H 4554 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS H 4554 : 1991は改正され,この規格に置き換えられる。
今回の改正では,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成,及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 9724 : 1992, Nickel and nickel lalloy
wire and drawing stock及びISO 9722 : 1992, Nickel and nickel alloys−Composition and forms of wrought
productsを基礎として用いた。
この規格に従うことは,次に示す特許権の使用に該当するおそれがある。
発明の名称
耐腐食性ニッケル合金
有効期限日
平成13年6月26日
なお,この記載は,上記に示す特許権の効力,範囲などに関して何ら影響を与えるものではない。
上記特許権の所有者は,日本工業標準調査会に対して,非差別的,かつ,合理的な条件で,いかなる者
に対しても当該特許権の実施を許諾する意志があることを保証している。
この規格の一部が,上記に示す以外の技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,
又は出願公開後の実用新案登録出願に抵触する可能性がある。通商産業大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登
録出願にかかわる確認について責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 4554 : 1999
ニッケル及びニッケル合金の
線と引抜素材
Nickel and nickel alloy wire and drawing stock
序文 この規格は,1992年に第1版として発行されたISO 9722 : 1992, Nickel and nickel alloys−Composition
and forms of wrought products及びISO 9724 : 1992, Nickel and nickel alloy wire and drawing stockを基に,対応
する部分については,技術的内容を変更することなく作成した日本工業規格である。
1. 適用範囲 この規格は,主に耐食材料として用いる一般用途向けの径が10mm以下のニッケル及びニ
ッケル合金の線と引抜素材について規定する。
備考1. 線及び引抜素材とは,全長にわたって均一な断面をもち,コイル巻き状態で供給される中実
の展伸製品をいう。
2. この規格の対応国際規格を,次に示す。
ISO 9722 : 1992 Nickel and nickel alloys−Composition and forms of wrought products
ISO 9724 : 1992 Nickel and nickel alloy wire and drawing stock
2. 引用規格 次に掲げる規格はこの規格に引用されることによって,この規格の規定の一部を構成する。
これらの引用規格は,その最新版を適用する。
JIS H 0321 非鉄金属材料の検査通則
JIS H 1270 ニッケル及びニッケル合金の分析方法通則
JIS H 1271 ニッケル銅合金分析方法
JIS H 1272 ニッケル及びニッケル合金中の銅定量方法
JIS H 1273 ニッケル及びニッケル合金中の鉄定量方法
JIS H 1274 ニッケル及びニッケル合金中のマンガン定量方法
JIS H 1275 ニッケル及びニッケル合金中の炭素定量方法
JIS H 1276 ニッケル及びニッケル合金中のけい素定量方法
JIS H 1277 ニッケル及びニッケル合金中の硫黄定量方法
