H 8504 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS H 8504-1996は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許権,実用新案権,又は出願公開後の実
用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登
録出願にかかわる碓認について責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 8504 : 1999
めっきの密着性試験方法
Methods of adhesion test for metallic coatings
序文 この規格は,1.適用範囲の備考に示す対応国際規格を元に,対応する部分についてはこれらの対応
国際規格を翻訳し,技術的内容を変更することなく作成した日本工業規格であるが,対応国際規格には規
定されていない規定項目を日本工業規格として追加している。
1. 適用範囲 この規格は,金属素地上に施した電気めっき及び化学めっきの密着性試験方法について規
定する。
備考 この規格の対応国際規格を,次に示す。
ISO 2819 : 1980 Metallic coatings on metallic substrates−Electrodeposited and chemically deposited
coatings−Review of method available for testing adhesion
参考 めっきの密着性試験方法は,定量的試験法もあるが,そのほとんどが定性的なものである。こ
のことは,めっき製品の品質管理の観点からすれば,十分なものとはいえないが,それぞれの
製品に適する試験方法を選定すれば,その試験によってめっきの密着性の限界を知ることはで
きる。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS B 4703 鉄工やすり
JIS B 4704 組やすり
JIS B 7721 引張試験機−力の検証方法
JIS B 7729 エリクセン試験機
JIS G 3502 ピアノ線材
JIS G 4401 炭素工具鋼鋼材
JIS H 0400 電気めっき及び関連処理用語
JIS R 6001 研削といし用研磨材の粒度
JIS R 6252 研磨紙
JIS Z 1522 セロハン粘着テープ
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
JIS Z 2247 エリクセン試験方法
JIS Z 3282 はんだ−化学成分及び形状
2
H 8504 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 定義 この規格で用いる主な用語の定義は,JIS H 0400によるほか,次による。
a) 有効面 (significant surface) 被覆されているか又は被覆されるべきで,その被覆が主要な性能及び外
観にかかわる製品の表面。
4. 試験方法の種類 試験方法の種類は,次による。
なお,各種の試験方法に対するめっきの適用例を,付表1に示す。
a) 研削試験方法
1) やすり試験方法
2) と(砥)石試験方法
b) へらしごき試験方法
c) 押出し試験方法
d) エリクセン試験方法
e) ショットピーニング試験方法
f)
バレル研磨試験方法
g) 引きはがし試験方法
1) テープ試験方法
2) はんだ付け試験方法
h) たがね打込試験方法
i)
けい線試験方法
j)
曲げ試験方法
k) 巻付け試験方法
l)
引張試験方法
m) 熱試験方法
