H 7105:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 目的及び測定概要 ············································································································· 1
5 試験機···························································································································· 2
5.1 定ひずみ試験機 ············································································································· 2
5.2 基本構成 ······················································································································ 2
6 試験片···························································································································· 3
6.1 種類 ···························································································································· 3
6.2 形状 ···························································································································· 3
6.3 寸法及び許容差 ············································································································· 3
7 試験······························································································································· 3
7.1 試験条件 ······················································································································ 3
7.2 試験方法 ······················································································································ 3
8 試験結果························································································································· 4
9 算出······························································································································· 4
10 試験報告書 ···················································································································· 5
附属書A(参考)定温試験方法 ······························································································· 6
附属書B(参考)定ひずみ定温試験方法···················································································· 7
H 7105:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般財団法人大阪
科学技術センター付属ニューマテリアルセンター(OSTEC)及び一般財団法人日本規格協会(JSA)から,
工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経
済産業大臣が改正した日本工業規格である。
これによって,JIS H 7105:2002は改正され,この規格に置き換えられた。また,JIS H 7104:2002は廃止
され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 7105:2012
Ti-Ni形状記憶合金コイルばねの定ひずみ試験方法
Method of constant strain tests for coil springs of Ti-Ni shape memory alloys
1
適用範囲
この規格は,Ti-Ni形状記憶合金の圧縮コイルばね及び引張コイルばね(以下,コイルばねという。)の
定ひずみ試験方法について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0103 ばね用語
JIS B 2704-2 コイルばね−第2部:圧縮コイルばねの仕様の表し方
JIS B 2704-3 コイルばね−第3部:引張コイルばねの仕様の表し方
JIS C 1602 熱電対
JIS H 7001 形状記憶合金用語
JIS H 7107 Ti-Ni形状記憶合金線,条及び管
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0103,JIS H 7001及びJIS H 7107によるほか,次による。
3.1
横弾性係数(shear modulus)G
