2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 8646-1991
無電解銅めっき
Electroless copper platings
1. 適用範囲 この規格は,アディティブ法プリント配線板用の厚さ5μm以上の無電解銅めっき(以下,
めっきという。)について規定する。
備考1. ここでいうアディティブ法プリント配線板とは,絶縁基板の全部又は一部の導体形成に無電
解銅めっきを用いたプリント配線板とする。
2. この規格の引用規格を,次に示す。
JIS B 7502 外側マイクロメータ
JIS B 7507 ノギス
JIS B 7721 引張試験機
JIS C 5012 プリント配線板試験方法
JIS C 6480 プリント配線板用銅張積層板通則
JIS H 0400 電気めっき用語
JIS H 0404 電気めっきの記号による表示方法
JIS H 1051 銅及び銅合金中の銅定量方法
JIS H 8501 めっきの厚さ試験方法
JIS K 1308 硝酸
JIS K 1321 硫酸
JIS P 8115 紙及び板紙のMIT形試験器による耐折強さ試験方法
JIS R 6253 耐水研摩紙
JIS Z 8902 キセノン標準白色光源
参考 アディティブ法には,フルアディティブ法,セミアディティブ法,部分アディティブ法,パネ
ルアディティブ法及びパターンアディティブ法がある。
(1) フルアディティブ法 接着剤付き積層板に穴明けした後,無電解銅めっきだけを用いて,平面部とス
ルーホール部の配線を形成する製法。
(2) セミアディティブ法 接着剤付き積層板に穴明けし,無電解銅めっきを行った後,電気めっき及びエ
ッチングで平面部とスルーホール部の配線を形成する製法。
(3) 部分アディティブ法 銅張積層板の銅はくをエッチングして平面部の配線を形成した後,めっきレジ
ストパターンを付与し,スルーホール部だけに無電解銅めっきして配線を形成する製法。
(4) パネルアディティブ法 銅張積層板に穴明けし,スルーホールを含む全面に無電解銅めっきした後,
不要部分の銅をエッチング除去し,平面部とスルーホール部との配線を形成する製法。
(5) パターンアディティブ法 銅張積層板に穴明けし,めっきレジストを付与した後,平面の配線部とス
ルーホールとに無電解銅めっきし,次に平面部の不要な部分の銅をエッチング除去して配線を形成す
2
H 8646-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る製法。
2. 用語の定義 この規格で用いる主な用語の定義は,JIS H 0400による。
3. 等級及び記号
3.1
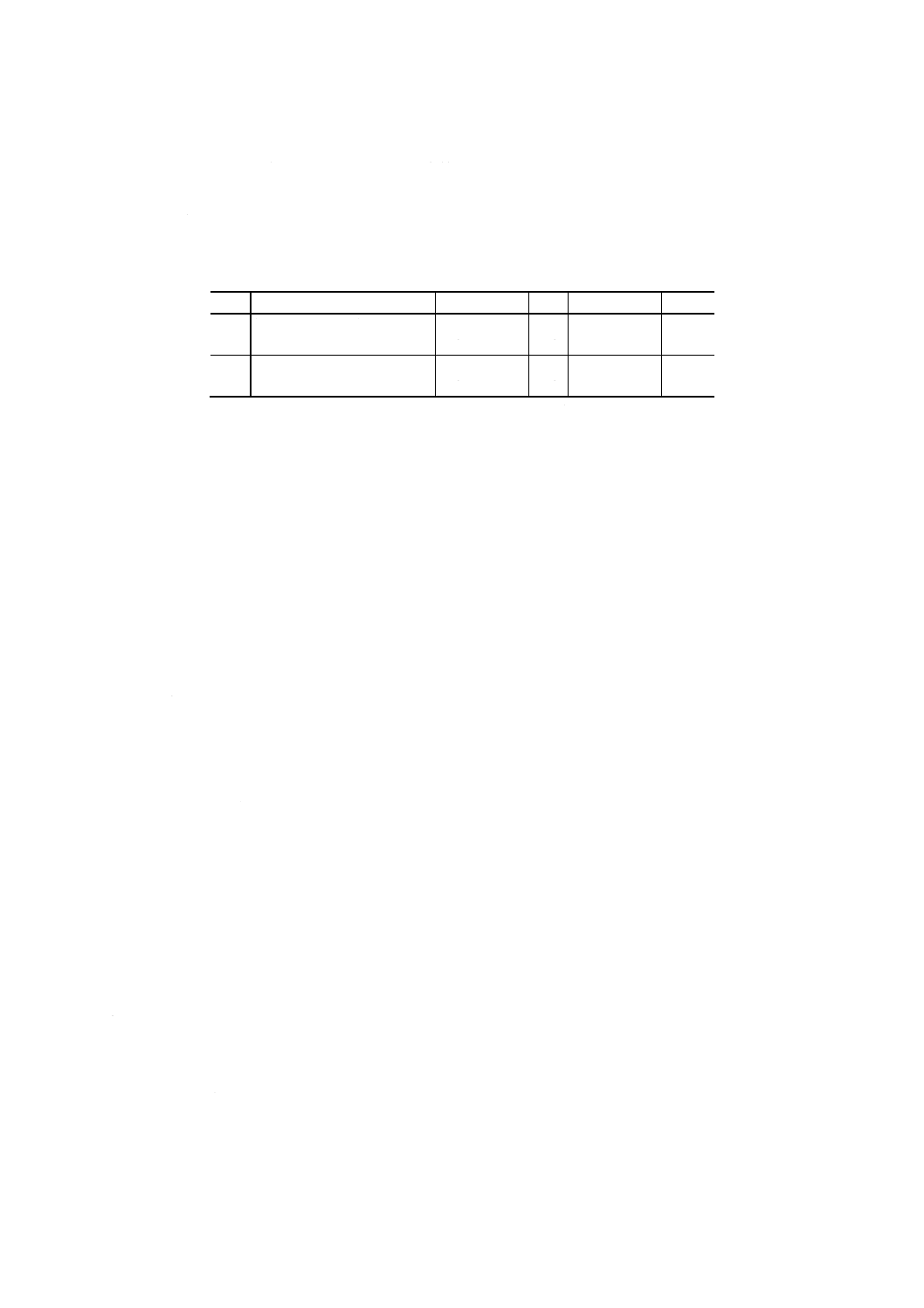
等級 めっきの等級は,表1のように機械的性質によって2等級に分ける。