1) 加熱試験方法
2) 熱衝撃試験方法
n) 陰極電解試験方法
5. 試料
5.1
試料の取扱い 試料の取扱いは,素手で行わず,手袋を用いる。
5.2
試料の採取 試料は,製品の有効面から採取するか又は製品そのものとする。ただし,製品につい
ての試験又は判定が困難な場合は,これに代わる試料によってもよい。
なお,試料は,製品を代表(1)(2)できるものでなければならない。
注(1) 素材の組成,製造条件及びめっき前の仕上げの状態が製品と同様であることが望ましい。
(2) 前処理及びめっきは,製品と同一の浴及び同一の条件で行い,作業条件の影響が試料に反映す
るように,製品と同時に行うことが望ましい。
5.3
試料の大きさ 試料の大きさは,受渡当事者間の協定による。
5.4
試験面の処理 試験面は,その汚れに応じて適当な溶剤(3)を用いて処理する。
注(3) エチルアルコール,ベンジン,揮発油などの使用が望ましい。
3
H 8504 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5
試料の状態調節 試料は,試験開始前に,通常,温度23±2℃,相対湿度65%以下の室内又は恒温・
恒湿槽に放置して状態調節を行う。ただし,試験に支障がないと認められるときは,受渡当事者間の協定
によって省略してもよい。
6. 試験室の一般条件
6.1
試験場所 試験場所は,通常,温度23±2℃,相対湿度65%以下の室内とする。ただし,試験に支
障がないと認められるときは,受渡当事者間の協定によって適宜の場所で行ってもよい。
6.2
試験装置の整備 試験装置は,堅固な実験台に正しく据え,かつ,試験に伴う異常な動きを生じな
いように安定にする。また,使用する器具類は,常に一定の条件で使用できるように整備しておかなけれ
ばならない。
7. 判定方法 判定方法は,特に指定がない限り次による。
試験箇所を目視によって観察し,めっきのはく離又は膨れが明らかなときは,密着不良とする。
目視によって密着性の良否が判定し難いときは,試験箇所を4倍若しくは適宜な倍率の拡大鏡を用いて
観察し,めっきの密着性の良否を判定する。
なお,めっきの密着性の良否の判定が困難な場合は(4),受渡当事者間の協定によって他の試験方法で補
足してもよい。
注(4) 例えば,めっきの膨れか素材の欠陥か判定しにくいことがある。そのような場合は,めっきを
はく離することによっていずれかが判明する。
8. 記録 試験結果には,次の事項を記録する。
a) めっきの種類及びその条件
b) 試験方法の名称
c) 試験条件
d) 試験年月日
e) その他必要な事項
9. 研削試験方法
9.1
やすり試験方法
9.1.1
要旨 試料をやすりで削って,めっきの密着性を調べる試験方法である。
備考 やすりより硬い[HRC約62(HV約700)]クロムめっきや硬質ニッケルめっきなどのめっきに
は適用しない。
9.1.2
試験器具 試験に用いるやすりは,JIS B 4703又はJIS B 4704に規定する平形で中目のものを使用
する。
9.1.3
試料 試料は,5.による。
9.1.4
試験方法 試験方法は,次による。
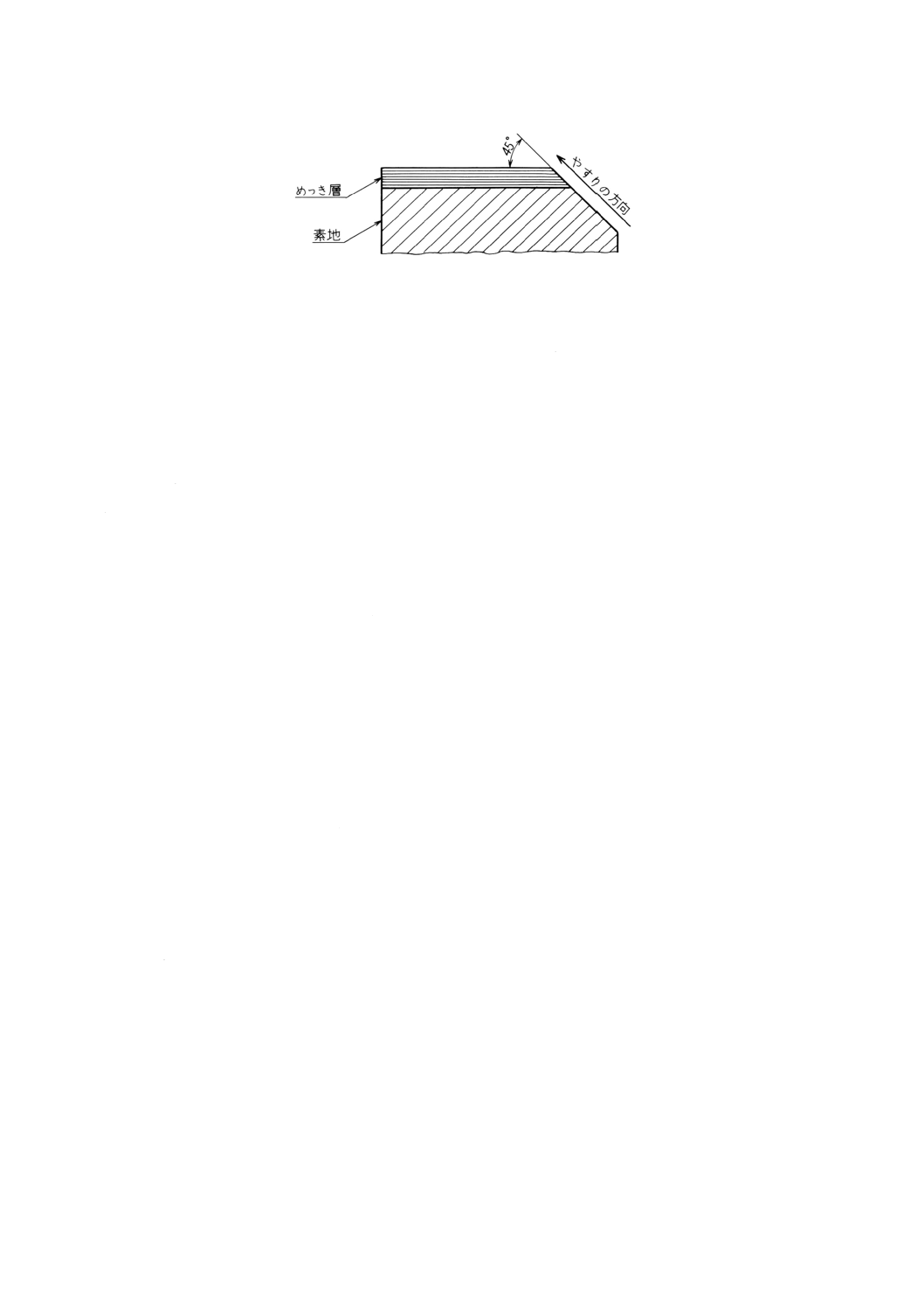
a) 試料を移動しないように固定する。
b) めっき面に対して垂直に切断した試料の断面又は端面を,図1に示すように,素地の方向からめっき
面に対して45°の角度でやすりをかける。
9.1.5
判定方法 判定方法は,7.による。
4
H 8504 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 やすりがけの一例
9.2
と石試験方法
9.2.1
