炎a)。
丸い先端の炎。
注a) 炎の先端にぎざぎざのある安定しない明るい炎が現れることがあるが,これは無視する。
図1−炎の外観の形状
炎が規定の形状(図1のB)になったときの炎の高さを0.5 mmの精度で読み取り,煙点として記録
する。
視差による測定誤差をなくすため,目を僅かに中心線よりも横に移し,炎の反射像が目盛板中央の
垂直白線の片側に見えるように,また,実際の炎が目盛のもう片側に見えるようにし,両者の高さの
読みを一致させる。
e) d)の操作を繰り返して,煙点の測定を3回行う。これらの測定値間の差が1.0 mmを超えた場合は,灯
芯を取り替えて,新しい試料で試験をやり直す。
f)
キャンドルはランプ本体から外し,ヘプタン又はイソオクタンのいずれかで洗浄し,空気を吹き付け
て乾燥し,次の測定に備える。
11 計算方法
試料の煙点は,次の式によって算出する。
f
L
L
L
L
×
+
+
=
3
3
2
1
SP
ここに, LSP: 試料の煙点(mm)
L1: 試料の1回目の測定煙点(mm)
L2: 試料の2回目の測定煙点(mm)
L3: 試料の3回目の測定煙点(mm)
f: 補正係数[箇条9 a)で求めた値]
12 結果の表し方
箇条11で求めた煙点(mm)をJIS Z 8401の規定によって丸めの幅0.5に丸める。
6
K 2537:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13 精度
13.1 一般事項
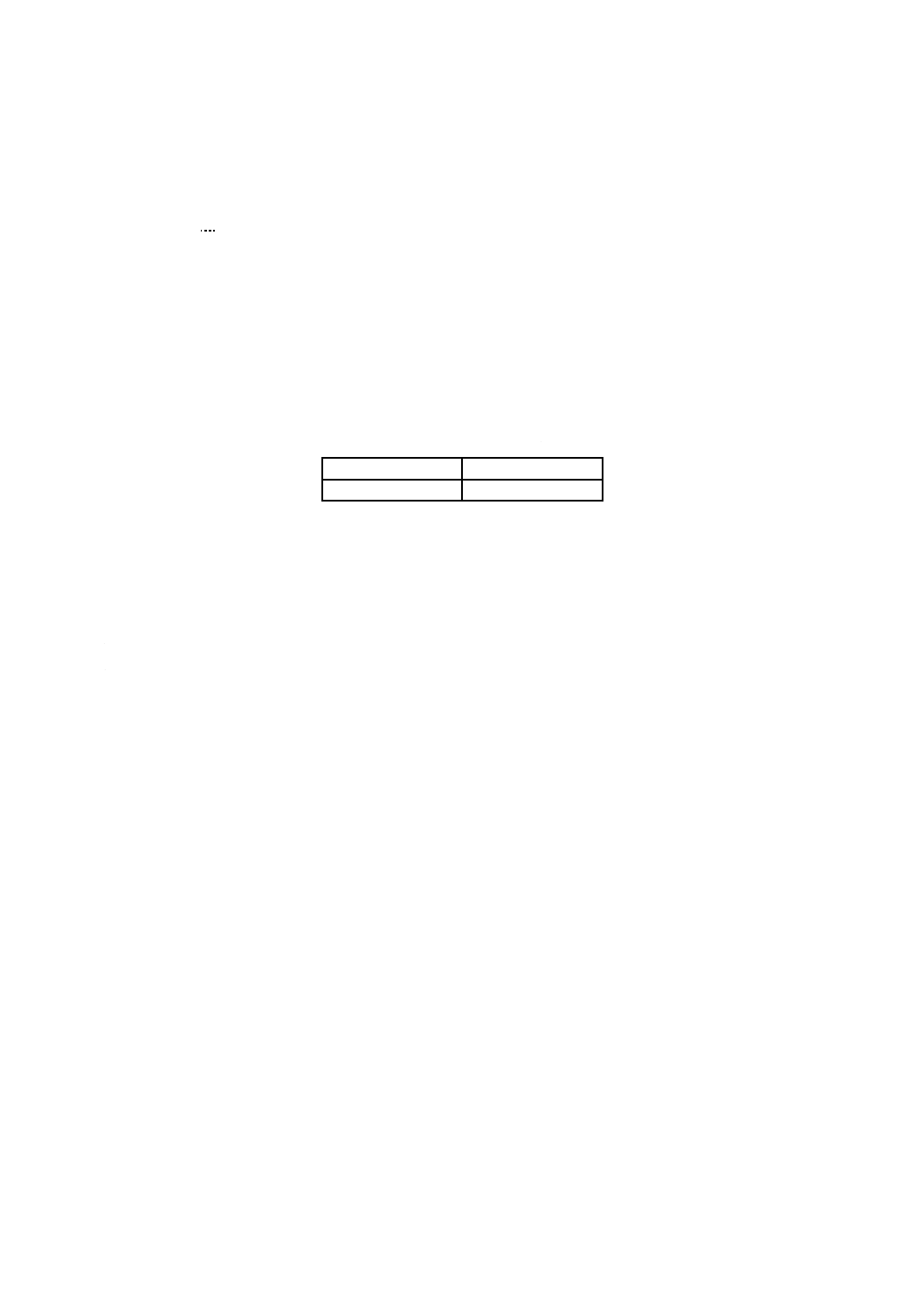