表1 等級及び機械的性質
等級
素地
引張強さ
伸び 曲げ疲労特性 備考
1級 銅張積層板,接着剤塗布積層
板,セラミックス基板など
195N/mm2
以上
3%
以上
400回以上
一般
用途
2級 銅張積層板,接着剤塗布積層
板,セラミックス基板など
295N/mm2
以上
7%
以上
800回以上
高信頼
性用途
3.2
記号 めっきの記号は,JIS H 0404による。ただし,素地が銅張積層板の場合は,JIS C 6480に規
定する銅張積層板の記号による。
4. 品質
4.1
めっきの外観 めっきの外観は,6.1によって試験を行い,色むら,しみ,しわ,ピット,割れ,き
ず,ざらつき及び100×100mm内に5個以上のピンホールがあってはならない。
4.2
めっきの最小厚さ めっきの最小厚さは,6.2によって試験を行い,指定された値以上でなければな
らない。
4.3
めっきの純度 めっきの純度は,6.3によって試験を行い,99.2%以上でなければならない。
4.4
めっきの密度 めっきの密度は,6.4によって試験を行い,8.7g/cm3以上でなければならない。
4.5
めっきの体積抵抗 めっきの体積抵抗は,6.5によって試験を行い,20℃において2.5μΩ・cm以下
でなければならない。
4.6
めっきの機械的性質
4.6.1
めっきの引張強さ及び伸び めっきの引張強さ及び伸びは,6.6によって試験を行い,表1に適合
しなければならない。
4.6.2
めっきの曲げ疲労特性 めっきの曲げ疲労特性は,6.7によって試験を行い,表1に適合しなけれ
ばならない。
5. 試料 めっきの純度,密度,体積抵抗,引張強さ,伸び及び曲げ疲労特性の測定に用いる試料は,次
による。
5.1
試料の作製 試料は,300×300mmの素地にめっきした後,はく離したものを用いる。
5.2
素地 素地は,JIS R 6253に定める#1 000の研磨紙で研磨した板厚0.2〜1.0mmのステンレス鋼板を
用いる。
5.3
めっき 粗面化したステンレス鋼板を水洗後,無電解銅めっき用触媒を付与し,次に無電解めっき
液に浸せきしてめっきする。めっき終了後,水洗を行い,50℃以下で10分以内の乾燥を行う。
備考 めっきをする場合の浴負荷は,0.5〜1.0dm2/lとし,必要な場合は調整用の被めっき物をめっき
液に追加浸せきする。
5.4
めっきの厚さ めっきの厚さは,6.2によって試験を行い,30〜35μmでなければならない。
3
H 8646-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5
めっきの熱処理 試験に用いるめっきの熱処理は,密度,体積抵抗,引張強さ,伸び及び曲げ疲労
特性を測定する場合,5.1の試料を160±5℃の空気中で75±15分加熱する。
6. 試験
6.1
