2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 2243-1993
エアフィルタ油
Air filter oil
1. 適用範囲 この規格は,ビルディング,工場などに設置するエアフィルタに用いられるエアフィルタ
油(以下,フィルタ油という。)について規定する。
備考1. この規格の引用規格を,次に示す。
JIS G 3141 冷間圧延鋼板及び鋼帯
JIS H 3100 銅及び銅合金の板及び条
JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
JIS K 2001 工業用潤滑油−ISO粘度分類
JIS K 2251 原油及び石油製品−試料採取方法
JIS K 2252 石油製品反応試験方法
JIS K 2265 原油及び石油製品引火点試験方法
JIS K 2269 原油及び石油製品の流動点並びに石油製品曇り点試験方法
JIS K 2283 原油及び石油製品−動粘度試験方法及び粘度指数算出方法
JIS K 2501 石油製品及び潤滑油−中和価試験方法
JIS K 2510 潤滑油さび止め性能試験方法
JIS K 2513 石油製品−銅板腐食試験方法
JIS K 2520 石油製品−潤滑油−抗乳化性試験方法
JIS K 2580 石油製品−色試験方法
JIS R 6001 研磨材の粒度
JIS R 6251 研摩布
JIS R 6252 研摩紙
2. この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって,
規格値である。
なお,これらの従来単位及び数値は,平成7年4月1日以降参考とする。
2. 用語の定義 この規格で用いる主な用語の定義は,次のとおりとする。
(1) フィルタ油 エアフィルタのろ(濾)材の粉じん付着効果を高め,かつ,粉じんの再飛散を防止する
ために用いる油。
(2) 水溶性フィルタ油 フィルタ油の一種で,水洗によって容易に油膜を除去できるもの。
3. 種類 フィルタ油は,不水溶性と水溶性に分け,更に粘度によって細分し,表1のとおりとする。
2
K 2243-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 品質 フィルタ油は,精製鉱油又はそれに添加剤を加えたもので,水及び沈殿物を含まず,不快な臭