せん断応力(N/mm2)をせん断ひずみで除した値。
注記 形状記憶合金は,温度及びひずみ量によって横弾性係数が変化する。
3.2
ばね力−温度線図(spring force-temperature curve under fixed strain)
定ひずみ試験によって得られる曲線。
3.3
ばね力(spring force)
コイルばねに加わる又はコイルばねの回復力。
4
目的及び測定概要
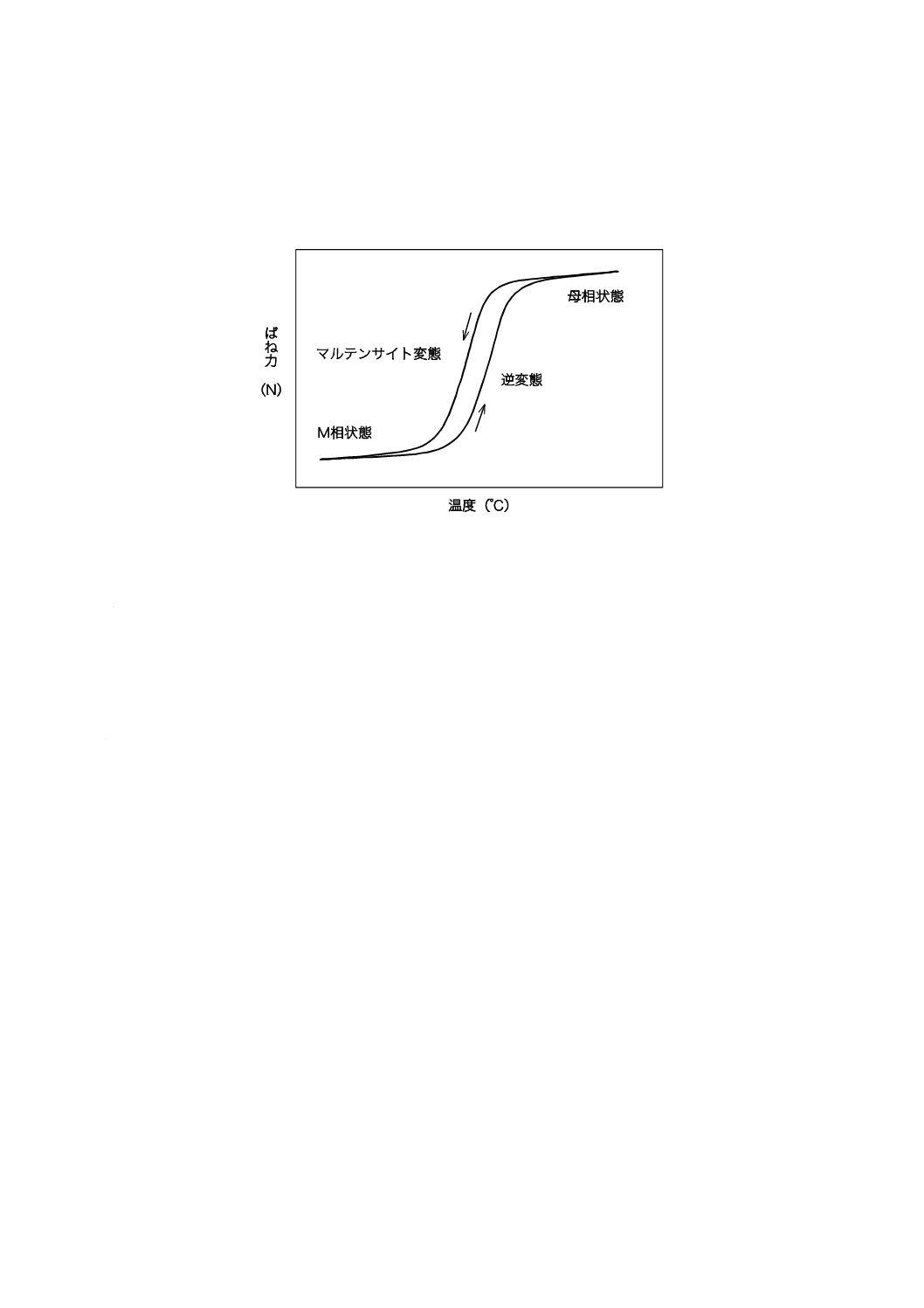
コイルばねに一定のたわみを与えたまま加熱冷却すると,図1のようなばね力と温度との関係となる。
この現象は,温度変化によって横弾性係数が変化するために起きる。この定ひずみ試験方法は,ばね力と
温度との関係を求める以外にも,線図から変態温度を求めることができるため,コイルばねの試験方法と
2
H 7105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
して最も一般的である。ばね力を調べる簡易な試験方法としては,雰囲気温度又はたわみ量をそれぞれ一
定にして試験する方法がある。定温試験方法は,一定温度でばね力とたわみとの関係を調べる方法であり,
定ひずみ定温試験方法は,一定のたわみを与えたまま,一つ以上の一定温度においてばね力と温度との関
係を調べる方法である。
図1−ばね力と温度との関係
5
試験機
5.1
定ひずみ試験機
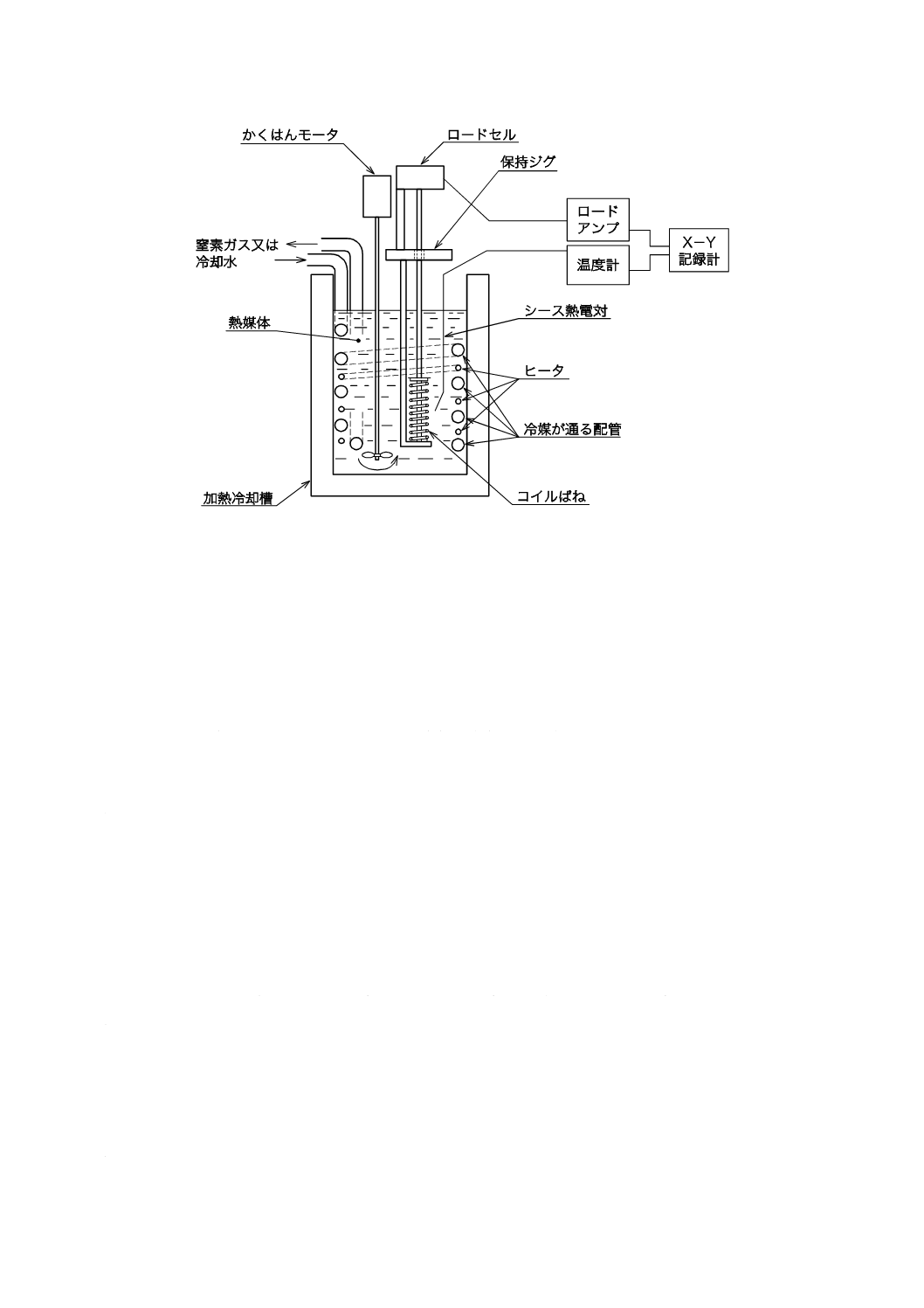
定ひずみ試験機は,コイルばねを一定たわみに保持するジグ,ロードセル,加熱冷却槽及び熱電対によ
って構成され,その基本構成の例を,図2に示す。
5.2
基本構成
基本構成は,次による。
a) 保持ジグ コイルばねを一定のたわみに保持できるもので,コイルばねへの熱影響を少なくするため
に,できるだけ熱容量を小さくする。
b) ロードセル 加熱冷却で変わるコイルばねのばね力を計測する。
c) 加熱冷却槽 熱媒体(液体)をヒータで加熱できる機能と冷媒を通して熱媒体を冷却できる機能とを
もつ装置。媒体の温度を均一にするために,かくはん(攪拌)機能をもつことが望ましい。