外観試験 外観試験は,附属書1による。
6.2
厚さ試験 厚さ試験は,JIS H 8501に規定する顕微鏡断面試験方法,電解式試験方法,蛍光X線試
験方法,β線式試験方法,渦電流式試験方法又は質量方法のいずれかによる。
6.3
純度試験 純度試験は,附属書2による。
6.4
密度試験 密度試験は,試験片の重さを最初に空気中で測定し,次に常温で密度の分かっている液
体中で測定し,次の式から求める。
1
W
W
d
W
a
a
−
×
=
δ
ここに,
δ: 試験片の密度 (g/cm3)
d: 液体の密度 (g/cm3)
Wa: 空気中での試験片の重さ (g)
W1: 液体中での試験片の重さ (g)
6.5
体積抵抗率試験 体積抵抗率試験は,附属書3による。
6.6
引張試験 引張試験は,附属書4による。
6.7
曲げ疲労試験 曲げ疲労試験は,附属書5による。
7. 検査 めっきの検査は,6.によって試験を行い,4.の規定に適合したものを合格とする。
備考1. 検査項目及び試験方法の選択に関しては,受渡当事者間の協定による。
2. 試験片の数及び検査順序は,受渡当事者間の協定による。
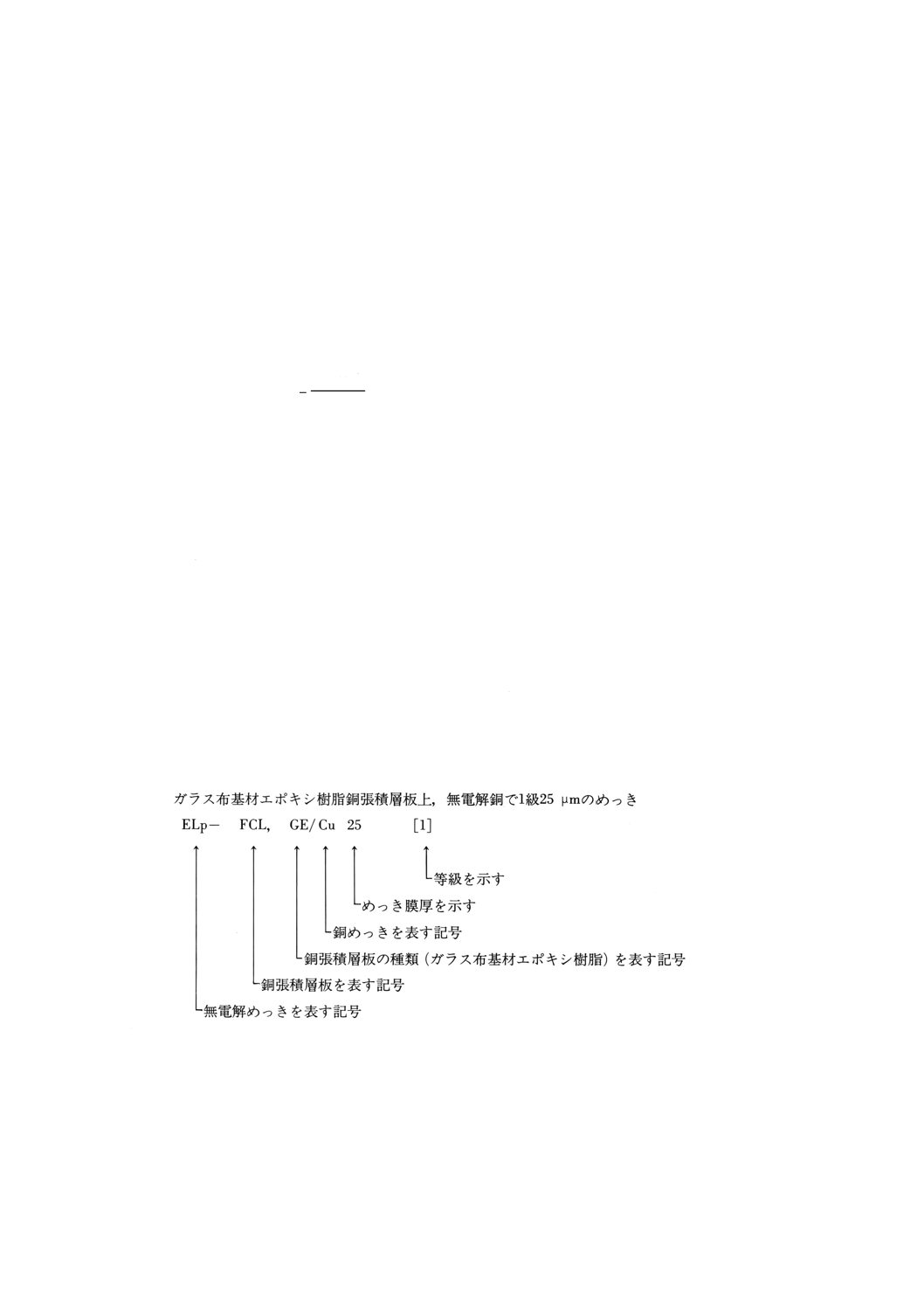
8. めっきの呼び方 めっきの呼び方は,3.の規定によって,めっきの種類,素地,めっきの最小厚さ及
び等級の順に,次のように表す。
例1.
例2. 接着剤塗布積層板上,無電解銅で1級40μmのめっき
ELp−PL*1/Cu40 [1]
注*1 接着剤塗布積層板
例3. セラミックス基板上,無電解銅で2級35μmのめっき
ELp−CE*1/Cu35 [2]
注*1 アルミナセラミックス基板
4
H 8646-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9. 表示 包装,送り状などに,次の事項を表示する。
(1) めっきの種類,素地,めっきの最小厚さ及び等級
(2) 加工年月日又はその略号
(3) 加工業者名又はその略号
5
H 8646-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1 外観試験方法
1. 適用範囲 この附属書は,アディティブ法プリント配線板用無電解銅めっきの外観試験方法について
規定する。
備考 この試験は,色むら,しみ,しわ,ピット,割れ,きず,ざらつき及びピンホールの有無を調
べる。
2. 試験条件 試験は,白色の背景の下で,試験面にJIS Z 8902に規定する標準白色光源又はこれに準じ
るものを用い,約300ルックスの照度を与え,すりガラスで透過し,照明して行う。
3. 操作 操作は,試料を通常使用される状態に設置し,2.の試験条件の下で試験面から明視の距離を隔
て,自然の姿勢で目視する。
なお,ピンホールの有無は,試料の背面から2.の照明を当て,目視する。
