H 3260:2018
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 名称及び種類の記号 ·········································································································· 1
5 品質······························································································································· 2
5.1 外観 ···························································································································· 2
5.2 化学成分 ······················································································································ 2
5.3 機械的性質 ··················································································································· 3
5.4 水素ぜい性 ··················································································································· 5
6 寸法及びその許容差 ·········································································································· 5
6.1 寸法 ···························································································································· 5
6.2 寸法の許容差 ················································································································ 5
7 試験······························································································································· 6
7.1 分析試験 ······················································································································ 6
7.2 引張試験 ······················································································································ 6
7.3 水素ぜい化試験 ············································································································· 6
8 検査······························································································································· 6
9 表示······························································································································· 7
10 報告 ····························································································································· 7
附属書A(参考)線の代表寸法 ······························································································· 8
H 3260:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
伸銅協会(JCBA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS H 3260:2012は改正され,この規格に置き換えられた。
なお,平成31年3月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS H 3260:2012によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
H 3260:2018
銅及び銅合金の線
Copper and copper alloy wires
1
適用範囲
この規格は,展伸加工した断面が丸形・正六角形・正方形・長方形の銅及び銅合金の線(以下,線とい
う。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS H 0321 非鉄金属材料の検査通則
JIS H 0500 伸銅品用語
JIS H 1051 銅及び銅合金中の銅定量方法
JIS H 1052 銅及び銅合金中のすず定量方法
JIS H 1053 銅及び銅合金中の鉛定量方法
JIS H 1054 銅及び銅合金中の鉄定量方法
JIS H 1055 銅及び銅合金中のマンガン定量方法
JIS H 1056 銅及び銅合金中のニッケル定量方法
JIS H 1057 銅及び銅合金中のアルミニウム定量方法
JIS H 1058 銅及び銅合金中のりん定量方法
JIS H 1292 銅合金の蛍光X線分析方法
JIS Z 2241 金属材料引張試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,次によるほか,JIS H 0500による。
3.1
無酸素銅
銅含有率99.96 %以上で,かつ,5.4に規定する品質(水素ぜい性)を満足する銅。
注記 酸素を含む銅は,400 ℃以上の高温で水素ぜい化する性質をもっている。この性質を利用して,
水素ぜい化試験によって銅に含まれる酸素の有無が判定できる。
4
名称及び種類の記号
線の名称及び種類の記号は,表1による。表1の種類の記号の後に質別を示す記号を付けて製品記号と
する(表3参照)。
2
H 3260:2018
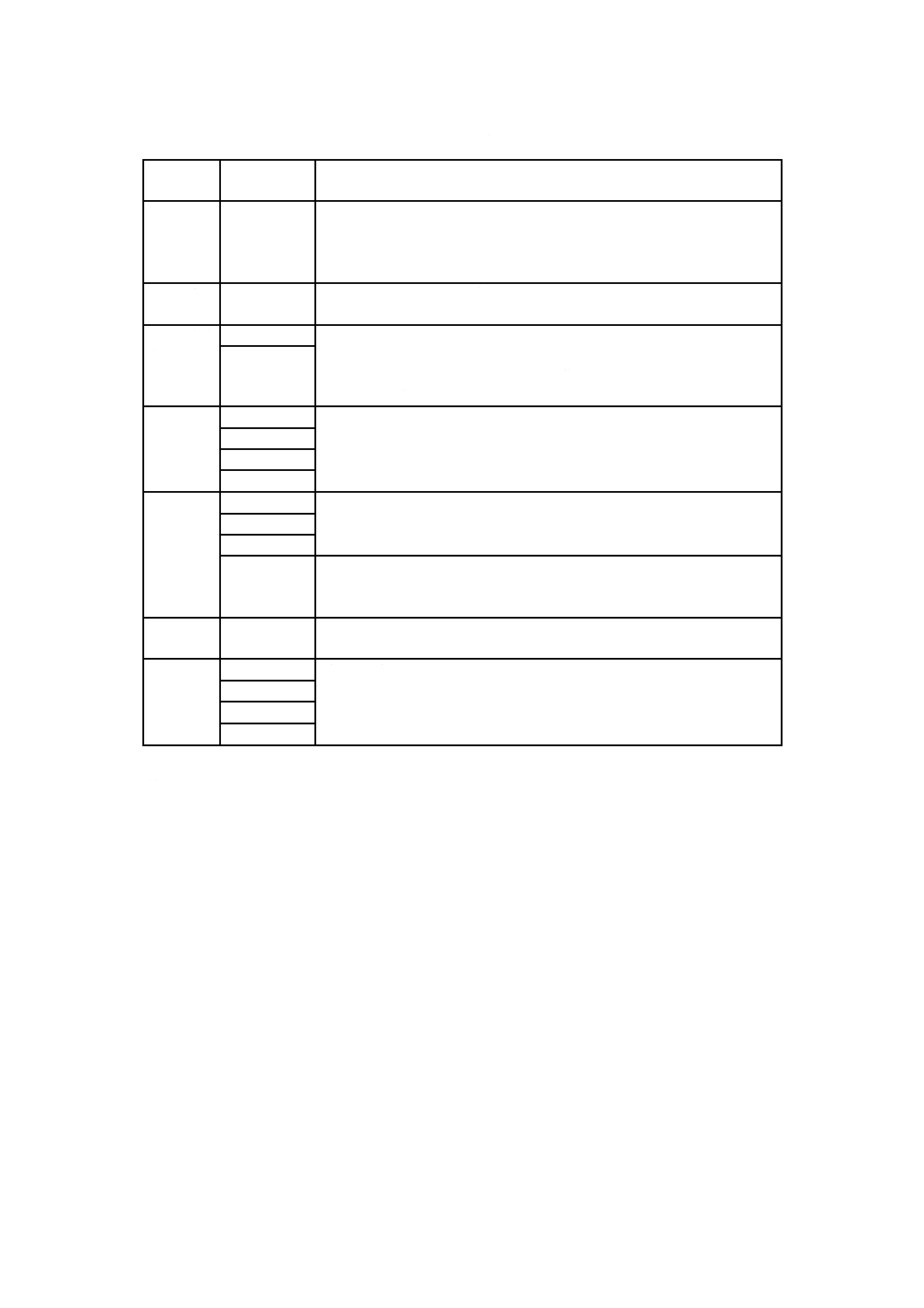
表1−線の名称及び種類の記号
名称
種類の記号
特色及び用途例
(参考)
無酸素銅
C 1020 W
導電性,熱の伝導性及び展延性に優れ,溶接性,耐食性及び耐候性がよ
い。還元性の雰囲気中で高温で加熱しても水素ぜい化を起こすおそれが
ない。
電気製品,化学工業用などに用いる。
タフピッ
チ銅
C 1100 W
導電性及び熱の伝導性に優れ,展延性,耐食性及び耐候性がよい。
電気用,化学工業用,小ねじ,くぎ,金網などに用いる。
りん脱酸
銅
C 1201 W
展延性,溶接性,耐食性及び耐候性がよい。種類の記号C 1220 Wは,還
元性雰囲気中で高温に加熱しても水素ぜい化を起こすおそれがない。種
類の記号C 1201 Wは,C 1220 Wより導電性がよい。
小ねじ,くぎ,金網などに用いる。
C 1220 W
丹銅
C 2100 W
色沢が美しく,展延性及び耐食性がよい。
装飾品,装身具,ファスナ,金網などに用いる。
C 2200 W
C 2300 W
C 2400 W
黄銅
C 2600 W
展延性,冷間鍛造性及び転造性がよい。
びょう,小ねじ,ピン,かぎ針,ばね,金網などに用いる。
C 2700 W
C 2720 W