JIS H 1278 ニッケル及びニッケル合金中のりん定量方法
JIS H 1279 ニッケル合金中のクロム定量方法
JIS H 1280 ニッケル合金中のモリブデン定量方法
JIS H 1281 ニッケル合金中のバナジウム定量方法
JIS H 1282 ニッケル合金中のタングステン定量方法
JIS Z 2201 金属材料引張試験片
2
H 4554 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 2241 金属材料引張試験方法
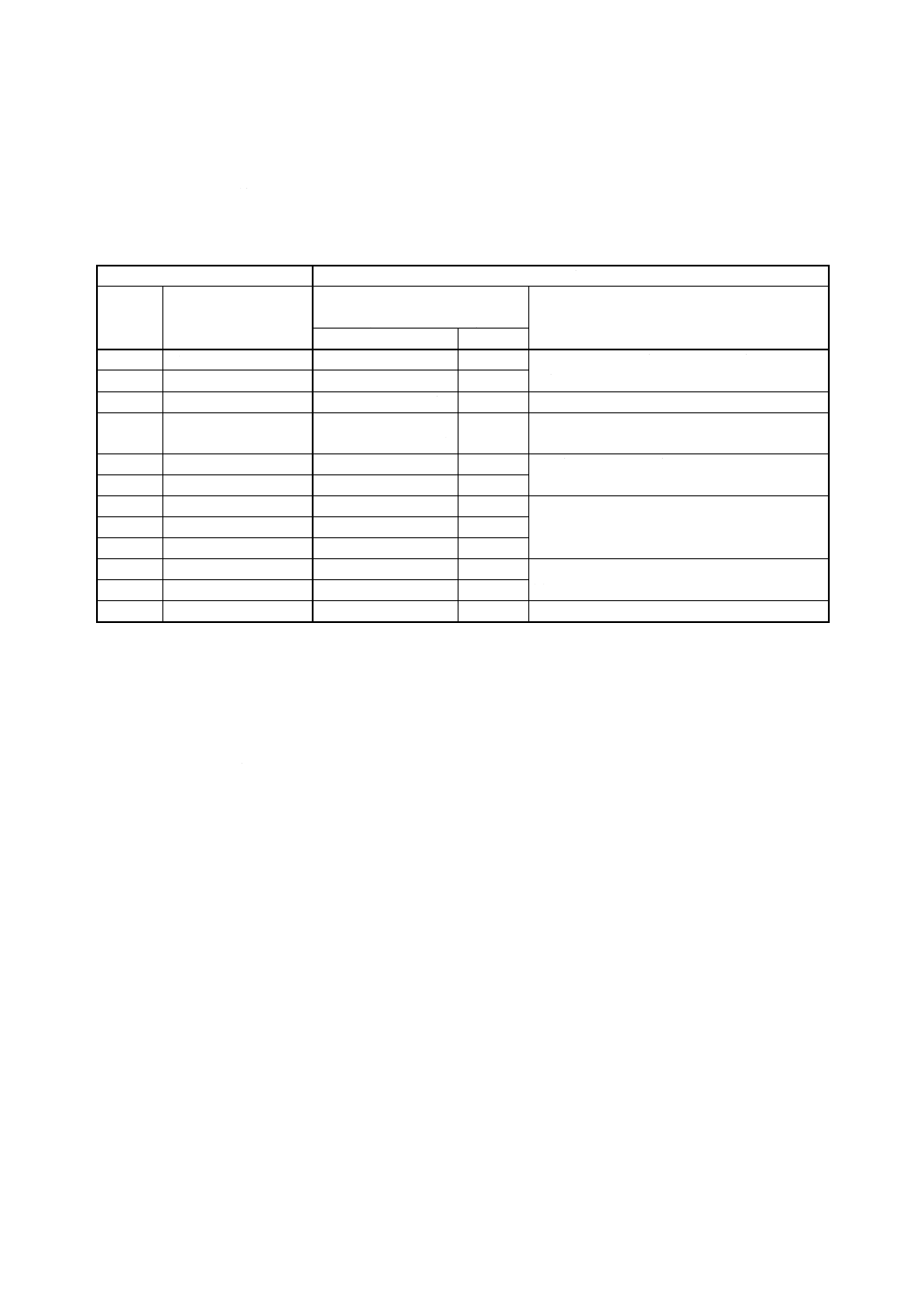
3. 種類及び記号 線及び引抜素材の種類及び記号は,表1のとおりとする。種類及び記号に関しては,
合金番号又は合金記号を適用する。
表1 種類及び記号
種類及び記号
参考
合金番号
合金記号
従来の種類及び記号
(JIS H 4554 : 1991)
用途例
種類
記号
NW2200 Ni99.0
−
−
水酸化ナトリウム製造装置,食品製造装置,薬
品製造装置,電子・電気部品など
NW2201 Ni99.0−LC
−
−
NW4400 NiCu30
ニッケル−銅合金線
NCuW
海水淡水化装置,製塩装置,原油蒸留塔など
NW5500 NiCu30Al3Ti
ニッケル−銅−アルミ
ニウム−チタン合金線
NCuATW 海水淡水化装置,製塩装置,原油蒸留塔などで
強度を必要とするボルト・ばねなど
NW0001 NiMo30Fe5
−
−
塩酸製造装置,尿素製造装置,エチレングリコ
ールやクロロプレンモノマー製造装置など
NW0665 NiMo28
−
−
NW0276 NiMo16Cr15Fe6W4
−
−
酸洗装置,公害防止装置,石油化学・合成繊維
産業装置など
NW6455 NiCr16Mo16Ti
−
−
NW6022 NiCr21Mo13Fe4W3
−
−
NW6007 NiCr22Fe20Mo6Cu2Nb
−
−