参考 ピンホールの精ちな測定は,次のとおり行う。
(1) 試験片 試験片は,試料から100×100mmのものを切り取ったものを用いる。
(2) 試薬 試薬は,洗浄液,浸透液,現像液からなるピンホール・割れ検出用染色・浸透探傷
剤を用いる。
(3) 器具 直径0.1mmが測れる顕微鏡又は拡大鏡
(4) 試験 試験片の両面を洗浄液で洗浄し,乾燥後,素地からはく離した面を上にして試験片
を水平に置き,浸透液を塗布し,5〜10分間放置する。次に,試験片を反転し,現像液を
塗布して風乾後,白化した現像液皮膜面の赤色斑点の個数を数える。
6
H 8646-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2 めっきの銅定量方法
1. 適用範囲 この附属書は,アディティブ法プリント配線板用無電解銅めっきの銅定量方法について規
定する。
2. 測定の原理 この試験方法は,電気化学的方法を用いて,めっきの純度を測定するものとする。ただ
し,精度が±0.1%以上の方法であれば,受渡当事者間の協定によって,これ以外の方法を用いてもよい。
3. 試験片 試験片は,試料から5.000±0.050gを切り取ったものを用いる。
4. 装置及び試薬
4.1
電気化学分析用電極 JIS H 1051に規定する白金電極を用いる。
4.2
試薬 試薬は,次による。
(1) 試験片溶解用の混酸 水750mlにJIS K 1321に規定する濃硫酸300mlをゆっくりかき混ぜながら加え,
冷却後,JIS K 1308に規定する硝酸210mlを加える。
(2) 洗浄用として,5%硫酸。
(3) 乾燥用として,メチルアルコール又はその同等品。
5. 試験 試験は,次の手順で2回行ってその平均をとる。ただし,銅の各測定値のばらつきは,±0.015%
以内でなければならない。
(1) 室温で試験片を5%硫酸に浸せきして洗浄し,水道水でよく洗い,その後,純水で洗い,メチルアル
コール又はその同等品ですすぎ,温風で数分間乾燥後,デシケーター内で冷却する。
(2) 試験片の質量を正確に測定し,180〜300ml容量の密閉ふた付きビーカーに入れる。
(3) 混酸を42ml添加し,溶解反応がほぼ終わるまで数分間放置する。
(4) その後,溶解が完結するまで80〜90℃の温度で加熱し,褐色の発煙を追い出す。
(5) 蒸留水でビーカーのふたや側面を洗い落とし,円筒状陰極を覆うまで希釈する。
(6) 陰極の質量を測る。
(7) 溶液に電極(陰極と陽極)を入れ,時計皿でふたをする。電流密度0.6A/dm2で約16時間電気分解す
る。
(8) 溶液の色相がなくなったら,電流密度を0.3A/dm2に下げ,時計皿,電極棒,ビーカーの壁を洗い落と
す。
(9) 銅が完全に析出するまで,電気分解を続ける。