この試験方法によって得られた試験結果の許容差(確率0.95)は,次による。試験結果が許容差を外れ
た場合は,JIS Z 8402-6の規定によって処理する。
13.2 室内併行精度
同一試験室において,同一人が同一試験器で引き続き短時間に同一試料を2回試験したとき,試験結果
の差の許容差は,表3による。
13.3 室間再現精度
異なる試験室において,別人が別の試験器で同一試料をそれぞれ1回ずつ試験して求めた2個の試験結
果の差の許容差は,表3による。
表3−精度
単位 mm
室内併行許容差
室間再現許容差
2
3
14 試験結果の報告
試験結果には,次の事項を記載する。
a) 試料名,採取場所及び採取年月日
b) この規格の番号(JIS K 2537)
c) 結果(箇条12の表し方による。)
d) 試験年月日
e) 特記事項
7
K 2537:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
煙点試験器
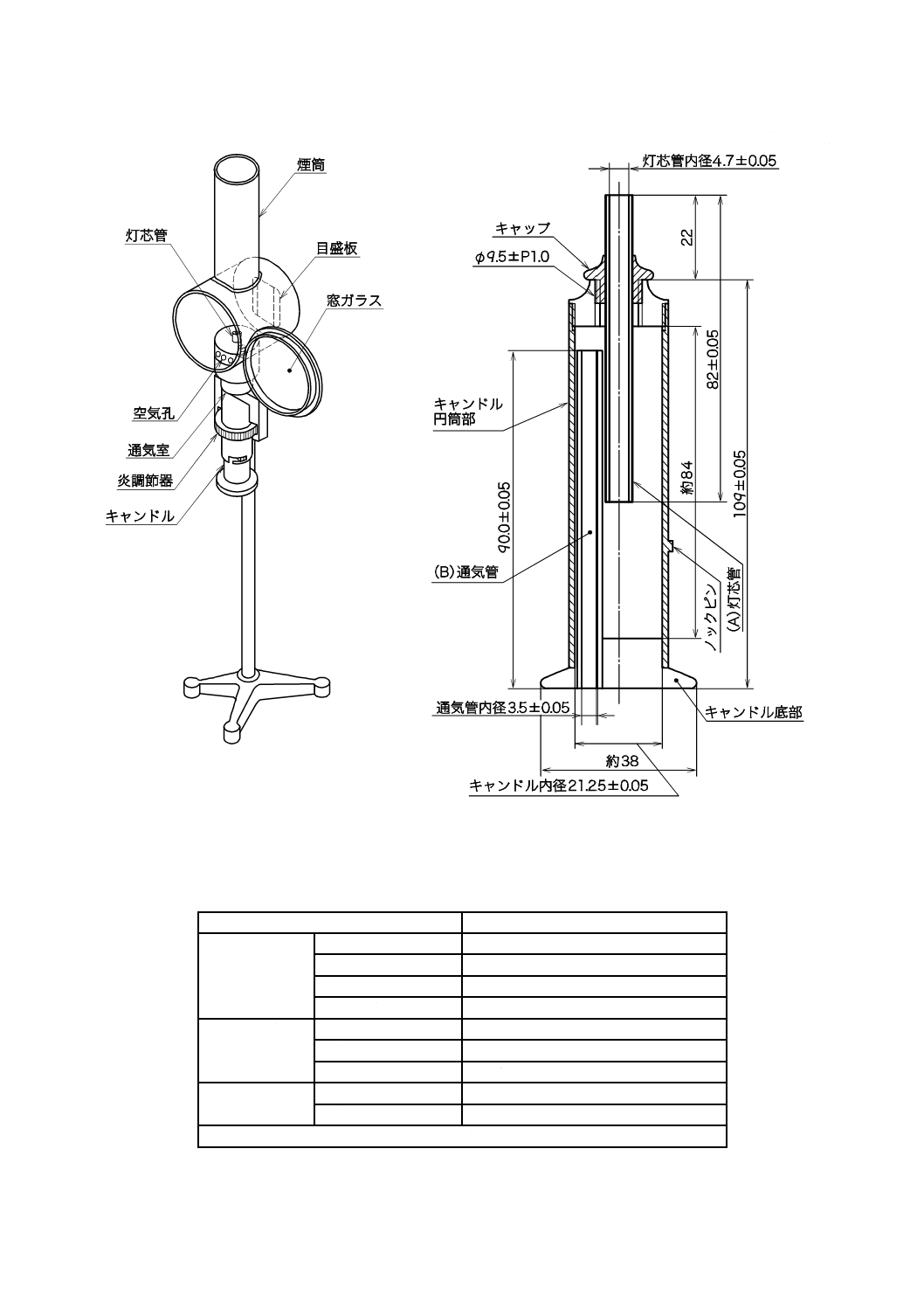
JA.1 煙点試験器
煙点試験器は,図JA.1に示す部品からなり,各部品は図JA.2及び図JA.3に示すもので,寸法は表JA.1
及び表JA.2による。煙点試験器は,a)〜e)を満足しなければならない。
a) 灯芯管 灯芯管ガイドの上端が目盛板のゼロ点と正確に同一の高さにあるもの。
b) 目盛板 黒色ガラス板で,その中央に垂直な2 mmの間隔を白色又は黒色にしてとり,両面に白線で
目盛を付ける。目盛範囲は,0〜50 mmで最小目盛を1 mmとし,5 mmごとに長目盛線を引き,10 mm
ごとに目盛数字を記入する。