要旨 試料面をと石で研削して,めっきの密着性を調べる試験方法である。
備考 主に工業用クロムめっきのような硬質で厚いめっきに適用する。
9.2.2
装置及びと石 装置は,研削盤,携帯用研削盤又は卓上研削盤を用い,と石は,JIS R 6001に規定
する#60,結合度H〜Mのものを使用する。
9.2.3
試料 試料は,5.による。
なお,試験面は,平面又は円筒形とする。
9.2.4
試験方法 試験方法は,次による。
a) 試料を研削盤に取り付けるか又は適当な器具で固定する。
b) 研磨と石の周速は1秒間に10〜33mとし,1回の切込み深さは5 μm以下で研削油又は石けん水を十
分に使用しながら静かに研削する。研削しろは,少なくとも30 μm以上とする。
なお,と石は,目詰まりしたものを使用してはならない。
備考 と石の代わりに,金属のこぎりを使用してもよい。
9.2.5
判定方法 試験箇所に異常があるかどうかを調べる。部分的にはく離又は膨れを生じた場合は,密
着不良とする。ときにはめっきに割れを生じることがあるが,研削方向と直角に小さい割れを生じたとき
は,密着不良とはみなさない。
10. へらしごき試験方法
10.1 要旨 試料面を金属又はめのう製のへらしごき用工具によって摩擦して,めっきの密着性を調べる
試験方法である。
備考 この試験は,極めて密着性の悪い皮膜を検出するだけであって,厳しい使用環境のもとで使用
されるめっき製品及び40μm以上の厚い皮膜には適用しない。
10.2 試験器具 適当なへらしごき用工具を使用する。へらしごき用工具としては,端部及び半球状に滑
らかにした直径6mmの鋼棒又はめのう製の歯科用へら(舌押し器)がある。
10.3 試料 試料は,5.による。
10.4 試験方法 試料表面の6cm2以下の面積を,へらしごき工具を使用し,約15秒間,素早く,均一に
摩擦する。押付け圧力は,各ストロークともめっきに光沢を与えるに十分なものとするが,めっきを切断
しないようにする。
10.5 判定方法 判定方法は,7.による。
11. 押出し試験方法
11.1 要旨 めっき面の裏側から貫通しない穴をあけ,押出し棒を挿入してめっき層を突き破り,破断部
のめっきの変化の状態から,めっきの密着性を調べる試験方法である。
5
H 8504 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 主に工業用クロムめっきのような硬質のめっきに適用する。ただし,めっき厚さ50 μm以下の
場合には適用しない。
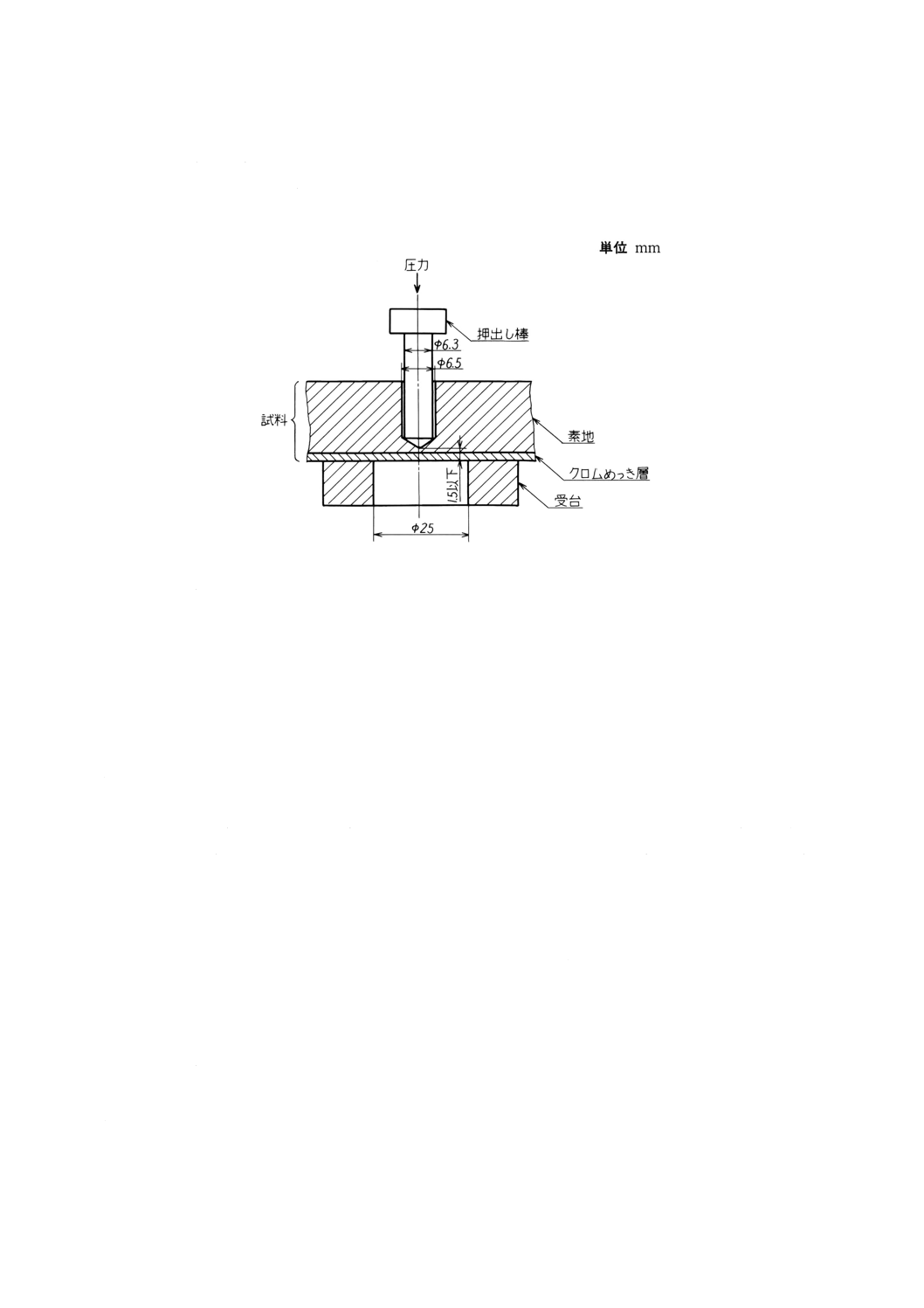
11.2 装置 装置は,規定の押出し棒を備え,図2に示すように,試料に対して,徐々に圧力を加えられ
る構造とする。
図2 試料に押出し棒を挿入した状態
11.3 試料 試料は,5.による。
なお,試験面は,平面であることが望ましい。試料が円筒形の場合は,直径20mm以上とする。
11.4 試験方法 試験方法は,次による。
a) めっき面に対して裏側から直角に,図2に示すように,底厚さ1.5mmを残し直径6.5mmの穴をあけ
る。高炭素鋼,合金鋼など強度の大きい素地金属の場合は,先端を平らにしたドリルなどを用いて穴
底を平面にすることが望ましい。
b) 試料受台の上に,図2に示すように,めっき面を下側に向けて載せて固定する。
c) 押出し棒を押出し穴に挿入し,徐々に圧力を加えてめっき層を突き抜く。このときの圧縮(押出し)
速度は,1分間に10mm以下とする。
11.5 判定方法 破断部のめっきの変化の状態を調べ,明らかにめっきがはく離している場合は密着不良
とする。また,破断部にめっきのはく離が見られなくても,めっき層に大きな割れを発生している場合に