C 2800 W
種類の記号C 2600 W・C 2700 W・C 2720 Wに比べて強度が高く,展延
性もある。
溶接棒,びょうなどに用いる。
ニップル
用黄銅
C 3501 W
被削性及び冷間鍛造性がよい。
自転車のニップルなどに用いる。
快削黄銅
C 3601 W
被削性に優れる。種類の記号C 3601 W・C 3602 Wは展延性もある。
ボルト,ナット,小ねじ,電子部品,カメラ部品などに用いる。
C 3602 W
C 3603 W
C 3604 W
5
品質
5.1
外観
線の外観は,仕上良好かつ均一で,使用上有害な欠陥があってはならない。使用上有害な欠陥の基準は,
製造業者の判断による。ただし,特に要求がある場合は,欠陥の基準は受渡当事者間の協定による。
5.2
化学成分
線は,7.1によって試験を行い,その化学成分は,表2による。
3
H 3260:2018
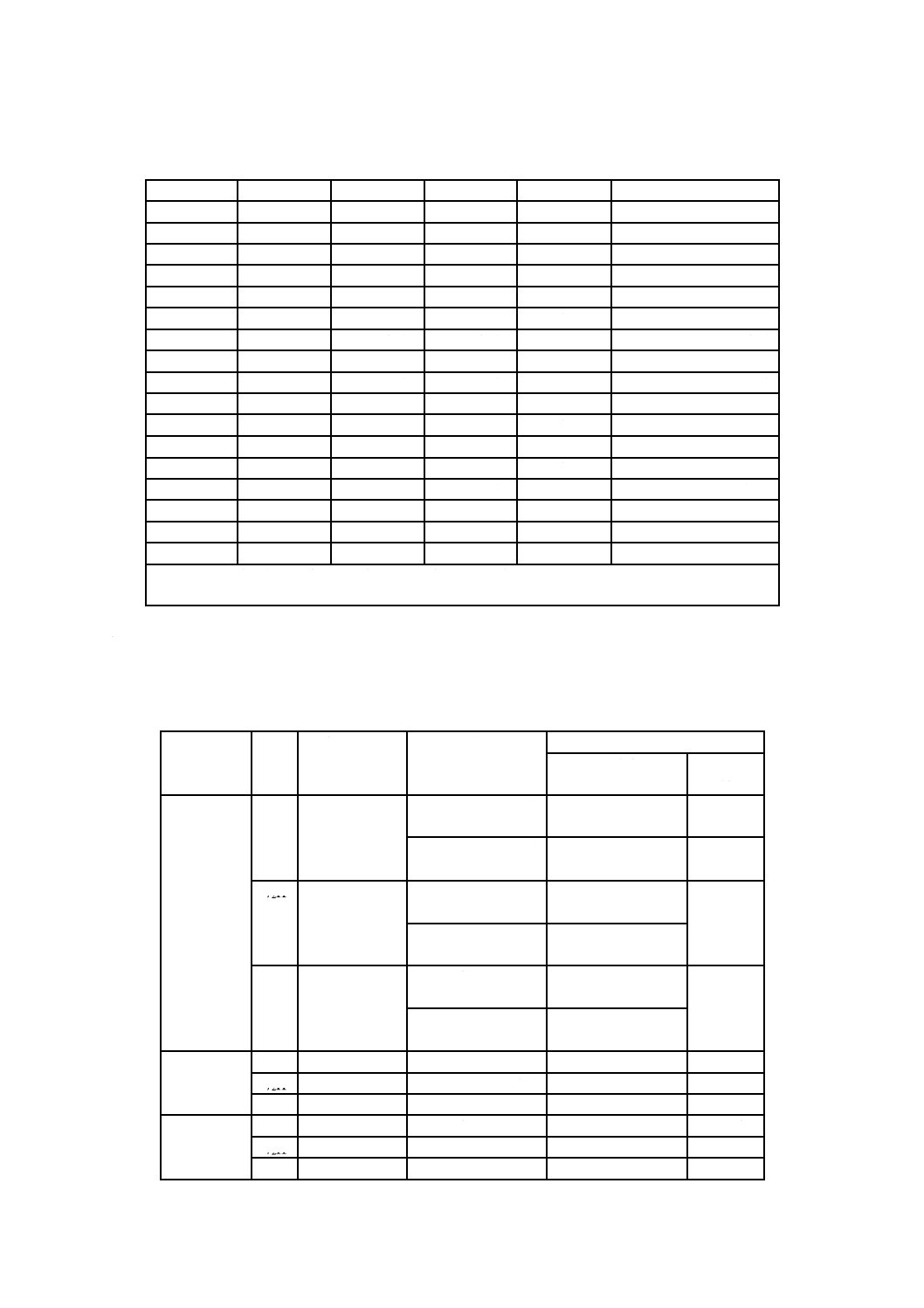
表2−線の化学成分
単位 %
種類の記号
Cu
Pb
Fe
Zn
P,Ni,Mn,Al,Snなど
C 1020 W
99.96以上
−
−
−
−
C 1100 W
99.90以上
−
−
−
−
C 1201 W
99.90以上
−
−
−
P:0.004〜0.014
C 1220 W
99.90以上
−
−
−
P:0.015〜0.040
C 2100 W
94.0〜96.0
0.02以下
0.02以下
残部a)
Ni,Mn,Al:0.02以下
C 2200 W
89.0〜91.0
0.02以下
0.02以下
残部a)
Ni,Mn,Al:0.02以下
C 2300 W
84.0〜86.9
0.02以下
0.02以下
残部a)
Ni,Mn,Al:0.02以下
C 2400 W
78.5〜81.5
0.02以下
0.02以下
残部a)
Ni,Mn,Al:0.02以下
C 2600 W
68.5〜71.5
0.02以下
0.02以下
残部a)
Ni,Mn,Al:0.02以下
C 2700 W
63.0〜67.0
0.02以下
0.02以下
残部a)
Ni,Mn,Al:0.02以下
C 2720 W
62.0〜64.0
0.02以下
0.02以下
残部a)
Ni,Mn,Al:0.02以下
C 2800 W
59.0〜63.0
0.02以下
0.02以下
残部a)
Ni,Mn,Al:0.02以下
C 3501 W
60.0〜64.0
0.7〜1.7
0.20以下
残部a)
Fe+Sn:0.40以下
C 3601 W
59.0〜63.0
1.8〜3.7
0.30以下
残部a)
Fe+Sn:0.50以下
C 3602 W
59.0〜63.0
1.8〜3.7
0.50以下
残部a)
Fe+Sn:1.0 以下
C 3603 W
57.0〜61.0
1.8〜3.7
0.35以下
残部a)
Fe+Sn:0.60以下
C 3604 W
57.0〜61.0
1.8〜3.7
0.50以下
