K 0071-3 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
JIS K 0071 : 1998は,一般名称を“化学製品の色試験方法”として,次の各部によって構成する。
第1部:ハーゼン単位色数(白金−コバルトスケール)
第2部:ガードナー色数
第3部:セーボルト色数
第4部:ASTM色数
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 0071-3 : 1998
化学製品の色試験方法−
第3部:セーボルト色数
Testing methods for colour of chemical products−
Part 3 : Saybolt colour
1. 適用範囲 この規格は,常温で液体の化学製品(石油製品は除く。)の色を試験する方法について規定
する。
備考1. 化学製品とは,化学反応によって生成する物質全般を指すが,個別の製品又は製品群の規格
において,この規格と異なる測定方法が規定されている場合には,その規格に規定されてい
る方法による。
2. 化学製品には,揮発性,爆発性,放射性などが強いために,この規格を用いるとき試験の安
全を確保できないものもある。この規格に規定する方法は一般的な方法であり,あらかじめ
安全性を十分に確保できるものに適用する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS C 7501 一般照明用電球
JIS Z 8722 色の測定方法−反射及び透過物体色
3. 用語の定義 この規格で用いる用語の定義は,次による。
a) セーボルト色数 標準色ガラスと試料を比較し,双方の透明色の明るさがほぼ等しくなるように標準
色ガラスの厚さと試料の高さを調節し,ほぼ一致したときの標準色ガラスの厚さと試料の高さから読
