H 8250:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 1
4 記号······························································································································· 1
5 溶射の記号による表示方法 ································································································· 2
附属書A(規定)特定の加工方法の表記方法 ············································································· 3
H 8250:2007
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本溶射協会(JTSS)
から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会の審議を経
て,経済産業大臣が改正した日本工業規格である。
これによって,JIS H 8250:2005は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 8250:2007
溶射の記号による表示方法
Graphical symbol for thermal spraying
1
適用範囲
この規格は,溶射の方法,材料の種類,厚さなどを記号によって表示する方法について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。
これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0122 加工方法記号
JIS H 8200 溶射用語
JIS H 8302 肉盛溶射(鋼)
JIS H 8303 自溶合金溶射
JIS H 8304 セラミック溶射
JIS H 8306 サーメット溶射
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS H 8200による。
4
記号
記号は,次による。
a) 溶射を表す記号 溶射を表す記号は,TSとする。
b) 溶射方法を表す記号 溶射方法は,溶射材料を素地に吹き付ける加熱・溶融エネルギーによって区分
し,その記号は,表1による。
表1−溶射方法及びその記号
加熱・溶融エネルギー
溶射方法
記号
ガス
燃焼炎
溶線式フレーム溶射
WF
溶棒式フレーム溶射
RF
粉末式フレーム溶射
PF
高速火炎
高速フレーム溶射
HVF
爆発炎
爆発溶射
DF
電気
アーク放電
アーク溶射
