H 3250:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 名称,種類及び記号 ·········································································································· 3
5 品質······························································································································· 5
5.1 外観 ···························································································································· 5
5.2 化学成分 ······················································································································ 5
5.3 機械的性質 ··················································································································· 6
5.4 導電率及び体積抵抗率 ···································································································· 9
5.5 時期割れ性 ·················································································································· 10
5.6 水素ぜい性 ·················································································································· 10
5.7 脱亜鉛腐食性 ··············································································································· 10
6 寸法及びその許容差 ········································································································· 10
6.1 寸法 ··························································································································· 10
6.2 寸法の許容差 ··············································································································· 11
6.3 引抜棒の曲がりの許容値 ································································································ 14
6.4 引抜棒の角半径の許容値 ································································································ 15
7 試験······························································································································ 15
7.1 分析試験 ····················································································································· 15
7.2 引張試験 ····················································································································· 16
7.3 硬さ試験 ····················································································································· 16
7.4 導電率試験及び体積抵抗率試験 ······················································································· 16
7.5 時期割れ試験 ··············································································································· 16
7.6 水素ぜい化試験 ············································································································ 16
7.7 脱亜鉛腐食試験 ············································································································ 16
8 検査······························································································································ 17
9 表示······························································································································ 17
10 報告 ···························································································································· 17
附属書A(規定)脱亜鉛腐食試験方法[浸せき(漬)試験方法]·················································· 18
附属書B(規定)脱亜鉛腐食試験方法(電気化学的方法) ··························································· 21
附属書C(参考)棒の代表寸法 ······························································································ 24
H 3250:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
伸銅協会(JCBA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS H 3250:2012は改正され,この規格に置き換えられた。
なお,平成28年3月19日までの間は,工業標準化法第19条第1項等の関係各項の規定に基づくJISマ
ーク表示認証において,JIS H 3250:2012によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格に従うことは,次の者の有する特許権等の使用に該当するおそれがあるので,留意する。