み取る色番号。+30〜−16の範囲の色数によって表す。
4. 原理 この試験方法は,常温で液体の化学製品についてその透過色を標準色ガラスと目視によって比
較し,両方の明るさが一致するときの試料の高さを求め,標準色ガラスの種類と試料の高さ目盛によって
セーボルト色数を求める方法である。
5. 装置及び器具 装置及び器具は,次による。
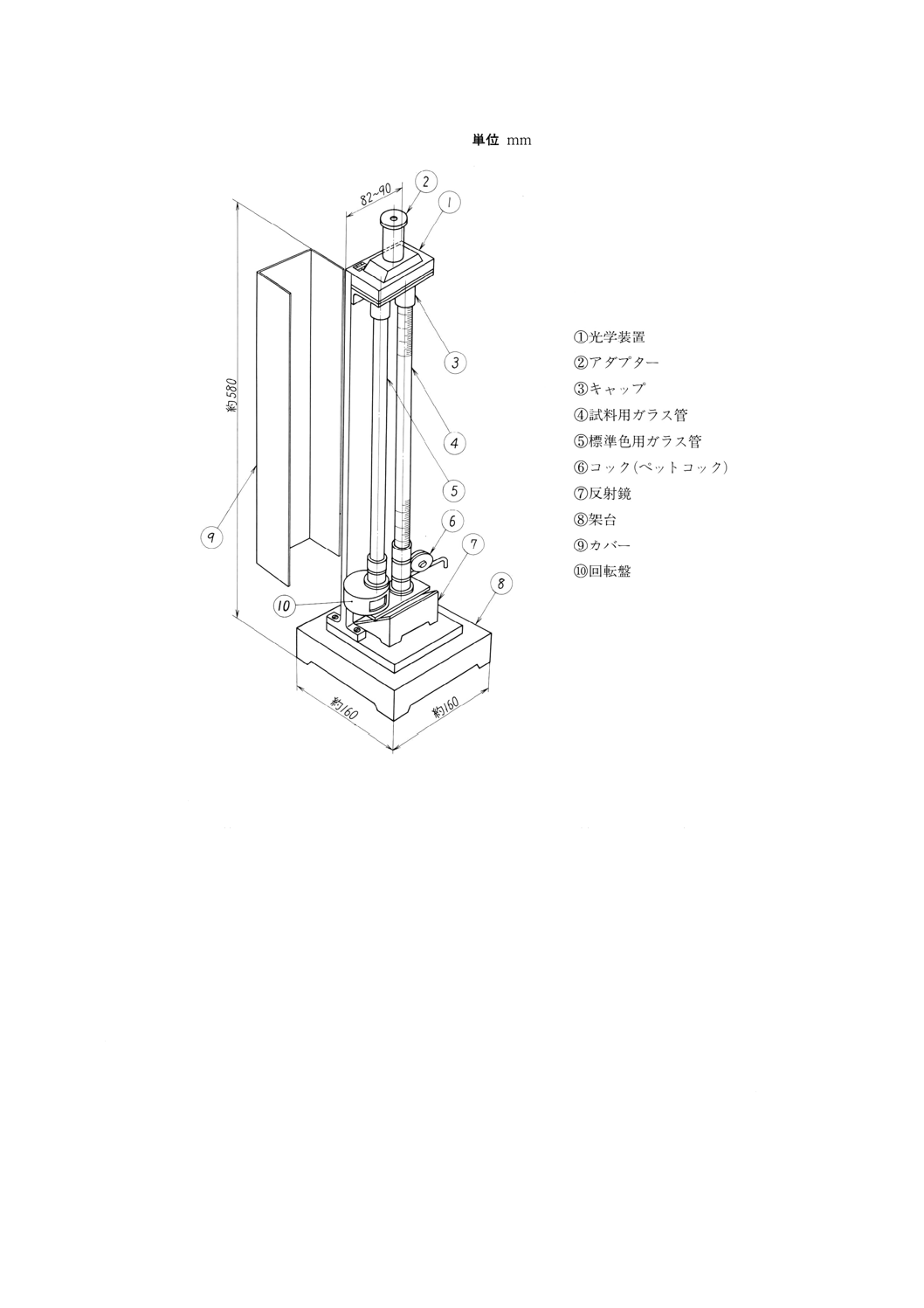
セーボルト比色計 セーボルト比色計は,次のa)〜f)からなる。構造及び寸法の一例を図1に示す。
2
K 0071-3 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 セーボルト比色計の一例
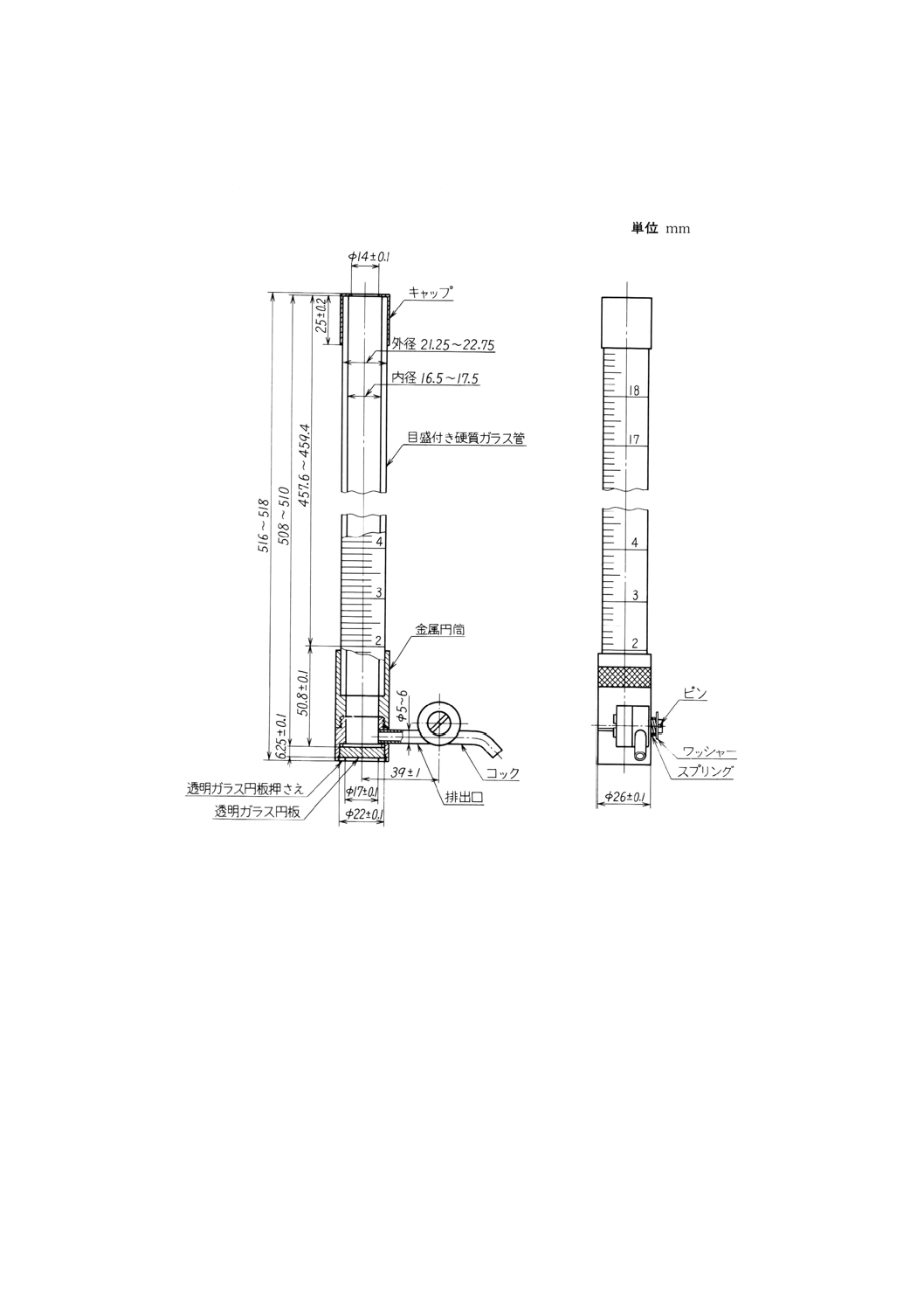
a) 試料用ガラス管 図2に示す構造・寸法のほうけい酸ガラス製のガラス管に,透明ガラス円板,コッ
ク付き金属円筒及びキャップを取り付ける。目盛付き硬質ガラス管の目盛は,透明ガラス円板の上面
から50.8mmの位置に回線目盛を刻み,更にその上方に25.4mmごとに回線目盛を刻み,各回線には
下方から2,3,4,5,〜20までの整数を刻む。
回線間にはこれを8等分する細分目盛を刻む。
透明ガラス円板は厚さ6.25mmで,すじ,きずなどのない無色の平らなものとする。コック付き金
属円筒は,黄銅製黒つや消しめっき仕上げとし,目盛付き硬質ガラス管,透明ガラス円板を洗浄する
ため取外しができる構造とする。
キャップは金属製黒つや消しめっき仕上げのもので,ほうけい酸ガラス管にかぶせる。
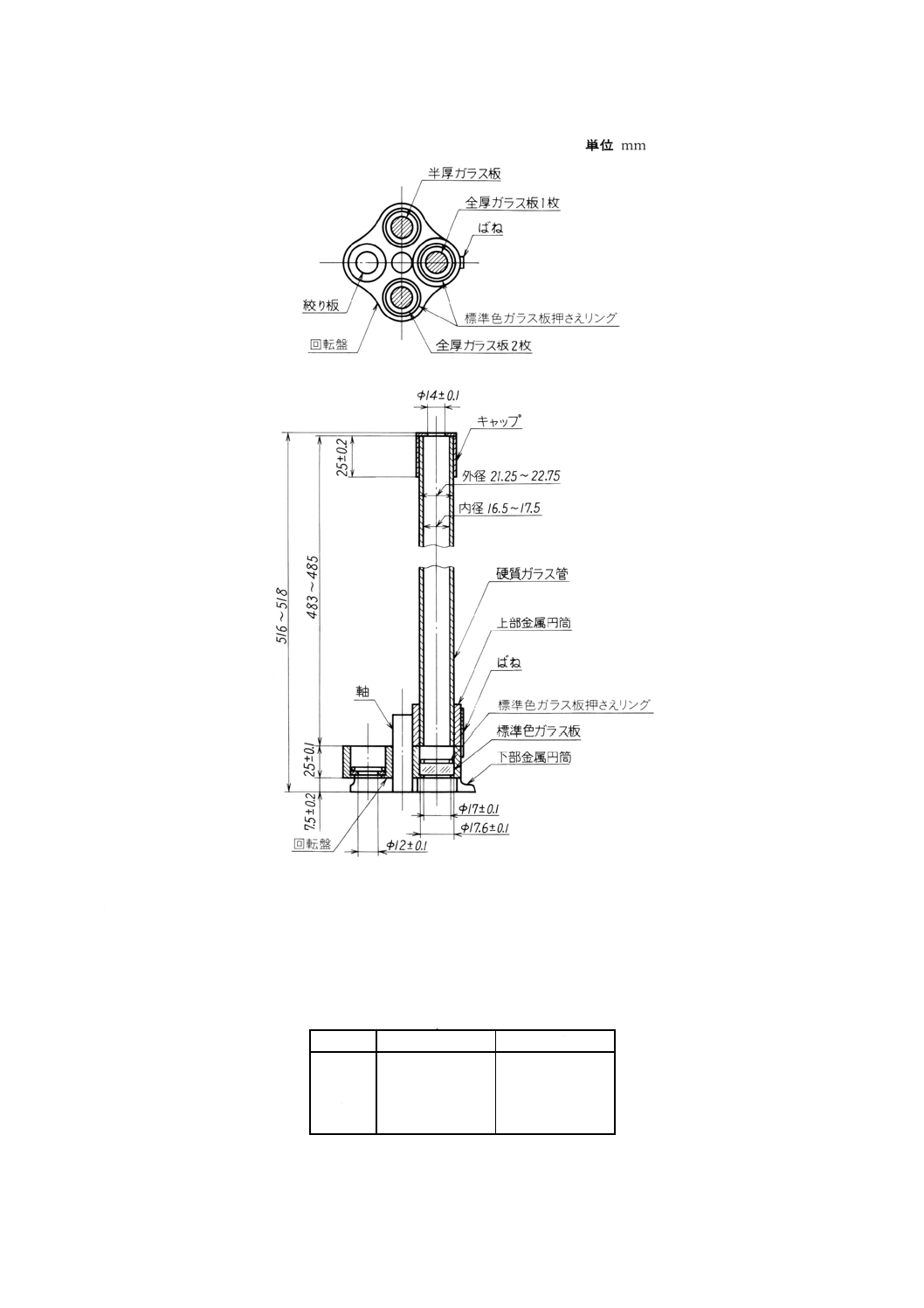
b) 標準色用ガラス管 図3に示す構造・寸法のほうけい酸ガラス製のガラス管に,その下部に黄銅製黒