は,鋭利な刃物で素地とめっき層の境界に力を加え,めっきがはく離するかどうかを調べる。
12. エリクセン試験方法
12.1 要旨 試料に圧縮応力を与えて凹形に変形させ,めっきの密着性を調べる試験方法である。
備考 主にニッケル又はクロムめっきのような硬い皮膜に適用する。皮膜及び素地金属が柔軟性をも
つときは,密着性の判定に注意しなければならない。
12.2 装置 装置は,JIS B 7729に規定する試験機を使用する。
12.3 試料 試料は,次による。
a) 試験片は,JIS Z 2247に規定する1〜3号試験片とする。
b) 試験片の調製は,5.による。
6
H 8504 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.4 試験方法 エリクセン試験機に試料を取り付け,0.2〜6.0mm/minの速度でポンチを押し込み,変形
させる。
12.5 判定方法 試料が変形される過程でやや伸びを生じるが,その際,素地とめっき層との伸び率の相
違から,両者の間にずれを生じる。比較的伸び率の小さいめっきでかつ密着性がよい場合は,うろこ状に
なって素地に追従する。密着性が不十分の場合は,りん片状になって,めっきは素地からはく離又は脱落
する。この状態によって,めっきの密着性の良否を判定する。
参考 エリクセン試験方法と同じ原理による方法として,ロマノフ試験がある。この試験装置は,凸
形キャブを押し込むために,通常,圧力装置,圧力を調整できるねじ形の変形機及び直径63.5mm
の押し込み球から構成される。押し込み深さは,0〜12.7mmまで調整できるもので,試験片は
通常押し込んで破壊するまで試験される。
13. ショットピーニング試験方法
13.1 要旨 めっき面を鋳鉄又は鋼球の重力による落下若しくは圧縮空気による球の打撃によって,めっ
きの密着性を調べる試験方法である。
備考 主に厚付け銀めっきに適用する。
13.2 装置 装置は,圧縮空気又は遠心分離機型のショットピーニング装置及び鋳鉄又は鋼球を使用する。
13.3 試料 試料は,5.による。
13.4 試験方法 鋳鉄又は鋼球(直径0.75mm)を備えた内径19mm,長さ150mmの管をピーニング装置
のノズルにつなぐ。圧縮空気圧力を0.07〜0.21MN/m2にし,ノズルと試験片との間隔を3〜12mmで行う。
13.5 判定方法 判定方法は,7.による。
14. バレル研磨試験方法
14.1 要旨 試料を鋼球と一緒にバレルに入れて回転し,めっきの密着性を調べる試験方法である。
備考1. 比較的薄いめっきに適しており,軟らかい鉛めっきなどには適用しない。
2. この試験方法は,バニシング試験方法又はボール研磨試験方法ともいう。
14.2 装置 装置は,内面にゴム張りをした対辺距離250mmの6角バレル及び直径3mmの鋼球を使用す
る。
14.3 試料 試料は,5.による。
14.4 試験方法 試料を鋼球と共にバレルに入れ,中性洗剤を添加した水を適量加える。バレルの回転速
度は,1分間に25回で40分間回転させる。
14.5 判定方法 判定方法は,7.による。
15. 引きはがし試験方法
15.1 テープ試験方法
15.1.1 要旨 めっき面に粘着性のあるテープをはり付け,これを急速にかつ強く引きはがすことによって,
めっきの密着性を調べる試験方法である。
備考 比較的薄いめっき,例えば,貴金属めっきなどに適しており,硬く厚付けのめっきには適用し
ない。
15.1.2 試験用テープ 試験用テープは,JIS Z 1522に規定された粘着テープで,呼び幅12〜19mmのもの
を使用する。
7
H 8504 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 テープの粘着力は,幅25mm当たり,約8Nのものを使用する。