会社名
所在地
工業所有権の
種類
制定年月
(西暦)
名称
中越合金鋳工株
式会社
富山県中新川郡立山
町西芦原新1番地の1
特許第3335002号 2002.08.02
熱間加工性に優れた無鉛快削黄銅合金
日立アロイ株式
会社
埼玉県加須市内田ヶ
谷254-2
特許第3485502号 2003.10.24
無鉛快削性銅合金材
サンエツ金属株
式会社
富山県高岡市吉久1
丁目4番1号
特許第3966896号 2007.06.08
黄銅材
特許第4509801号 2010.05.14
銅合金材料
三菱伸銅株式会
社
東京都品川区北品川
4丁目7番35号
特許第3734372号 2005.10.28
無鉛快削性銅合金
特許第3917304号 2007.02.16
快削性銅合金
特許第4951623号 2012.3.16
鉛を超低量含む快削銅合金
株式会社キッツ
メタルワークス
長野県茅野市宮川
7377番地
特許第4184357号 2008.9.12
無鉛快削性黄銅合金及びその製造方法
特許第4266039号 2009.2.27
無鉛快削性黄銅合金の製造方法
株式会社キッツ
千葉県千葉市美浜区
中瀬1丁目10番1
特許第3732305号 2005.10.21
耐食性及び熱間加工性並びに耐応力腐食割
れ性に優れた銅基合金とその銅基合金の製
造方法
特許第3761741号 2006.1.20
黄銅とこの黄銅製品
特許第4397963号 2009.10.30
耐応力腐食割れ性に優れた鉛レス黄銅合金
特許第4550154号 2010.7.16
耐応力腐食割れ性に優れた鉛レス黄銅合金
DOWAメタルテ
ック株式会社
東京都千代田区外神
田4丁目14番1号
特許第3824944号 2006.7.7
耐応力腐食割れ性および耐脱亜鉛性に優れ
た銅合金及びその製造方法
上記の,特許権等の権利者は,非差別的かつ合理的な条件でいかなる者に対しても当該特許権等の実施
の許諾等をする意思のあることを表明している。ただし,この規格に関連する他の特許権等の権利者に対
しては,同様の条件でその実施が許諾されることを条件としている。
この規格に従うことが,必ずしも,特許権の無償公開を意味するものではないことに注意する必要があ
る。
この規格の一部が,上記に示す以外の特許権等に抵触する可能性がある。経済産業大臣及び日本工業標
準調査会は,このような特許権等に関わる確認について,責任はもたない。
なお,ここで“特許権等”とは,特許権,出願公開後の特許出願又は実用新案権をいう。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 3250:2015
銅及び銅合金の棒
Copper and copper alloy rods and bars
1
適用範囲
この規格は,展伸加工した断面が丸形・正六角形・正方形・長方形・R付き正六角形の銅及び銅合金の
棒(以下,棒という。)について規定する。
注記1 棒とは,全長にわたって均一な断面をもち,真っすぐな状態で供給される中実の展伸製品を
いう。
注記2 R付き正六角形とは,正六角形の角を外接円の径未満の円で切った形状をいう。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 8607 冷媒用フレア及びろう付け管継手
JIS H 0321 非鉄金属材料の検査通則
JIS H 0500 伸銅品用語
JIS H 0505 非鉄金属材料の体積抵抗率及び導電率測定方法
JIS H 1051 銅及び銅合金中の銅定量方法
JIS H 1052 銅及び銅合金中のすず定量方法
JIS H 1053 銅及び銅合金中の鉛定量方法
JIS H 1054 銅及び銅合金中の鉄定量方法
JIS H 1055 銅及び銅合金中のマンガン定量方法
JIS H 1056 銅及び銅合金中のニッケル定量方法
JIS H 1057 銅及び銅合金中のアルミニウム定量方法
JIS H 1058 銅及び銅合金中のりん定量方法
JIS H 1061 銅及び銅合金中のけい素定量方法
JIS H 1064 銅中のテルル定量方法
JIS H 1065 銅及び銅合金中のセレン定量方法
JIS H 1067 銅中の酸素定量方法
JIS H 1068 銅及び銅合金中のビスマス定量方法
JIS H 1069 銅及び銅合金中のカドミウム定量方法
JIS H 1072 銅及び銅合金中のアンチモン定量方法
JIS H 1292 銅合金の蛍光X線分析方法
JIS K 8085 アンモニア水(試薬)
JIS K 8150 塩化ナトリウム(試薬)
2
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 8622 炭酸水素ナトリウム(試薬)
JIS R 6253 耐水研磨紙
JIS Z 2241 金属材料引張試験方法
JIS Z 2243 ブリネル硬さ試験−試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,次によるほか,JIS H 0500による。
3.1
無酸素銅
銅含有率99.96 %以上で,かつ,5.6に規定する品質(水素ぜい性)を満足する銅。
なお,酸素の含有率は規定しない。
注記 酸素を含む銅は,400 ℃以上の高温で水素ぜい化する特性をもっている。この特性を利用して,
水素ぜい化試験によって銅に含まれる酸素の有無が判定できる。
3.2
耐脱亜鉛腐食快削黄銅
銅含有率59〜64 %,鉛含有率1.0〜4.0 %,残りが亜鉛及びその他の成分からなる,耐脱亜鉛腐食性を向
上させた快削黄銅。
3.3
鉛レス・カドミウムレス快削黄銅
鉛含有率0.25 %以下,カドミウム含有率0.007 5 %以下で,被削性をもつ銅を主成分とする亜鉛との合金。
3.4
ビスマス系鉛レス・カドミウムレス快削黄銅
鉛レス・カドミウムレス快削黄銅に,0.5〜4.0 %のビスマスなどを添加して,被削性を改良した銅合金。
3.5
けい素系鉛レス・カドミウムレス快削黄銅
鉛レス・カドミウムレス快削黄銅に,2.6〜3.4 %のけい素などを添加して,被削性を改良した銅合金。
3.6
脱亜鉛深さ
黄銅から亜鉛が選択的に溶出し,健全な素地と比べて亜鉛成分が著しく減少して海綿状に銅が残存して
いる部分の深さ,又は亜鉛と銅とが同時に溶出し,溶出銅だけが再析出している部分の深さ。
3.7
侵食深さ
脱亜鉛深さと溶解腐食深さ(脱亜鉛腐食試験によって,黄銅全体が溶解した深さ)との合計。
3.8
定電流アノード分極
黄銅をアノードとして,一定の直流電流を印加する分極方法。
3.9
渦電流式導電率計
金属の導電率が,近接する交流磁場によって生じる金属中の渦電流の大きさ及び分布と相関があること
3
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
を利用して,導電率を測定する装置。
4
名称,種類及び記号
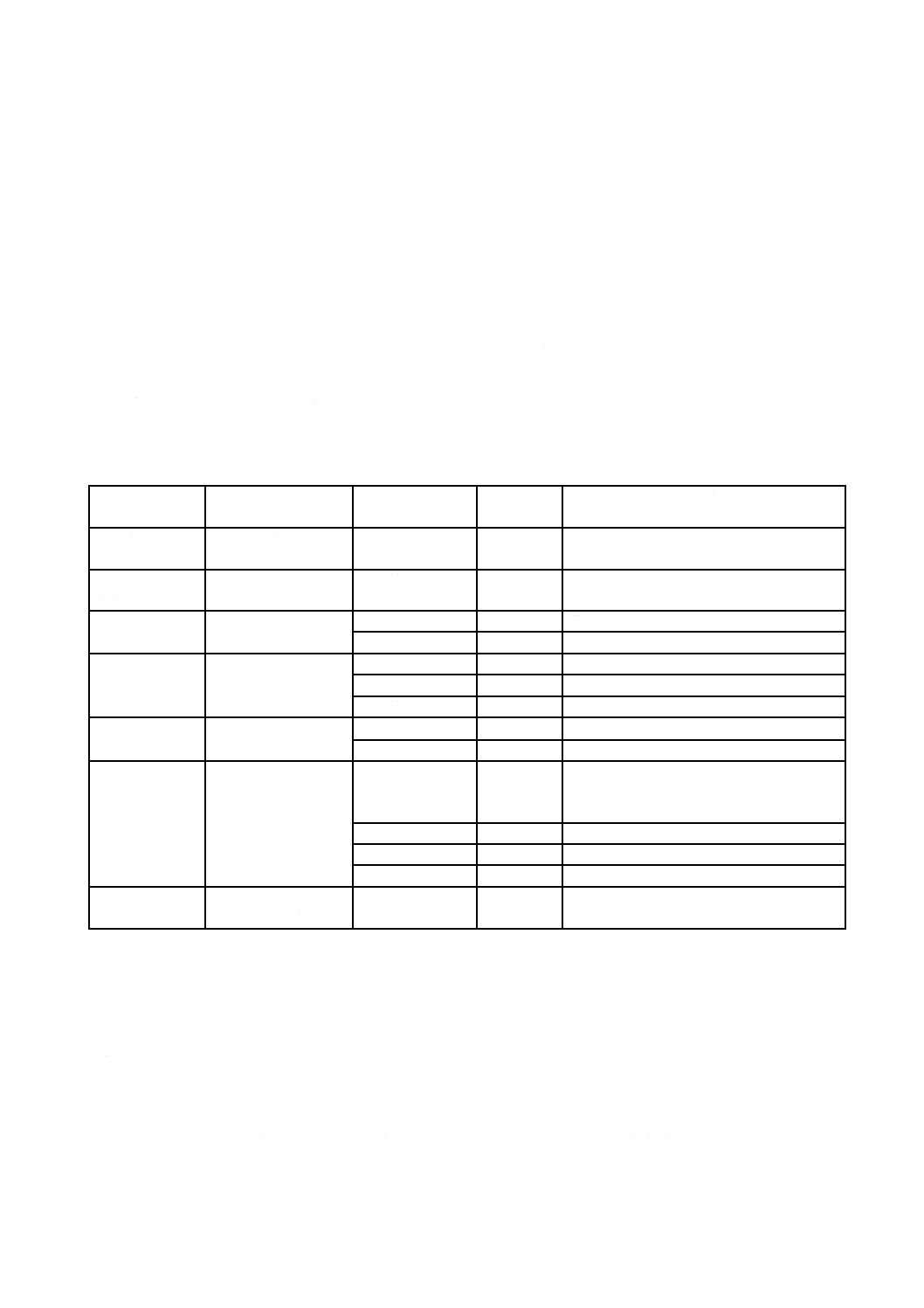
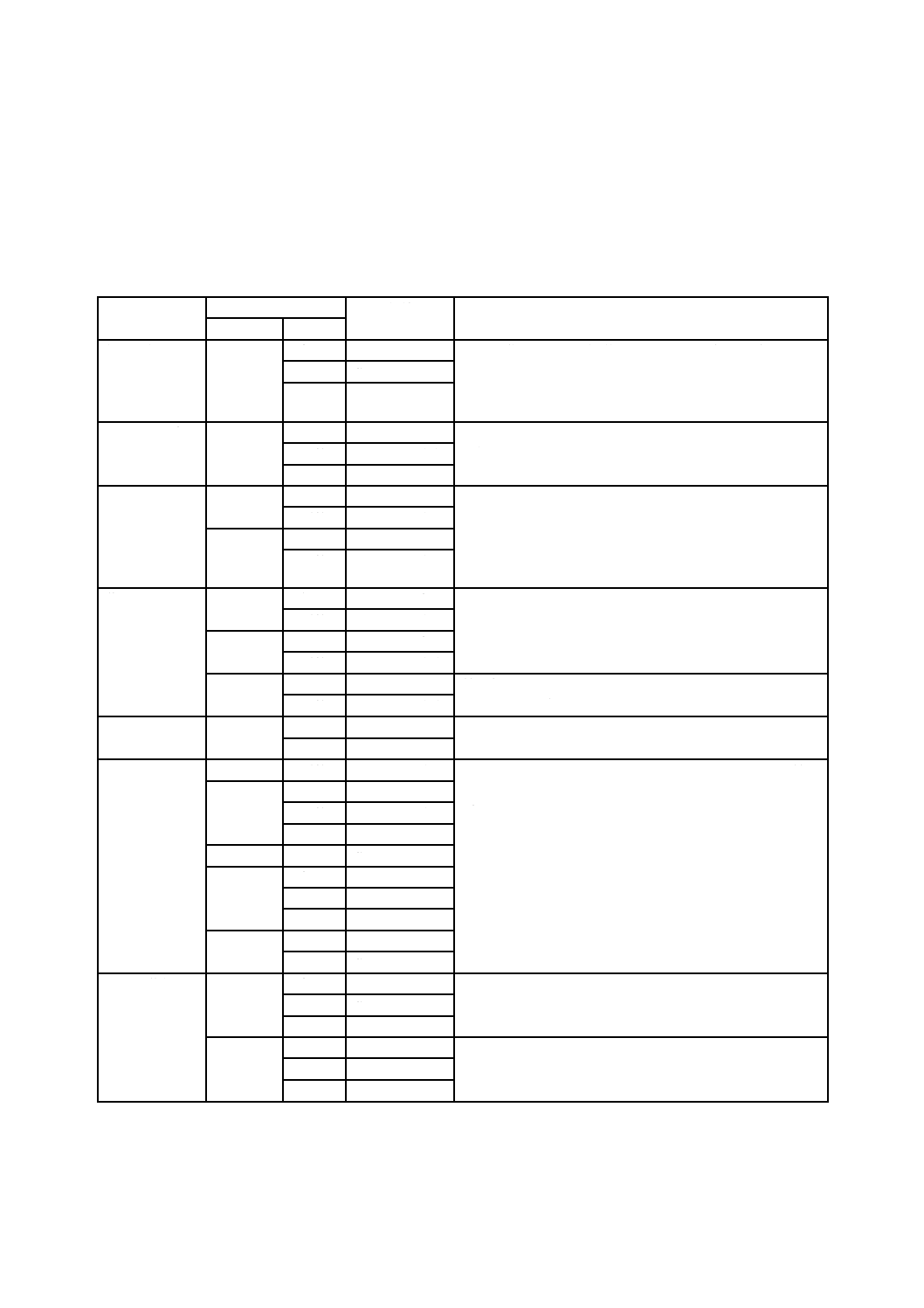
棒の名称,種類及び記号は,表1による。表1の記号の後に質別を示す記号を付けて製品記号とする(表
4〜表8参照)。
表1−名称,種類及び記号
名称
種類
記号
特色及び用途例
(参考)
合金番号
製法
無酸素銅
C 1020
押出
C 1020 BE a)
電気の導電性,熱の伝導性及び展延性に優れ,溶接性,耐
食性及び耐候性がよい。還元性の雰囲気中で高温で加熱し
ても水素ぜい化を起こすおそれがない。
電気部品,化学工業用など。
引抜
C 1020 BD a), e)
鍛造
C 1020 BF a)
タフピッチ銅
C 1100
押出
C 1100 BE a)
電気の導電性及び熱の伝導性に優れ,展延性,耐食性及び
耐候性がよい。
電気部品,化学工業用など。
引抜
C 1100 BD a), e)
鍛造
C 1100 BF a)
りん脱酸銅
C 1201
押出
C 1201 BE
展延性,溶接性,耐食性,耐候性及び熱の伝導性がよい。
合金番号C 1220は還元性雰囲気中で高温に加熱しても,
水素ぜい化を起こすおそれがない。合金番号C 1201は,
C 1220より電気の導電性がよい。
電気部品,化学工業用など。
引抜
C 1201 BD e)
C 1220
押出
C 1220 BE
引抜
C 1220 BD e)
黄銅
C 2600
押出
C 2600 BE a)
冷間鍛造性及び転造性がよい。
機械部品,電気部品など。
引抜
C 2600 BD a), b)
C 2700
押出
C 2700 BE a)
引抜
C 2700 BD a), b)
C 2800
押出
C 2800 BE a)
熱間加工性がよい。
機械部品,電気部品など。
引抜
C 2800 BD a), b)
耐脱亜鉛腐食