備考 溶液に水を添加し,溶液面が上がっても,電極棒の新しい表面に銅が析出しなかったときを終
点とする。
(10) 電流を切らずに,電解液をサイフォンで汲み出し,水面の高さを維持するように水を加える。
(11) 陰極を取り出し,蒸留水で洗浄する。洗浄した陰極をメチルアルコール又はその同等品に浸せきした
後,陰極を乾燥器で約5分間乾燥する。
(12) デシケーターで冷却した後,質量を測る。
6. 計算 めっきの純度は,次の式によって計算する。
7
H 8646-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
()
%
100
×
=WA
P
ここに,
P: めっきの純度 (%)
A: 電気分解で析出した銅の質量 (g)
W: 試験片の質量 (g)
8
H 8646-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3 めっきの体積抵抗率試験方法
1. 適用範囲 この附属書は,アディティブ法プリント配線板用無電解銅めっきの体積抵抗率試験方法に
ついて規定する。
2. 測定の原理 この試験方法は,JIS C 5012に規定する電気的性能試験(導体抵抗)に基づいて,めっ
きの体積抵抗率を測定するものとする。
3. 試験片 試験片は,試料から可能な限り長くかつ細く切り取り,電気抵抗が少なくとも,10×10μΩ以
上なければならない。幅,厚さその他の寸法は,測定器具の条件に合っていればよく,目視で表面に割れ
などの欠陥があってはならない。
4. 装置 装置は,電圧降下法(四端子法)によるもの又はこれと同等以上のものとし,電流は,直流と
する。
5. 試験 試験は,測定ジグの接触方法による影響や,測定電流による発熱の影響を避けるように配慮し,
抵抗値のばらつきは±5%以内でなければならない。
6. 計算 めっきの体積抵抗率は,次の式によって計算する。
R
l
A×
=
ρ
ここに,
ρ: 体積抵抗 (μΩ・cm)
R: 5.で得た電気抵抗測定値 (μΩ)
A: 試験片の断面積 (cm2)
l: 試験片の端子間距離 (cm)
9
H 8646-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書4 めっきの引張試験方法
1. 適用範囲 この附属書は,アディティブ法プリント配線板用無電解銅めっきの引張試験方法について
規定する。
2. 試験片 試験片は,試料から10×100mmの長方形に5枚切り取ったもの。滑らかでねじりやしわの
ない,端面はばりや欠けがなく,きれいに切断されていなければならない。
3. 装置及び器具 装置及び器具は,次による。
(1) JIS B 7721に規定する引張試験機を用いる。
(2) JIS B 7507に規定する最小読取り長さ0.05mmのノギス又はこれと同等以上の精度をもつもの。