c) 炎調節器 キャンドルを均一かつ滑らかに上下移動することができ,その調節可能距離は,キャンド
ル灯芯管の先端が目盛板のゼロ点を基準として,上下に10 mm以上でなければならない。
d) 窓ガラス 炎の副像を生じないように球面状のもの。
注記 目の疲れを少なくするため,窓ガラスにコバルトガラスを用いてもよい。
e) キャンドル キャンドルは,次による。
1) ランプ本体,キャンドル円筒及び炎調節器は,黄銅製のものとする。また,キャンドルは,黄銅製
(クロムめっき付き)又はステンレス鋼製のもので,底部と円筒部との継目から試料が漏れないも
のとする。
2) ランプ本体の通気室(図JA.3のF)の空気孔及びランプ本体の通気口(図JA.3のE)の空気孔の
寸法は,正確でなければならない。また,全部の空気孔が完全に開いているように通気室を組み立
てなければならない。
3) キャンドルの底部をねじ込み式として,キャンドル円筒部と接続してもよい。
8
K 2537:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図JA.1−煙点試験器
図JA.2−キャンドル
表JA.1−煙点試験器用キャンドル(図JA.2)の寸法
単位 mm
キャンドル構成部品
寸法
キャンドル本体
内径
21.25±0.05
外径
キャンドル保持器に滑らかに合うもの
キャップなしの長さ
109.0±0.05
キャップのねじ山a)
径9.5,ねじピッチ1.0
(A)灯芯管
内径
4.7±0.05
外径
灯芯管ガイドに密接して合うもの
長さ
82.0±0.05
(B)通気管
内径
3.5±0.05