快削黄銅
C 3531
押出
C 3531 BE
被削性及び耐脱亜鉛腐食性に優れ,展延性もよい。
バルブ,水栓金具,継手,ステムなど。
引抜
C 3531 BD b)
快削黄銅
C 3601
引抜
C 3601 BD b)
被削性に優れる。合金番号C 3601及びC 3602は展延性も
よい。ボルト,ナット,小ねじ,スピンドル,歯車,バル
ブ,ライター,時計,カメラなど。
C 3602
押出
C 3602 BE
引抜
C 3602 BD b)
鍛造
C 3602 BF
C 3603
引抜
C 3603 BD b)
C 3604
押出
C 3604 BE
引抜
C 3604 BD b), c)
鍛造
C 3604 BF
C 3605
押出
C 3605 BE
引抜
C 3605 BD b)
鍛造用黄銅
C 3712
押出
C 3712 BE
熱間鍛造性がよく,精密鍛造に適する。
機械部品など。
引抜
C 3712 BD b)
鍛造
C 3712 BF
C 3771
押出
C 3771 BE
熱間鍛造性及び被削性がよい。
バルブ,機械部品など。
引抜
C 3771 BD b), c)
鍛造
C 3771 BF
4
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−名称,種類及び記号(続き)
名称
種類
記号
特色及び用途例
(参考)
合金番号
製法
ネーバル黄銅
C 4622
押出
C 4622 BE
耐食性,特に耐海水性がよい。
船舶用部品,シャフトなど。
引抜
C 4622 BD b)
鍛造
C 4622 BF
C 4641
押出
C 4641 BE
引抜
C 4641 BD b)
鍛造
C 4641 BF
アルミニウム
青銅
C 6161
押出
C 6161 BE
強度が高く,耐摩耗性及び耐食性がよい。
車両用,機械用,化学工業用,船舶用などのギヤーピニオ
ン,シャフト,ブッシュなど。
引抜
C 6161 BD b)
鍛造
C 6161 BF
C 6191
押出
C 6191 BE
引抜
C 6191 BD b)
鍛造
C 6191 BF
C 6241
押出
C 6241 BE
引抜
C 6241 BD b)
鍛造
C 6241 BF
高力黄銅
C 6782
押出
C 6782 BE
強度が高く,熱間鍛造性及び耐食性がよい。
船舶用プロペラ軸,ポンプ軸など。
引抜
C 6782 BD b)
鍛造
C 6782 BF
C 6783
押出
C 6783 BE
引抜
C 6783 BD b)
ビスマス系鉛
レス・カドミウ
ムレス快削黄
銅
C 6801
押出
C 6801 BE d)
被削性及び熱間鍛造性に優れ,展延性もよい。
ボルト,ナット,小ねじ,スピンドル,歯車,バルブ,ラ
イター,時計,カメラなど。
引抜
C 6801 BD b), d)
C 6802
押出
C 6802 BE d)
引抜
C 6802 BD b), d)
鍛造
C 6802 BF d)
C 6803
押出
C 6803 BE d)
引抜
C 6803 BD b), d)
C 6804
押出
C 6804 BE d)
引抜
C 6804 BD b), d)
鉛レス・カドミ
ウムレス快削
黄銅
C 6810
押出
C 6810 BE d)
被削性及び熱間鍛造性に優れ,展延性もよい。
ボルト,ナット,小ねじ,スピンドル,歯車,バルブなど。
引抜
C 6810 BD b), d)
C 6820
押出
C 6820 BE
引抜
C 6820 BD b)
けい素系鉛レ
ス・カドミウム
レス快削黄銅
C 6931
押出
C 6931 BE d)
強度が高く,被削性及び熱間鍛造性に優れる。
ボルト,ナット,小ねじ,スピンドル,歯車,バルブ,ラ
イター,時計,カメラなど。
引抜
C 6931 BD b), d)
C 6932
押出
C 6932 BE d)
引抜
C 6932 BD b), d)
注記 棒を示す形状記号B(Bar)の後に付した記号Eは押出製法,記号Dは引抜製法及び記号Fは鍛造製法をそ
れぞれ表す。
注a) 導電用の棒は,この表の記号の後にCを付ける。
b) 径の許容差が特殊級である引抜棒は,引抜棒のBDの記号の後にSを付ける。導電用の棒は,Cの後にSを
付ける。
c) フレアナット用の棒は,引抜棒のBDの記号の後にNを付ける。フレアナット用の棒は,JIS B 8607に規定
する第1種及び第2種のフレアナットに適用する正六角形のC 3604 BD及びC 3771 BDで,引抜き後SR処
理(ひずみ取りのための熱処理でStress Releaseの略)を行ったものをいう。
d) C 6801,C 6802,C 6803,C 6804,C 6810,C 6931及びC 6932の耐脱亜鉛腐食用の棒は,製法記号(E,D
及びF)の後にRDを付ける。
e) 圧力容器用に使用する棒は,引抜棒のBDの記号の後にVを付ける。
5
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
品質
5.1
外観
棒の外観は,仕上げが良好かつ均一で,使用上有害な欠陥があってはならない。
使用上有害な欠陥は,製造業者の判断による。ただし,判断に疑義がある場合は受渡当事者間の協定に
よってもよい。
5.2
化学成分
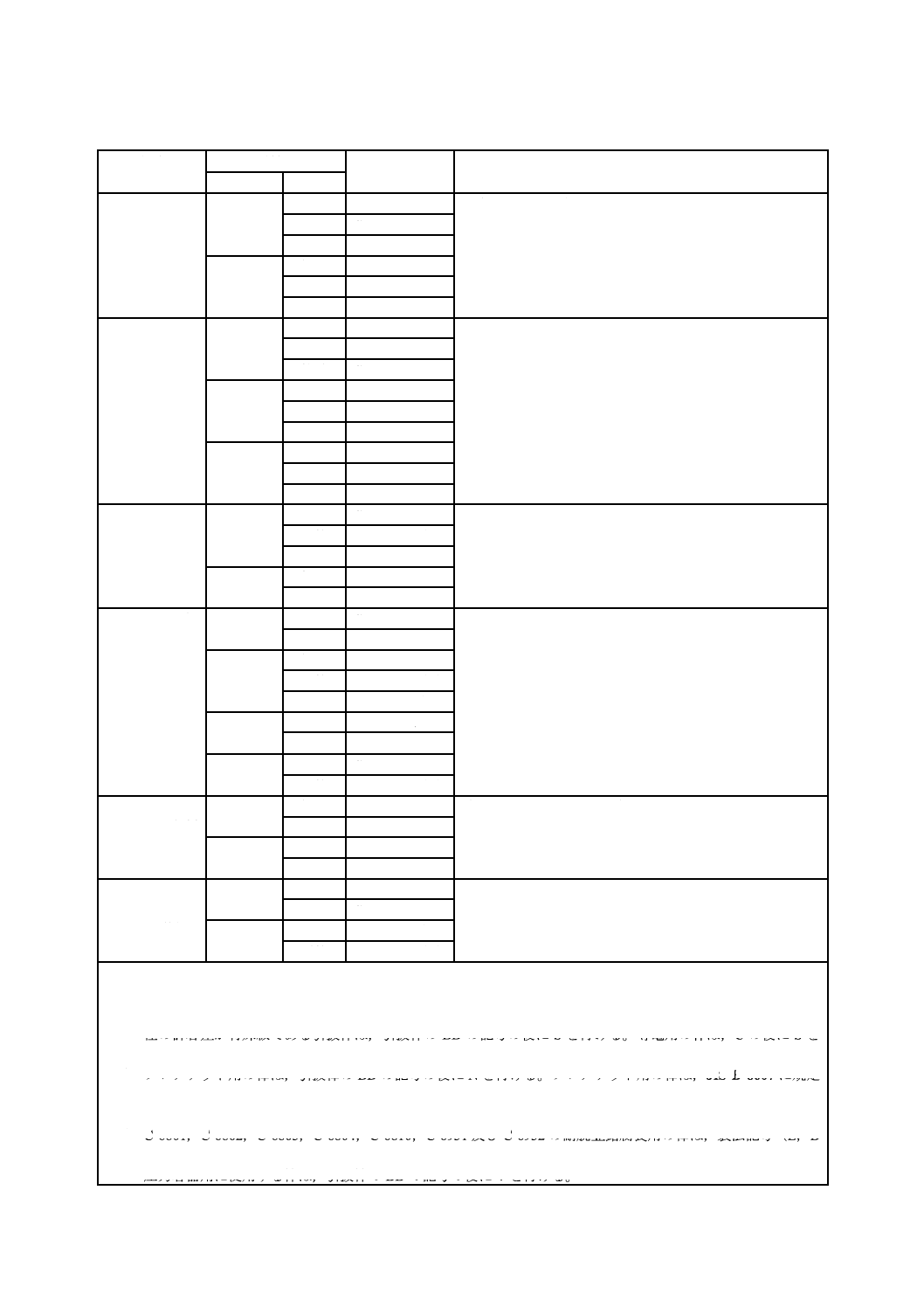
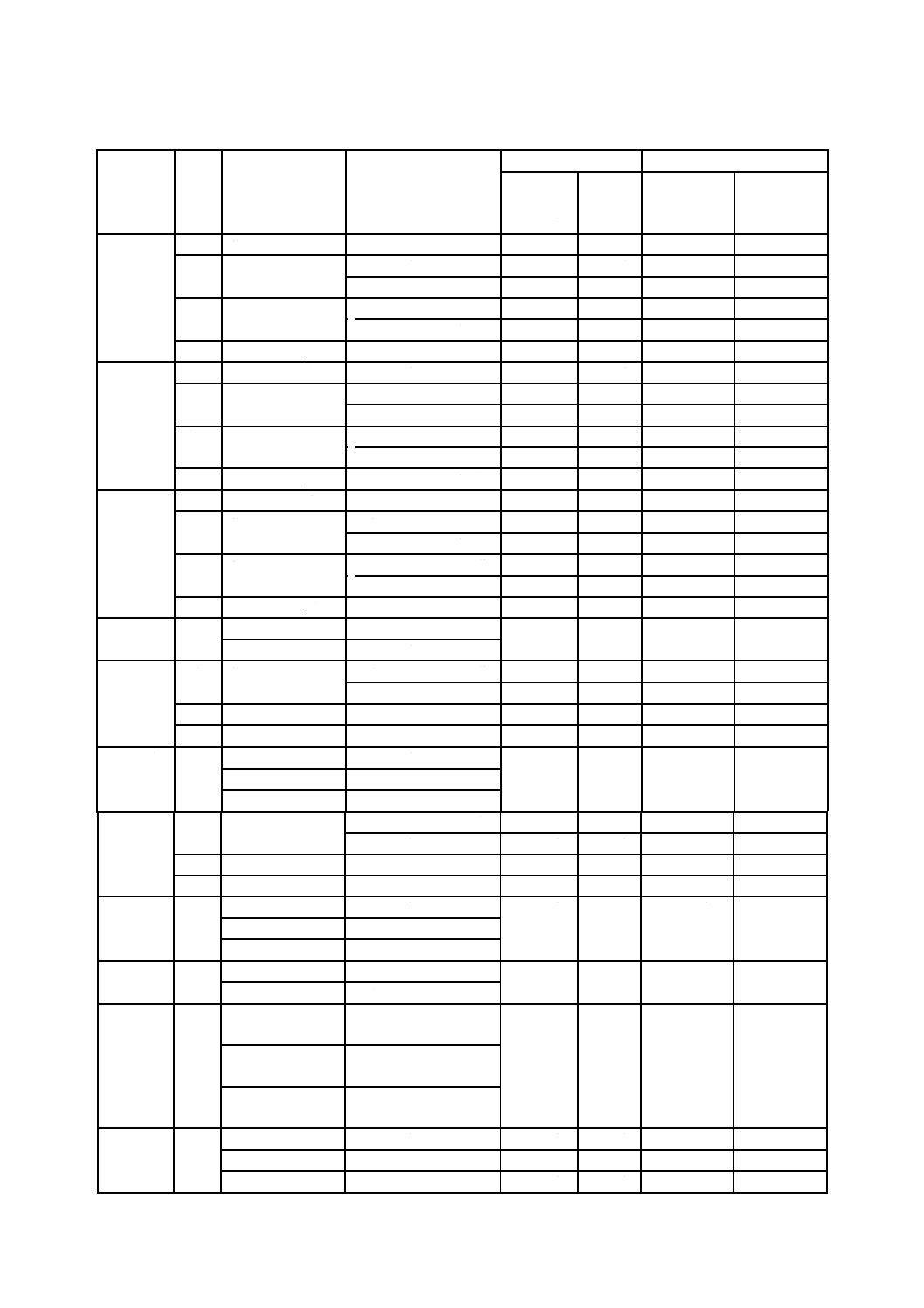
棒は,7.1によって試験を行い,その化学成分は表2及び表3による。
表2−棒の化学成分
単位 %
合金
番号
Cu
Pb
Fe
Sn
Zn
Al
Mn
Ni
その他
C 1020
99.96以上
−
−
−
−
−
−
−
−
C 1100
99.90以上
−
−
−
−
−
−
−
−
C 1201
99.90以上
−
−
−
−
−
−
−
P:0.004〜0.014
C 1220
99.90以上
−
−
−
−
−
−
−
P:0.015〜0.040
C 2600
68.5〜71.5
0.05以下 0.05以下
−
残部b)
−
−
−
−
C 2700
63.0〜67.0
0.05以下 0.05以下
−
残部b)
−
−
−
−
C 2800
59.0〜63.0
0.10以下 0.07以下
−
残部b)
−
−
−
−
C 3531
59.0〜64.0
1.0〜4.0
0.8以下
2.3以下 残部b)
−
−
−
a)
C 3601
59.0〜63.0
1.8〜3.7
0.30以下
−
残部b)
−
−
−
Fe+Sn
0.50以下
C 3602
59.0〜63.0
1.8〜3.7
0.50以下
−
残部b)
−
−
−
Fe+Sn
1.0以下
C 3603
57.0〜61.0
1.8〜3.7
0.35以下
−
残部b)
−
−
−
Fe+Sn
0.6以下
C 3604
57.0〜61.0
1.8〜3.7
0.50以下
−
残部b)
−
−
−
Fe+Sn
1.0以下
C 3605
56.0〜60.0
3.5〜4.5
0.50以下
−
残部b)
−
−
−
Fe+Sn
1.0以下
C 3712
58.0〜62.0
0.25〜1.2
−
−
残部b)
−
−
−
Fe+Sn
0.8以下
C 3771
57.0〜61.0
1.0〜2.5
−
−
残部b)
−
−
−
Fe+Sn
1.0以下
C 4622
61.0〜64.0
0.30以下 0.20以下 0.7〜1.5 残部b)
−
−
−
−
C 4641
59.0〜62.0
0.50以下 0.20以下 0.50〜1.0 残部b)
−
−
−
−
C 6161
83.0〜90.0
0.02以下 2.0〜4.0
−
−
7.0〜10.0 0.50〜2.0 0.50〜2.0 Cu+Fe+Al+Mn+Ni
99.5以上
C 6191
81.0〜88.0
−
3.0〜5.0
−
−
8.5〜11.0 0.50〜2.0 0.50〜2.0 Cu+Fe+Al+Mn+Ni
99.5以上
C 6241
80.0〜87.0
−
3.0〜5.0
−
−
9.0〜12.0 0.50〜2.0 0.50〜2.0 Cu+Fe+Al+Mn+Ni
99.5以上
C 6782
56.0〜60.5
0.50以下 0.10〜1.0
−
残部b) 0.20〜2.0 0.50〜2.5
−
−
C 6783
55.0〜59.0
0.50以下 0.20〜1.5
−
残部b) 0.20〜2.0 1.0 〜3.0
−
−
注a) 製造業者が別途添加するP,Ni,Al,Si及び/又はSbのうち,添加された元素の合計を0.01〜1.9 %とする。
b) 分析した元素以外を残部とする。ただし,その中にはZn以外の分析しない元素が含まれる。
6
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−鉛レス・カドミウムレス快削黄銅棒の化学成分