注記 熱媒体は,試験温度範囲が10 ℃から90 ℃であれば水でよい。凍結や沸騰が心配される場合
は,不凍液(エチレングリコール),低粘度シリコンオイルなどを選定する。冷却の媒体は,
液体チラー,炭酸ガス,液体窒素などが用いられる。
d) 熱電対 できるだけコイルばねの近傍に設置する。熱電対の材料は,JIS C 1602による。また,熱電
対の素線の径はなるべく小さくすることが望ましい。
3
H 7105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2−定ひずみ試験機の構成例
6
試験片
6.1
種類
試験片の種類は,JIS H 7107の箇条4(種類)による。
6.2
形状
形状は,次による。
a) 圧縮コイルばねの形状は,JIS B 2704-2の箇条5(ばねの形状)による。
b) 引張コイルばねの形状は,JIS B 2704-3の箇条5(ばねの形状)による。
6.3
寸法及び許容差
寸法及び許容差は,次による。
a) 圧縮コイルばねの寸法及び許容差は,JIS B 2704-2の9.2(寸法)及び6.3(寸法の許容差)による。
b) 引張コイルばねの寸法及び許容差は,JIS B 2704-3の9.2(寸法)及び6.3(寸法の許容差)による。
7
試験
7.1
試験条件
試験条件は,次による。
a) 試験温度範囲は,最高試験温度TAを90 ℃,最低試験温度TBを10 ℃とする。ただし,この温度範囲
以外で試験する場合は,受渡当事者間で最高試験温度及び/又は最低試験温度を決定する。
b) 熱媒体内の温度差は,コイルばね周囲において±0.5 ℃とする。
c) ばね力を計測するロードセルの精度は,最大ばね力に対して±1 %とする。
d) 冷却速度及び加熱速度は,5 ℃/min以下とする。
7.2
試験方法
試験方法は,次による。
a) コイルばねは,所定のたわみを与えて保持ジグに固定する。
4
H 7105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 所定のたわみを与えた長さが,コイルばねの取付け高さである。
b) 固定したコイルばねを加熱冷却槽に保持して,媒体の温度が最高試験温度TAになるまで加熱する。