つや消しめっき仕上げした金属円筒と回転盤(回転盤がない場合もある。)を取り付けたものとする。
金属円筒又は回転盤は内径12±0.1mmの金属製絞り盤を脱着できるもので,回転盤は標準色ガラス全
厚板2枚,全厚板1枚及び半厚板1枚を固定し,標準色ガラスを交換したときに,光学軸が一致する
ようにする。また,ほうけい酸ガラス管の上部にはa)と同じキャップをかぶせる。
3
K 0071-3 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 製造ロットの異なるガラスの光学的特性は微妙に違う場合がある。
この試験では試験用ガラス管と標準色用ガラス管は光学特性の合った管を使用しなければな
らない。管の一方が破損した場合は両管とも取り替えることが望ましい。
図2 試料用ガラス管及びキャップ
4
K 0071-3 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 標準色用ガラス管及びキャップ
c) 標準色ガラス 標準色ガラスは,表1の色特性をもつ全厚板及び半厚板とする。色度座標x,y,z及
び視感透過率YcはJIS Z 8722の2度視野に基づくX,Y,Z表色系による物体色の測定方法で標準C
光源を用いた分光透過率から計算したとき,表1に示す値でなければならない。
表1 標準色ガラスの色特性
(色度座標x,y,z及び視感透過率Yc)
色特性
全厚板
半厚板
Yc %
86.0 〜86.5
88.8 〜89.1
x
0.342〜 0.350
0.327〜 0.331
y
0.367〜 0.378
0.344〜 0.350
z
0.272〜 0.291
0.319〜 0.330
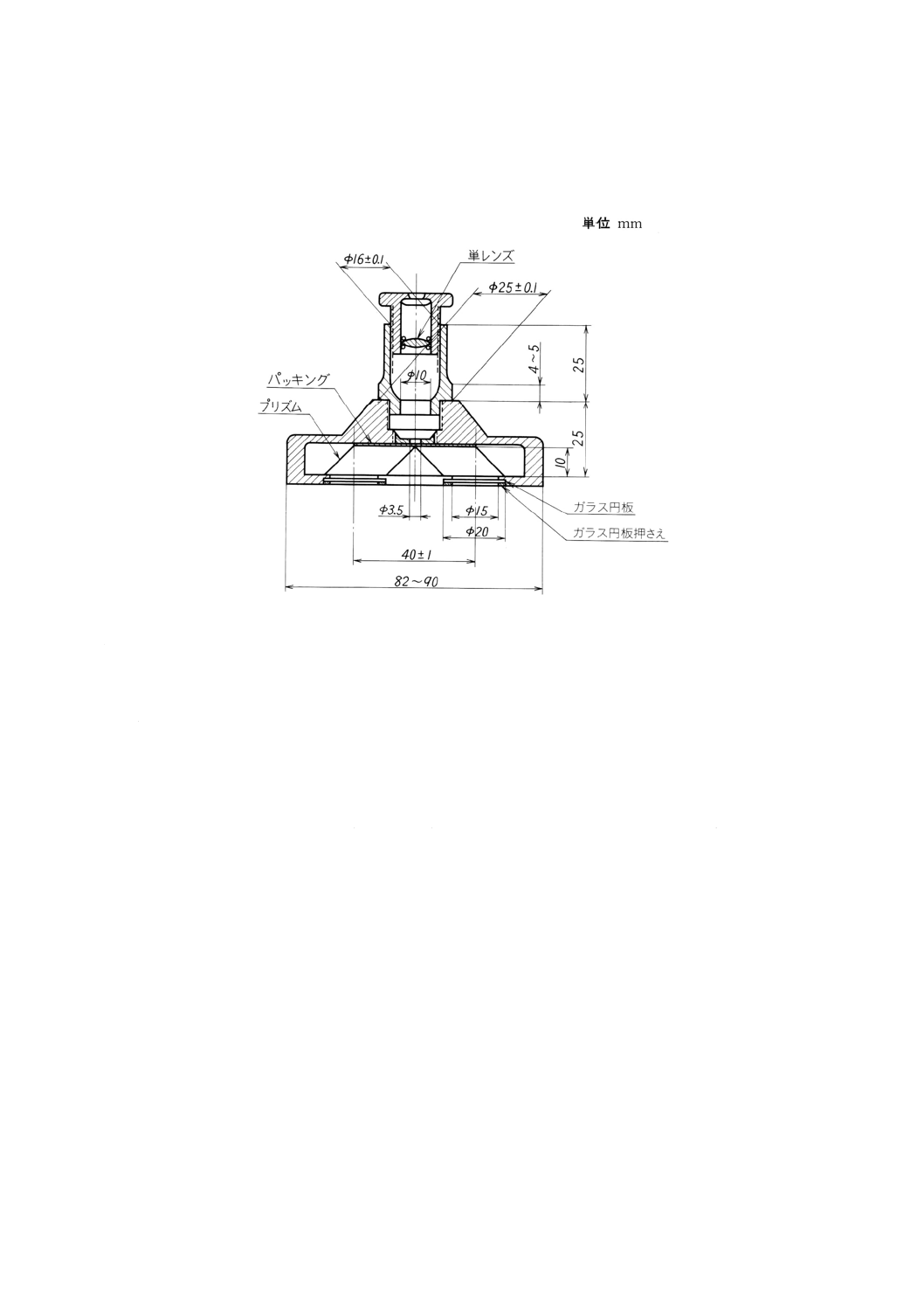
d) 光学装置 図4に示すとおり屈折角と面積のつり合った一対のプリズムと単レンズ接眼鏡とからなり,