単位 %
合金
番号
Cu
Bi
Si
Sn
P
Pb
Zn
Fe
Cd
その他
C 6801 57.0〜64.0 0.5〜4.0
−
0.1〜2.5 0.2以下 0.01以下 残部b) 0.50以下
0.007 5以下
−
C 6802 57.0〜64.0 0.5〜4.0
−
0.1〜3.0 0.2以下 0.01〜0.10 残部b) 0.7以下
0.007 5以下
−
C 6803 57.0〜64.0 0.5〜4.0
−
0.1〜2.5 0.2以下 0.01以下 残部b) 0.50以下
0.007 5以下
a)
C 6804 57.0〜64.0 0.5〜4.0
−
0.1〜3.0 0.2以下 0.01〜0.10 残部b) 0.7以下
0.007 5以下
a)
C 6810 58.0〜64.0
−
−
0.5〜2.5 0.03〜0.2 0.25以下 残部b) 0.20以下
0.007 5以下
a)
C 6820 57.0〜59.0
−
−
0.3以下
−
0.20以下 残部b) 0.30以下
0.007 5以下
−
C 6931 74.0〜79.0 0.05以下 2.6〜3.4 0.3〜0.7 0.04〜0.15 0.09以下 残部b) 0.10以下
0.007 5以下 Mn:0.1以下
Ni:0.2以下
C 6932 74.0〜78.0 0.05以下 2.7〜3.4 0.2以下 0.05〜0.2 0.09以下 残部b) 0.10以下
0.007 5以下 Mn:0.1以下
Ni:0.2以下
注a) 製造業者が別途添加するSe,Al,Sb,Te及び/又はNiのうち,添加された元素の合計をC 6803,C 6804では
0.02〜0.6 %とし,C 6810では0.01〜1.8 %とする。
b) 分析した元素以外を残部とする。ただし,その中にはZn以外の分析しない元素が含まれる。
5.3
機械的性質
棒は,7.2及び7.3によって試験を行い,その機械的性質は,表4及び表5による。圧力容器用に使用す
る棒は,7.2によって試験を行い,その機械的性質(引張強さ,耐力及び伸び)は,表6による。
表4−棒の機械的性質(フレアナット用及び圧力容器用は除く)
合金番号
質別
製品記号
径又は最小対辺距離の
区分
mm
引張試験
硬さ試験
引張
強さb)
N/mm2
伸びb)
%
ビッカース
硬さb)
HV
ブリネル
硬さb)
HBW10/3 000
C 1020
C 1100
C 1201
C 1220
F
C 1020 BE-F c)
C 1100 BE-F c)
C 1201 BE-F
C 1220 BE-F
6.0 以上
195以上
25以上
−
−
C 1020 BF-F c)
C 1100 BF-F c)
100 以上
O
C 1020 BD-O c)
C 1100 BD-O c)
C 1201 BD-O
C 1220 BD-O
2.0 以上
6.0 未満
195以上
25以上
−
−
6.0 以上 110 以下
195以上
30以上
−
−
1/2H C 1020 BD-1/2H c)
C 1100 BD-1/2H c)
C 1201 BD-1/2H
C 1220 BD-1/2H
2.0 以上
6.0 未満
245以上
10以上
−
−
6.0 以上 25 以下
245以上
15以上
−
−
25 を超え 50 以下
225以上
20以上
−
−
50 を超え 75 以下
215以上
25以上
−
−
75 を超え 110 以下
205以上
30以上
−
−
H
C 1020 BD-H c)
C 1100 BD-H c)
C 1201 BD-H
C 1220 BD-H
2.0 以上 25 以下
275以上
−
−
−
25 を超え 50 以下
245以上
−
−
−
50 を超え 75 以下
225以上
−
−
−
75 を超え 110 以下
215以上
−
−
−
7
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−棒の機械的性質(フレアナット用及び圧力容器用は除く)(続き)
合金番号
質別
製品記号
径又は最小対辺距離の
区分
mm
引張試験
硬さ試験
引張
強さb)
N/mm2
伸びb)
%
ビッカース
硬さb)
HV
ブリネル
硬さb)
HBW10/3 000
C 2600
F
C 2600 BE-F c)
6.0 以上
275以上
35以上
−
−
O
C 2600 BD-O c)
2.0 以上
6.0 未満
275以上
20以上
−
−
6.0 以上 75 以下
275以上
45以上
−
−
1/2H C 2600 BD-1/2H c) 2.0 以上
6.0 未満
355以上
10以上
−
−
6.0 以上 50 以下
355以上
20以上
−
−
H
C 2600 BD-H c)
2.0 以上 20 以下
410以上
−
−
−
C 2700
F
C 2700 BE-F c)
6.0 以上
295以上
30以上
−
−
O
C 2700 BD-O c)
2.0 以上
6.0 未満
295以上
20以上
−
−
6.0 以上 75 以下
295以上
40以上
−
−
1/2H C 2700 BD-1/2H c) 2.0 以上
6.0 未満
355以上
10以上
−
−
6.0 以上 50 以下
355以上
20以上
−
−
H
C 2700 BD-H c)
2.0 以上 20 以下
410以上
−
−
−
C 2800
F
C 2800 BE-F c)
6.0 以上
315以上
25以上
−
−
O
C 2800 BD-O c)
2.0 以上
6.0 未満
315以上
20以上
−
−
6.0 以上 75 以下
315以上
35以上
−
−
1/2H C 2800 BD-1/2H c) 2.0 以上
6.0 未満
375以上
10以上
−
−
6.0 以上 50 以下
375以上
15以上
−
−
H
C 2800 BD-H c)
2.0 以上 20 以下
450以上
−
−
−
C 3531 a)
F
C 3531 BE-F
6.0 以上
315以上
5以上
75以上
−
C 3531 BD-F
2.0 以上 110 以下
C 3601 a)
O
C 3601 BD-O
1.0 以上
6.0 未満
295以上
15以上
−
−
6.0 以上 75 以下
295以上
25以上
−
−
1/2H C 3601 BD-1/2H
1.0 以上 50 以下
345以上
−
95以上
−
H
C 3601 BD-H
1.0 以上 50 以下
450以上
−
130以上
−
C 3602 a)
F
C 3602 BE-F
6.0 以上
315以上
−
75以上
−
C 3602 BD-F
1.0 以上 110 以下
C 3602 BF-F
100 以上
C 3603 a)
O
C 3603 BD-O
1.0 以上
6.0 未満
315以上
15以上
−
−
6.0 以上 75 以下
315以上
20以上
−
−
1/2H C 3603 BD-1/2H
1.0 以上 50 以下
365以上
−
100以上
−
H
C 3603 BD-H
1.0 以上 50 以下
450以上
−
130以上
−
C 3604 a)
F
C 3604 BE-F
6.0 以上
335以上
−
80以上
−
C 3604 BD-F
1.0 以上 110 以下
C 3604 BF-F
100 以上
C 3605 a)
F
C 3605 BE-F
6.0 以上
335以上
−
80以上
−
C 3605 BD-F
1.0 以上 110 以下
C 3712
C 3771
F
C 3712 BE-F
C 3771 BE-F
6.0 以上
315以上
15以上
−
−
C 3712 BD-F
C 3771 BD-F
4.0 以上
C 3712 BF-F
C 3771 BF-F
100 以上
C 4622
F
C 4622 BE-F
6.0 以上
345以上
20以上
−
−
C 4622 BD-F
6.0 以上 110 以下
365以上
20以上
−
−
C 4622 BF-F
100 以上
345以上
20以上
−
−
8
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−棒の機械的性質(フレアナット用及び圧力容器用は除く)(続き)
合金番号
質別
製品記号
径又は最小対辺距離の
区分
mm
引張試験
硬さ試験
引張
強さb)
N/mm2
伸びb)
%
ビッカース
硬さb)
HV
ブリネル
硬さb)
HBW10/3 000
C 4641
F
C 4641 BE-F
6.0 以上
345以上
20以上
−
−
C 4641 BD-F
2.0 以上
6.0 未満
375以上
10以上
−
−
6.0 以上 110 以下
375以上
20以上
−
−
C 4641 BF-F
100 以上
345以上
20以上
−
−
C 6161
F