15.1.3 試料 試料は,5.による。
15.1.4 試験方法 試験方法は,次による。
a) めっき面のなるべく平らな面を選び,はり付けない部分を30〜50mm残して試験用テープをめっき面
にはり付ける。このとき気泡ができないように注意しながら指で約10秒間強く押し続ける。
b) a)で残した部分のテープをもち,めっき面に垂直になるように強く引っ張り,テープを瞬間に引きは
がす。
c) この試験を特に厳しく行うときは,テープをはり付ける前に鋭利な刃物(5)でめっき面に一辺が2mm
の正方形ができるように素地まで達する(6)条こんを作り,a),b)の操作を行う。
注(5) 真っすぐな硬い刃をもったカッタなどを用いるとよい。
(6) 1回の切込みで素地まで達することが望ましい。
15.1.5 判定方法 テープが粘着された面を試験の対象面とし,引きはがしたテープの粘着面にめっきの付
着があれば,めっきは密着不良とする。
なお,めっき面についての判定方法は,7.による。
15.2 はんだ付け試験方法
15.2.1 要旨 L形の金具の一方をめっき面にはんだ付けして他方を引っ張り,めっきの密着性を調べる試
験方法である。
備考 密着性の定量的な評価に用いることができる。ただし,はんだと共融する金属,例えば,すず,
鉛,カドミウム及び亜鉛又は極めて薄い金及び銀めっき,若しくは,はんだにぬれにくいクロ
ムめっきには適用しない。
15.2.2 装置 装置は,JIS B 7721に規定する試験機又はこれに準じるものを使用する。
15.2.3 試験器具 鉄鋼又は黄銅の細長い板 (75×10×0.5mm) にすずめっきしたものを,一端から10mm
のところを直角に曲げたL形の金具を使用する。
15.2.4 試料 試料は,5.による。
15.2.5 試験方法 試験は,次による。
a) 試料のめっき面をJIS R 6252に規定する#240の研磨紙で均一に磨き,適当な溶剤(3)などで清浄にする。
b) 適切なフラックス(7)を用い,L形金具の短いほうの外側の面 (10×10mm) を,めっき面に完全にはん
だ付けをする(8)。
注(7) 松やにをイソプロピルアルコールに溶解したものなど。
(8) はんだは,JIS Z 3282に規定するはんだ又はこれと同等の共晶組成のはんだ浴のもので260℃付
近で溶着する。
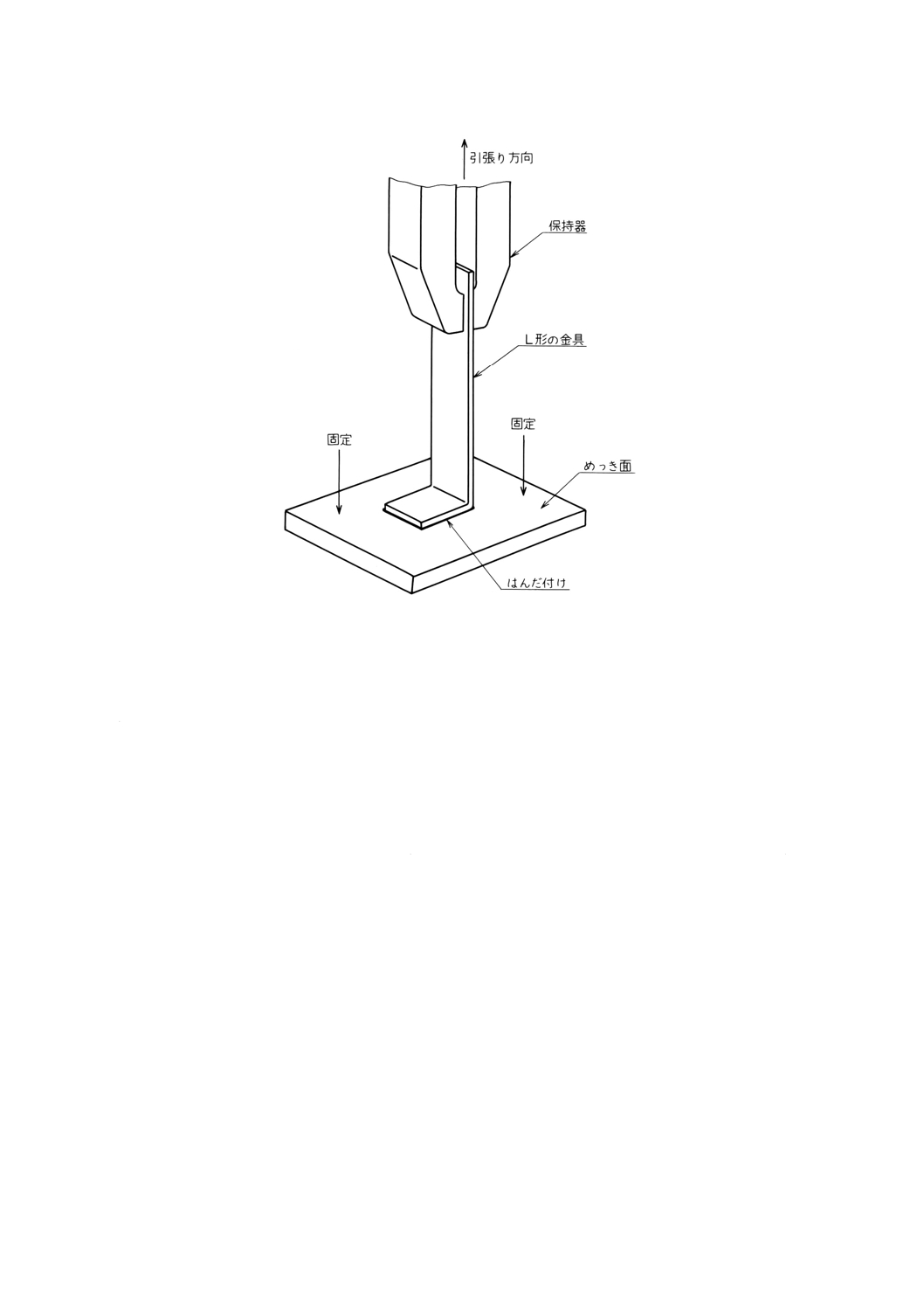
c) 試料を引張試験機又はこれに準じるものに図3に示すように取り付け,L形金具の長いほうを用いて,
めっき面に垂直な方向に荷重をかける。
d) めっき層と素地又ははんだが引きはがされるまで引張りを続ける。
15.2.6 判定方法 引きはがされた試験箇所を観察するとともに,引きはがされたときの荷重を観測して,
めっきの密着性を判定する。
8
H 8504 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 試料のめっき面にL形金具をはんだ付けした状態
16. たがね打込試験方法
16.1 要旨 鋭利なたがね又は刃物をめっき層と素地との境界に打ち込んで,めっきの密着性を調べる試
験方法である。
備考 特に軟らかい,例えば,鉛などのめっき及び3μm以下の薄いめっきには適用しない。
16.2 試験器具 鋭利な平たがねなどの刃物で,刃の部分の硬さがHRC50〜60 (HV500〜700) のものを使
用する。
16.3 試料 試料は,5.による。
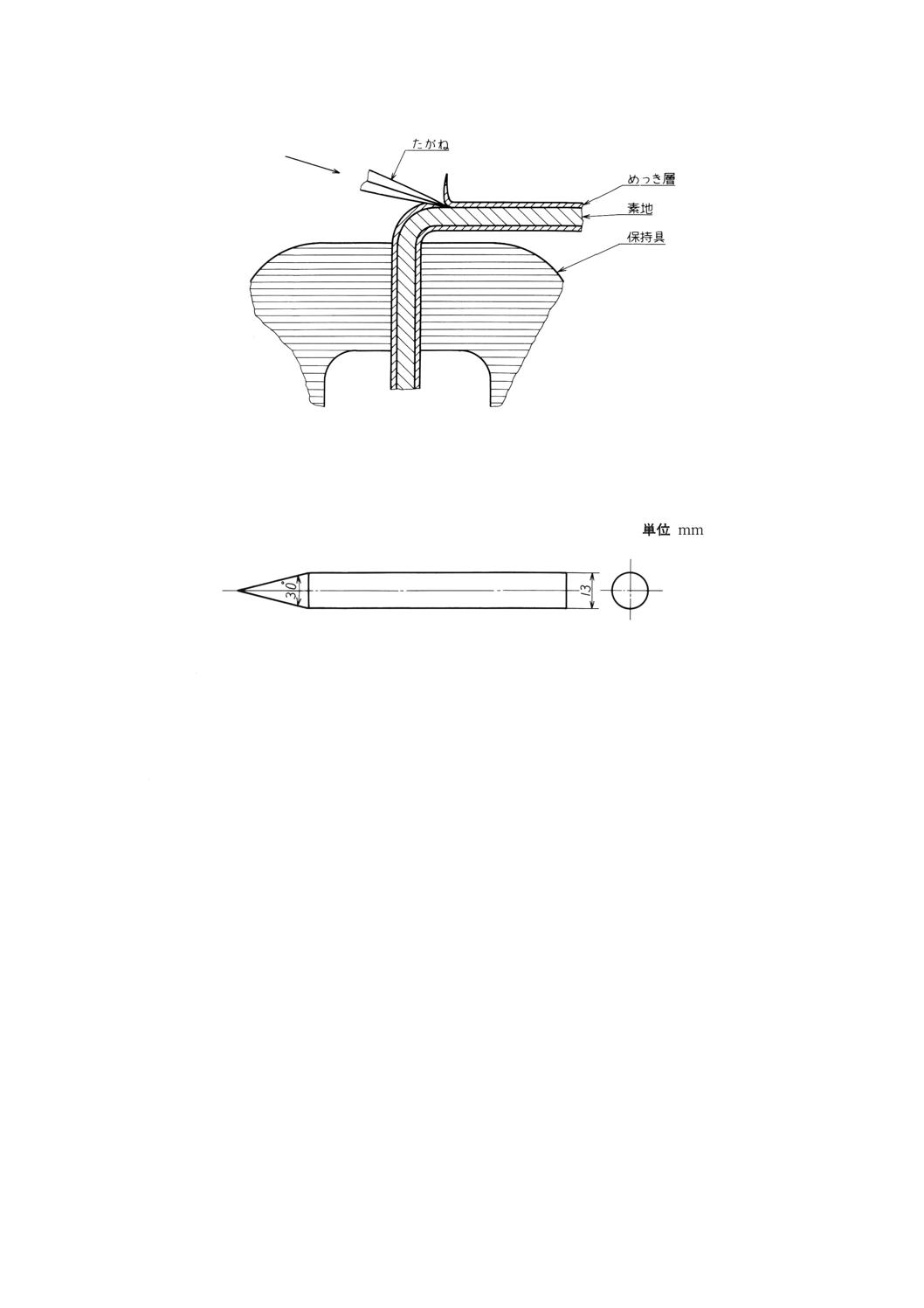
16.4 試験方法 試料を移動しないように固定し,図4に示すように平たがね又は刃物を試料面に斜めに