5
K 0071-3 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試料用ガラス管と標準色用ガラス管を通過した光が,円形視野の中に半円面ずつ接眼鏡を通して見ら
れ,ひずみ,視差などがないように光学的に組み合わせたもので,アルミニウム又は黄銅製黒色つや
消しめっき若しくは塗装仕上げした金物に固定する。
図4 光学装置の一例
e) 反射鏡 図1に示す構造で,反射鏡の材質は白色オパールガラス又はすりガラスとし,同じ強さの反
射光が底部から試料及び標準色ガラス管を通過するようにしたもの。反射鏡を用いる代わりに人工昼
光色光源からの散乱光が直接試料及び標準色ガラス管内を通過するように,底部から投光する形式の
試験器でもよい。
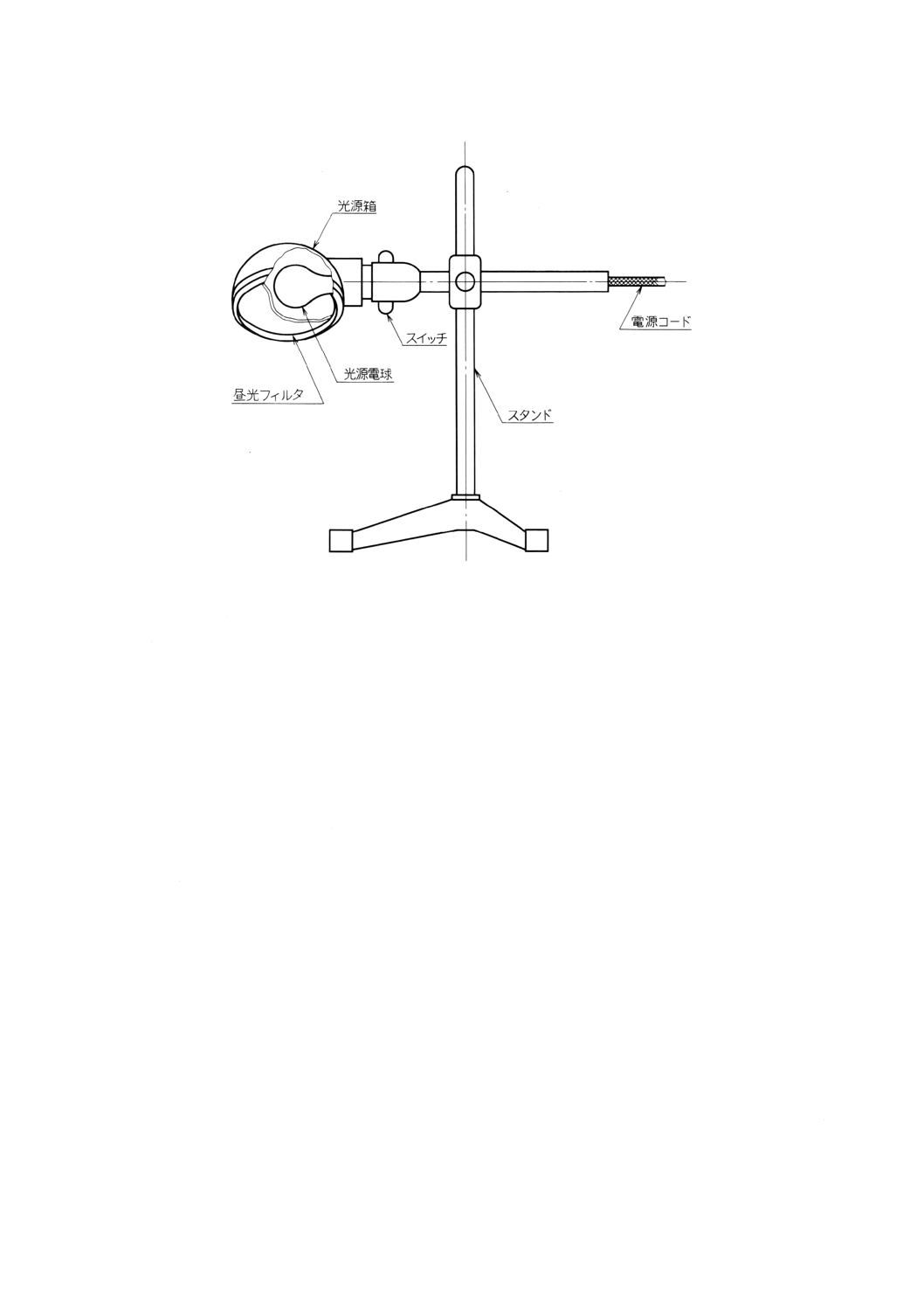
f)
人工昼光色光源 光源電球,光源箱,昼光フィルタからなり,反射鏡と組み合わせて拡散昼光と同様
な分光分布特性をもつものとする。試料用ガラス管及び標準色用ガラス管の底部を,陰や輝きのない
光で照明でき,測定に影響のあるような外来光が入らない構造のものとする。
備考 光源電球によって生じる陰や輝きの除去には,昼光フィルタの内面をサンドブラストと酸処理
又は表面硬化処理をした昼光フィルタ若しくはオパールガラスを用いればよい。人工昼光色光
源の一例を図5に示す。
6
K 0071-3 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 人工昼光色光源の一例
1) 光源電球 色温度約2 750Kの白熱電球(1)とする。
注(1) JIS C 7501に規定するLW100V,60Wのものが相当する。
2) 光源箱 試験器の背面底部又は試験器底部に取り付け,試験器に投光できるもので内側はアルミニ