C 6161 BE-F
C 6161 BD-F
C 6161 BF-F
6.0 以上 50 以下
590以上
25以上
−
130以上
C 6191
F
C 6191 BE-F
C 6191 BD-F
C 6191 BF-F
6.0 以上 50 以下
685以上
15以上
−
170以上
C 6241
F
C 6241 BE-F
C 6241 BD-F
C 6241 BF-F
6.0 以上 50 以下
685以上
10以上
−
210以上
C 6782
F
C 6782 BE-F
6.0 以上 50 以下
460以上
20以上
−
−
50 を超え
400以上
20以上
−
−
C 6782 BD-F
2.0 以上
6.0 未満
490以上
5以上
−
−
6.0 以上 110 以下
490以上
15以上
−
−
C 6782 BF-F
100 以上
460以上
20以上
−
−
C 6783
F
C 6783 BE-F
6.0 以上 50 以下
510以上
15以上
−
−
C 6783 BD-F
6.0 以上 50 以下
540以上
12以上
−
−
C 6801 a)
C 6802 a)
C 6803 a)
C 6804 a)
F
C 6801 BE-F
C 6802 BE-F
C 6803 BE-F
C 6804 BE-F
6.0 以上
315以上
5以上
75以上
−
C 6801 BD-F
C 6802 BD-F
C 6803 BD-F
C 6804 BD-F
1.0 以上 110 以下
C 6802 BF-F
100 以上
C 6810
F
C 6810 BE-F
8.0 以上 110 以下
335以上
15以上
−
−
C 6810 BD-F
6.0 以上 75 以下
C 6820
F
C 6820 BE-F
8.0 以上 110 以下
315以上
15以上
−
−
C 6820 BD-F
6.0 以上 80 以下
360以上
15以上
−
−
1/2H C 6820 BD-1/2H
2.0 以上 40 以下
430以上
6以上
−
−
C 6931 a)
C 6932 a)
F
C 6931 BE-F
C 6932 BE-F
6.0 以上
450以上
5以上
110以上
−
C 6931 BD-F
C 6932 BD-F
1.0 以上 110 以下
注記 1 N/mm2=1 MPa
注a) 合金番号C 3531,C 3601,C 3602,C 3603,C 3605,C 6801,C 6802,C 6803,C 6804,C 6931,C 6932及び
フレアナット用以外のC 3604の棒に硬さを適用した場合には,引張強さ及び伸びは適用しなくてもよい。
b) 数値は,整数値に丸める。
c) 導電用棒にも適用する。これに該当する製品記号については,表7及び表8参照。
9
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−フレアナット用引抜棒の機械的性質
合金番号
質別
製品記号
対辺距離
mm
引張試験
硬さ試験
引張強さa)
N/mm2
伸びa)
%
ビッカース硬さa)
HV
C 3604
SR
C 3604 BDN-SR
17,22,24,26,
27,29,36
335以上
15以上
70以上120以下
C 3771
SR
C 3771 BDN-SR
17,22,24,26,
27,29,36
315以上
15以上
70以上120以下
注記 1 N/mm2=1 MPa
注a) 数値は,整数値に丸める。
表6−圧力容器用に使用する棒の機械的性質
合金番号
質別
製品記号
径又は最小対辺距離
の区分
mm
引張試験
引張強さa)
N/mm2
耐力a)
N/mm2
伸びa)
%
C 1020
O
C 1020 BDV-O
6.0以上110以下
195以上
70以上
30以上
C 1100
C 1100 BDV-O
C 1201
C 1201 BDV-O
C 1220
C 1220 BDV-O
注記 1 N/mm2=1 MPa
注a) 数値は,整数値に丸める。
5.4
導電率及び体積抵抗率
導電用に使用する棒は,7.4によって試験を行い,その導電率及び体積抵抗率は,それぞれ表7及び表8
による。ただし,注文者の要求がある場合に限って適用する。
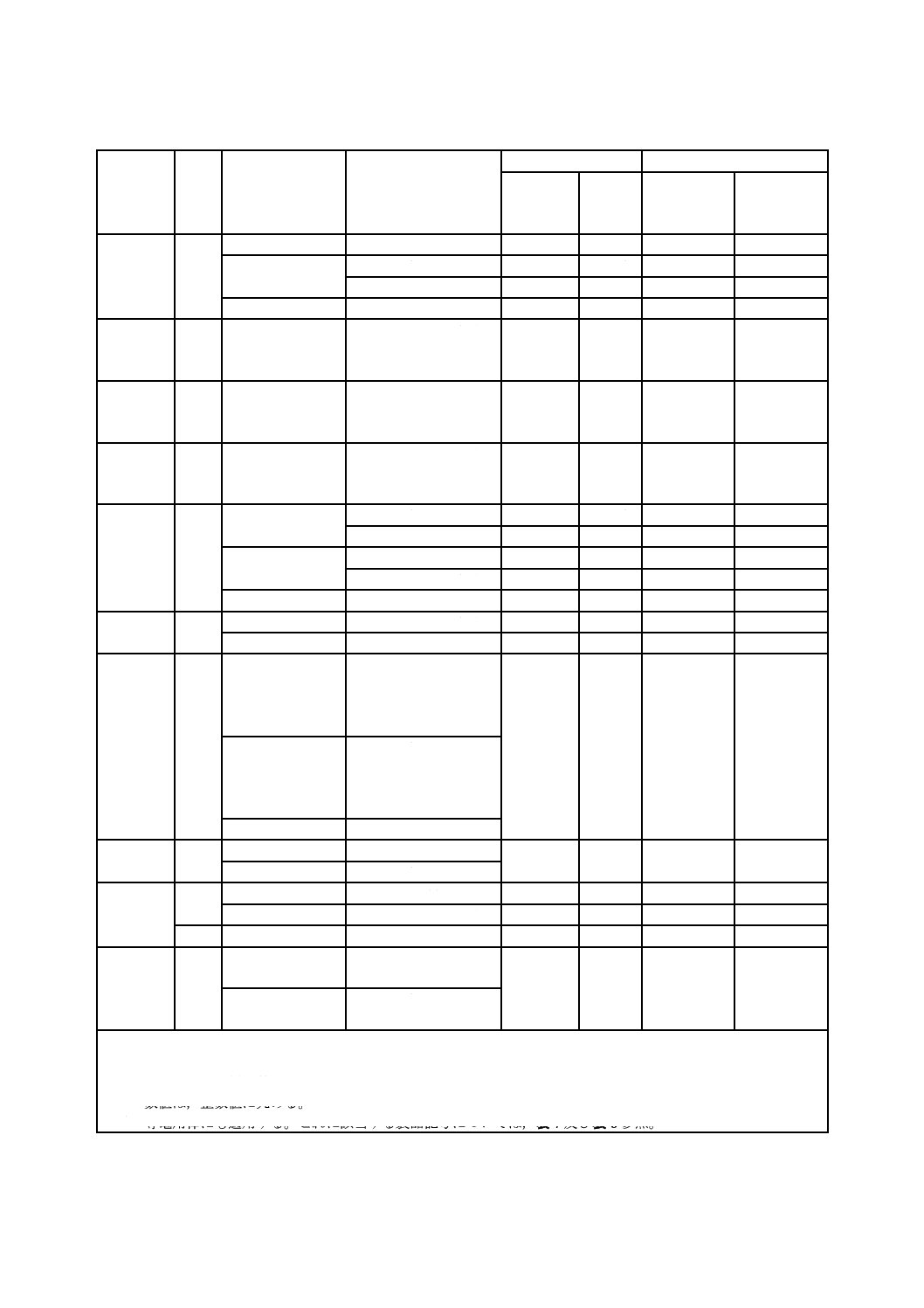
表7−導電用棒の導電率
単位 %IACS a)
合金番号
質別
製品記号
導電率b)
(20 ℃)
C 1020
C 1100
F
C 1020 BEC-F
C 1100 BEC-F
C 1020 BFC-F
C 1100 BFC-F
100以上
O
C 1020 BDC-O
C 1100 BDC-O
100以上
1/2H C 1020 BDC-1/2H
C 1100 BDC-1/2H
98以上
H
C 1020 BDC-H
C 1100 BDC-H
97以上
注a) IACSとは,国際的に採択された焼鈍標準軟銅のこ
とで,その導電率を100 %IACSと規定している。
b) 数値は,整数値に丸める。
10
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−導電用棒の体積抵抗率
単位 μΩ cm
合金番号
質別
製品記号
体積抵抗a)
(20 ℃)
C 2600
F
C 2600 BEC-F
0.7
0.3
3.6
+
−
O
C 2600 BDC-O
1/2H C 2600 BDC-1/2H
H
C 2600 BDC-H
C 2700
F
C 2700 BEC-F
0.7
0.3
6.5+
−
O
C 2700 BDC-O
1/2H C 2700 BDC-1/2H
H
C 2700 BDC-H
C 2800
F
C 2800 BEC-F
0.7
0.3
6.4+
−
O
C 2800 BDC-O
1/2H C 2800 BDC-1/2H
H
C 2800 BDC-H
注a) 数値は,小数点以下1桁に丸める。
5.5
時期割れ性
棒は,7.5によって試験を行ったとき,表面に割れを生じてはならない。ただし,次を除く引抜棒に適用
する。質別Oの引抜棒及びフレアナット用引抜棒並びに合金番号C 1020,C 1100,C 1201,C 1220,C 6161,
C 6191及びC 6241の棒。
5.6
水素ぜい性
合金番号C 1020及びC 1201の棒は,7.6によって試験を行ったとき,結晶粒界に水素ぜい化特有の多数
の気泡又は粒界分離を示す組織が生じてはならない。ただし,合金番号C 1201の棒については,注文者の
要求がある場合に限って適用する。
5.7
脱亜鉛腐食性
合金番号C 3531の棒並びにC 6801,C 6802,C 6803,C 6804,C 6810,C 6931及びC 6932で耐脱亜鉛
腐食用に使用する棒の脱亜鉛腐食性は,7.7によって試験を行ったとき,表9で規定するいずれか一つの
評価判定基準値を満足しなければならない。
なお,試験方法及び適用する評価判定基準は,受渡当事者間の協定による。
表9−評価判定基準
単位 μm
試験方法名称
試験方法
評価判定基準a)
浸せき(漬)試験
方法
附属書Aによる。
最大脱亜鉛深さ200以下
電気化学的方法
附属書Bによる。
1種:最大侵食深さ70以下
2種:最大侵食深さ100以下
3種:最大侵食深さ150以下
注a) 数値は,整数値に丸める。
6
寸法及びその許容差
6.1
寸法
棒の代表寸法を,参考として附属書Cに示す。ただし,表示上,小数点以下のゼロは省略してもよい。
11
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
寸法の許容差
棒の寸法の許容差は,次による。
a) 径又は対辺距離の許容差 棒の径又は対辺距離の許容差は,表10〜表13による。
なお,径とは,丸形の径及びR付き正六角形の径をいう。R付き正六角形の径とは,正六角形の角
を切った外接円の径をいう。
表10−引抜棒の径又は対辺距離の許容差
単位 mm
径又は対辺距離の区分
各形状の許容差
丸形
正六角形・正方形
長方形・R付き正六角形a)
普通級
特殊級
1以上
3以下
±0.03
0
−0.03
±0.05
3を超え
6以下
±0.04
0
−0.04
±0.06
6を超え
10以下
±0.04
0
−0.05
±0.08
10を超え
20以下
±0.06
0
−0.07
±0.11
20を超え
35以下
±0.08
0
−0.08
±0.18
35を超え
50以下
±0.10
0
−0.12
±0.25
50を超え
±0.3 % b)
−
±0.6 % b)
注記 合金番号C 6161,C 6191及びC 6241の棒は,径又は対辺距離が20 mm以下のものに適用する。
注a) R付き正六角形の許容差は,外接円の径及び対辺距離に適用する。
b) 百分率表示は,径又は対辺距離に対する割合を示す。