気がなく,かつ,5.によって試験を行い,表1の規定に適合しなければならない。
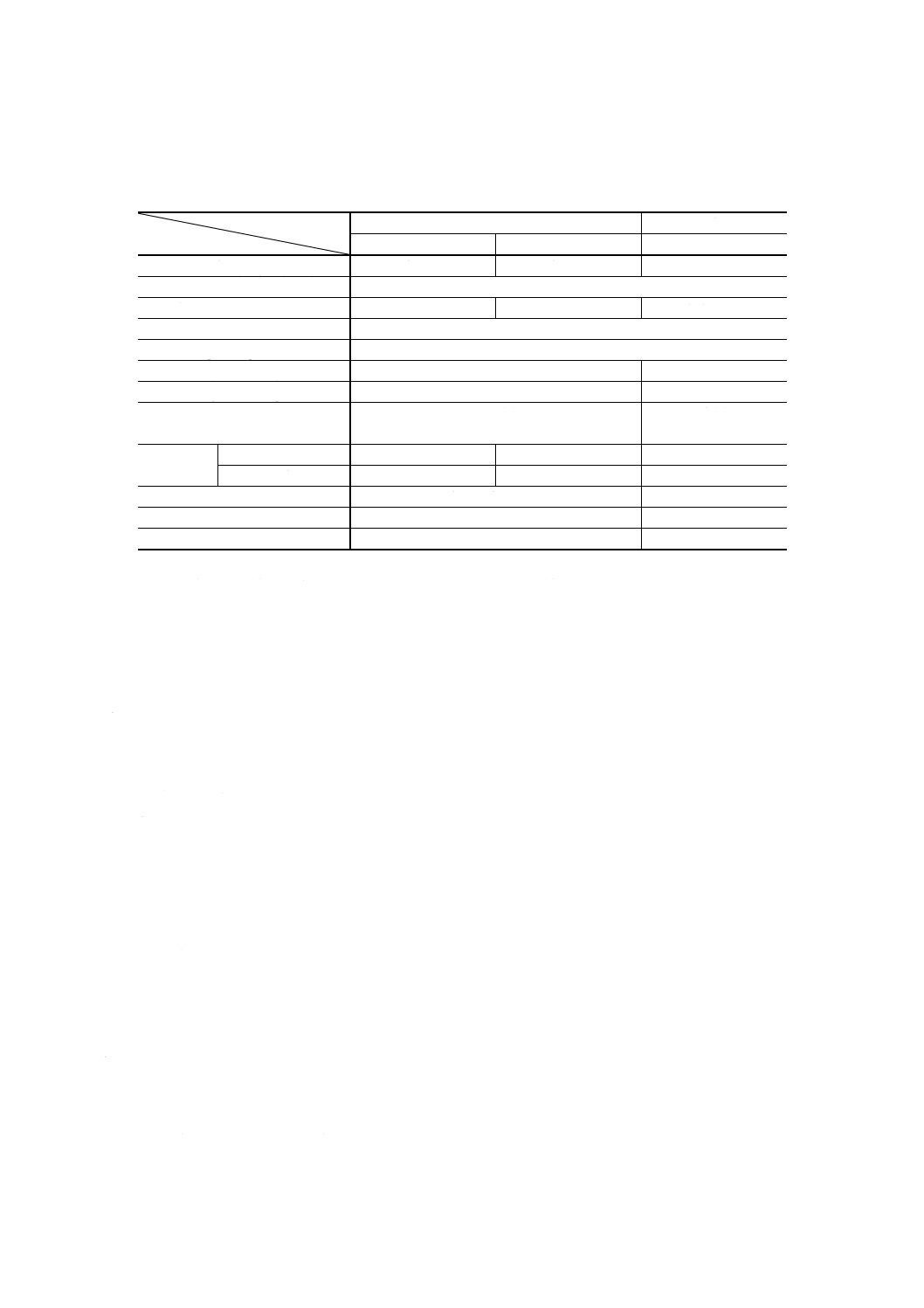
表1
種類
項目
不水溶性
水溶性
1種
2種
3種
動粘度 mm2/s {cSt}(1)(40℃)
19.8 以上 24.2 以下 61.2 以上 74.8 以下 19.8 以上 24.2 以下
反応
中性
引火点 ℃
170 以上
190 以上
170 以上
流動点 ℃
−7.5以下
全酸価 mgKOH/g
記録
銅板腐食 (100℃,3h)
1 以下
−
金属腐食 (60℃,48h)
−
腐食がないこと
抗乳化性 (1h)
乳化層
水層
3ml 以下
こん跡以下
色
ASTM
−
3.0 以下
0.5 以下
セーボルト
+15 以上
−
−
さび止め性能(蒸留水,24h)
さびがないこと
−
粘度指数
記録
−
水洗除膜率
−
記録
注(1) 1mm2/s=1cSt
参考 1種及び3種はJIS K 2001に規定するISO VG 22,2種はISO VG 68に相当する。
5. 試験方法
5.1
試料採取方法 JIS K 2251による。
5.2
動粘度 JIS K 2283に規定する動粘度試験方法による。
5.3
反応 JIS K 2252による。
5.4
引火点 JIS K 2265に規定するクリーブランド開放式引火点試験方法による。
5.5
流動点 JIS K 2269に規定する流動点試験方法による。
5.6
全酸価 JIS K 2501に規定する全酸価及び強酸価試験方法による。
5.7
銅板腐食 JIS K 2513による。
5.8
金属腐食
5.8.1
試験方法の概要 規定の金属板を試料に浸して,規定時間,規定温度に保った後,取り出し,洗浄
して金属板の質量変化を調べる。
5.8.2
金属板 金属板の材質,寸法は,次のものを用いる。
(1) 材質 金属板は,次のものを用いる。
(a) 銅板 JIS H 3100のTCuP1,純度99.9%。
(b) 鋼板 JIS G 3141に規定する1種。
(c) アルミニウム板 JIS H 4000に規定する2024板,記号2024P。