残部a)
Fe+Sn:1.0 以下
注a) 表中で成分値を規定する元素以外を残部とし,残部は分析しない。
なお,残部にはZn以外の分析しない元素が含まれる。
5.3
機械的性質
線は,7.2によって試験を行い,その機械的性質は,表3による。
表3−線の機械的性質
種類の記号
質別
製品記号
径又は最小対辺
距離の区分
mm
引張試験
引張強さa)
N/mm2
伸びa)
%
C 1020 W
C 1100 W
C 1201 W
C 1220 W
O
C 1020 W-O
C 1100 W-O
C 1201 W-O
C 1220 W-O
0.4以上
2以下
195以上
15以上
2を超え
20以下
195以上
25以上
1/2H
C 1020 W-1/2H
C 1100 W-1/2H
C 1201 W-1/2H
C 1220 W-1/2H
0.4以上
12以下
255〜365
−
12を超え
20以下
245〜365
H
C 1020 W-H
C 1100 W-H
C 1201 W-H
C 1220 W-H
0.4以上
10以下
345以上
−
10を超え
20以下
275以上
C 2100 W
O
C 2100 W-O
0.4以上
20以下
205以上
20以上
1/2H
C 2100 W-1/2H
0.4以上
20以下
325〜430
−
H
C 2100 W-H
0.4以上
20以下
410以上
−
C 2200 W
O
C 2200 W-O
0.4以上
20以下
225以上
20以上
1/2H
C 2200 W-1/2H
0.4以上
20以下
345〜490
−
H
C 2200 W-H
0.4以上
20以下
470以上
−
4
H 3260:2018
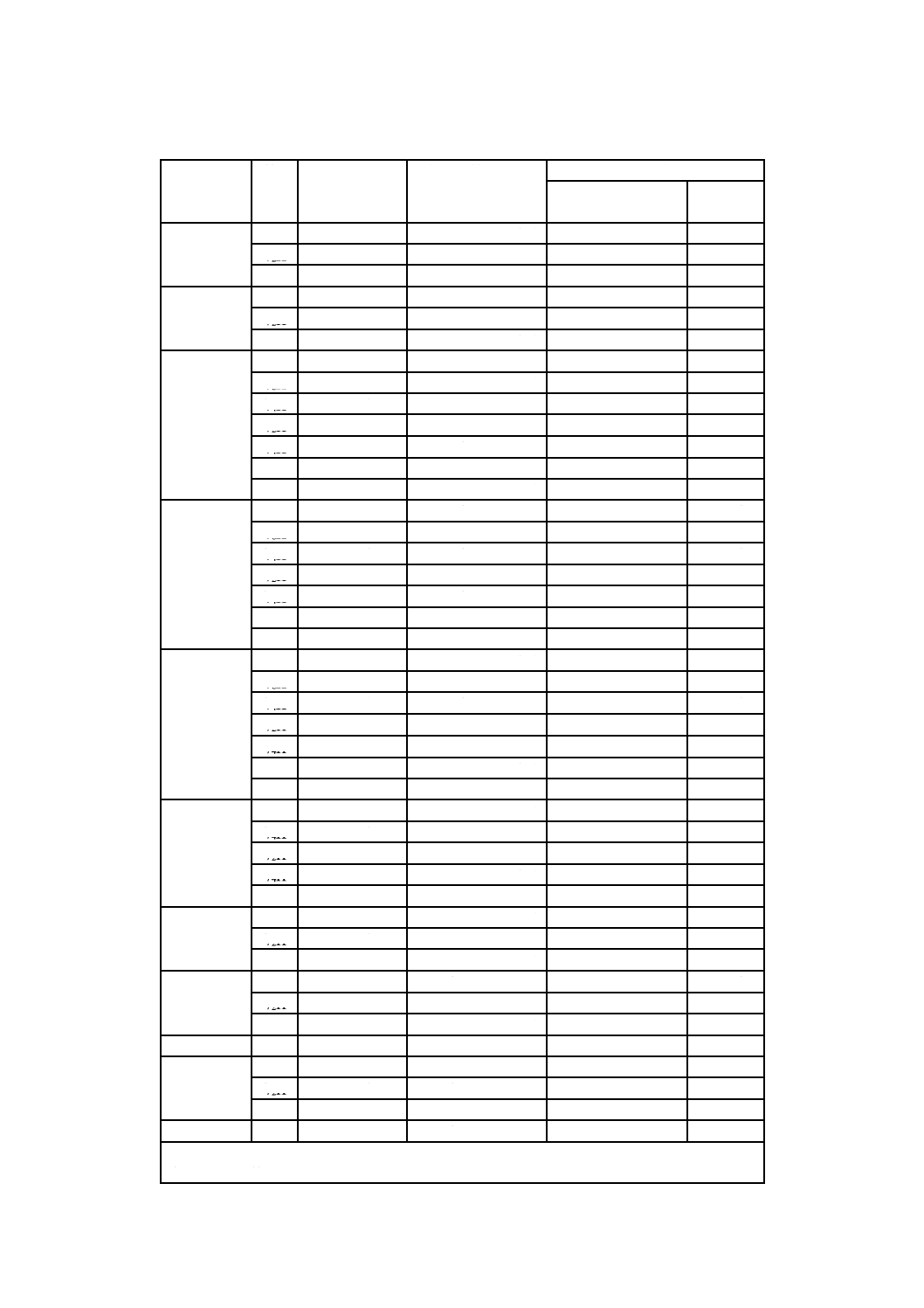
表3−線の機械的性質(続き)
種類の記号
質別
製品記号
径又は最小対辺
距離の区分
mm
引張試験
引張強さa)
N/mm2
伸びa)
%
C 2300 W
O
C 2300 W-O
0.4以上
20以下
245以上
20以上
1/2H
C 2300 W-1/2H
0.4以上
20以下
375〜540
−
H
C 2300 W-H
0.4以上
20以下
520以上
−
C 2400 W
O
C 2400 W-O
0.4以上
20以下
255以上
20以上
1/2H
C 2400 W-1/2H
0.4以上
20以下
375〜610
−
H
C 2400 W-H
0.4以上
20以下
590以上
−
C 2600 W
O
C 2600 W-O
0.4以上
20以下
275以上
20以上
1/8H
C 2600 W-1/8H
0.4以上
20以下
345〜440
10以上
1/4H
C 2600 W-1/4H
0.4以上
20以下
390〜510
5以上
1/2H
C 2600 W-1/2H
0.4以上
20以下
490〜610
−
3/4H
C 2600 W-3/4H
0.4以上