長さ
90.0±0.05
注a) キャップのねじ山の径は10 mmを用いてもよい。
9
K 2537:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
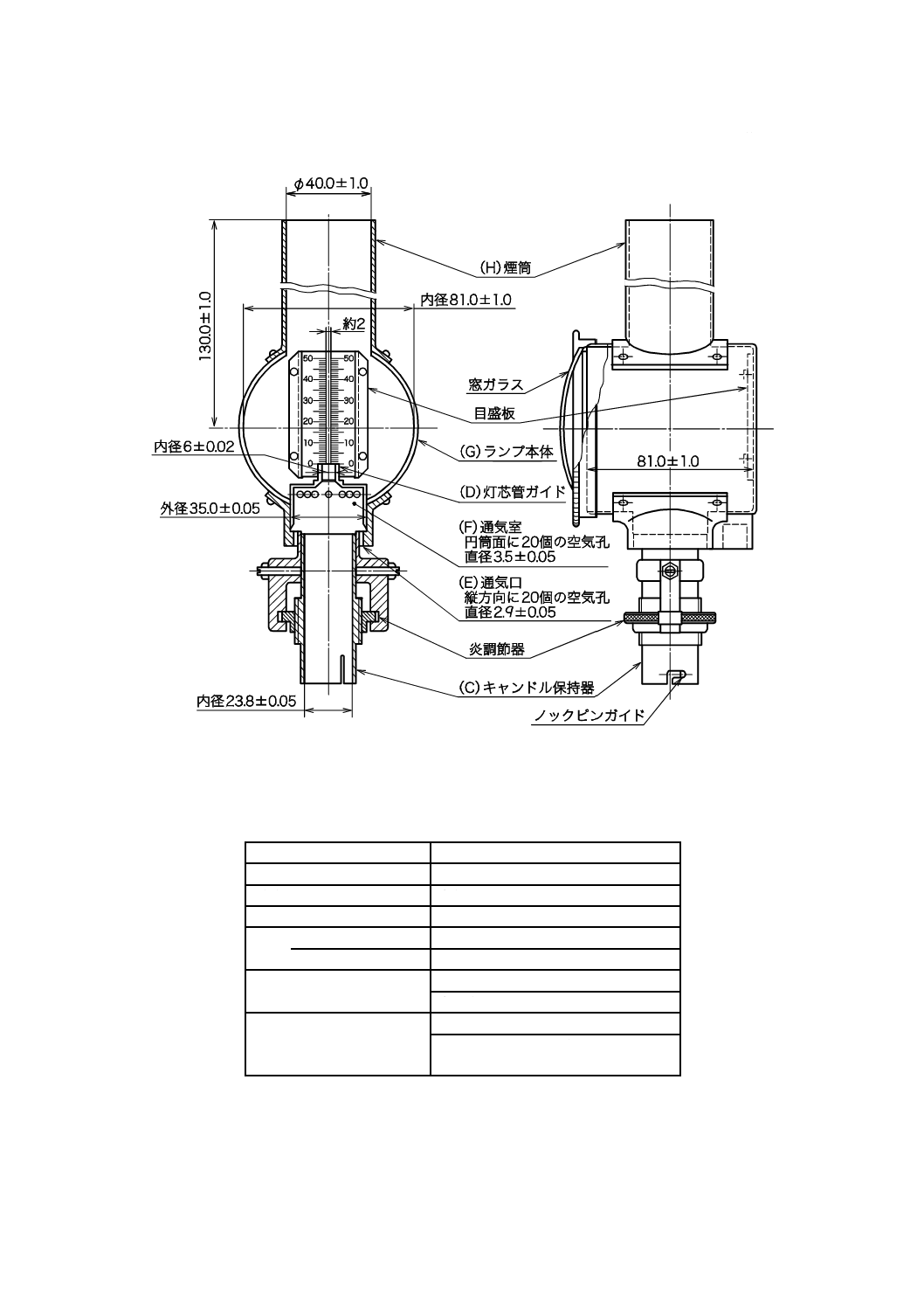
単位 mm
図JA.3−ランプ本体
表JA.2−煙点試験器のランプ本体(図JA.3)の寸法
単位 mm
ランプ本体構成部品・部分
寸法
(C) キャンドル保持器
内径
23.8±0.05
(D) 灯芯管ガイド
内径
6.0±0.02
(E) 通気口
20個の空気孔直径
2.9±0.05
(F) 通気室
外径
35.0±0.05
空気孔(20個)
直径
3.5±0.05
(G) ランプ本体
内径
81.0±1.0
内部奥行
81.0±1.0
(H) 煙筒
内径
40.0±1.0
頭頂部からランプ本体
の中心までの高さ
130.0±1.0
10
K 2537:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(規定)
自動煙点試験器
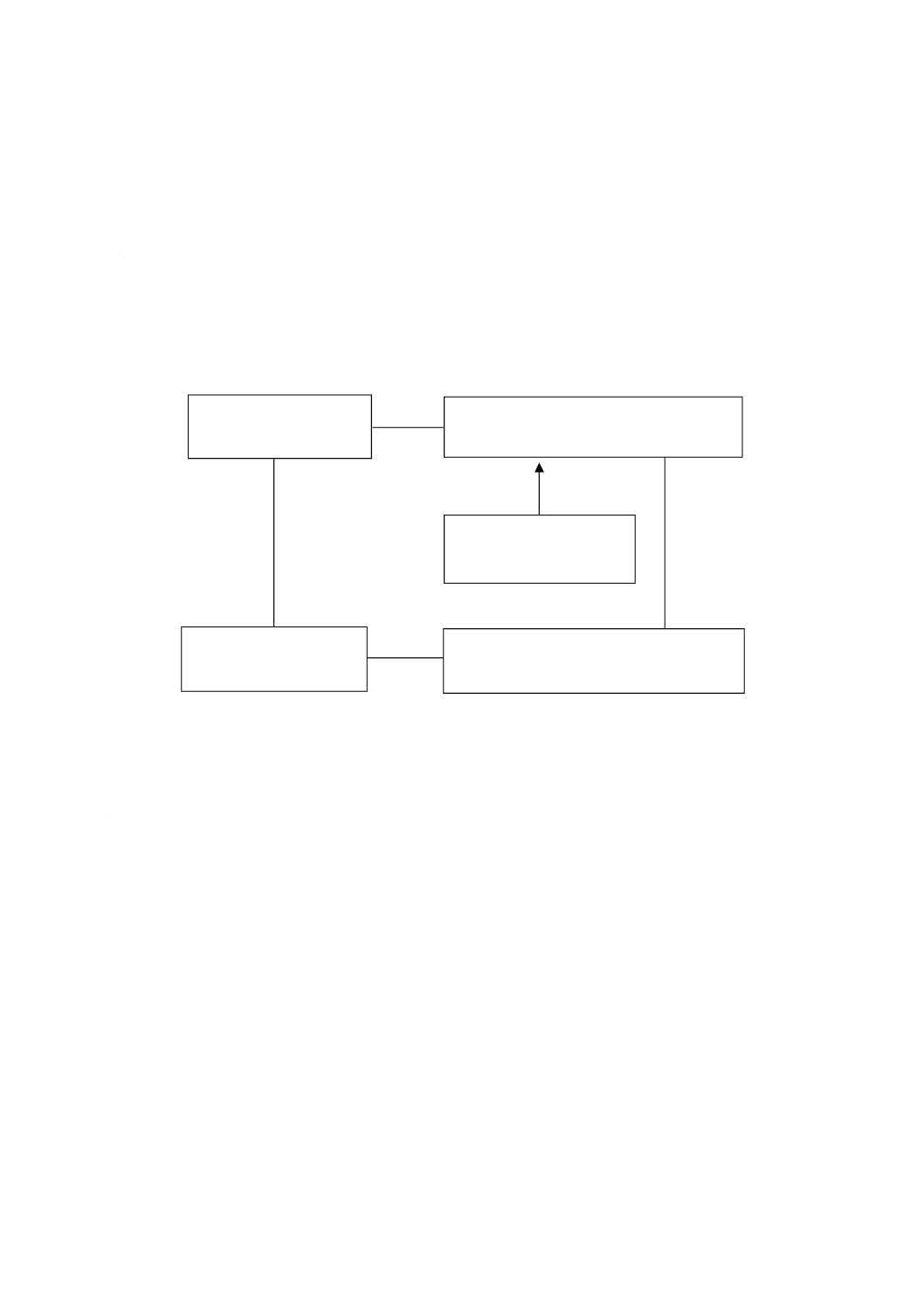
JB.1 自動煙点試験器
自動煙点試験器は,制御部,燃焼部,画像処理部及び駆動装置で構成する。自動煙点試験器の構成の例
を図JB.1に示す。
炎をビデオカメラで観察し,炎の形状をデジタル化する。炎が規定の形状となったときの最大高さを計
測し,標準試料を用いてあらかじめ求めていた補正係数を乗じて煙点として報告する。
図JB.1−自動煙点試験器の構成の例