c) 媒体が最高試験温度TAに達したら荷重測定を開始して,最低試験温度TBまで連続して冷却する。
d) 最低試験温度TBに達したら再び最高試験温度TAまで加熱し,ばね力−温度線図を求める。
注記2 c)及びd)は,計測を最高試験温度TAから開始しているが,コイルばねを保持ジグに固定し
た後,高温の母相状態まで加熱してから冷却し,最低試験温度TBからばね力測定を開始し
てもよい。
8
試験結果
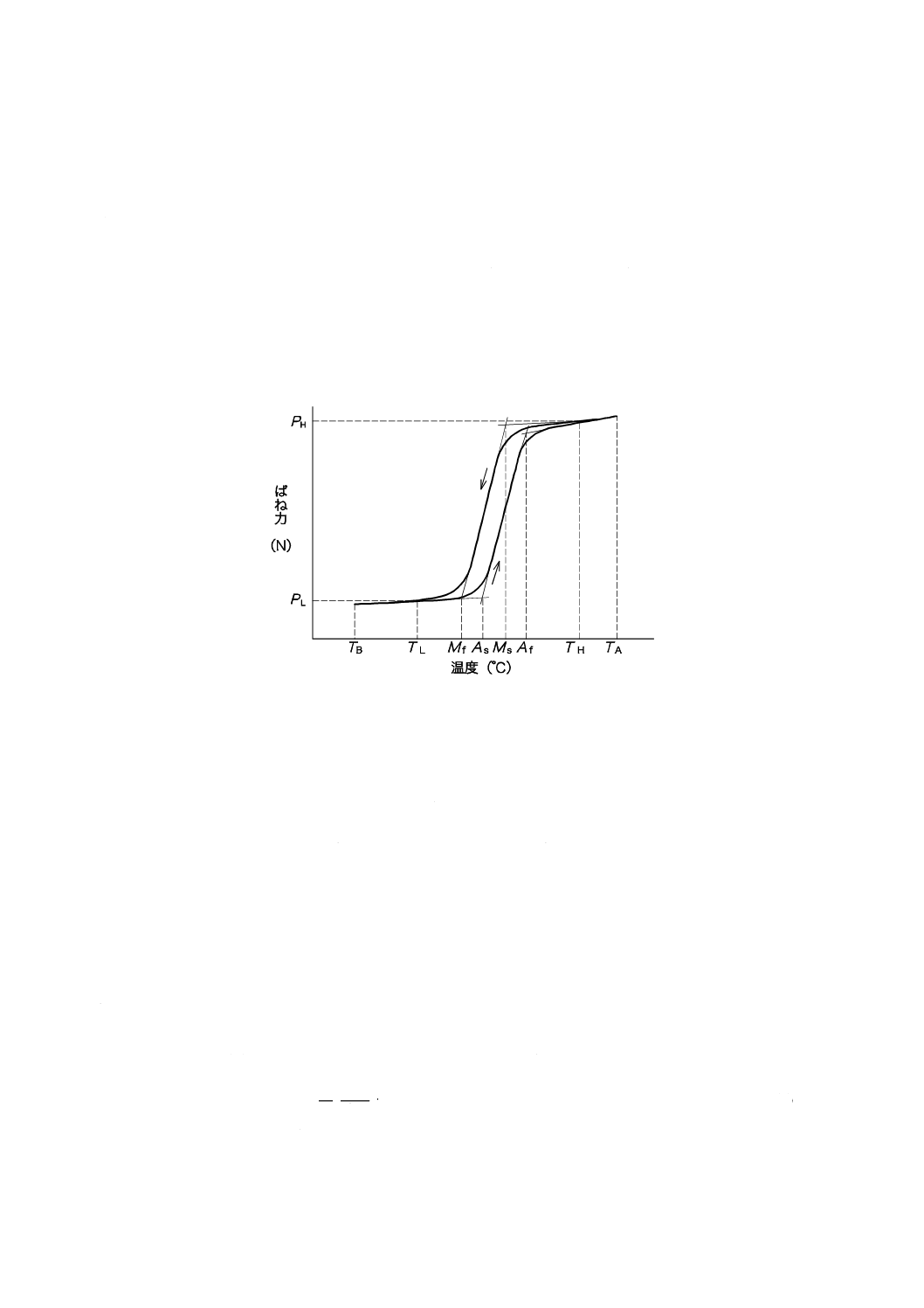
試験によって得られた定ひずみにおけるばね力−温度線図(図3)から次の特性を求める。
TA :最高試験温度(℃)
TB :最低試験温度(℃)
TH :加熱過程でのばね力(PH)を決定する温度(℃)
TL :冷却過程でのばね力(PL)を決定する温度(℃)
PH :加熱過程での温度THのときのばね力(N)
PL :冷却過程での温度TLのときのばね力(N)
Ms :マルテンサイト変態開始温度(℃)
Mf :マルテンサイト変態終了温度(℃)
As :マルテンサイトの逆変態開始温度(℃)
Af :マルテンサイトの逆変態終了温度(℃)
図3−ばね力−温度線図
a) ばね力 加熱過程における温度TH及び冷却過程における温度TLに対応するコイルばねのばね力PH及
びPLを求める。特定温度におけるばね力だけを求める場合は,附属書Aの定温試験方法及び附属書B
の定ひずみ定温試験方法によって計測してもよい。
b) 変態温度 変態温度(Ms,Mf,As及びAf)は,屈曲前後の直線部分に接線を引き,これらの接線の交
点から求める。
9
算出
算出は,次による。
a) 横弾性係数 箇条8 a)で求めたばね力PH及びPLにおける横断性係数は,式(1)によって求める。
4
3
a
8
δd
P
D
N
G=
············································································ (1)
ここに,
G: 横弾性係数(MPa)
Na: 有効巻数
5
H 7105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D: コイル平均径(mm)
P: PH又はPLのばね力(N)