(2) 寸法 この試験方法に用いる試験片の寸法は,25×50mmの長方形とし,厚さは6mmとする。
5.8.3
試験の準備 試験の準備は,次のとおりとする。
(1) 金属板の予備研磨 JIS R 6252又はJIS R 6251に規定する適当な粒度の研磨紙又は研磨布によって金
属板の全表面のきずを取り除く。次に,JIS R 6252又はJIS R 6251に規定する240番の研磨紙又は研
磨布によって金属板を磨き上げる。磨き方は,研磨紙又は研磨布を平板上に置き,アセトンでしめし,
3
K 2243-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
その上に金属板を置き,無灰ろ紙で押さえ,円運動をさせながら金属板を研磨する。この際,指で直
接押さえてはならない。
(2) 金属板の仕上げ研磨 金属板を無灰ろ紙で挟み,わずかにアセトンでしめした脱脂綿にJIS R 6001に
規定する粒度150番の炭化けい素研磨材を付けて,まず両端面を磨き,次に両側面を磨く。さらに,
新しい脱脂綿だけで強くこする。その後は金属板をステンレス鋼のピンセットで取り扱い,直接指を
触れてはならない。金属板を固定し,脱脂綿に粒度150番の炭化けい素研磨材を付け,金属板の両平
面をその長軸の方向に平行に研磨する。このとき金属板の一端から他端までの間を均一に磨き,縁を
丸めないように注意する。最後に脱脂綿だけで強くこすり,新しい脱脂綿に汚れが付かなくなるまで
磨き,エタノールでじんあいを除去し,ベンゼン,次に温メタノールで洗浄し,デシケータ内で乾燥
した後,1mg単位まで正しくはかる。
5.8.4
試験の手順 試験の手順は,次のとおりとする。
(1) 広口びん500mlに,銅,鋼,アルミニウム各1枚の金属板を入れ,相互に接触しないように内壁に縦
に立てかける。次に,試料300mlを注ぎ入れて金属板を油中に全没させる。
(2) ふたをして60±1℃に48時間保つ。適当な時期に途中観察を行う。
(3) 広口瓶から各金属板を取り出し,ベンゼン,次に温メタノールで洗浄し,デシケータ内に立てかけて
常温で乾燥した後,0.1mg単位まで正しくはかる。
5.8.5
結果 金属板の単位表面積当たりの質量変化を算出し,0.2mg/cm2以下を腐食なしとする。
5.9
抗乳化 JIS K 2520に規定する抗乳化性試験方法による。