JB.2 測定の概要
自動煙点試験器の測定は,次による。
a) 灯芯及び試料を入れたキャンドルを用意する。
b) キャンドルを機器のキャンドル用リフトに装着する。
c) 試料名及び大気圧を入力し,測定を開始する。
d) 灯芯への点火,5分間の安定保持及び3回の計測は,全て自動で行われる。
e) 3回の平均値にあらかじめ求めた補正係数を乗じて煙点として報告する。
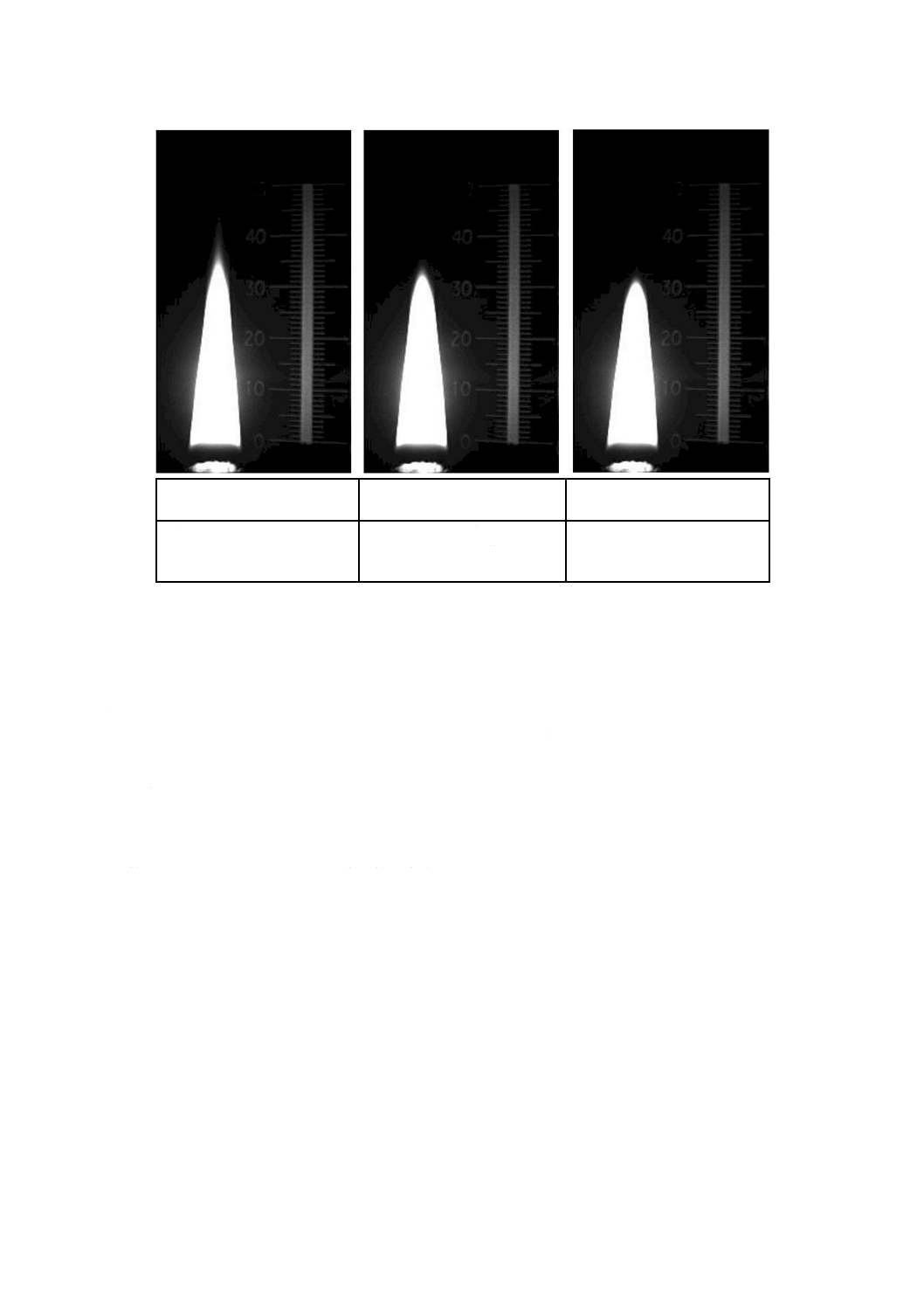
JB.3 炎の外観
炎の外観(高すぎる炎:A〜低すぎる炎:C)を,図JB.2に示す。
自動煙点試験器は,“炎の形:B”を規定の形状として検出している。
画像処理部
(ビデオカメラ)
制御部
キャンドル
燃焼部
(ランプ)
駆動装置
(アクチュエータ)
11
K 2537:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
炎の形:A
(高すぎる炎)
炎の形:B
(規定の形状)
炎の形:C
(低すぎる炎)
細長くとがっていて,その
側面が内側にくぼんだ炎。
とがっていた先端がちょう
ど消失してほんの僅かに丸み
を帯びた炎。
丸い先端の炎。
図JB.2−炎の外観
JB.4 標準試料による校正
自動煙点試験器の校正は,次による。
a) 表1の標準試料の7種類全てを用いて,箇条10の試験手順で標準試料を測定して,自動試験器を校正
する。補正係数は,二つの標準試料を測定するごとに自動計算され機器に保存される。
なお,台風などで大気圧の変化が大きいときは,校正を行ってはならない。
注記 1回の校正で,六つの補正係数が作成・保存されている。