20以下
590〜705
−
H
C 2600 W-H
0.4以上
20以下
685〜805
−
EH
C 2600 W-EH
0.4以上
20以下
785以上
−
C 2700 W
O
C 2700 W-O
0.4以上
20以下
295以上
20以上
1/8H
C 2700 W-1/8H
0.4以上
20以下
345〜440
10以上
1/4H
C 2700 W-1/4H
0.4以上
20以下
390〜510
5以上
1/2H
C 2700 W-1/2H
0.4以上
20以下
490〜610
−
3/4H
C 2700 W-3/4H
0.4以上
20以下
590〜705
−
H
C 2700 W-H
0.4以上
20以下
685〜805
−
EH
C 2700 W-EH
0.4以上
20以下
785以上
−
C 2720 W
O
C 2720 W-O
0.4以上
20以下
295以上
20以上
1/8H
C 2720 W-1/8H
0.4以上
20以下
345〜440
10以上
1/4H
C 2720 W-1/4H
0.4以上
20以下
390〜510
5以上
1/2H
C 2720 W-1/2H
0.4以上
20以下
490〜610
−
3/4H
C 2720 W-3/4H
0.4以上
20以下
590〜705
−
H
C 2720 W-H
0.4以上
20以下
685〜805
−
EH
C 2720 W-EH
0.4以上
20以下
785以上
−
C 2800 W
O
C 2800 W-O
0.4以上
20以下
315以上
20以上
1/4H
C 2800 W-1/4H
0.4以上
20以下
345〜460
5以上
1/2H
C 2800 W-1/2H
0.4以上
20以下
440〜590
−
3/4H
C 2800 W-3/4H
0.4以上
20以下
540〜705
−
H
C 2800 W-H
0.4以上
20以下
685以上
−
C 3501W
O
C 3501 W-O
0.4以上
20以下
295以上
20以上
1/2H
C 3501 W-1/2H
0.4以上
20以下
345〜440
10以上
H
C 3501 W-H
0.4以上
20以下
420以上
−
C 3601W
O
C 3601 W-O
1以上
20以下
295以上
15以上
1/2H
C 3601 W-1/2H
1以上
20以下
345以上
−
H
C 3601 W-H
1以上
20以下
450以上
−
C 3602 W
F
C 3602 W-F
1以上
20以下
315以上
−
C 3603 W
O
C 3603 W-O
1以上
20以下
315以上
15以上
1/2H
C 3603 W-1/2H
1以上
20以下
365以上
−
H
C 3603 W-H
1以上
20以下
450以上
−
C 3604 W
F
C 3604 W-F
1以上
20以下
335以上
−
注記 1 N/mm2=1 MPa
注a) 数値は整数値に丸める。