表11−フレアナット用引抜棒の対辺距離の許容差
単位 mm
対辺距離
許容差
17
0
−0.11
22,24,26,27,29
0
−0.18
36
0
−0.25
注記 この表の許容差は,合金番号C 3604 BDN,及
びC 3771 BDNに適用する。
12
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12−押出棒及び鍛造棒の径又は対辺距離の許容差A
合金番号:C 2600・C 2700・C 2800・C 3531・C 3602・C 3604・C 3605・C 3712・
C 3771・C 4622・C 4641・C 6782・C 6783・C 6801・C 6802・C 6803・
C 6804・C 6810・C 6820・C 6931・C 6932
単位 mm
径又は対辺距離の区分
各合金番号の許容差
C 2600
C 2700
C 2800
C 3531,C 3602
C 3604,C 3605
C 3712,C 3771
C 4622,C 4641
C 6782,C 6783
C 6801,C 6802
C 6803,C 6804
C 6810,C 6820
C 6931,C 6932
(±)で指定する
場合
(+)で指定する
場合a)
6以上
25以下
±0.3
±0.3
+0.6
0
25を超え
30以下
±1.2 % b)
30を超え
±1.0 % b)
+2.0 % b)
0
注a) 寸法の許容差を(+)で指定する棒は,押出棒のBE又は鍛造棒のBFの記号の後にT
を付ける。
b) 百分率表示は,径又は対辺距離に対する割合を示す。
表13−押出棒及び鍛造棒の径又は対辺距離の許容差B
(合金番号:C 1020・C 1100・C 1201・C 1220・C 6161・C 6191・C 6241)
単位 mm
径又は対辺距離の区分
各合金番号の許容差
C 1020
C 1100
C 1201
C 1220
C 6161
C 6191
C 6241
押出棒・鍛造棒
押出棒
鍛造棒
丸形・正六角形
正方形・長方形
丸形・正六角形
正方形
丸形・正六角形
正方形
6以上
15以下
±0.3
±0.3
−
15を超え
20以下
±2.0 % a)
20を超え
25以下
+4.0 % a)
−2.0 % a)
25を超え
±1.2 % a)
注a) 百分率表示は,径又は対辺距離に対する割合を示す。
b) 真円度の許容値 断面が丸形の棒の真円度の許容値は,表14〜表16による。
なお,真円度とは,断面が丸形の棒の任意断面において測った最大径と最小径との差をいう。
13
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表14−引抜棒(丸形)の真円度の許容値
単位 mm
径の区分
真円度の許容値
普通級
特殊級
1以上
3以下
0.03以下
0.015以下
3を超え
6以下
0.04以下
0.020以下
6を超え
10以下
0.04以下
0.025以下
10を超え
20以下
0.06以下
0.035以下
20を超え
35以下
0.08以下
0.040以下
35を超え
50以下
0.10以下
0.060以下
50を超え
0.3 % a)以下
−
注記 合金番号C 6161,C 6191及びC 6241の棒は,径が20 mm以下
のものに適用する。
注a) 百分率表示は,径に対する割合を示す。
表15−押出棒(丸形)及び鍛造棒(丸形)の真円度の許容値A
合金番号:C 2600・C 2700・C 2800・C 3531・C 3602・C 3604・C 3605・C 3712・
C 3771・C 4622・C 4641・C 6782・C 6783・C 6801・C 6802・C 6803・
C 6804・C 6810・C 6820・C 6931・C 6932
単位 mm
径の区分
各合金番号の真円度の許容値
C 2600
C 2700
C 2800
C 3531,C 3602
C 3604,C 3605
C 3712,C 3771
C 4622,C 4641
C 6782,C 6783
C 6801,C 6802
C 6803,C 6804
C 6810,C 6820
C 6931,C 6932
6以上
25以下
0.6以下
0.6以下
25を超え
30以下
2.4 % a)以下
30を超え
2.0 % a)以下
注a) 百分率表示は,径に対する割合を示す。
14
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表16−押出棒(丸形)及び鍛造棒(丸形)の真円度の許容値B
(合金番号:C 1020・C 1100・C 1201・C 1220・C 6161・C 6191・C 6241)
単位 mm
径の区分
各合金番号の真円度の許容値
C 1020
C 1100
C 1201
C 1220
C 6161
C 6191
C 6241
押出棒・鍛造棒
押出棒
鍛造棒
6以上
15以下
0.6以下
0.6以下
−
15を超え
20以下
4.0 % a)以下
20を超え
25以下
6.0 % a)以下
25を超え
2.4 % a)以下
注a) 百分率表示は,径に対する割合を示す。
c) 長さの許容差 棒の長さの指定があるとき,その長さの許容差は,
5
1
0
+ mmとする。
6.3
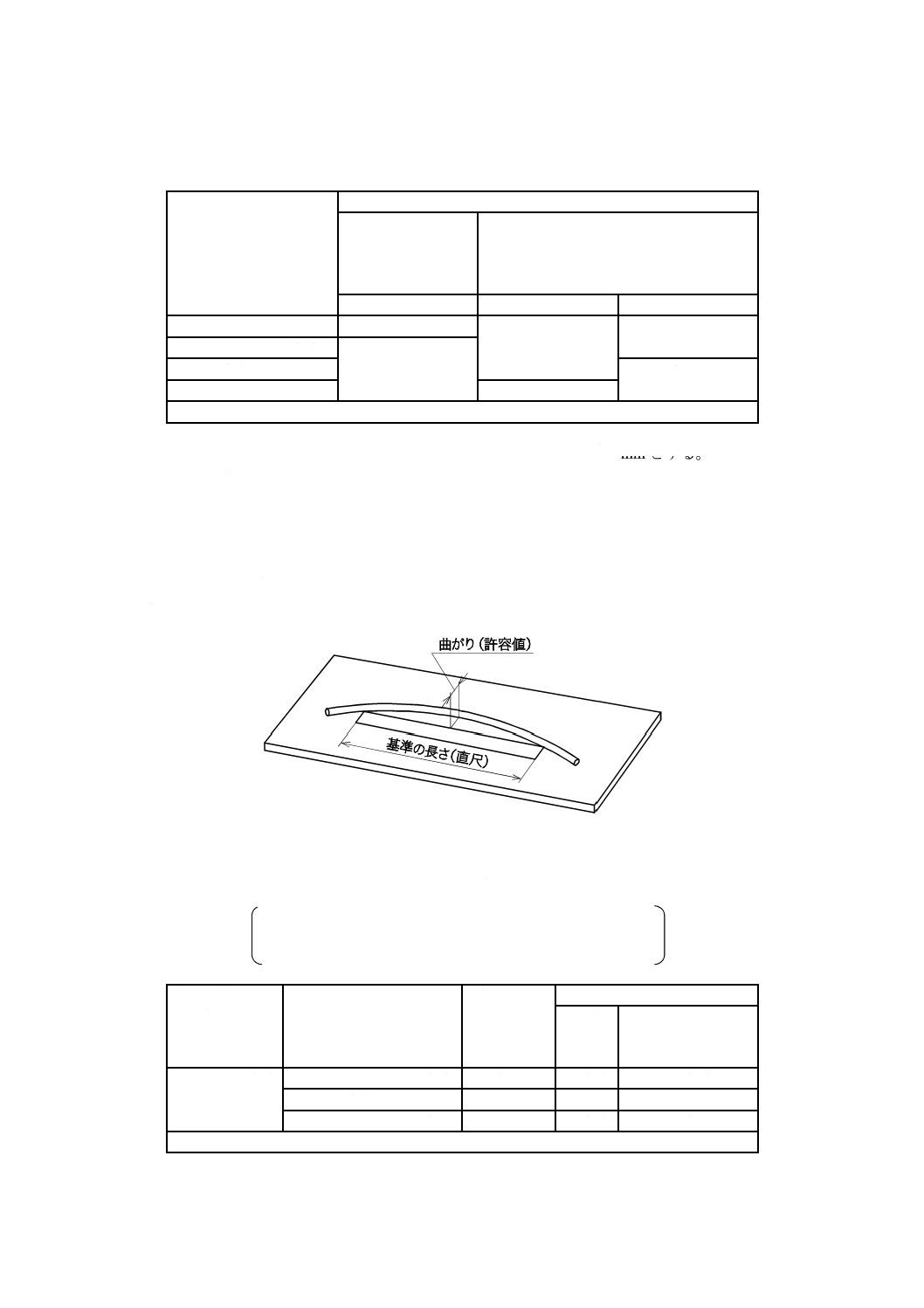
引抜棒の曲がりの許容値
引抜棒の曲がり1)の許容値は,表17及び表18による。ただし,質別Oの引抜棒には適用しなくてもよ
い。
なお,規定寸法範囲外の寸法の引抜棒の曲がりの許容値は,製造業者の判断による。判断に疑義がある
場合は受渡当事者間の協定によってもよい。
注1) 曲がりとは,図1に示すように,基準の長さに対する弧の深さをいう。
図1−引抜棒の曲がり
表17−引抜棒の曲がりの許容値A
合金番号:C 1020・C 1100・C 1201・C 1220・C 2600・C 2700・
C 2800・C 3712・C 3771・C 4622・C 4641・C 6161・
C 6191・C 6241・C 6782・C 6783
単位 mm
径又は最小対辺
距離の区分
長さの区分
基準の長さ
各形状の曲がりの許容値
丸形
正六角形・
正方形・長方形・
R付き正六角形a)
8以上 50以下
1 000以下
全長
2以下
4以下
1 000を超え 2 000以下
1 000
2以下
4以下
2 000を超え 5 000以下
2 000
5以下
10以下
注a) R付き正六角形については対辺距離を適用する。
15
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表18−引抜棒の曲がりの許容値B
合金番号:C 3531・C 3601・C 3602・C 3603・C 3604・C 3605・
C 6801・C 6802・C 6803・C 6804・C 6810・C 6820・
C 6931・C 6932
単位 mm
径又は最小対辺
距離の区分
長さの区分
基準の長さ
各形状の曲がりの許容値
丸形
正六角形・
正方形・長方形・
R付き正六角形a)
8以上 50以下
1 000以下
全長
1以下
4以下
1 000を超え 2 000以下
1 000
1以下
4以下
2 000を超え 5 000以下
2 000
3以下
10以下
注a) R付き正六角形については対辺距離を適用する。
6.4
引抜棒の角半径の許容値
正六角形・正方形・長方形の引抜棒の角半径2)の許容値は,表19による。
注2) 角半径とは,辺と辺との交わり部の半径をいう。
表19−正六角形・正方形・長方形の引抜棒の角半径の許容値
単位 mm
最小対辺距離の区分
角半径の許容値a)
1以上
3以下
−
3を超え 6以下
0.6以下
6を超え 10以下
0.8以下
10を超え 20以下
1.2以下
20を超え 35以下
2.0以下
35を超え 50以下
2.8以下
50を超え
4.0以下
注a) 許容値は,小数点以下1桁に丸める。
7
試験
7.1
分析試験
分析試験は,次による。
a) 分析試料の採取方法 分析試料は,溶湯から必要量を採取する。
なお,合金番号C 1020,C 1100,C 1201及びC 1220は,鋳塊又は製品から必要量を採取してもよ
い。
b) 分析方法 化学成分の分析試験は,次のいずれかによる。
JIS H 1051,JIS H 1052,JIS H 1053,JIS H 1054,JIS H 1055,JIS H 1056,JIS H 1057,JIS H 1058,
JIS H 1061,JIS H 1064,JIS H 1065,JIS H 1067,JIS H 1068,JIS H 1069及びJIS H 1072