ES
線爆溶射
WES
プラズマジェット
プラズマ溶射
APS
減圧プラズマ溶射
LPS
水プラズマ溶射
WPS
2
H 8250:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 溶射皮膜の種類を表す記号 溶射皮膜の種類を表す記号は,JIS H 8302,JIS H 8303,JIS H 8304及び
JIS H 8306による。
d) 皮膜の厚さを表す記号 溶射の厚さを表す記号は,溶射有効面上における最小皮膜厚さ(最小局部厚
さ)をμm単位で示す数値とする。
e) 後処理を表す記号 後処理を表す記号は,溶射の後工程として溶射皮膜に施す封孔処理及び機械加工
を表し,表2及び表3による。ただし,溶射後の所定の肌面を得るために特定の機械加工を行った場
合には,表3による記号に代えて,JIS B 0122に規定する加工方法を表す記号を記載する。この場合,
附属書Aによる方法によって,図面に表示するのがよい。
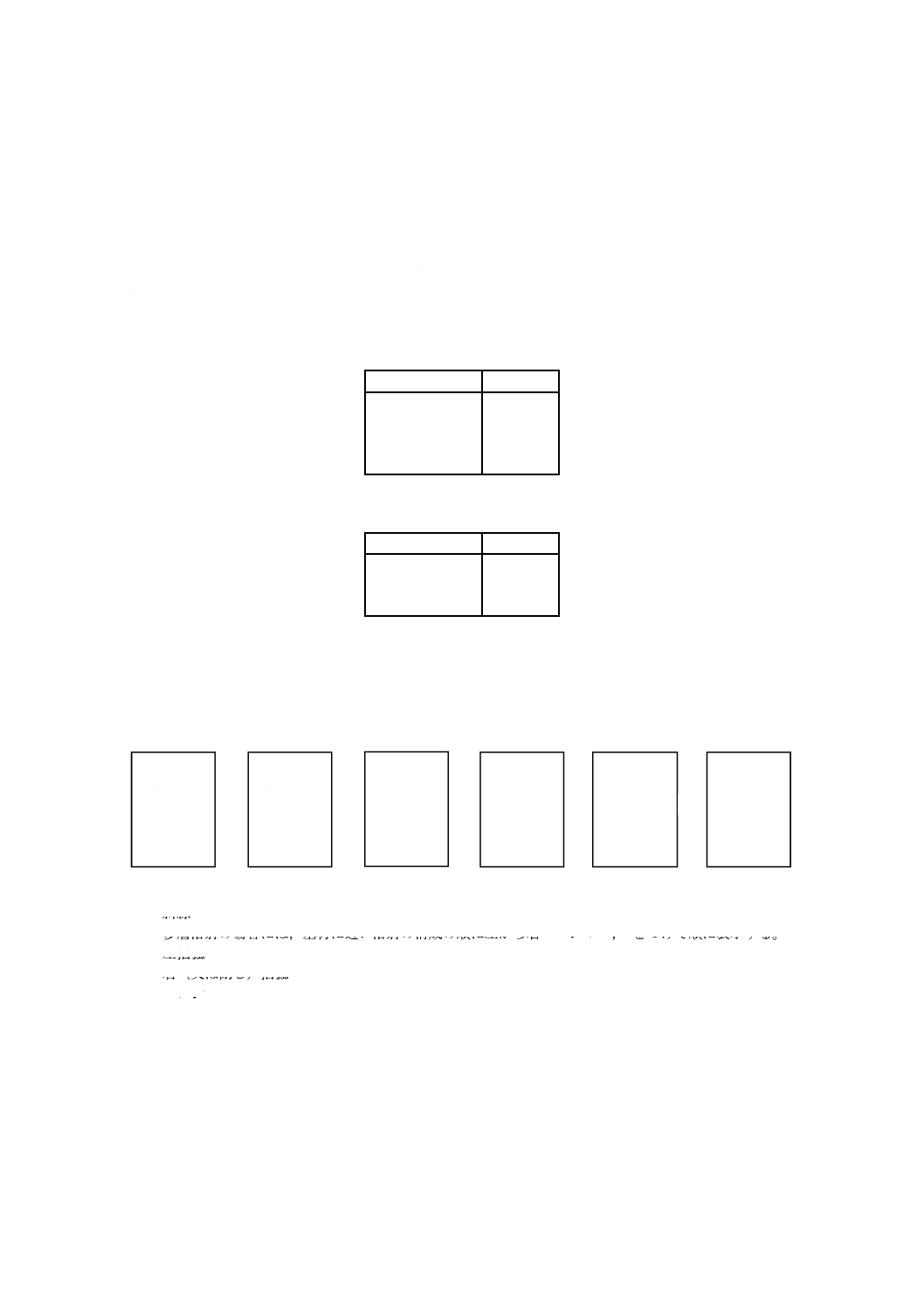
表2−封孔処理の種類を表す記号
封孔処理の種類
記号
封孔処理
耐熱封孔処理
加熱拡散処理
塗装
SE
HRS
DT
PA
表3−機械加工の方法を表す記号
機械加工の方法
記号
機械研削
機械切削
手仕上げ
G
C
F
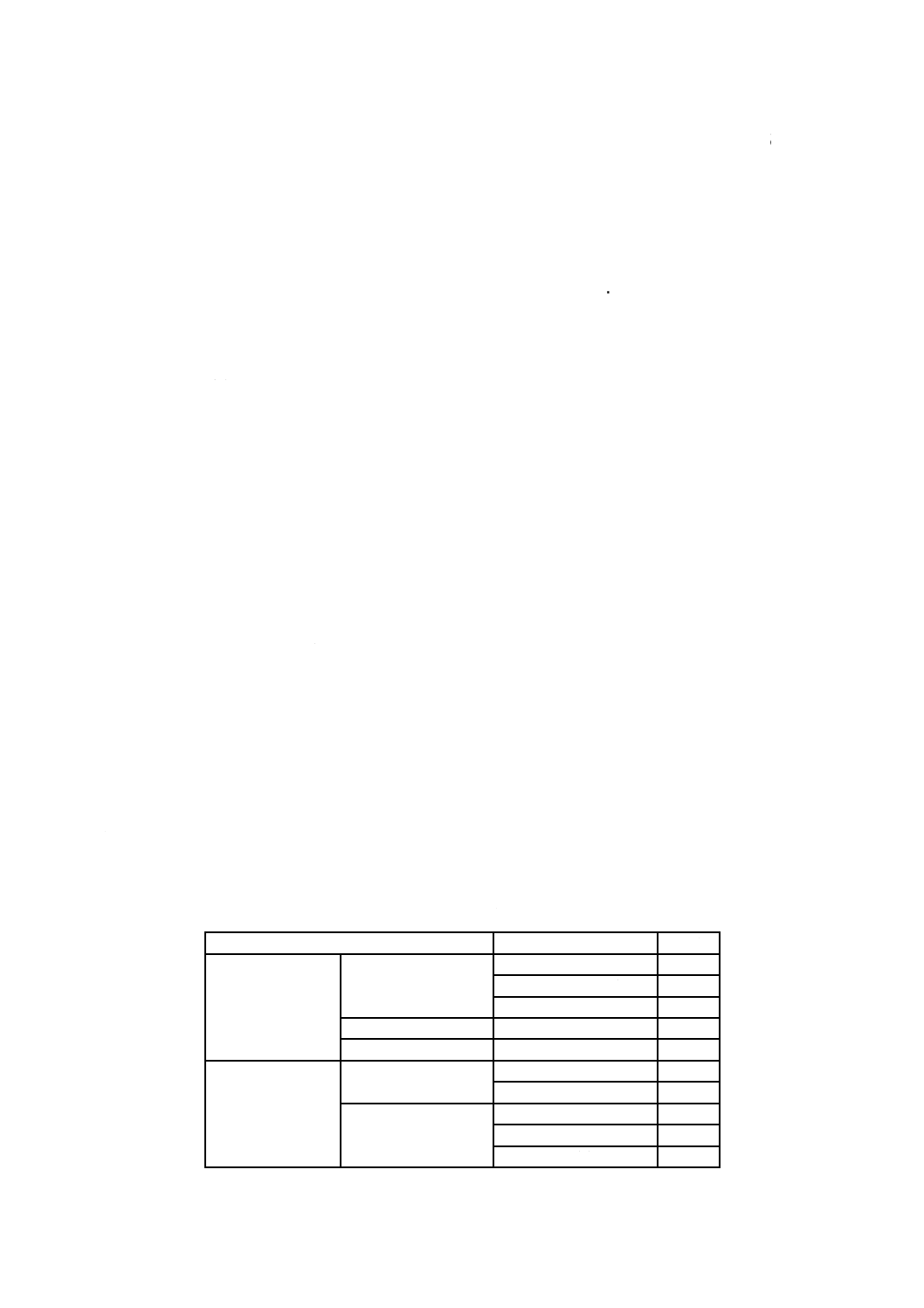
5