(3) JIS B 7502に規定する外側マイクロメータ又はこれと同等以上の精度をもつもの。
4. 試験 試験は,次の手順で行う。
(1) 試験片の質量を0.001gまで測定する。
(2) 平均の断面積を次の式によって計算する。
d
l
W
d
A
W
×
=
×
=
0
β
γ
,
ここに,
γ: 平均厚さ (μm)
W: 試験片の質量 (g)
A: 試験片の表面積 (mm2)
d: 銅の密度(0.008 7g/mm3とする。)
β: 平均断面積 (mm2)
l0: 試験片の長さ (mm)
(3) 試験片を引張試験機のはさみジグの中央部に,ジグの軸に沿って注意深くセットし,次の条件で引張
試験を行う。
① 標点距離 50mm
② 引張り速度 10mm/分
5. 計算 次の式によって各試料の引張強さと伸びとの値を求め,最高値と最低値とを除き,残った3個
の試験片の平均値を求める。ただし,チャック切れを起こした試験片は対象としない。
100
0
0
1
×
−
=
=
l
l
l
f
δ
β
σ
,
ここに,
σ: 引張強さ (N/mm2)
f: 最大引張り荷重 (N)
β: 元の平均断面積 (mm2)
δ: 伸び (%)
l0: 元の標点距離 (mm)
l1: 破断時の長さ (mm)
10
H 8646-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書5 めっきの曲げ疲労試験方法
1. 適用範囲 この附属書は,アディティブ法プリント配線板用無電解銅めっきの曲げ疲労試験方法につ
いて規定する。
2. 測定の原理 この試験方法は,めっきを一定曲率及び一定荷重で繰返し曲げを行い,破断するまでの
屈曲回数を測定するものとする。
3. 試験片 試験片は,試料から10×150mmの長方形に5枚切り取ったもの。滑らかでねじれやしわの
ない,端面はばりや欠けがなく,きれいに切断されていなければならない。
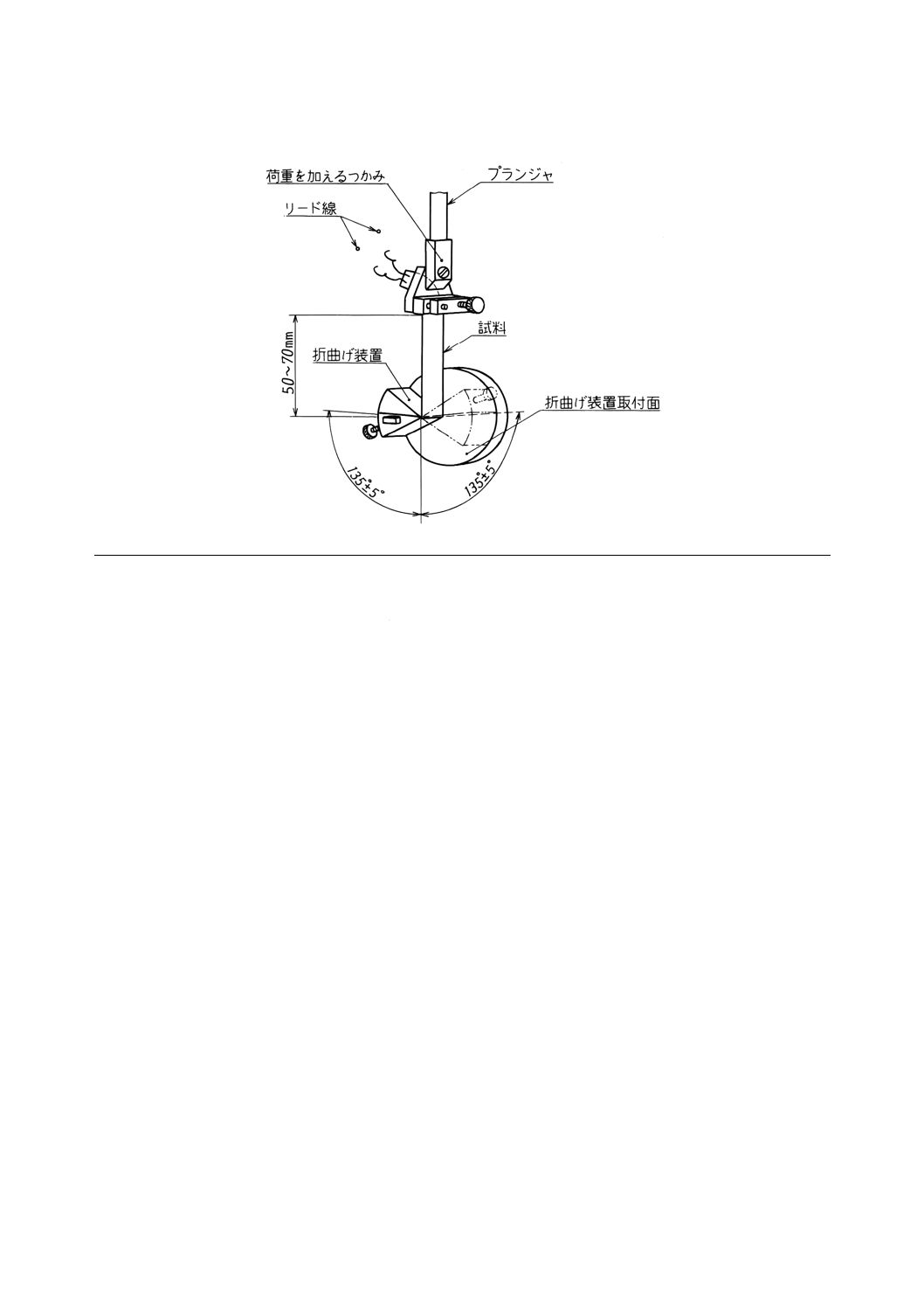
4. 装置 装置は,附属書5図1に示すような,JIS P 8115に規定するMIT形耐折性試験器とする。
(1) 荷重を加えるつかみは,折曲げ部の回転軸に対して垂直な方向に動くようになっており,試験片を取
り付ける面は回転軸と同一平面上にあって,荷重は試験片に対して0〜14.7Nの範囲で調整できなけれ
ばならない。
また,荷重を加えたときのつかみと回転軸との距離は,50〜70mmとする。
(2) 折曲げ装置は,回転軸に対して対称に置かれており,平行で滑らかな折曲げ面をもっていなければな
らない。
また,折曲げ装置は,つかみを備え,試料を左右に135±5°に折り曲げるようになっており,回転
軸の位置は二つの折曲げ面に対して正切の平面上にあって,かつ,それらの中央になければならない。
(3) 折曲げ装置に対して,一定の往復回転運動を与える動力駆動装置をもつこと。