りん酸製造装置,ふっ酸製造装置,公害防止装
置
NW6985 NiCr22Fe20Mo7Cu2
−
−
NW6002 NiCr21Fe18Mo9
−
−
工業用炉,ガスタービンなど
4. 品質
4.1
外観 線及び引抜素材は仕上げが良好・均−で,使用上有害な欠陥があってはならない。
備考 仕上げ表面は,受渡当事者間の協定による。
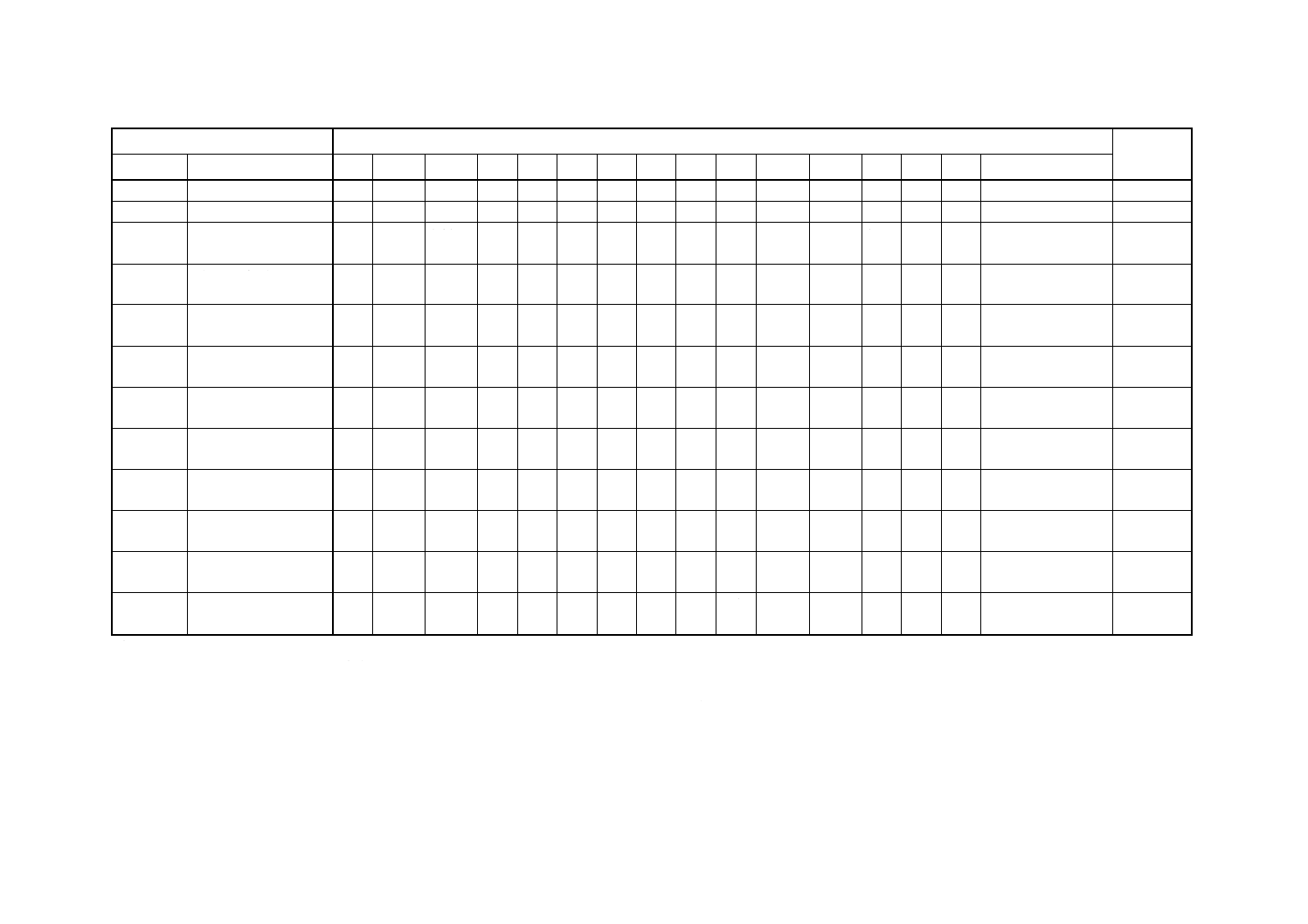
4.2
化学成分 線及び引抜素材の化学成分は,表2による。
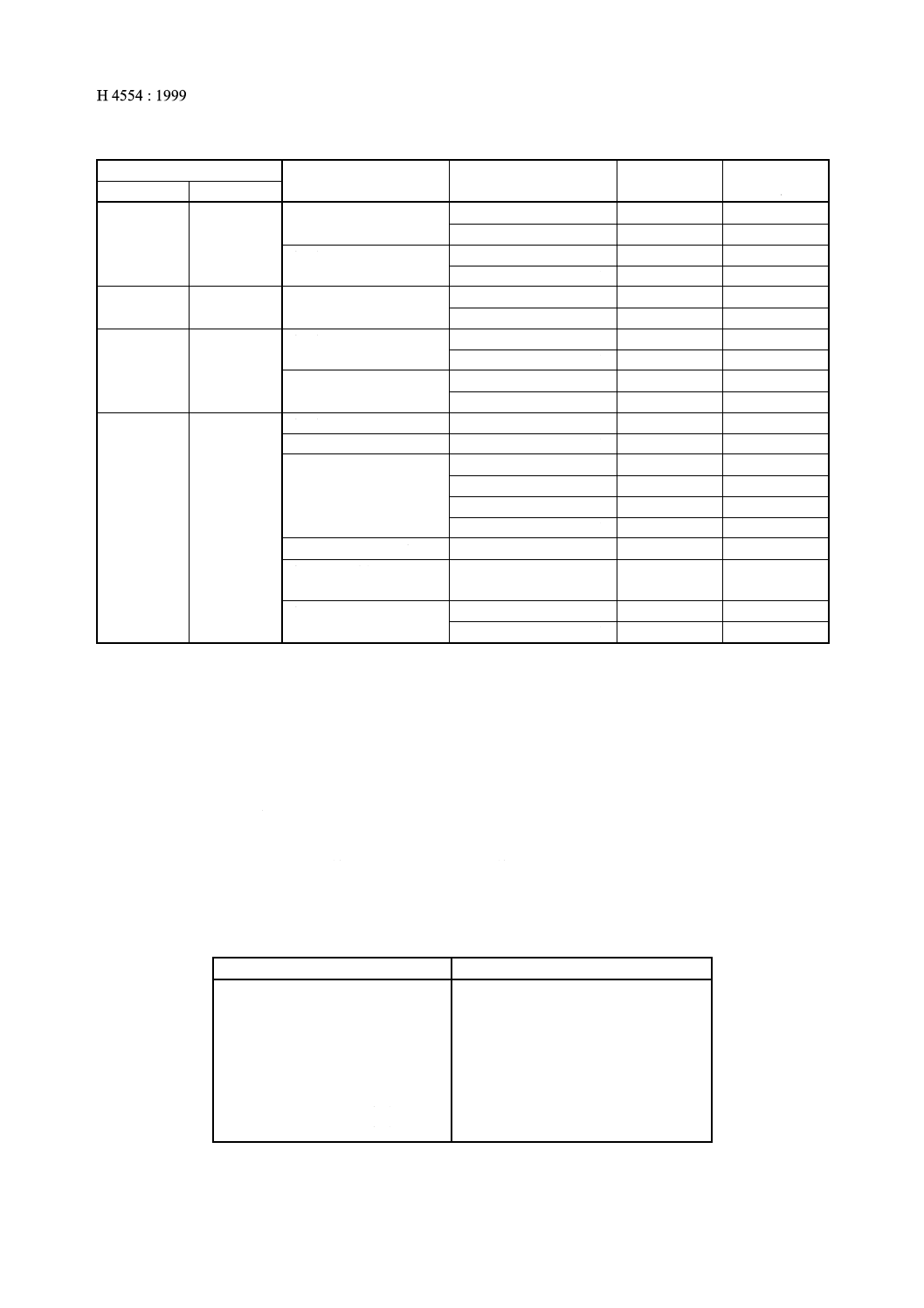
4.3
機械的性質 線の機械的性質(引張強さ,伸び)は,表3による。表3に規定されていない合金の
機械的特性については,受渡当事者間の協定による。
3
H
4
5
5
4
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 化学成分及び密度
種類及び記号
化学成分 %
密度
103kg/m3
合金番号
合金記号
Al
B
C
Co
Cr
Cu
Fe
Mn Mo
Ni
P
S
Si
Ti
W
その他
NW2200
Ni99.0
−
−
0.15
−
−
0.2
0.4 0.3
− 99.0
−
0.010 0.3
−
−
−
8.9
NW2201
Ni99.0-LC
−
−
0.02
−
−
0.2
0.4 0.3
− 99.0
−
0.010 0.3
−
−
−
8.9
NW4400
NiCu30
−
−
0.30
−
−
28.0
34.0
2.5 2.0
− 63.0
−
0.025 0.5
−
−
−
8.8
NW5500
NiCu30Al3Ti
2.2
3.2
−
0.25
−
−
27.0
34.0
2.0 1.5
− 残部
0.020
0.015 0.5
0.35
0.85
−
−
8.5
NW0001
NiMo30Fe5
−
−
0.05
2.5 1.0
−
4.0
6.0
1.0
26.0
30.0