当ててたたき,めっき層を破壊する。
16.5 判定方法 判定方法は,7.による。
17. けい線試験方法
17.1 要旨 めっき面を針状の引っかき工具で引っかき,めっきの密着性を調べる試験方法である。
備考 比較的軟らかいめっきの試験に適用し,ニッケル又はクロムめっきのような硬いめっきには適
用しない。
9
H 8504 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 たがね打込試験の一例
17.2 試験器具 引っかき工具は,JIS G 4401に規定するSK3の丸棒の先端部を図5に示すように,その
先端を半径0.02mm以下の針状とし,その硬さは,HRC62 (HV700) 以上とする。
図5 引っかき工具
17.3 試料 試料は,5.による。
なお,試験面は,原則として平面とする。
17.4 試験方法 試料を固定し,引っかき工具が試験面に対して直角になるようにして,めっき層を切り,
素地が現れるように2本の平行のけい線を引く。線引きは1本ずつ行い,1回の引っかきでめっき層が切
れるようにする。
なお,平行線の間隔は約2mmとし,長さは10mm以上とする。
17.5 判定方法 判定方法は,7.による。
なお,試験箇所は,平行線に挟まれた部分とする。
18. 曲げ試験方法
18.1 要旨 試料を折り曲げて,めっきの密着性を調べる試験方法である。
備考 素地金属の厚さが2mm以上の場合は適用しない。
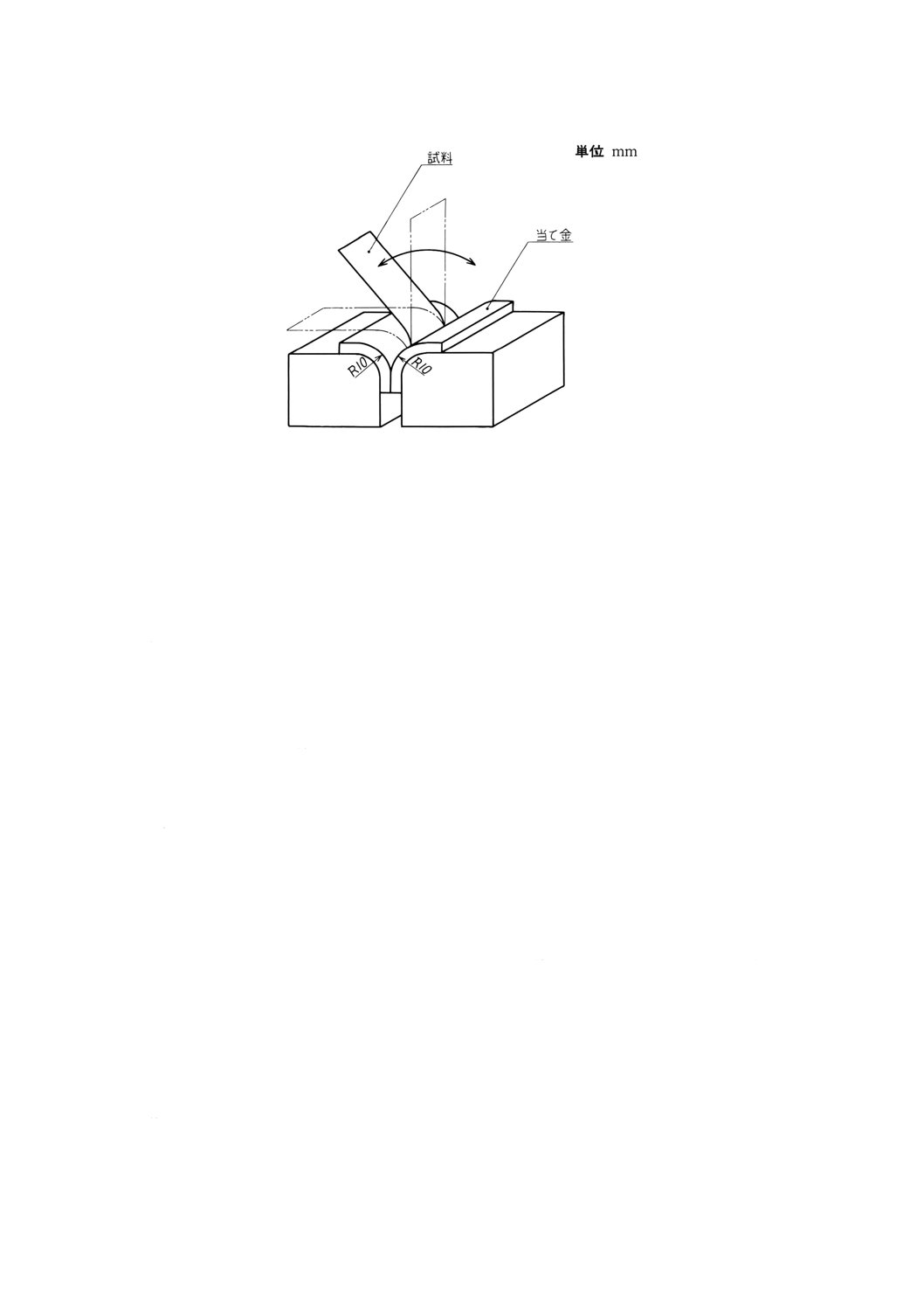
18.2 試験器具 試験器具は,その一例を図6に示す。
10
H 8504 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6 曲げ試験の一例
18.3 試料 試料は,5.による。
18.4 試験方法 試験方法は,次による。
a) 試料を,図6に示すように,曲げ半径4〜10mmの当て金を使用してしっかりと挟み固定し,90°曲
げて元に戻す。
b) 次に,試料を反対側に曲げて元に戻す。
c) この操作を,定められただけ繰り返し行う(9)。
注(9) 曲げ回数は,めっきの種類,製品の使用状態などによって適宜決めるとよい。
18.5 判定方法 判定方法は,7.による。
19. 巻付け試験方法
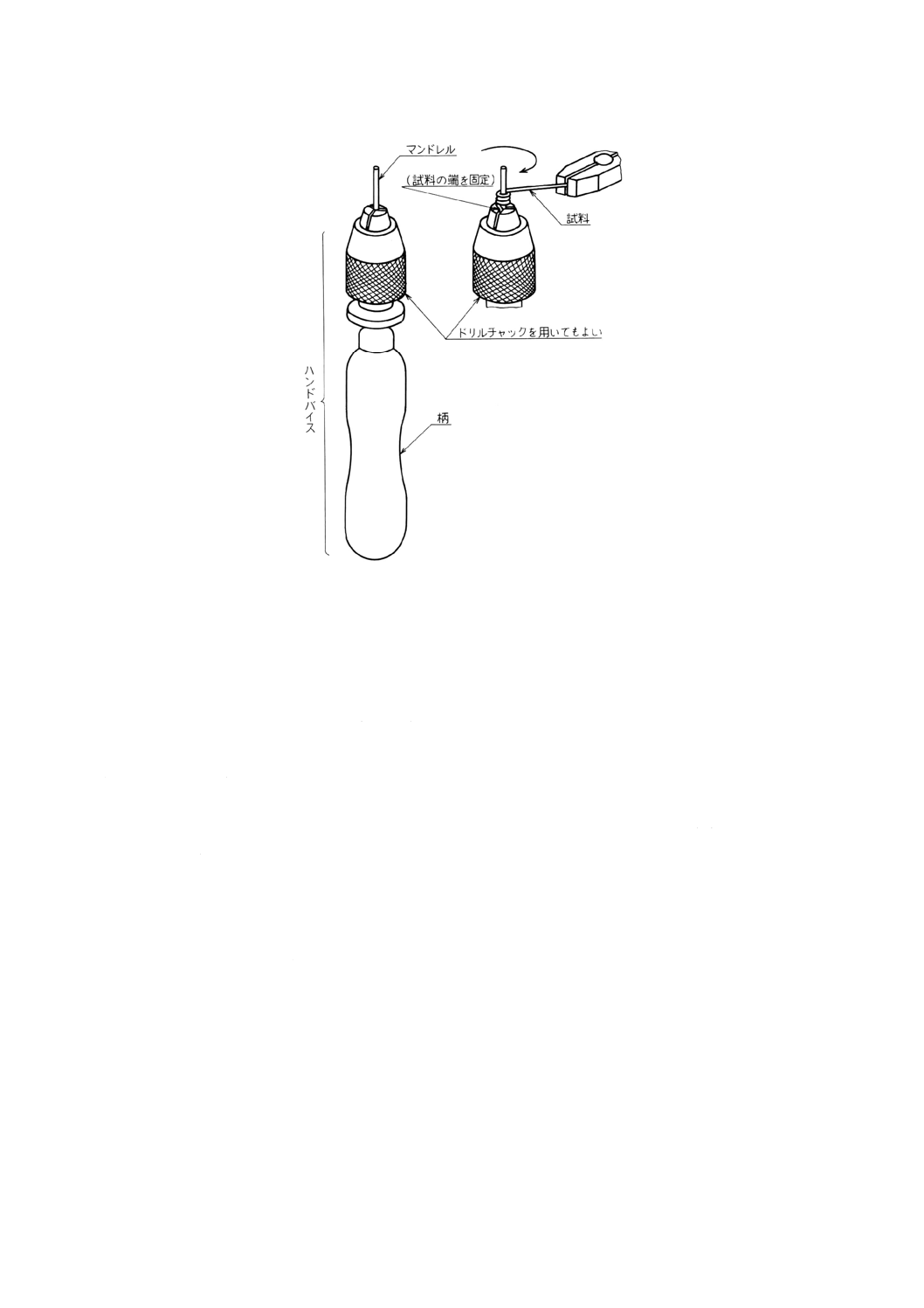
19.1 要旨 めっきされた細線又は条などを,一定の直径をもつマンドレルに巻き付けて,めっきの密着
性を調べる試験方法である。
備考 この試験方法は,マンドレル試験方法ともいう。
19.2 試験器具 図7に示すように適当な柄の付いた保持具(10)に,直径1〜2mm(11)の硬いマンドレル(12)
を取り付けたものとする。
注(10) ハンドバイス又はドリルチャックを利用して作るとよい。
(11) 原則として線径又は板厚と等しい直径。
(12) 例えば,JIS G 3502のピアノ線材又はドリルの柄の部分。
19.3 試料 試料は,5.によるが,その形状は直径2mm以下の線,厚さ2mm,幅5mm以下の条などで,
長さは20〜30cmとする。
19.4 試験方法 試料の一端を保持具に固定し,他の端をペンチなどでくわえ,きっちりと3回以上巻き
付ける。
19.5 判定方法 判定方法は,7.による。
なお,試験箇所は,巻き付けられた外側とする(13)。
注(13) 試料が線の場合は,外側になった半円周の面,また条の場合は外面及び端面。
11
H 8504 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7 試験器具及び巻き付けた状態の一例