b) 測定時の大気圧が補正係数を求めたときと比べ,0.7 kPaを超えて変化した場合は,0.7 kPa以内で事前
に作成した補正係数を用いるか,新たに校正した補正係数を用いる。
c) 校正は,1年を超えない範囲で定期的に実施する。
12
K 2537:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JC
(参考)
JISと対応国際規格との対比表
JIS K 2537:2015 石油製品−煙点の求め方
ISO 3014:1993,Petroleum products−Determination of the smoke point of kerosine
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 試薬
5.1 トルエン JIS K 2435-2
(1号)又はJIS K 8680(試
薬)
5.1
トルエン(1号)
変更
JISは,試薬の規格を引用した。
JISの体系に合わせて,使用する試
薬を追加・変更した。実質的な技術
的差異はない。
5.2 メタノール JIS K 8891
5.3
試薬グレード
変更
5.3 ヘプタン 純度体積分率
99.75 %以上又はJIS K 9701
5.5
純度体積分率99.75 %
以上
変更
5.4 2,2,4-トリメチルペンタ
ン 純度体積分率99.75 %以
上又はJIS K 9703
5.2
純度体積分率99.75 %
以上
変更
5.5 標準試料 JIS R 3505に
規定する全量ピペット又は
ビュレット
5.4
校正済みのビュレッ