残部
0.040
0.030 1.0
−
− V:0.2〜0.4
9.2
NW0665
NiMo28
−
−
0.02
1.0 1.0
−
2.0 1.0
26.0
30.0
残部
0.040
0.030 0.1
−
−
−
9.2
NW0276
NiMo16Cr15Fe6W4
−
−
0.010
2.5 14.5
16.5
−
4.0
7.0
1.0
15.0
17.0
残部
0.040
0.030 0.08
−
3.0
4.5
(1)
8.9
NW6455
NiCr16Mo16Ti
−
−
0.015
2.0 14.0
18.0
−
3.0 1.0
14.0
17.0
残部
0.040
0.030 0.08
0.7
−
−
8.6
NW6022
NiCr21Mo13Fe4W3
−
−
0.015
2.5 20.0
22.5
−
2.0
6.0
0.5
12.5
14.5
残部
0.025
0.020 0.08
−
2.5
3.5
V:0.35以下
8.7
NW6007
NiCr22Fe20Mo6Cu2Nb
−
−
0.05
2.5 21.0
23.5
1.5
2.5
18.0
21.0
1.0
2.0
5.5
7.5
残部
0.040
0.030 1.0
−
(2) Nb+Ta:1.7〜2.5
8.3
NW6985
NiCr22Fe20Mo7Cu2
−
−
0.015
5.0 21.0
23.5
1.5
2.5
18.0
21.0
1.0
6.0
8.0
残部
0.040
0.030 1.0
−
1.5 Nb+Ta:0.5以下
8.3
NW6002
NiCr21Fe18Mo9
−
0.010 0.05
0.15
0.5
2.5
20.5
23.0
−
17.0
20.0
1.0
8.0
10.0
残部
0.040
0.030 1.0
−
0.2
1.0
−
8.2
注(1) NW0276のVは,0.35%以下を含有してもよい。
(2) NW6007のWは,1.0%以下を含有してもよい。
備考1.