ウム粉を顔料とした耐熱塗料を均一に吹き付け,65%以上の反射率をもつもの。
3) 昼光フィルタ 厚さが均一で,次に示す分光透過率,色度座標 (x, y, z) 及び視感透過率 (YA) をも
ち,平滑な分光特性をもつもの。散乱光にするため,その内側をサンドブラスト,及び酸処理又は
表面硬化処理をするとよい。
3.1)
波長410nmで60%以上の透過率。
3.2)
波長700nmで10%以下の透過率。
3.3)
波長540nmと590nmの透過率を直線で結んだとき,波長570nmの透過率は,直線上に3%以上出な
いこと。
3.4)
波長700nmにおける透過率は,660nmの透過率より3%以上大きくないこと。
3.5)
色度座標 (x, y, z) 及び視感透過率 (YA) は,JIS Z 8722に規定する標準の光Aを用いた分光透過率
から計算したとき,次の値をもつもの。
x
0.314〜 0.330
y
0.337〜 0.341
z
0.329〜 0.349
YA 10.7 〜16.0%
6. 比色計の準備 セーボルト比色計の準備は,次による。
a) 試料用ガラス管からその底部のコック付き金属円筒を取り外し,コック付き金属円筒に付いている透
明ガラス円盤,試料用ガラス管及び標準色用ガラス管をきれいにふく。付着物が落ちない場合は洗剤
7
K 0071-3 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
で洗い,水を注ぎ,次にアセトン又は適宜な溶剤で洗浄して乾燥する。
試料用ガラス管にコック付き金属円筒を取り付け,試験器を図1のとおり組み立てる。
b) 標準色用ガラス管の底部の金属円筒から標準色ガラス及び金属製絞り板(2)を取り外し,2本の管とも
空の状態で,光源と反射鏡とを用い2等分された視野の明るさを比較する。この場合,2等分された