5.10 色 JIS K 2580に規定するASTM色試験方法又はセーボルト色試験方法による。
5.11 さび止め性能 JIS K 2510による。
5.12 粘度指数 JIS K 2283に規定する粘度指数算出方法による。
5.13 水洗除膜率
5.13.1 試験方法の概要 規定のアルミニウム板を試料に浸して油を付け,それを水の中で洗い,油膜が落
ちる割合を調べる。
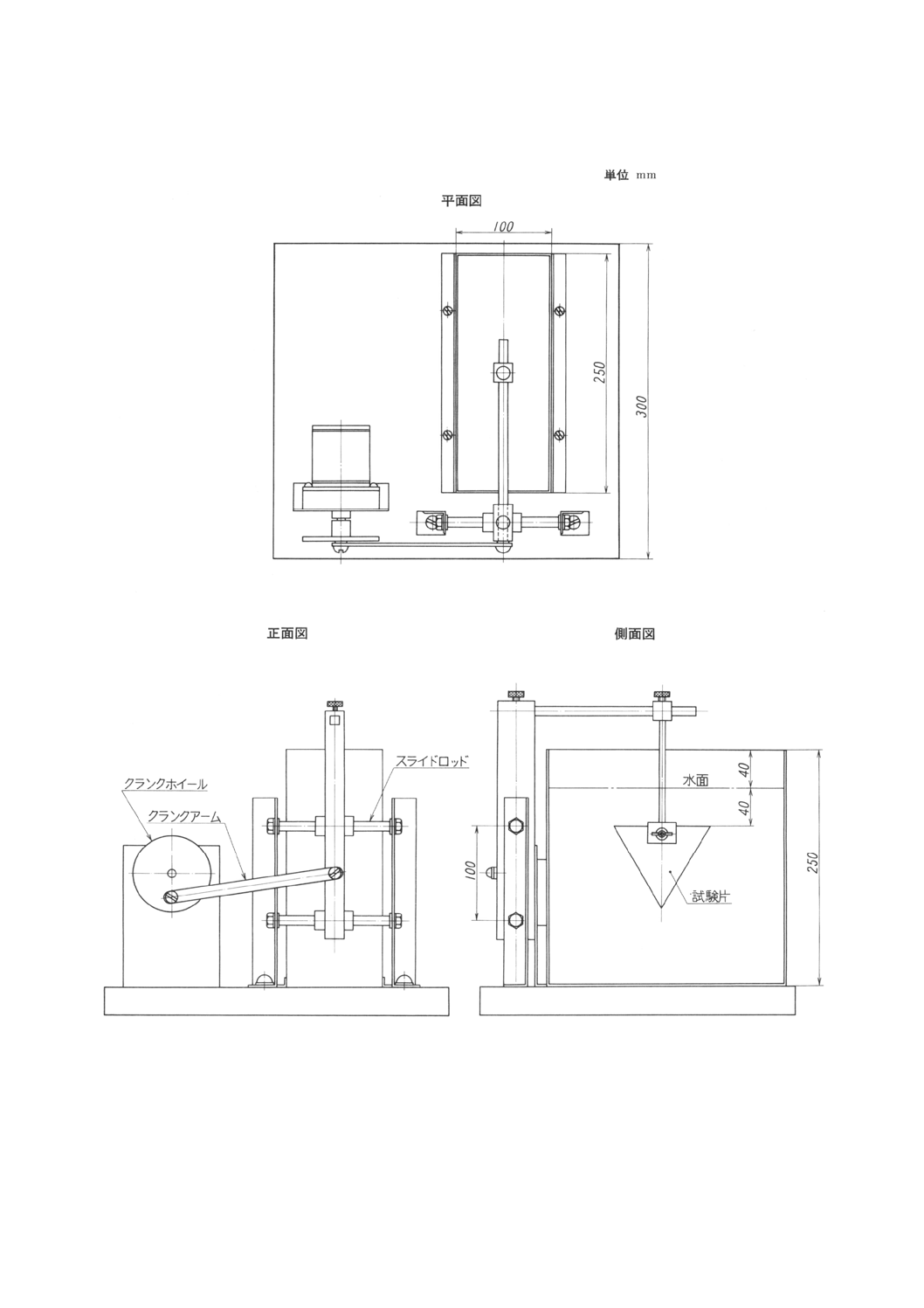
5.13.2 水洗除膜試験器 水洗除膜試験器は,次のものを用いる。
(1) 図1及び図2に示す水槽,運動部分及び駆動部分からなる。
(2) パネルの運動は,1分間30回往復とする。
また,ストロークは,50±0.6mmとする。
4
K 2243-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1
5
K 2243-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
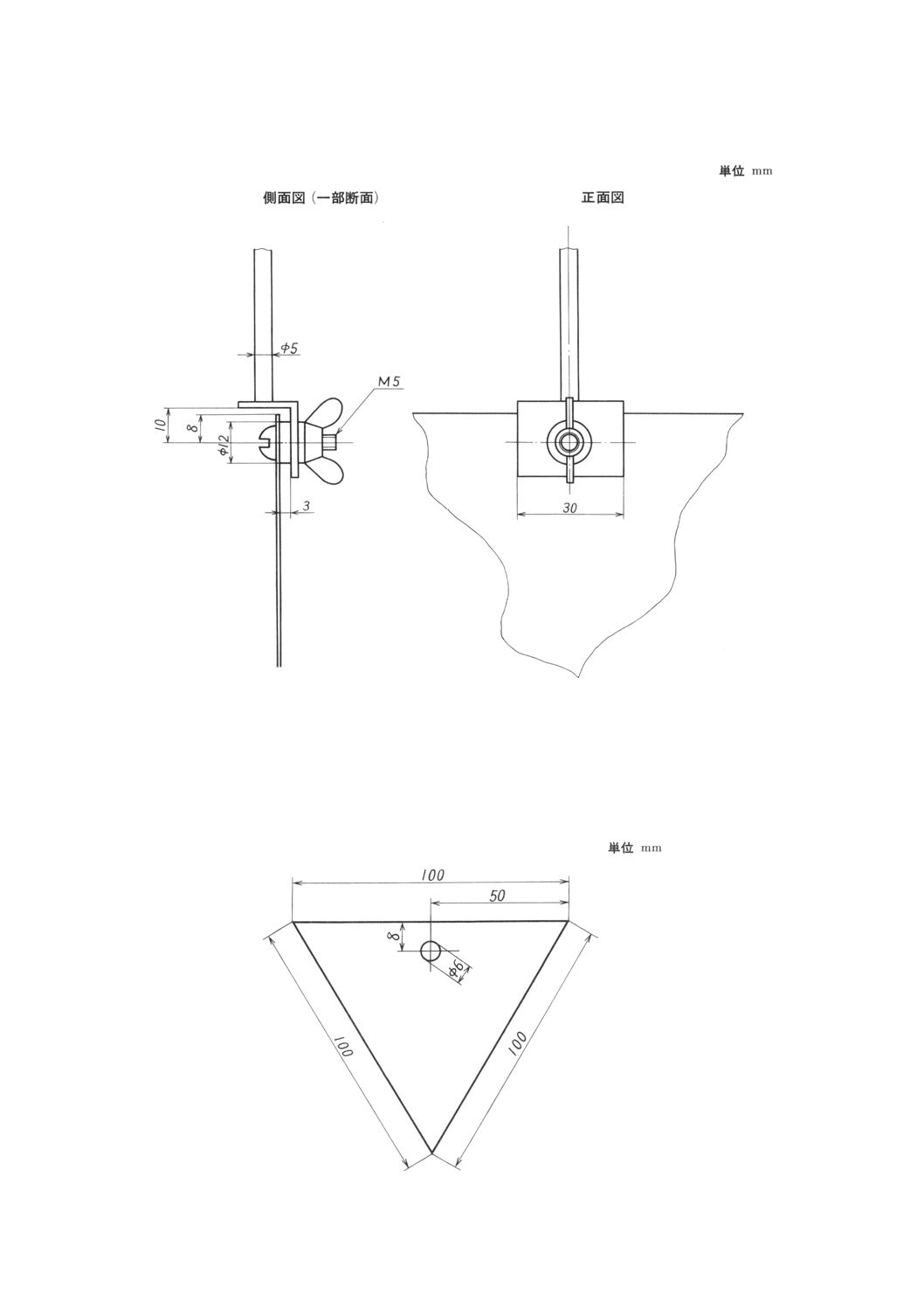
図2 パネル支持部詳細図
5.13.3 試験片 試験片は,次のものを用いる。
(1) 材質 JIS H 4000に規定するアルミニウム板。
(2) 寸法 試験片の寸法は,図3に示すような一辺100mmの正三角形とし,厚さは1mmとする。つり下
げ及び支持のため,6mmの穴をあける。
図3 試験片
6
K 2243-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.13.4 試験の準備 試験片の研磨は,5.8.3による。
5.13.5 試験の手順 試験の手順は,次のとおりとする。
(1) 油膜の付着 油膜の付着は,5.13.4で洗浄・乾燥した試験片の穴に針金を通し,室温で試料に1分間
浸す。次に引き上げてそのままつり下げ,1時間静置し,試料を滴下させ,最後に下端に残留してい
る油滴は吸取紙で吸い取る。
(2) 油膜の定着 油膜の定着は,試験片を60±2℃の恒温槽内につるし,空気浴中に16時間放置する。
(3) 油膜の熟成 油膜を定着させた試験片を室内で1週間つり下げ放置する。その後,試験片を0.1mg単