δ: ばねのたわみ(mm)
d: 材料の直径(mm)
b) せん断ひずみ(%) 7.2 a)で与えたたわみに相当するせん断ひずみは,式(2)によって求める。
100
2
a
0
×
D
πN
δd
=
γ
········································································ (2)
ここに,
γ0: せん断ひずみ(%)
10 試験報告書
試験報告書には,測定で実施した次の項目を記載する。ただし,d) 試験結果及びe) ばね力−温度線図
は,受渡当事者間で不必要と判断した項目を省略できる。
a) 適用規格番号
b) 試験片
1) 種類
2) 形状及び寸法
c) 試験条件
1) 加熱速度及び冷却速度
2) 最高試験温度及び最低試験温度
3) 指定たわみ又はコイルばね取付け高さ
d) 試験結果
1) ばね力(PH及びPL)
2) 変態温度(Ms,Mf,As及びAf)
3) 横弾性係数
e) ばね力−温度線図
6
H 7105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
定温試験方法
A.1 定温試験
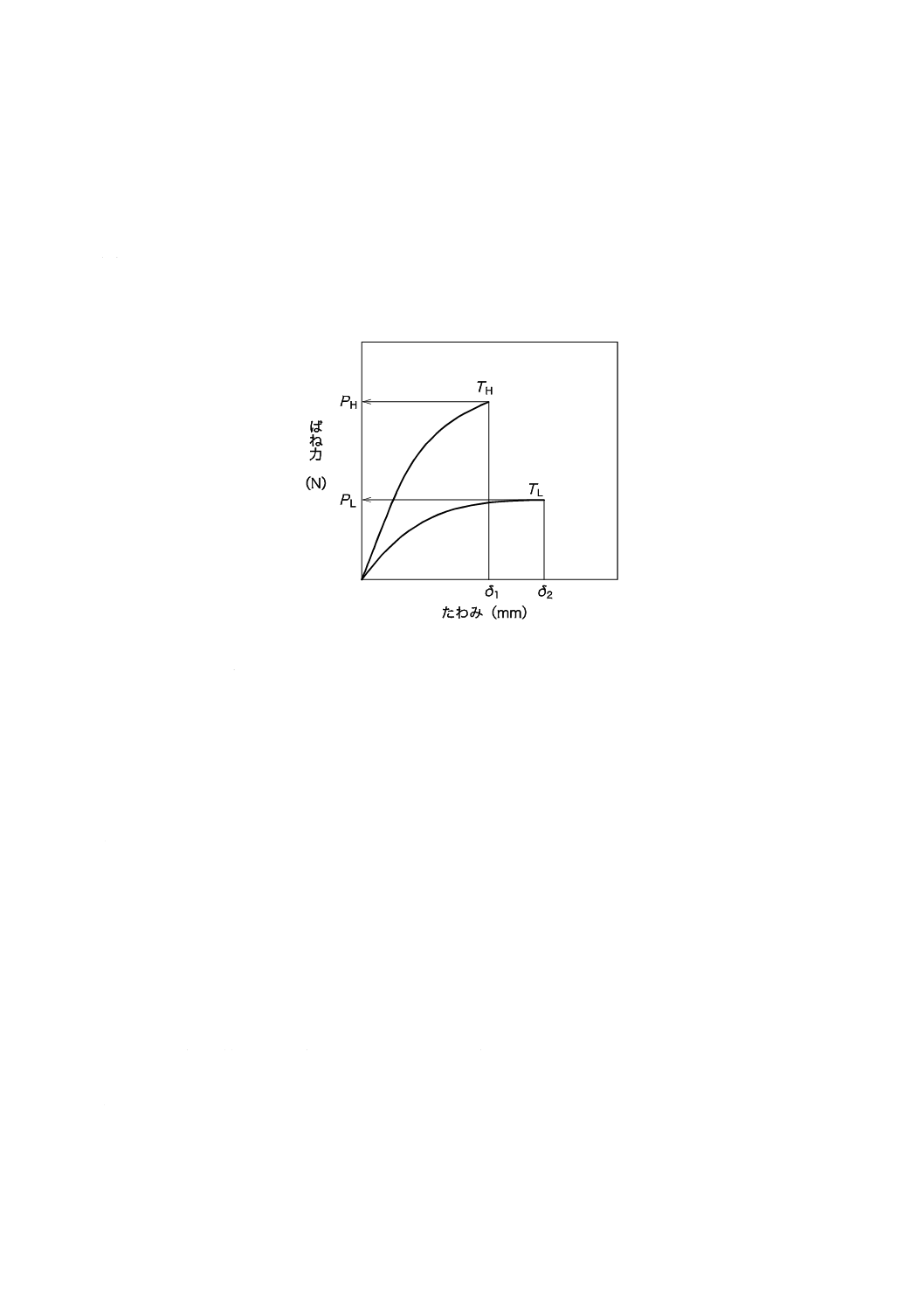
温度一定の雰囲気の中でコイルばねをたわませて,ばね力とたわみとの関係を調べる方法である。計測
結果は,指定された温度におけるばね力として表される。その例を図A.1に示す。
TH :試験温度(高温)
TL :試験温度(低温)
δ1 :試験温度THにおけるばねの指定たわみ
δ2 :試験温度TLにおけるばねの指定たわみ
PH :指定たわみδ1におけるばね力
PL :指定たわみδ2におけるばね力
図A.1−ばね力−たわみ線図
A.2 試験条件
試験条件は,次による。
a) ばね力を計測するロードセルの精度は,7.1 c)による。
b) 試験温度THは,マルテンサイトの逆変態終了温度Afより10 ℃高い温度とし,試験温度TLは,マル
テンサイト変態終了温度Mfより10 ℃低い温度とする。ただし,この温度以外で試験する場合は,受
渡当事者間で試験温度TH及び/又は試験温度TLを決定する。
c) 試験片の雰囲気温度の許容差は,±0.5 ℃とする。