ただし,JIS H 1292に規定された定量元素及び定量範囲にある化学成分の分析試験は,JIS H 1292
によってもよい。
なお,合金番号C 1020,C 1100,C 1201及びC 1220については,受渡当事者間の協定によって発
光分光分析を適用してもよい。
16
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2
引張試験
引張試験は,JIS Z 2241による。試験に用いる試験片は,長さ方向に採取したJIS Z 2241に規定する試
験片で,棒の径又は最小対辺距離が6 mm未満の場合は,2号試験片,9A号試験片又は9B号試験片,6 mm
以上の場合は,4号試験片とする。
なお,径又は最小対辺距離が35 mm以上の棒の試験片は,供試材の表面に近い部分から採取する。
7.3
硬さ試験
硬さ試験は,JIS Z 2243又はJIS Z 2244による。ビッカース硬さ試験の試験力は,4.903 N以上とする。
ビッカース硬さは,棒の横断面について外周から中心までの約1/3の位置に沿って測定する。
7.4
導電率試験及び体積抵抗率試験
導電率試験及び体積抵抗率試験は,JIS H 0505による。
なお,規定に基づく導電率試験及び体積抵抗率試験片の採取が困難な場合の試験方法については,渦電
流式導電率計を用いてもよい。
7.5
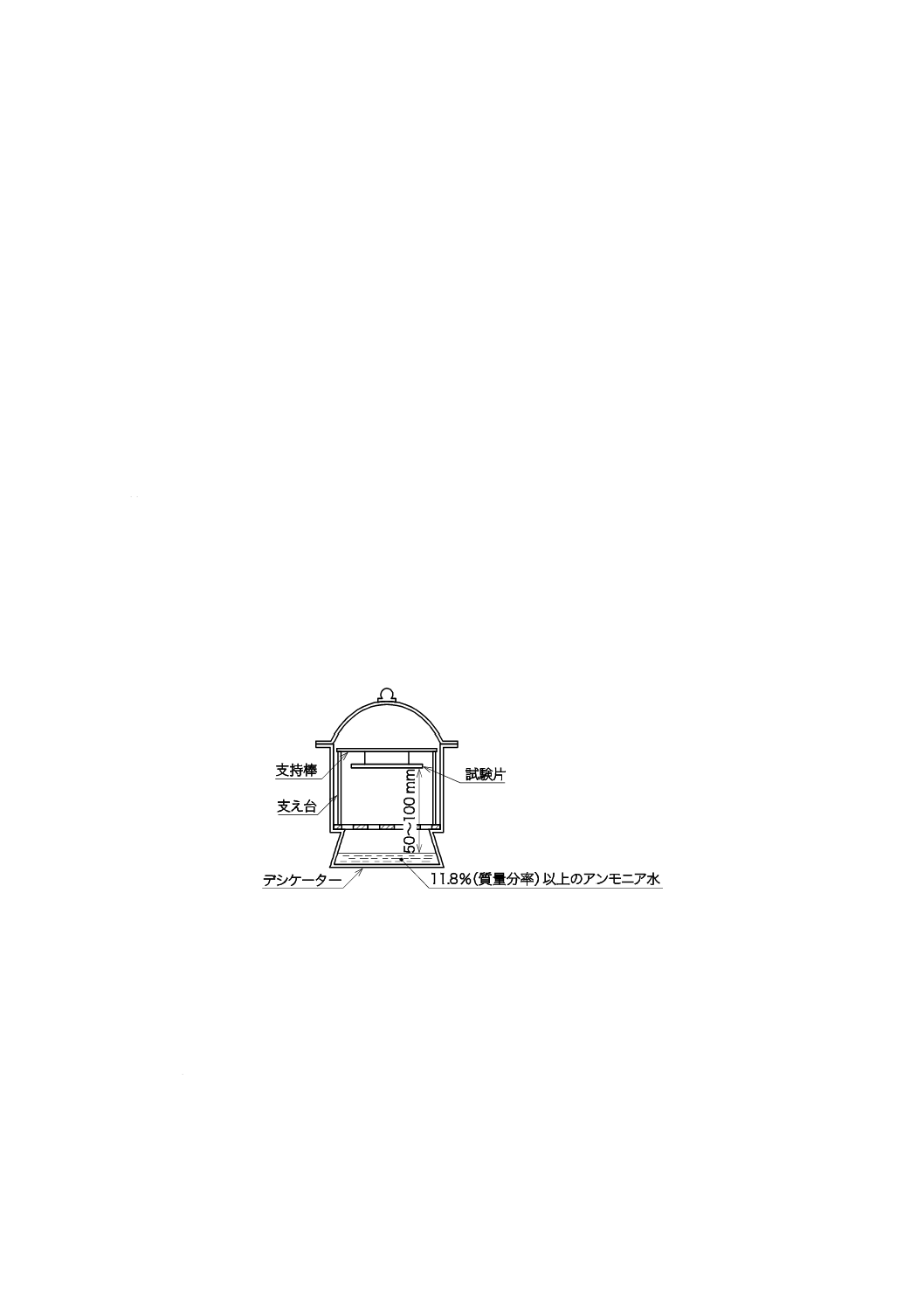
時期割れ試験
時期割れ試験は,アンモニア試験法によって,次の手順によって行う。
a) 棒から長さ75 mm以上の試験片を切り取り,脱脂し,乾燥する。その後,JIS K 8085に規定するアン
モニア水を等量の純水で薄めた11.8 %(質量分率)以上のアンモニア水を作る。次に,試験片を,デ
シケーターに入れたアンモニア水の液面から50〜100 mm離れた位置に置き,このアンモニア雰囲気
中に常温で2時間以上保持(図2参照)した後,試験片をデシケーターから取り出す。
b) この試験片を直ちに10 %(質量分率)以上の硫酸で洗浄し,表面を研磨した後,割れの有無を目視で
判定するか,又は直径25 mm以下の丸棒では,直径の2倍の内側半径で約15°曲げて,割れの有無
を目視で判定する。
図2−アンモニア試験法
7.6
水素ぜい化試験
水素ぜい化試験は,試験片を水素気流中において,850±25 ℃で30〜120分間加熱した後,研磨及びエ
ッチングを行い,顕微鏡で75〜200倍に拡大し,結晶粒界を観察する。
7.7
脱亜鉛腐食試験
脱亜鉛腐食試験は,次による。
a) 脱亜鉛腐食試験は,次のいずれかによる。
− 浸せき(漬)試験方法(附属書Aによる。)
− 電気化学的方法(附属書Bによる。)
b) 脱亜鉛腐食試験は,新規に製造する場合又は製造工程を変更した場合に行う。
17
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
検査
検査は,次によるほか,JIS H 0321による。
a) 検査の頻度は,製造業者の判断による。ただし,判断に疑義がある場合は受渡当事者間の協定によっ
てもよい。
b) 外観は,5.1の規定に適合しなければならない。
c) 化学成分は,5.2の規定に適合しなければならない。
d) 機械的性質及びその他の性質(導電率,体積抵抗率,時期割れ性,水素ぜい性及び脱亜鉛腐食性)は,
5.3〜5.7の規定に適合しなければならない。
e) 寸法及び寸法許容差は,箇条6の規定に適合しなければならない。
9
表示
棒は,1包装ごと,1束ごと又は1製品ごとに,貼付ラベルなどの適切な方法によって,次の事項を表示
しなければならない。
a) 規格番号及び製品記号(記号及び質別)
例 JIS H 3250 C 3604 BDS-F
b) 寸法
例1 丸形の場合
φ10×2 000 mm(径×長さ)
例2 長方形の場合
15×25×2 000 mm(短辺×長辺×長さ)
例3 R付き六角形の場合 30×31×3 000 mm(対辺×外接円の径×長さ)
c) 製造番号
d) 製造業者名又はその略号
10 報告
製造業者は,受注時に注文者から要求がある場合,受渡当事者間で同意した試験及び/又は検査の成績
を記載した報告書(成績書)を注文者へ提出しなければならない。
18
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
脱亜鉛腐食試験方法[浸せき(漬)試験方法]
A.1 要旨
試験片を塩化銅(II)溶液にさらした後で,顕微鏡観察によって,脱亜鉛深さ及びその形態を調べる。
A.2 試薬及び材料
A.2.1 分析級として承認されている試薬,及び蒸留水又は同等な純度の水だけを使用する。
A.2.2 塩化銅(II)溶液:12.7 gの塩化銅(II)二水和物(CuCl2・2H2O)を水に溶解して1 000 mLにす
る。
A.2.3 フェノール樹脂又は同様な性質を帯びた他の電気絶縁材料を,試験片の埋込みに使用する。
A.2.4 エタノールを,試験片の洗浄に使用する。
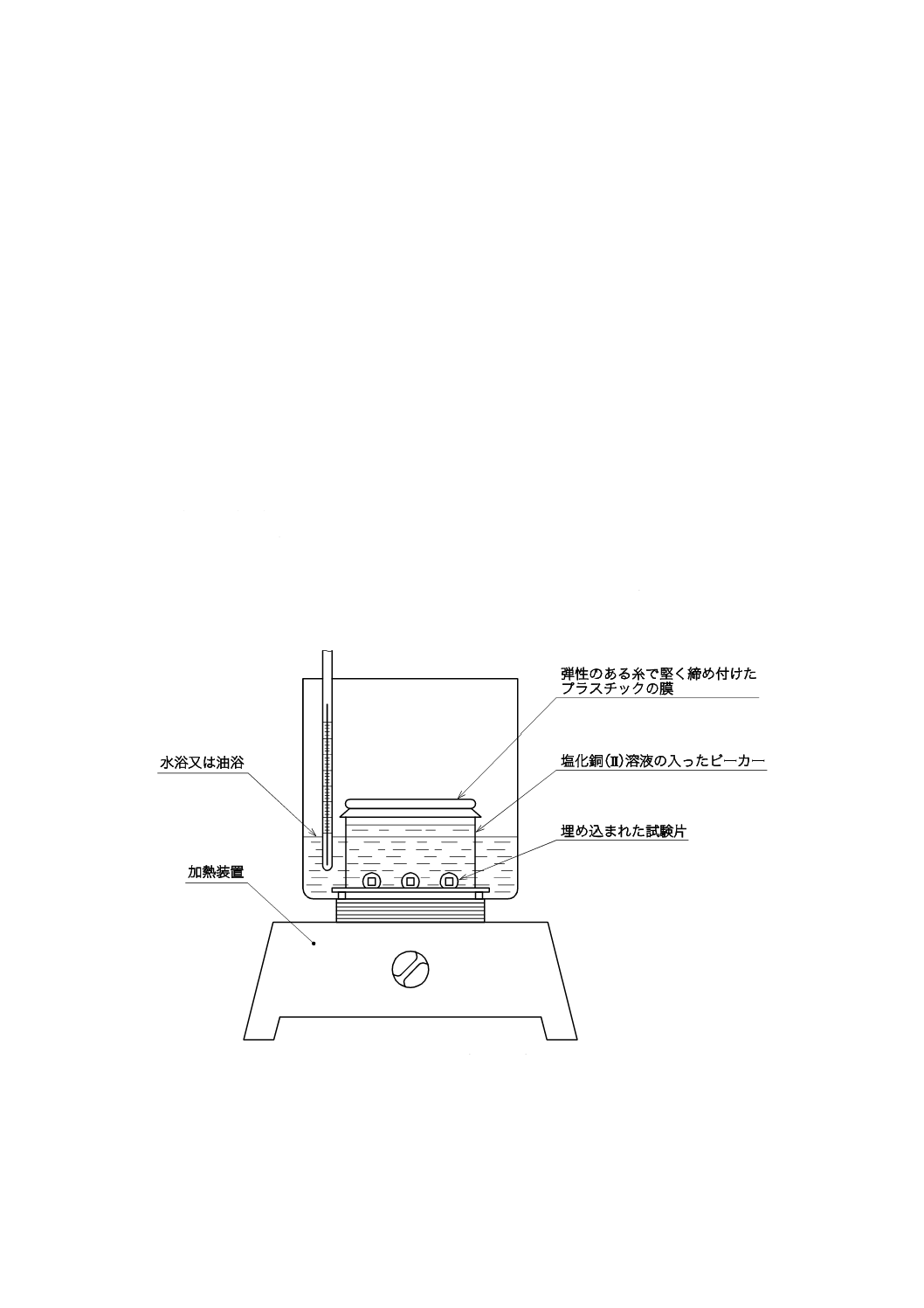
A.3 器具(図A.1参照)
A.3.1 ビーカーはガラス製のものを用い,その上部をポリエチレンのような適切なプラスチックの膜で,
弾性のある糸で固定して覆うか,又は非金属材料を使用して他の方法で密封する。
A.3.2 水浴又は油浴は,サーモスタットによって温度制御し,温度を75±5 ℃とする。
A.3.3 光学顕微鏡は,最小目盛が10 μm以下の目盛付きのものを用いる。
図A.1−試験器具の例
A.4 試験片
A.4.1 試験片は,材料の性質が悪影響を受けないように,例えば,軽い圧力下で,のこ引き又は研磨を行
って採取する。
19
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.4.2 試験用に供給された各試料から,2個以上の試験片を採取する。押出方向と平行な面及び直角な面
の両方を試験する。
なお,いずれの試験片も軸と周辺部との間の中間部を含むように切り取る。
A.4.3 各試験片の露出する面積は,約100 mm2とする。ただし,試験する構成部分又は棒材の断面の寸法
が小さすぎてこの試験面積を設けられない場合,可能な最大試験面積を確保する。
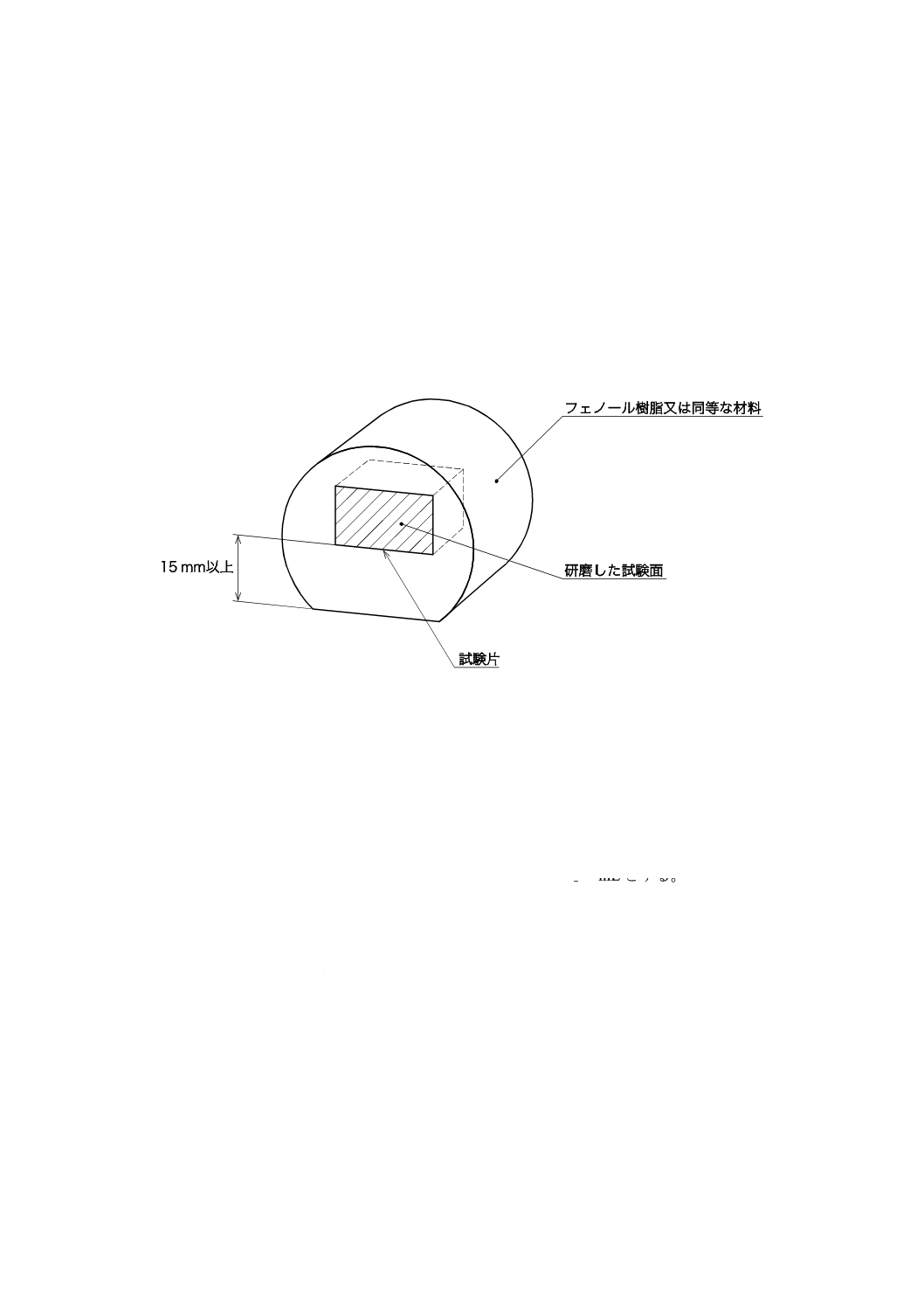
A.5 試験片の調製
A.5.1 試験片をフェノール樹脂又は同等な材料(A.2.3)に埋め込んでから,試験面をJIS R 6253に規定
する耐水研磨紙又は相当品で研磨して,P500以上の細かい研磨紙又は相当品で仕上げる(図A.2参照)。
A.5.2 試験前に試験面を,エタノール(A.2.4)で洗浄する。
図A.2−一つの試験面をもつ埋め込まれた試験片
A.6 手順
A.6.1 試験片の位置決め
試験片を塩化銅(II)溶液(A.2.2)の入ったビーカー(A.3.1)の中に入れて,試験面を垂直にしてビー
カーの底から15 mm以上,上に位置させる。次に,プラスチックの膜をビーカーにかぶせて堅く締め付け
る。
なお,塩化銅(II)溶液は,試験片の露出面積100 mm2当たり250
50
10
+
− mLとする。
A.6.2 作動条件
A.6.2.1 試験片の入ったビーカーを,サーモスタットで制御される浴(A.3.2)の中に置き,当該浴の温度
を露出期間全体を通して75±5 ℃に維持する。
A.6.2.2 同じビーカー内で異種合金を同時に試験してはならない。
A.6.3 試験維持時間
試験片を連続24時間±15分間露出させる。この期間の終わりに試験片をビーカーから取り出し,水で
洗い,エタノールですすいでから乾燥する。
A.6.4 顕微鏡観察用の断面の調製
試験片の顕微鏡観察は,露出後できるだけすぐに実施する。試験片を保管してから顕微鏡観察をする場
合,試験片をデシケーター中で保持する。各試験片を露出した試験面と直角に切断し,研磨してから顕微
鏡観察用に磨く。露出面を貫く部分の全長は,5 mm以上とする。試験片の寸法から,これが不可能な場
20
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
合,可能な最大全長が得られるように,断面を選ぶ。
A.6.5 顕微鏡観察
A.6.5.1 各試験片について調製した顕微鏡観察試験片を光学顕微鏡を用いて観察し,脱亜鉛の最大深さを
記録する。最大精度の測定が行えるように,適切に拡大する。
A.6.5.2 観察する断面の長さは,可能な範囲で最大にする。埋込み材料と黄銅との接合線に沿った深い脱
亜鉛のような縁効果の形跡がある場合,当該縁効果を無視するために接合線から十分な距離の所で最大脱
亜鉛深さを測定する。
21
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