位まではかる。
(4) 油膜の水洗除去 試験片を水洗除膜試験装置の規定の位置に取り付け,水中で2分間に合計60回往復
させて油膜を水洗除去する。
(5) 水洗後の乾燥 試験片を水切りした後,自然乾燥し,0.1mg単位まではかる。
5.13.6 計算及び結果 次の式によって水洗除膜率を算出し,有効数字2けたに丸める。
100
×
B
C
D
C
A
−
−
=
ここに,
A: 水洗除膜率 (%)
B: 油膜形成前,洗浄乾燥後の試験片の質量 (g)
C: 油膜熟成後の試験片の質量 (g)
D: 水洗除膜,乾燥後の試験片の質量 (g)
6. 製品の呼び方 製品の呼び方は,規格名称及び種類による。
例 エアフィルタ1種
7. 表示 容器の見やすいところに,次の事項を表示しなければならない。
(1) 規格名称及び種類
(2) 製造業者名又はその略号
(3) 製造年月日又はその略号
7
K 2243-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
資源エネルギー部会 工作油・さび止め油専門委員会 構成表(昭和58年3月1日改正のとき)
氏名
所属
(委員会長)
篠 崎 襄
職業訓練大学校
田 中 久 泰
資源エネルギー庁石油部
卯 木 稔
工業技術院標準部
高 橋 教 司
工業技術院製品科学研究所
藤 川 芳 男
神奈川県工業試験所
野 上 周 二
潤滑油中央技術研究所
田 尻 勝 紀
社団法人日本防錆技術協会
中 村 益 也
日興産業株式会社
山ノ内 敏 郎
大同化学工業株式会社
吉 水 秀 夫
エシロ化学工業株式会社
篠 崎 市 郎
菱江化学株式会社
高 橋 秀 一
中央油化株式会社
松 本 美 韶
エヌ・テー・エヌ東洋ベアリング株式会社
平 井 陽 一
石川島播磨重工業株式会社
稲野辺 修 次
いすヾ自動車株式会社
関 谷 英 男
日産自動車株式会社
鈴 木 利 郎
日本精工株式会社
原 田 政 志
東京芝浦電気株式会社
鈴 木 政 治
日本国有鉄道
(事務局)
時 山 聖 司
工業技術院標準部材料規格課
宮 崎 正 治
工業技術院標準部材料規格課
(事務局)
宮 本 幸 夫
工業技術院標準部材料規格課(平成5年6月1日改正のとき)
小 嶋 誠
工業技術院標準部材料規格課(平成5年6月1日改正のとき)