注記 定温試験は,気槽を用いてもよい。
A.3 試験方法
試験方法は,次による。
a) コイルばねを最高試験温度TAに加熱して,母相状態の形状に回復させる。
b) 形状回復させたコイルばねを試験槽が付いた試験機に取り付けて,試験温度になるまで保持する。
c) 試験温度になったことを確認し,コイルばねをたわませて指定たわみにおけるばね力を測定する。
7
H 7105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
定ひずみ定温試験方法
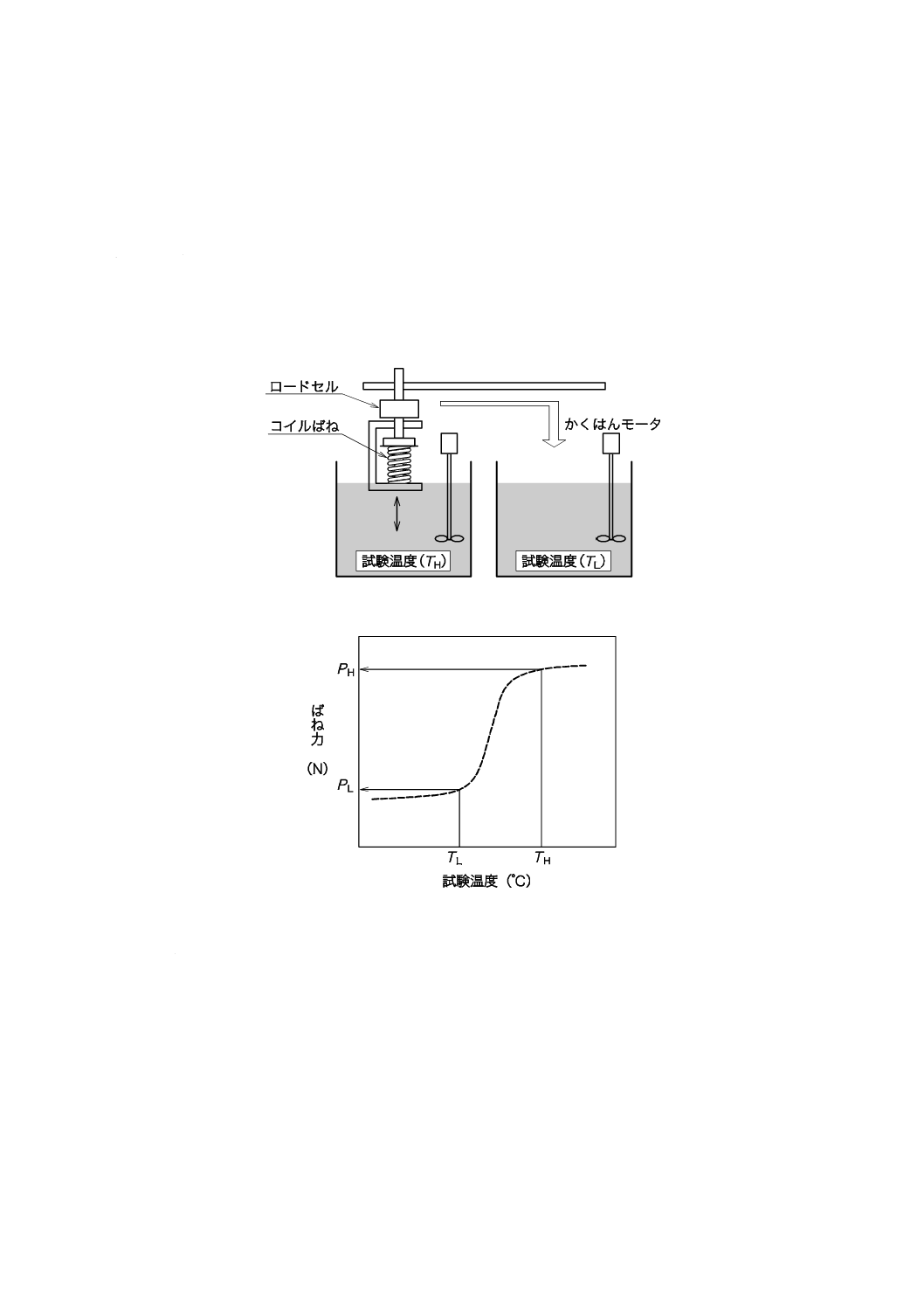
B.1
定ひずみ定温試験
コイルばねに指定のたわみを与えて固定したまま,試験温度の雰囲気でのばね力を調べる方法である。
計測結果は,試験温度におけるばね力として表される。この方法は,高温と低温とにおけるばね力差を求
めることに適している。構成例を図B.1に,ばね力と試験温度との関係を図B.2にそれぞれ示す。
図B.1−定ひずみ定温試験の構成例
図B.2−ばね力と試験温度との関係(図3参照)
B.2
試験条件
試験条件は,次による。
a) ばね力を計測するロードセルの精度は,7.1 c)による。
b) 試験温度THは,マルテンサイトの逆変態終了温度Afより10 ℃高い温度とし,試験温度TLは,マル
テンサイト変態終了温度Mfより10 ℃低い温度とする。ただし,この温度以外で試験する場合は,受
渡当事者間で試験温度TH及び/又は試験温度TLを決定する。
c) 試験槽の温度差は,コイルばね周囲において±0.5 ℃とする。
8
H 7105:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.3
試験方法
試験方法は,次による。
a) コイルばねは,指定のたわみを与えて保持ジグに固定する。
b) 保持ジグに固定したコイルばねを試験温度THに保持した試験槽に浸せきし,ばね力PHを測定する。
c) 保持ジグに固定したコイルばねを試験温度THの試験槽から取り出す。
d) 取り出した保持ジグに固定したコイルばねは,続いて,試験温度TLになっている別の試験槽に浸せき
し,ばね力PLを測定する。