視野の明るさが同じでなければならない。同じでないときは,光源の位置を変える必要がある。
注(2) この項の試験器の準備をするとき以外は,金属製絞り板は標準色ガラス管の金属円筒部又は回
転盤に取り付けておく。
c) 金属製絞り板を標準色ガラス管の金属円筒部又は回転盤に入れ,試料用ガラス管に目盛線20まで水を
入れる。このとき,2等分された視野の明るさは同じでなければならない。
7. 操作 操作は,次のとおり行う。
a) 試料を用いて試料用ガラス管を洗浄し,液滴が管内に残らないように流し出す。
b) 標準色ガラスは,次のようにして選ぶ。
試料用ガラス管に試料(3)を20目盛まで満たし,試料中の気泡を除いた後,試料と標準色ガラス全厚
板1枚と明るさを比較する。
試料のほうが全厚板1枚より明るいときは全厚板1枚を半厚板1枚に取り替える。試料のほうが暗
いときは試料をコックから682の目盛まで減らして比較する。このとき,試料のほうが明るい場合は標
準色ガラスはそのままとし,試料のほうが暗い場合は,全厚板1枚を全厚板2枚に取り替える。
注(3) 試料が濁っているときは,濁りがなくなるまで定性ろ紙を用いてろ過する。
c) 標準色ガラスが決まった後,試料用ガラス管の試料が標準色ガラスの明るさより暗くなるまで試料を
追加する。
d) 試料用ガラス管下部のコックを徐々に開き,標準色ガラスよりやや暗くなるまで試料を排出し,さら
に表2に示す試料の高さ目盛に最も近い高さまで試料を流し出す。
e) 接眼鏡からのぞいた試料の明るさが標準色ガラスよりも暗いときは,表2に示す次の色数の目盛まで
試料を抜いて比較する。試料の明るさと標準色ガラスとの明るさが同じか又はほとんどその差を認め
なくなるまで,この操作を続ける。
f)
次に,すぐ下の段階の目盛まで液面を下げ,試料の明るさが標準色ガラスより明るくなったときは,
すぐ前の段階の試料の目盛に対応するセーボルト色数を読み取る。