20. 引張試験方法
20.1 要旨 試料に引張応力を与えてこれを破断し,めっきの密着性を調べる試験方法である。
備考 素材の伸び率より伸び率の小さいめっきの試験に適用する。
20.2 装置 装置は,JIS B 7721に規定する試験機を使用する。
20.3 試料 試料は,次による。
a) 試験片は,JIS Z 2201に規定する4号試験片又は5号試験片とする。
b) 試験片の調製は,5.による。
20.4 試験方法 引張試験機に試料を取り付け,JIS Z 2241に規定する10〜30 N/sの速度で,引張応力を
与えて試料を破断する。
20.5 判定方法 試料が破断される過程でやや伸びを生じるが,その際,素地とめっき層との伸び率の相
違から,両者の間にずれを生じる。比較的伸び率の小さいめっきでかつ密着性がよい場合は,うろこ状に
なって素地に追従するが,密着性が不十分の場合は,りん片状になってめっきは素地から脱落する(14)。こ
の状態によってめっきの密着性の良否を判定する。
注(14) 試料(試験片)の平行部だけが試験の対象となる。
21. 熱試験方法
21.1 加熱試験方法
21.1.1 要旨 試料を加熱することによって,めっきの密着性を調べる試験方法である。
21.1.2 装置 装置は,表1に示す試験温度において±10℃の範囲に維持できる加熱炉を用いる。
なお,炉内に置く試料が,熱源からの直接放射を受けない構造とする。
12
H 8504 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
21.1.3 試料 試料は,5.による。
21.1.4 試験方法 試験方法は,次による。
a) 室温状態の加熱炉内に試料を入れる。
b) 炉内の温度を表1の温度に上げ,規定温度に達したなら,試料を直ちに取り出し,常温まで放冷する
(15)。
注(15) 規定温度で保持時間を指示する場合は,受渡当事者間の協定による。
21.1.5 判定方法 判定方法は,7.による。
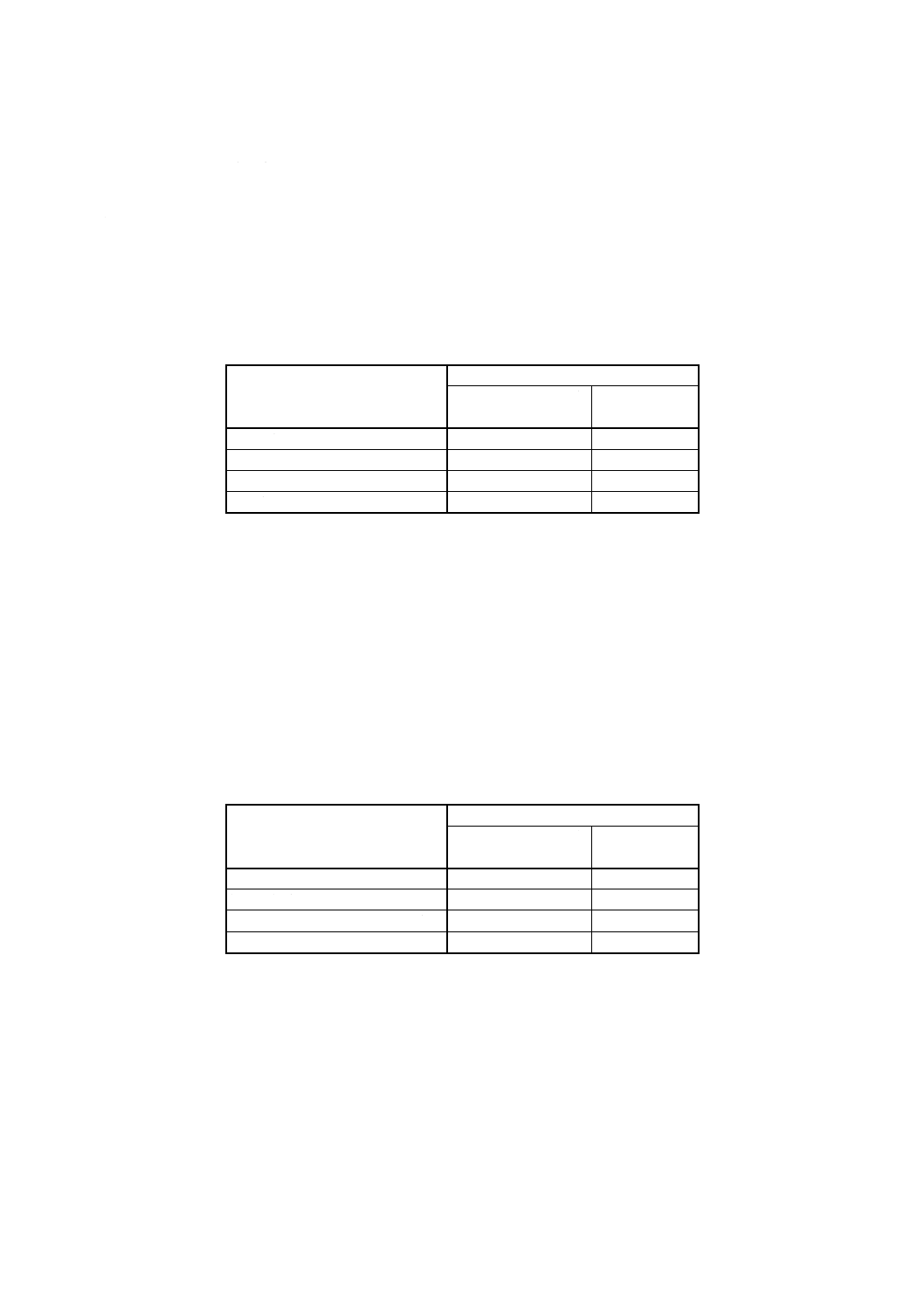
表1 加熱炉内の温度
単位℃
素地金属
めっき金属
クロム,ニッケル,銅
ニッケル−クロム,銀
すず,亜鉛,鉛
カドミウム,金
鉄及び鋼
300
200
銅及び銅合金
300
200
アルミニウム及びアルミニウム合金
250
200
亜鉛合金
200
200
21.2 熱衝撃試験
21.2.1 要旨 試料を加熱急冷する熱衝撃によって,めっきの密着性を調べる試験方法である。
21.2.2 装置 装置は,表2に示す試験温度において±10℃の範囲に維持できる加熱炉を用いる。
21.2.3 試料 試料は,5.による。
21.2.4 試験方法 試験方法は,次による。
a) 加熱炉の炉内を表2の温度に上げ,試料を炉内に入れる。
b) 規定温度で一定時間(16)保持した後,試料を取り出し,常温の水中に入れて急冷する。
注(16) 保持時間は,受渡当事者間の協定による。
21.2.5 判定方法 判定方法は,7.による。
表2 加熱炉内の温度
単位℃
素地金属
めっき金属
クロム,ニッケル,銅
ニッケル−クロム,銀
すず,亜鉛,鉛
カドミウム,金
鉄及び鋼
300
150
銅及び銅合金
300
150
アルミニウム及びアルミニウム合金
220
150
亜鉛合金
150
150
22. 陰極電解試験方法
22.1 要旨 電解質水溶液中で試料を電解し,発生する水素ガスの作用によって,めっきの密着性を調べ
る試験方法である。
備考 水素ガスを透過するめっき,例えば,鉄及び鋼素地上のニッケル,ニッケル−クロムめっきな
どについて適用する。鉛,亜鉛,すず,銅,カドミウムなどのめっきには適用しない。