ト又はピペット
変更
JISは,JISガラス製体積計を採用
した。
JISは,ガラス製体積計の仕様を分
かりやすくするために変更した。実
質的な技術的差異はない。
6 試験器
及び器具
6.1 煙点試験器
6.1
−
追加
JISは,自動試験器を追加した。
また,附属書JA及び附属書JBに
よると規定した。
JISは,利用者の利便性を考慮して
追加した。
6.2 灯芯
6.2
−
追加
JISは,灯芯の長さを規定した。
JISは,ねじれ防止のため,長さの
規定を追加した。
6.3 気圧計
6.3
−
追加
JISは,気圧計の詳細を規定した。 JISは,気圧計の仕様を明確にする
ために追加した。
8 試験器
具の準備
b) 又は25回以上となる時間
以上還流
8.2
−
追加
JISは,25回以上となる時間で還
流することを規定した。
JISは,利用者の利便性を考慮して
追加した。2014年度のISO規格定
期見直し時に還流時間の追加を提
案した。
4
K
2
5
3
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13
K 2537:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
9 煙点試
験器の校
正
自動煙点試験器の校正は,
JB.4による。
9
−
追加
JISは,自動試験器の校正を追加
した。
JISは,利用者の利便性を考慮して
追加した。
a) JIS Z 8401によって丸めの
幅0.01に丸める。また,補正
係数1.00±0.02を外れる場合
は校正をやり直す。
−
追加