8
K 0071-3 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 試料の高さ目盛に対応するセーボルト色数
標準色ガラス
試料の高さ目盛
セーボルト色数
標準色ガラス
試料の高さ目盛
セーボルト色数
半厚板1枚
20.00
+30
全厚板2枚
6.00
+6
半厚板1枚
18.00
+29
全厚板2枚
586
+5
半厚板1枚
16.00
+28
全厚板2枚
584
+4
半厚板1枚
14.00
+27
全厚板2枚
582
+3
半厚板1枚
12.00
+26
全厚板2枚
5.00
+2
全厚板1枚
20.00
+25
全厚板2枚
486
+1
全厚板1枚
18.00
+24
全厚板2枚
484
0
全厚板1枚
16.00
+23
全厚板2枚
482
−1
全厚板1枚
14.00
+22
全厚板2枚
4.00
−2
全厚板1枚
12.00
+21
全厚板2枚
386
−3
全厚板1枚
1086
+20
全厚板2枚
385
−4
全厚板1枚
984
+19
全厚板2枚
384
−5
全厚板1枚
882
+18
全厚板2枚
383
−6
全厚板1枚
782
+17
全厚板2枚
382
−7
全厚板1枚
682
+16
全厚板2枚
381
−8
全厚板2枚
1084
+15
全厚板2枚
3.00
−9
全厚板2枚
986
+14
全厚板2枚
287
−10
全厚板2枚
9.00
+13
全厚板2枚
286
−11
全厚板2枚
882
+12
全厚板2枚
285
−12
全厚板2枚
786
+11
全厚板2枚
284
−13
全厚板2枚
782
+10
全厚板2枚
283
−14
全厚板2枚
686
+9
全厚板2枚
282
−15
全厚板2枚
684
+8
全厚板2枚
281
−16
全厚板2枚
682
+7
備考 セーボルト色数の測定例を表3に示す。