5
H 3260:2018
5.4
水素ぜい性
種類の記号C 1020 W及びC 1201 Wは,7.3によって試験を行い,結晶粒界に水素ぜい化特有の気泡又
は粒界分離を示す組織が生じてはならない。ただし,種類の記号C 1201 Wの水素ぜい性は,特に注文者
の要求がある場合に限って適用する。
6
寸法及びその許容差
6.1
寸法
線の寸法は,表3の径又は最小対辺距離の区分に示す範囲以内とする。
なお,線の代表寸法を参考として,附属書Aに示す。
6.2
寸法の許容差
線の寸法(径又は対辺距離)の許容差は,表4〜表6による。表4は,両側許容差を示す。表5は,マ
イナスの片側許容差を示し種類の記号の後にUを,表6は,プラスの片側許容差を示し種類の記号の後に
Tを付ける。
表4−線の径又は対辺距離の両側許容差
単位 mm
径又は対辺距離の区分
各形状の許容差
丸形
正方形,正六角形又は長方形a)
0.5以下
±0.01
−
0.5を超え 1以下
±0.01
±0.03
1を超え 3以下
±0.02
±0.04
3を超え 6以下
±0.03
±0.06
6を超え 10以下
±0.05
±0.08
10を超え 20以下
±0.07
±0.12
注a) 長方形の場合は,長辺及び短辺のそれぞれに適用する。
表5−線の径又は対辺距離の片側マイナス許容差(記号U)
単位 mm
径又は対辺距離の区分
各形状の許容差
丸形
正方形,正六角形又は長方形a)
0.5以下
0
−0.02
−
0.5を超え 1以下
0
−0.02
0
−0.06
1を超え 3以下
0
−0.04
0
−0.08
3を超え 6以下
0
−0.06
0
−0.12
6を超え 10以下
0
−0.10
0
−0.16
10を超え 20以下
0
−0.14
0
−0.24
注a) 長方形の場合は,長辺及び短辺のそれぞれに適用する。
6
H 3260:2018
表6−線の径又は対辺距離の片側プラス許容差(記号T)
単位 mm
径又は対辺距離の区分
各形状の許容差
丸形
正方形,正六角形又は長方形a)
0.5以下
+0.02
0
−
0.5を超え 1以下
+0.02
0
+0.06
0
1を超え
3以下
+0.04
0
+0.08
0
3を超え
6以下
+0.06
0
+0.12
0
6を超え
10以下
+0.10
0
+0.16
0
10を超え
20以下
+0.14
0
+0.24
0
注a) 長方形の場合は,長辺及び短辺のそれぞれに適用する。
7
試験
7.1
分析試験
分析試験は,次による。
a) 分析用試料の採取方法 分析用試料は,溶湯から必要量を採取する。
なお,溶湯から採取することが困難な場合は,鋳塊又は製品から採取してもよい。
b) 分析方法 化学成分の分析試験は,次のいずれかによる。
JIS H 1051,JIS H 1052,JIS H 1053,JIS H 1054,JIS H 1055,JIS H 1056,JIS H 1057,JIS H 1058