JISは,補正係数が管理幅を外れ
たときは校正をやり直すことを規
定した。
JISは,測定条件を明確にするため
に追加した。
10 試験
の手順
キャンドルの洗浄溶剤(ヘプ
タン又はイソオクタン)
10
ヘプタン
変更
JISは,洗浄溶剤にイソオクタン
を追加した。
JISは,国内の実情に合わせて洗浄
溶剤の種類を追加した。実質的な技
術的差異はない。
12 結果
の表し方
数値の丸め方
12
−
追加
JISは,数値をJIS Z 8401によっ
て丸めることを規定した。
JISは,数値の丸め方を明確にする
ために追加した。
13 精度
許容差を外れた場合の処理
13.1
−
追加
JISは,JIS Z 8402-6を規定した。 JISは,許容差を外れた場合の取扱
いを明確にするため,追加した。
附属書JA
(規定)
煙点試験器
6.1
煙点試験器
追加
JISは,附属書として規定した。
JISは,利用者の利便性を考慮して
変更した。
附属書JB
(規定)
自動煙点試験器
−
−
−
追加
JISは,自動試験器の使用を可能
としたので,試験器の規定を追加
した。
自動試験器について検証を行い,手
動試験器と同等の結果が得られる
ことを確認した。2014年度のISO
規格定期見直し時に自動試験器の
追加を提案した。
JISと国際規格との対応の程度の全体評価:ISO 3014:1993,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
4
K
2
5
3
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。