日本工業規格
JIS
H
4630
:
2012
チタン及びチタン合金-継目無管
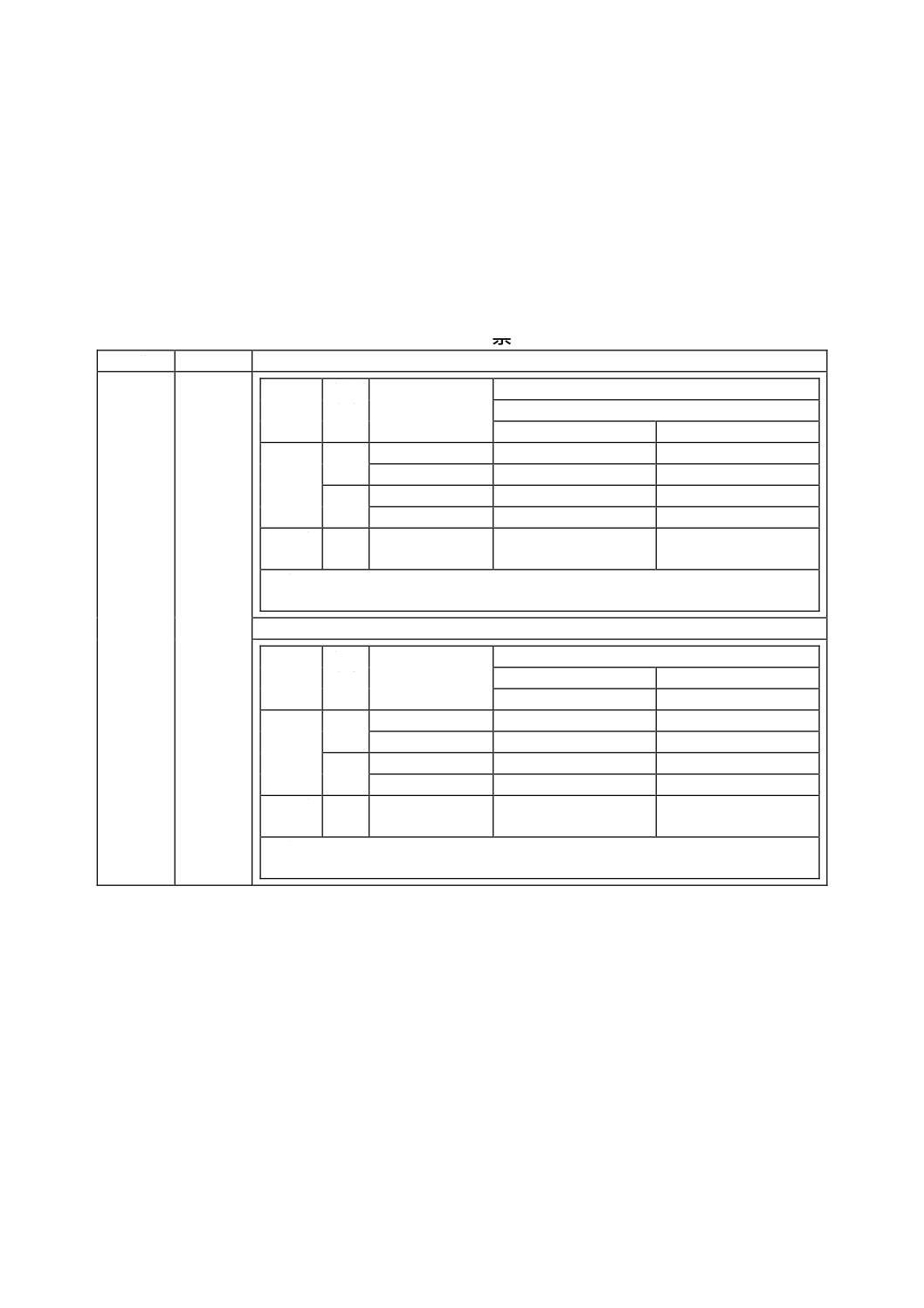
正 誤 票
区分
位置
誤
外径
40 mm
以上
80 mm
以下
許容差
の種類
仕上
方法
厚さ
mm
±
0.5 mm
10 mm
以上
60 mm
以下
3
以上
4
未満
厚さの±
12.5 %
-
熱間
加工
4
以上
10
以下
-
-
1
以上
2
未満
-
±
0.2 mm
厚さ
冷間
加工
2
以上
10
以下
厚さの±
20 %
厚さの±
10 %
偏肉
a
)
熱間
加工
5.6
以上
10
以下
厚さの±
20 %
-
注
a
)
偏肉とは,同一断面における測定厚さの最大値と最小値との差の公称厚さに対す
る比をいう。
正
本体
表
5
外径の欄
許容差
外径
外径
許容差
の種類
仕上
方法
厚さ
mm
40 mm
以上
80 mm
以下
10 mm
以上
60 mm
以下
3
以上
4
未満
±
0.5 mm
-
熱間
加工
4
以上
10
以下
厚さの±
12.5 %
-
1
以上
2
未満
-
±
0.2 mm
厚さ
冷間
加工
2
以上
10
以下
-
厚さの±
10 %
偏肉
a
)
熱間
加工
5.6
以上
10
以下
厚さの±
20 %
-
注
a
)
偏肉とは,同一断面における測定厚さの最大値と最小値との差の公称厚さに対す
る比をいう。
平成
25
年
2
月
1
日作成