表3 セーボルト色数の測定例
単位 目盛数
全厚板1枚の場合
全厚板2枚の場合
右の試料の高さにおいて試料のほうが暗い
16
484
右の試料の高さにおいて試料のほうが暗い
14
482
右の試料の高さにおいて標準色とほぼ等しい
12
4.0
右の試料の高さにおいて試料のほうが明るい
1086
386
セーボルト色数
+21
−2
8. 結果の記録 7.f)で読み取ったセーボルト色数を記録する。試料をろ過した場合は“ろ過試料”と付記
する。
記録例 セーボルト色数 +21 ろ過試料
9
K 0071-3 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
化学製品の色及び硫酸着色試験方法 原案作成委員会・分科会 構成表
氏名
所属
委員会 分科会
(委員長)
荒 木 峻
東京都立大学名誉教授
◎
増 田 優
通商産業省基礎産業局
○
大 嶋 清 治
工業技術院標準部
○
小 倉 悟
工業技術院標準部
○
橋 本 繁 晴
財団法人日本規格協会
○
堀 本 能 之
工業技術院物質工学研究所
○
政 岡 進
製品評価技術センター
○
嶋 貫 孝
社団法人日本分析化学会
○
神 代 啓
社団法人日本化学工業協会
○
並 木 昭
財団法人化学品検査協会
○
平 井 敏 夫
財団法人日本色彩研究所
○
◎
竹 内 幸 夫
和光純薬工業株式会社大阪工場
○
○
大 森 道 昭
株式会社離合社浦和工場
○
○
檀 上 秀 夫
日本化薬株式会社化学品研究所
○
○
岡 田 憲 治
社団法人日本芳香族工業会
○
○
近 藤 暁 弘
株式会社村上色彩研究所
○
○
伊 藤 尚 美
社団法人日本分析化学工業会
○
○
(事務局)
三 須 武
社団法人日本化学工業協会
○
○
内 田 幹 雄
社団法人日本化学工業協会
○
○
備考 ◎委員長,分科会主査を示す。
○委員会,分科会委員を示す。