22.2 装置 装置は,小形直流電源装置及び電解槽で構成する。電解槽は,90±5℃に温度が維持できるも
のとする。
13
H 8504 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
22.3 試験液 試験液は,水酸化ナトリウムの5%溶液を用いる。
22.4 試料 試料は,5.による。
22.5 試験方法 試験方法は,次による。
a) 試験液を電解槽に満たし,液温を90±5℃にする。
b) 電解槽に,試料と適当な大きさの鉄板を配置し,試料の一端を電源の陰極側に,鉄板を陽極側に接続
する。
c) 電源スイッチを入れ,陰極電流密度約10A/dm2のもとで(17)電解を行う。
注(17) 電解時間2〜15分間の範囲内において適宜選択するとよい。
22.6 判定方法 電解時間2分間で試験面に膨れが発生すれば,めっきは明らかな密着不良であり,この
電解を15分間継続した後,膨れなどが生じなければめっきの密着性は極めて良好である。
参考 試験液として,水酸化ナトリウム5%溶液の代わりに,硫酸5%溶液を用いてもよい。その場合,
液温60±5℃,陰極電流密度約10A/dm2のもとで電解を行う。
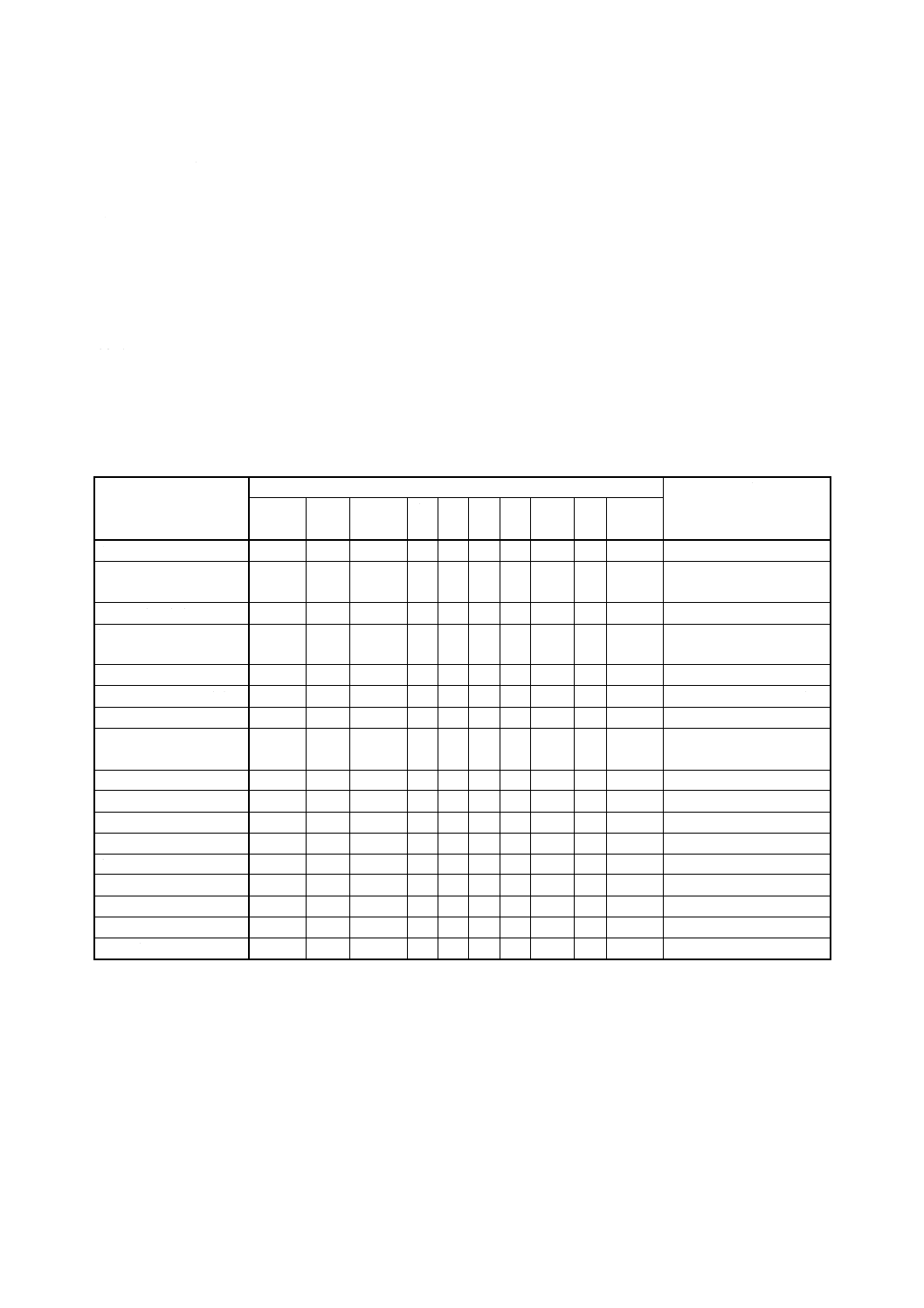
付表1 各種密着性試験法へのめっきの適用例
試験方法
めっき金属
備考
ニッケル クロム ニッケル
−クロム
銅
金
銀 亜鉛 カドミ
ウム
すず ニッケル
−すず
やすり試験
○
○
○
○
と石試験
○
◎
○
50 μm以上のめっきが必
要
へらしごき試験
○
○
○
○
押出し試験
○
◎
○
○
○
50 μm以上のめっきが必
要
エリクセン試験
○
◎
○
○
○
ショットピーニング試験
◎
主に厚付け銀めっきに適
バレル研磨試験
○
○
○
○
○
○
○
○
○
○
比較的薄いめっきに適
テープ試験
○
○
○
○
○
○
○
○
50 μm以下の薄いめっき
に適
はんだ付け試験
○
○
○
○
薄いめっきには適
たがね打込試験
○
○
○
○
○
けい線試験
○
○
○
○
○
○
○
○
曲げ試験
○
◎
○
○
◎
◎
◎
◎
◎
○
巻付け試験
○
○
○
○
○
引張試験
○
◎
○
○
加熱試験
○
○
○
○
◎
◎
○
○
熱衝撃試験
○
○
○
○
◎
◎
○
○
陰極電解試験
○
○
○
14
H 8504 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS H 8504(めっきの密着性試験方法)改正原案作成委員会 構成表
氏名
所属
(委員長)
神 戸 徳 蔵
東京都鍍金工業組合
青 江 徹 博
OEAガルバノ事務所
磯 明 夫
福島県ハイテクプラザ
伊 藤 哲 司
財団法人日本ウェザリングテストセンター
榎 本 英 彦
大阪市立工業研究所
海老名 延 郎
ヱビナ電化工業株式会社
大 嶋 清 治
工業技術院標準部材料規格課
大 高 徹 雄
上村工業株式会社
古 賀 孝 昭
荏原ユージライト株式会社
齋 藤 いほえ
東京都城南地域中小企業振興センター
須 賀 蓊
スガ試験機株式会社
滝 沢 貴久男
三洋電機株式会社
豊 永 実
豊永表面技術事務所
橋 本 繁 晴
財団法人日本規格協会
星 野 重 夫
武蔵工業大学
三田村 勝 昭
スガ試験機株式会社
山 添 英 司
富士通株式会社
矢 島 勝 司
工業技術院物質工学工業技術研究所
矢 部 賢
矢部技術事務所
山 崎 龍 一
神奈川県産業技術総合研究所
山 本 壮兵衛
山本サーフェイス・エンヂニヤリング コンサルタンツ&
ラボラトリー
渡 辺 博
株式会社東芝
金 子 國 雄
社団法人表面技術協会
(事務局)
及 川 耕 一
社団法人表面技術協会