溶射の記号による表示方法
溶射の記号による表示方法は,箇条4に規定する記号を用い,次に示す順序による。
なお,特に表示の必要がない記号は,省略してもよい。
注a) ハイフン
b) 斜線
c) 多層溶射の場合には,基材に近い溶射の構成の順に左から右へコンマ“,”をつけて順に表示する。
d) 左括弧
e) 右(又は閉じ)括弧
f) コロン
a)
溶射を表す
記号
溶射方法を
表す記号
溶射皮膜の
種類を表す
記号
皮膜の厚さ
を表す記号
封孔処理の
種類を表す
記号
-
/
(
)
:
機械加工の
方法を表す
記号
b)
c)
d)
e)
f)
3
H 8250:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
特定の加工方法の表記方法
序文
この附属書は,溶射後の所定の肌面を得るために特定の加工を行った場合の加工方法を表す表記方法に
ついて規定する。
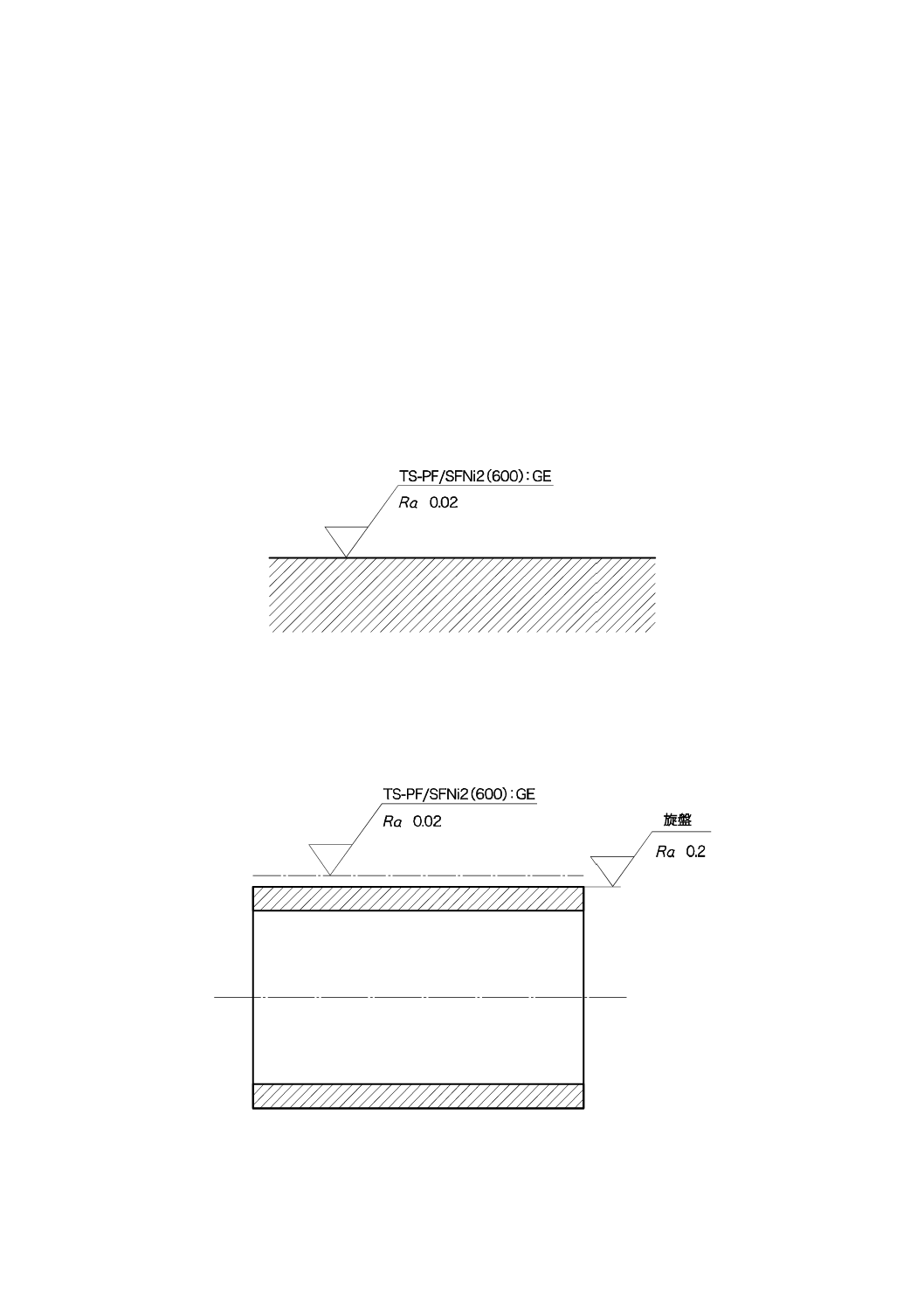
A.1 特定の加工方法の表記方法
溶射後の所定の肌面を得るために特定の機械加工を行った場合の表示方法は,面の指示記号の長い方の
脚に横線を付け,その上側に溶射を表す記号を記載する。記載例を図A.1に示す。
図A.1−加工方法記号の記載例
A.2 表面粗さ
仕上げ加工後の表面粗さを表す場合は,一点鎖線で加工範囲を示す。記載例を図A.2に示す。
図A.2−表面粗さの記載例