脱亜鉛腐食試験方法(電気化学的方法)
B.1
要旨
準備した試験片(電極用試料)を,二酸化炭素を含む混合ガスと炭酸水素イオンとによってpHを調製
した塩化物試験液中で定電流アノード分極を行い,形成された侵食深さ及びその形態を調べる。
B.2
試験液の調製
B.2.1 水 脱塩水(イオン交換樹脂によって精製した水又は蒸留水)とする。
B.2.2 試験液 JIS K 8622に規定する炭酸水素ナトリウム0.40 g及びJIS K 8150に規定する塩化ナトリ
ウム29.22 gを水に溶かして1 000 mLとする。炭酸水素ナトリウムの含有量は,0.34〜0.42 g/Lの範囲内
(0.004〜0.005 mol/L)でなければならない。
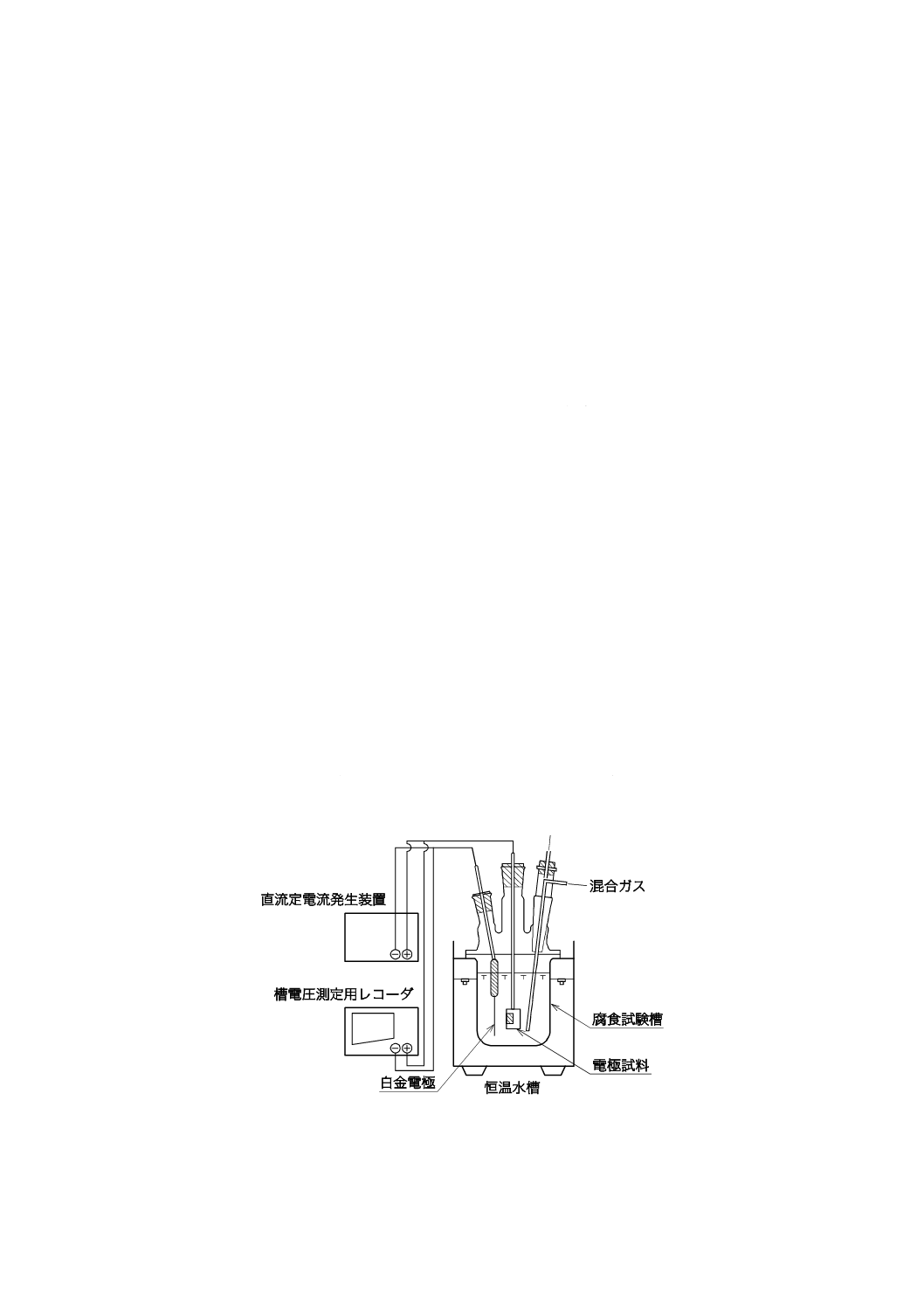
B.3
装置及び器具
B.3.1 腐食試験槽 ガス注入口,試料電極口及び白金電極口の付いたガラス製又は樹脂製の蓋を備えた確
実に密封できる円筒状ガラス容器(図B.1参照)。
B.3.2 恒温水槽 60±2 ℃で温度制御可能なもの。
B.3.3 光学顕微鏡 最小目盛が10 μm以下の測定目盛を備えたもの。
B.3.4 温度計 最小読取り精度が0.5 ℃以下のもの。
B.3.5 金属用研磨装置 バフ研磨まで可能なもの。
B.3.6 定電流発生装置 3.00 mAまでの直流電流通電できるもの。
B.3.7 pHメーター 最小読取り精度が0.1以下のもの。
B.3.8 白金電極 30 mm×30 mm×0.1 mm(厚さ)以上の白金板で,リード線及び保護管付きのもの。
B.3.9 混合ガス CO2:O2:N2を体積比10±0.5:20±1.0:70±1.5に混合したガス。
B.3.10 槽電圧測定用レコーダ 電流印加時における正常な試験状態を確認できるもの。
図B.1−定電流アノード分極試験装置
22
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.4
試験方法
B.4.1 試験片
B.4.1.1 試験片は,加工方向に10〜15 mmの長さに切断する。
B.4.1.2 棒の暴露試験面は,加工方向に直角な断面とする。この場合,棒の表面近傍部分を含むように切
断加工する。
B.4.1.3 暴露試験面の面積は,70〜200 mm2とする。
なお,試験に供する対象物の断面積がこの暴露試験面積を超える場合には,対象物の表面近傍部分を含
み断面積が規定の面積になるように調製しなければならない。
B.4.1.4 試験片の暴露試験面は,JIS R 6253に規定するP240〜P320の研磨紙又は相当品で研磨後,アル
コール,アセトンなどで脱脂洗浄する。
B.4.1.5 試験片を暴露試験面ができるように樹脂に埋め込む。この場合,樹脂はエポキシ系のものが望ま
しいが,フェノール系又は不飽和ポリエステル系でもよい。樹脂の切削性及び樹脂と試験片との密着性を
考慮する必要性があるため,樹脂は熱硬化性タイプのものが望ましい。
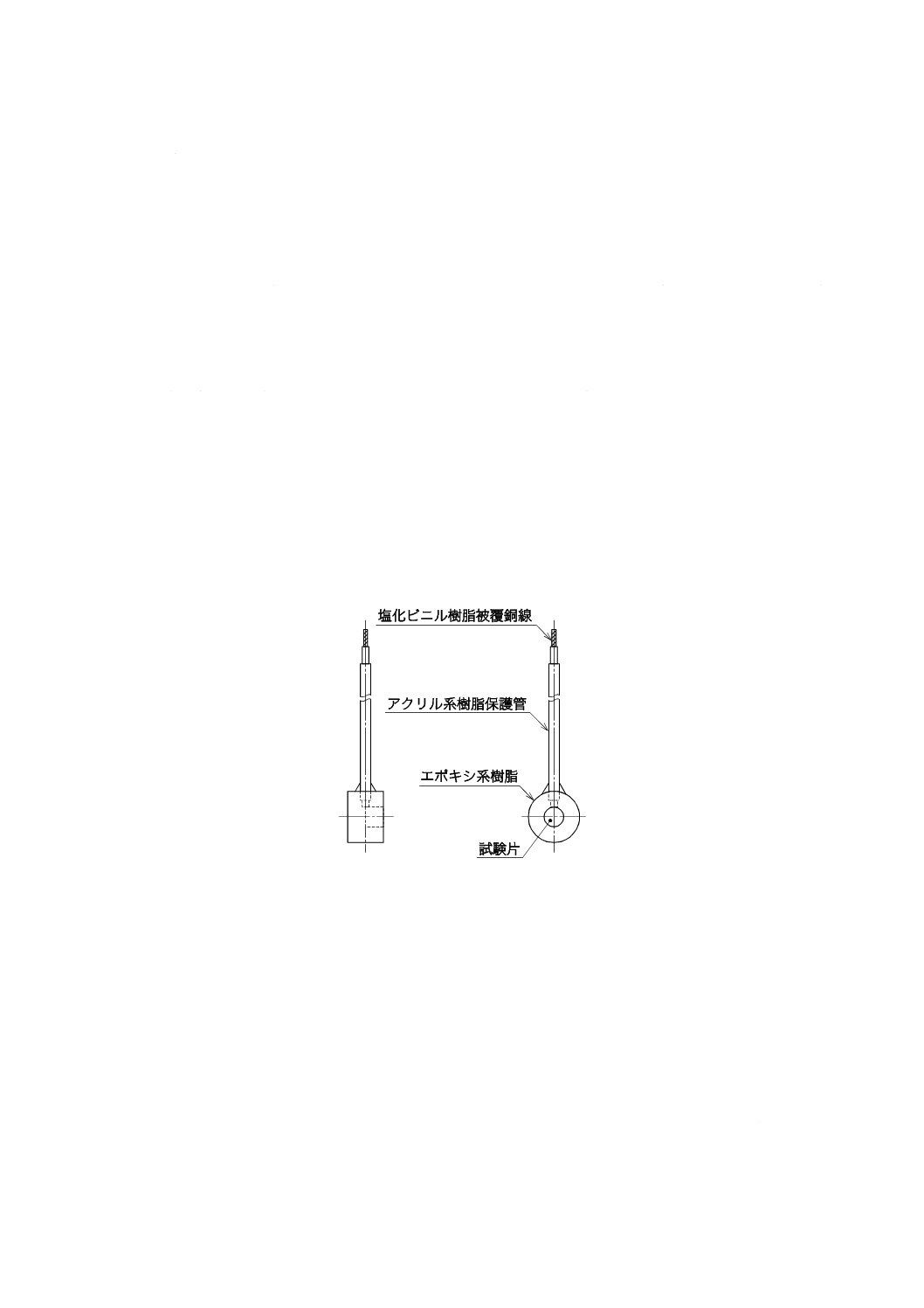
B.4.1.6 樹脂側面から試験片に届くように直径5〜7 mmの穴をあけ,塩化ビニル樹脂被覆銅線とアクリル
系樹脂保護管とを取り付ける(図B.2参照)。試験片と銅線とは,導電性樹脂で接着固定し,保護管と樹脂
とは速乾性樹脂で接着固定する(以下,電極用試料という。)。
B.4.1.7 電極用試料の暴露試験面は,JIS R 6253に規定するP240からP1 200までの研磨紙又は相当品で,
順次,研磨した後,水(脱塩水)で十分に洗浄する。水による洗浄は,超音波洗浄が最も好ましい。
図B.2−電極用試料
B.4.2 操作
B.4.2.1 恒温水槽を所定の温度に調整する(60±2 ℃)。
B.4.2.2 試験液500〜1 000 mL入り腐食試験槽をセットする。
B.4.2.3 試験槽中に混合ガスを通して飽和する(30〜60分間)。この場合,飽和の基準は,試験液のpH
を測定し,このpHが6.5〜7.0であることとする。また,試験期間中混合ガスは飽和状態を維持するため
に連続注入する。
B.4.2.4 試験槽中に白金電極と電極用試料とをセットし,定電流発生装置に連結する。この場合,両電極
面は,槽底部に対して垂直かつ平行になるようにし,極間距離は20±5 mmとする。
B.4.2.5 電極用試料の暴露試験面を安定化するために,10〜15分間放置してから所定の電流密度で電流印
加する。
電流密度 1.0±0.05 mA/cm2
印加時間 24時間±15分
23
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.4.2.6 試験終了後の電極用試料は,試験槽から速やかに取り出し,水,アルコールなどで洗浄乾燥する。
B.4.3 顕微鏡観察用試料の調製
B.4.3.1 試験終了後の試験片は,腐食面断面の顕微鏡観察が可能になるように樹脂に埋め込む。試料は,
樹脂底部に対して加工方向と平行で,かつ,その暴露試験面が垂直になるように樹脂に埋め込む。
B.4.3.2 試料は,暴露試験面の直径の長さの1/3程度まで切削し,顕微鏡観察のための腐食面断面を出す。
次にJIS R 6253に規定する研磨紙又は相当品で順次研磨し,最終仕上げはバフ研磨とする。バフ研磨後の
エッチングは,通常行わない。
B.4.4 顕微鏡観察による侵食深さの測定
B.4.4.1 試験開始時の暴露試験面からの侵食深さの測定は,顕微鏡を使用して行い,倍率は200倍程度と
する。
B.4.4.2 顕微鏡では,腐食面断面を一様に観察した後,侵食深さの最大値を示すとみられる視野を1,2
か所選ぶ。侵食深さは,顕微鏡で直接測定するか,又は写真撮影をしてからこれらの写真を元に測定する。
B.4.4.3 最大侵食深さは,腐食面断面の全ての中で最も深い部位の測定値とするが,エッジの効果が明ら
かなとき,例えば,樹脂と黄銅との間の境界線に沿ってより深い侵食があるときには,そのようなエッジ
効果を無視できるように境界から十分離れて最大の侵食深さを測定する。エッジ効果が著しすぎる場合に
は,再試験を行わなければならない。
B.4.4.4 脱亜鉛形態は,必要に応じて腐食形態別(層状又は栓状)及び相別[(α+β)相,β相など]の優
先の別に分類する。
B.5
脱亜鉛腐食感受性の評価
B.5.1 脱亜鉛腐食感受性の評価は最大侵食深さで行い,次の1種〜3種とする。
なお,種別の適用については,個々の製品規格で規定するか又は受渡当事者間の協定による。
− 1種:最大侵食深さ
70 μm以下
− 2種:最大侵食深さ 100 μm以下
− 3種:最大侵食深さ 150 μm以下
B.5.2 脱亜鉛形態として,必要に応じて腐食形態別及び腐食相別を明記する。
24
H 3250:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
棒の代表寸法
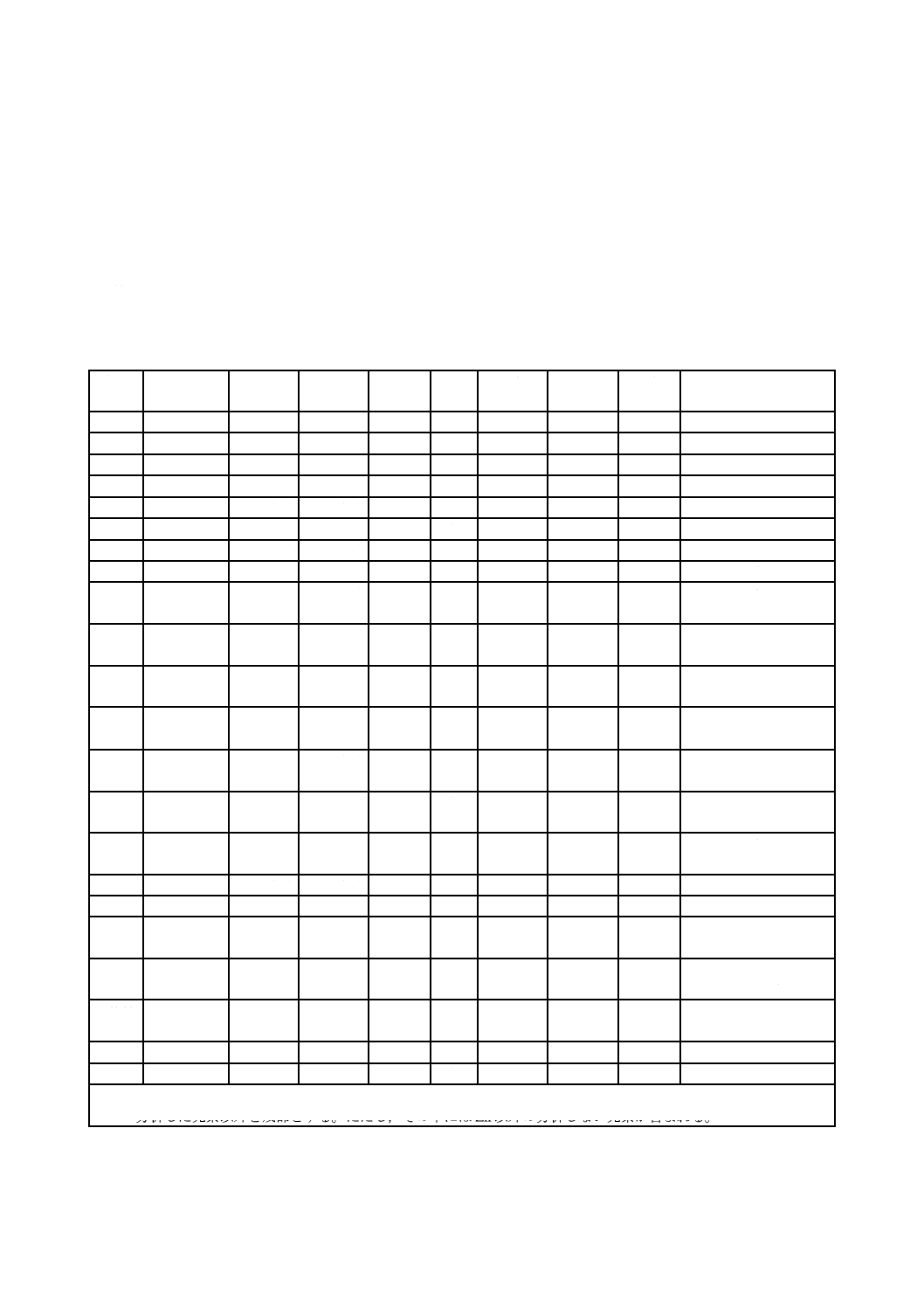
棒の代表寸法を,表C.1及び表C.2に参考として示す。代表寸法とは,市場に広く流通している寸法を
いう。
表C.1−棒の代表寸法
(合金番号:C 3601・C 3602・C 3603・C 3604・C 3605)
単位 mm
A a)
形状
A a)
形状
A a)
形状
丸形
正六角形
正方形
丸形
正六角形
正方形
丸形
正六角形
正方形
3.0
○
−
−
16
○
−
−
35
○
○
○
3.5
○
−
−
17
○
○
○
36
○
○
○
4.0
○
○
−
18
○
−
−
38
○
−
−
4.5
○
○
−
19
○
○
○
40
○
○
○
5.0
○
○
○
20
○
○
○
41
−
○
○
5.5
○
○
○
21
○
○
−
42
○
−
−
6
○
○
○
22
○
○
○
45
○
○
−
7
○
○
○
23
○
○
−
46
−
○
−
8
○
○
○
24
○
○
○
48
○
−
−
9
○
○
○
25
○
○
○
50
○
○
−
10
○
○
○
26
○
○
−
60
○
−
−
11
○
○
−
27
○
○
○
70
○
−
−
12
○
○
○
28
○
−
−
80
○
−
−
13
○
○
○
29
○
○
−
90
○
−
−
14
○
○
−
30
○
○
○
100
○
−
−
15
○
○
○
32
○
○
○
注a) Aは,丸形のときは径,正方形及び正六角形のときは対辺距離を示す。
表C.2−フレアナット用引抜棒の代表寸法
(合金番号:C 3604・C 3771)
単位 mm
対辺距離
形状
正六角形
17
○
22
○
24
○
26
○
27
○
29
○
36
○
参考文献 JBMA T303 黄銅材の脱亜鉛腐食試験方法(一般社団法人日本伸銅協会技術標準)