(4) 試料の屈曲回数を示す装置をもつこと。
5. 試験 試験は,次の手順で行う。
(1) 試験片に必要な荷重をプランジャにかけ,その位置に止める。
(2) 試験片を折曲げ装置に取り付ける。このとき,試験片が一平面になるように,かつ折曲げ装置取付面
に触れないように正確に取り付ける。
(3) 次の条件で破壊するまで折曲げを行う。
折曲げ部の曲率半径
2mm
折曲げ角度
135±5°
荷重
4.9N
折曲げ速度
170回/分
(4) 試験片が破断したときの屈曲回数を読み取る。
6. 計算 曲げ疲労回数は,各試験片の屈曲回数を求め,最高値と最低値とを除き,残った3個の試験片
の平均値を求める。
11
H 8646-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書5図1 MIT形耐折性試験器
関連規格 JIS C 5603 プリント配線板用語
IEC 249 Base materials for printed circuits
IEC 249-1 Base materials for printed circuits. Part 1:Test methods
IEC 249-2 Base materials for printed circuits. Part 2:Specifications
ANSI/IPC-CF-150E Copper Foil For Printed Wiring Applications
ANSI/IPC-T-50 C Terms and Definitions for Interconnecting and Packaging Electronic Circuits
12
H 8646-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
“無電解銅めっき”工業標準新規原案調査作成委員会 構成表
氏名
所属
(委員長)
豊 永 実
豊永表面技術事務所
池 田 要
工業技術院標準部
神 戸 徳 蔵
工業技術院製品科学研究所
鈴 木 六 郎
社団法人表面技術協会
本 間 英 夫
関東学院大学工学部
光 川 寛
通商産業省基礎産業局
宮 島 良 一
東京都立工業技術センター
栗 原 正 英
社団法人プリント回路工業会
有 澤 雅 浩
奥野製薬工業株式会社
窪 田 大四郎
日本鉱業株式会社
大 高 徹 雄
上村工業株式会社
岡 田 義 夫
株式会社サトーセン
岡 村 寿 郎
日立化成工業株式会社
岡 村 康 弘
三菱電機株式会社
平 野 謹 一
福島協栄株式会社
川 口 哲 生
沖電気工業株式会社
中 村 孔三郎
日本電信電話株式会社
野 口 節 生
日本電気株式会社
花 房 孝 嘉
株式会社富士通
藤 田 繁
株式会社日立製作所
(事務局)
及 川 耕 一
社団法人表面技術協会