化学成分の数値が単一表示の場合は最大値である。ただし,Niの場合は最小値である。
2. Coの規定のあるもの以外は,Coを最大1.5%までNiとして取り扱う。この場合Co含有量の表示は不要である。
3. Ni含有率が規定されているものについては,各規定元素の百分率をそれぞれ求めた後,その統計を100から引いて小数第2位以下を切り捨てた値を採用する。
4. 密度は平均値であり,参考である。
4 H 4554 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 機械的性質
種類及び記号
質別
径,辺又は対辺距離
mm
引張強さ
N/mm2
伸び
%
合金番号
合金記号
NW2200
Ni99.0
冷間加工のまま
3.20 以下
540以上
−
3.20を超え 10
以下
460以上
−
冷間加工後焼なまし
0.45 以下
380以上
20以上
0.45を超え 10
以下
380以上
25以上
NW2201
Ni99.0-LC
冷間加工後焼なまし
0.45 以下
340以上
20以上
0.45を超え 10
以下
340以上
25以上
NW4400
NiCu30
冷間加工後焼なまし
0.45 以下
480以上
20以上
0.45を超え 10
以下
480以上
25以上
冷間加工のまま
3.20 以下
770以上
−
3.20を超え 10
以下
690以上
−
NW5500
NiCu30Al3Ti
冷間加工のまま
10
以下
760以上
−
冷間加工後溶体化処理
10
以下
760以上
−
冷間加工(スプリングテン
パー)(3)
1.5 以下
1 140以上
−
1.5を超え 3.0 以下
1 070以上
−
3.0を超え 6.0 以下
1 030以上
−
6.0を超え 8.0 以下
1 000以上
−
冷間加工後時効処理(4)
10
以下
1 070以上
−
冷間加工後溶体化処理後時
効処理(4)
10
以下
900以上
−
冷間加工後スプリングテン
パー後時効処理(3)(4)
3.0 以下
1 240以上
−
3.0を超え
8.0 以下
1 170以上
−
注(3) スプリングテンパーとは,通常の加工硬化調質よりも更に加工度を上げて,より高い機械的性質を得る処理
をいう。
(4) NW5500の溶体化処理後時効処理については760℃以上で形状及び寸法によって5分〜2時間保持し,水冷又
は強制空冷,次に590〜610℃で8時間から16時間保持後,480℃まで炉冷し,その後空冷する。又は,535℃
まで炉冷し,その温度で6時間保持後,さらに480℃まで炉冷,その温度で8時間保持後,空冷する。
NW5500の時効処理については590〜610℃で8時間から16時間保持後,480℃まで炉冷し,その後空冷す
る。又は535℃まで炉冷し,その温度で6時間保持後,さらに480℃まで炉冷,その温度で8時間保持後,空
冷する。
なお,各選択温度の許容差は±15℃とする。
5. 寸法及びその許容差 丸形の線の径,及び丸形以外の線の辺又は対辺距離の許容差は,それぞれ表4,
表5による。引抜素材の場合は真円度も含め,規定された直径から±0.4mmを超えてはならない。
表4 丸形線の径の許容差
単位 mm
径
許容差
0.1以上
0.2 以下
±0.006
0.2を超え
0.5 以下
±0.01
0.5を超え
0.8 以下
±0.02
0.8を超え
2.0 以下
±0.03
2.0を超え
3.2 以下
±0.04
3.2を超え
4.8 以下
±0.05
4.8を超え
6.0 以下
±0.06
6.0を超え 10
以下
±0.08
備考1. 許容差を+又は−だけに指定する場合は,上記数値の2倍とする。
2. 規定範囲外の寸法のものの許容差は,受渡当事者間の協定による。
5
H 4554 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5 丸形以外の線の辺又は対辺距離の許容差
単位 mm
辺,又は対辺距離
正方形(辺)・長方形(長辺及び短辺)・
正六角形(対辺)
0.2以上
0.5 以下
−
0.5を超え 1.0 以下