ただし,JIS H 1292に規定する定量元素及び定量範囲にある化学成分の分析方法は,JIS H 1292に
よってもよい。
なお,種類の記号C 1201 W及びC 1220 Wについては,受渡当事者間の協定によって発光分光分析
を適用してもよい。
7.2
引張試験
引張試験は,JIS Z 2241による。試験に用いる試験片は,JIS Z 2241の9号試験片(9A号又は9B号)
とする。
7.3
水素ぜい化試験
水素ぜい化試験は,加熱炉に水素を充満させ,試験体を850 ℃±25 ℃で30〜120分間加熱した後,研
磨及びエッチングを行い,顕微鏡で75〜200倍に拡大し,結晶粒界を観察する。
なお,試験片形状は,加熱炉に入る大きさであれば特に規定しない。
8
検査
検査は,次によるほか,JIS H 0321による。
a) 検査の頻度は,製造業者の判断による。ただし,特に要求がある場合は,受渡当事者間の協定によっ
て検査の頻度を決めてもよい。
b) 外観は,5.1の規定に適合しなければならない。
c) 化学成分は,5.2の規定に適合しなければならない。
7
H 3260:2018
d) 機械的性質及び水素ぜい性は,5.3及び5.4の規定に適合しなければならない。
e) 寸法及び寸法許容差は,箇条6の規定に適合しなければならない。
9
表示
線は,1包装ごと,1巻ごと又は1製品ごとに,貼付ラベルなど適切な方法によって,次の事項を表示し
なければならない。
a) 規格番号及び製品記号
例1 JIS H 3260 C 2600 W-H
例2 JIS H 3260 C 2600 WU-H
b) 寸法
例1 丸形の場合 φ3.5 mm(径)
例2 長方形の場合 4.0×6.0 mm(短辺×長辺)
例3 正六角形及び正方形の場合 4.0 mm(対辺距離)
c) 製造番号
d) 製造業者名又はその略号
10 報告
製造業者は,受注時に注文者から要求がある場合,受渡当事者間で同意した試験及び/又は検査の成績
を記載した報告書(成績書)を注文者へ提出しなければならない。
8
H 3260:2018
附属書A
(参考)
線の代表寸法
A.1 代表寸法
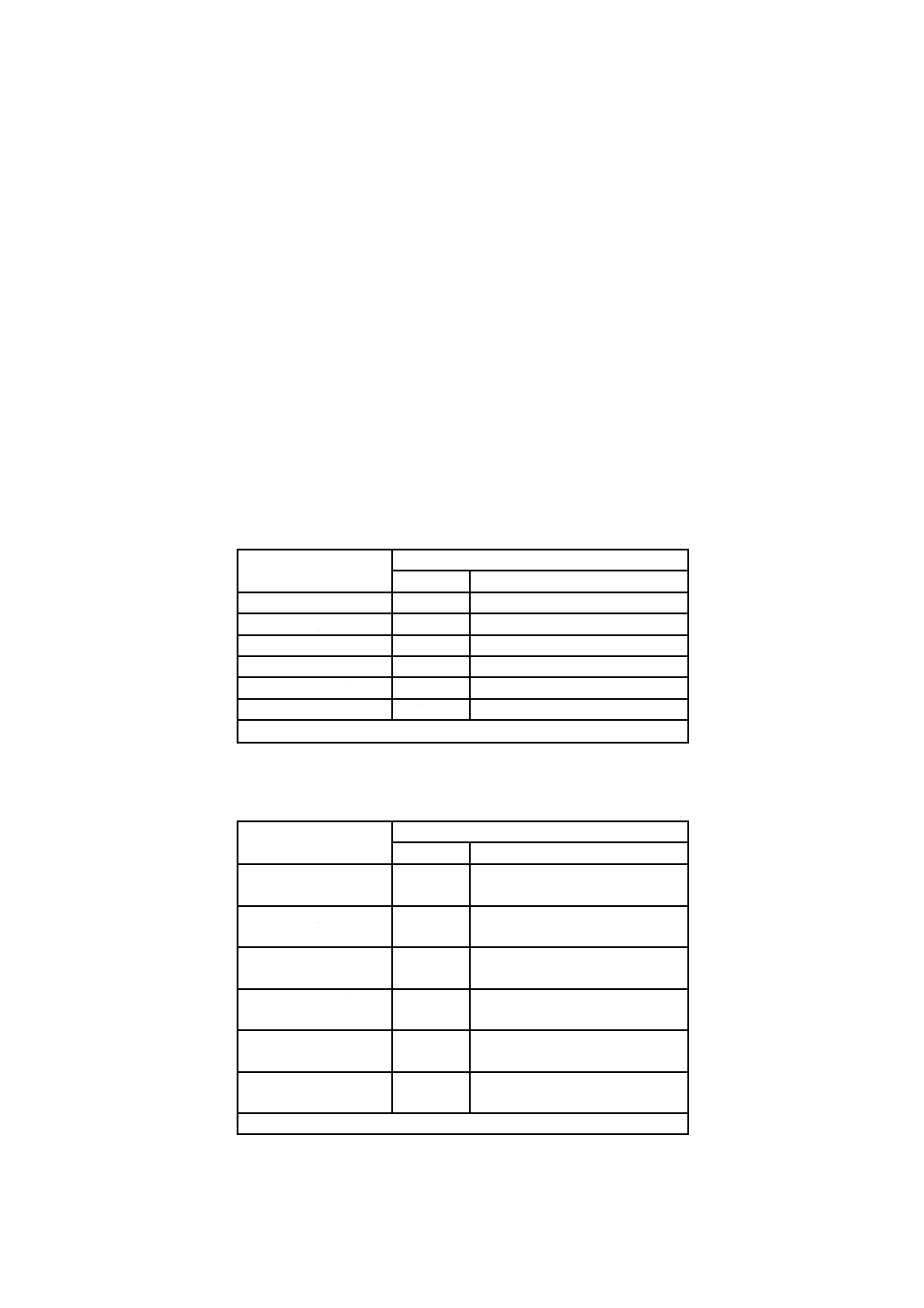
線の代表寸法を,表A.1及び表A.2に示す。
注記 代表寸法とは,市場に広く流通している寸法をいう。
表A.1−線の代表寸法
単位 mm
径又は対辺距離
0.40
0.8
2.0
3.8
5.8
10
0.45
0.9
2.3
4.0
6.0
12
0.50
1.0
2.5
4.2
6.5
−
0.55
1.2
2.8
4.3
6.8
−
0.60
1.4
3.0
4.5
7
−
0.65
1.6
3.2
5.0
8
−
0.7
1.8
3.5
5.5
9
−
合金番号C 3501を除く。
表A.2−合金番号C 3501の線の代表寸法
単位 mm
径
3.75
4.20
3.86
6.0
3.90
6.5