±0.04
1.0を超え 3.0 以下
±0.06
3.0を超え 6.0 以下
±0.08
6.0を超え 10 以下
±0.12
備考1. 許容差を+又は−だけに指定する場合は,上記数値の2倍とする。
2. 規定範囲外の寸法のものの許容差は,受渡当事者間の協定による。
6. 試験
6.1
分析試験 化学成分の分析試験は,次のいずれかによる。
JIS H 1270,JIS H 1271,JIS H 1272,JIS H 1273,JIS H 1274,
JIS H 1275,JIS H 1276,JIS H 1277,JIS H 1278,JIS H 1279,
JIS H 1280,JIS H 1281,JIS H 1282
ただし,アルミニウム,チタン,コバルト,ニオブ及びタンタルとNW6007及びNW6985の銅の分析試
験は,受渡当事者間の協定による。
6.2
引張試験 引張試験は,JIS Z 2241による。この場合の試験片は,JIS Z 2201の9A号試験片又は2
号試験片とする。
なお,試験片については受渡当事者間の協定によることができる。
7. 検査 検査は,次のとおり行う。
a) 線及び引抜素材は,外観及び寸法を検査するとともに,6.によって試験を行い,4.及び5.の規定に適合
したものを合格とする。
b) 引張試験の供試材は,同一断面寸法で同一溶解及び同一熱処理条件ごとに1個取り,試験片を作る。
ただし,抜取方法を採用する場合には,受渡当事者間の協定による。
c) その他の一般事項は,JIS H 0321による。
8. 表示 線及び引抜素材は,1製品ごと,1巻ごと,1束ごと又は1包装ごとに適切な方法によって,次
に示す事項又は受渡当事者間の協定によって指定された事項を表示しなければならない。
a) 規格番号
b) 合金番号又は合金記号
c) 寸法
d) 製造番号
e) 製造業者名又はその略号
6 H 4554 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
国際規格整合化推進本委員会並びに
ニッケル及びニッケル合金製品工業標準原案作成委員会 構成表
氏名
所属
(委員長)
神 尾 彰 彦
東京工業大学工学部
後 藤 敬 一
通商産業省基礎産業局非鉄金属課
◎ 大 嶋 清 治
工業技術院標準部材料規格課
村 田 祐 滋
東京都立工業技術センター金属部
竹 内 孝 夫
科学技術庁金属材料技術研究所
◎ 橋 本 繁 晴
財団法人日本規格協会
太 田 裕 二
社団法人日本銅センター技術部
大 屋 武 夫
ステンレス協会
佐 藤 秀 樹
社団法人日本電子材料工業会技術部
稲 垣 勝 彦
日本鉱業協会技術部
赤 峰 淳 一
社団法人日本電機工業会技術部
篠 原 脩
社団法人日本ガス石油機器工業会技術部
山 添 哲 郎
通信機械工業会技術部
村 岡 良 三
社団法人日本自動車部品工業会技術部
山 下 満 男
富士電機株式会社生産技術研究所
◎ 安 井 毅
株式会社東芝材料部品事業部開発技術部
田 中 尚 生
三菱マテリアル株式会社桶川製作所
恒 原 正 明
古河電気工業株式会社金属事業本部
菅 沼 輝 夫
日鉱金属株式会社倉見工場技術部
大 関 哲 雄
大木伸銅工業株式会社技術部
中 島 安 啓
株式会社神戸製鋼所アルミ・銅事業本部技術部
◎ 田部井 和 彦
三菱マテリアル株式会社桶川製作所
岡 村 明 人
三菱伸銅株式会社若松製作所品質保証部
◎ 藤 沢 裕
日本伸銅協会技術部
○ 岡 勉
三菱マテリアル株式会社桶川製作所
○ 入 江 敏 弘
山陽特殊製鋼株式会社技術企画部
○ 遠 北 正 和
住友金属鉱山株式会社金属加工事業部
○ 中 村 恭 之
住友特殊金属株式会社営業本部
(関係者)
和 田 隆 光
財団法人日本規格協会技術部
相 馬 南海雄
日本伸銅協会総務部
網 野 佐太雄
古河電気工業株式会社技術部
矢 部 彰 二
日鉱金属株式会社倉見工場生産管理部
富 家 将 之
三菱伸銅株式会社技術企画部
宮 崎 正 明
山陽特殊製鋼株式会社技術企画部
備考 ◎印:本委員会及び原案作成分科会委員
○印:原案作成分科会委員