H 3110:2018
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 名称,種類及び種類の記号 ································································································· 1
5 品質······························································································································· 2
5.1 外観 ···························································································································· 2
5.2 化学成分 ······················································································································ 2
5.3 機械的性質 ··················································································································· 3
6 寸法及びその許容差並びに形状の許容値 ··············································································· 7
6.1 寸法 ···························································································································· 7
6.2 条のコイルの内径 ·········································································································· 7
6.3 寸法の許容差 ················································································································ 7
6.4 条の曲がりの許容値 ······································································································· 9
7 試験······························································································································· 9
7.1 分析試験 ······················································································································ 9
7.2 引張試験 ······················································································································ 9
7.3 曲げ試験 ······················································································································ 9
7.4 硬さ試験 ····················································································································· 10
8 検査······························································································································ 10
9 表示······························································································································ 11
10 報告 ···························································································································· 11
附属書A(参考)板及び条の代表寸法及び条のコイルの代表内径·················································· 12
H 3110:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
伸銅協会(JCBA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS H 3110:2012は改正され,この規格に置き換えられた。
なお,平成31年8月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS H 3110:2012によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
H 3110:2018
りん青銅及び洋白の板及び条
Phosphor bronze and nickel silver sheets, plates and strips
1
適用範囲
この規格は,圧延したりん青銅及び洋白の板(以下,板という。)及び条(以下,条という。)について
規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS H 0321 非鉄金属材料の検査通則
JIS H 0500 伸銅品用語
JIS H 1051 銅及び銅合金中の銅定量方法
JIS H 1052 銅及び銅合金中のすず定量方法
JIS H 1053 銅及び銅合金中の鉛定量方法
JIS H 1054 銅及び銅合金中の鉄定量方法
JIS H 1055 銅及び銅合金中のマンガン定量方法
JIS H 1056 銅及び銅合金中のニッケル定量方法
JIS H 1058 銅及び銅合金中のりん定量方法
JIS H 1062 銅及び銅合金中の亜鉛定量方法
JIS H 1292 銅合金の蛍光X線分析方法
JIS Z 2241 金属材料引張試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2248 金属材料曲げ試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS H 0500による。
4
名称,種類及び種類の記号
板及び条の名称,種類及び種類の記号は,表1による。表1の種類の記号の後に質別を示す記号を付け
て,製品記号とする(表3参照)。
2
H 3110:2018
表1−板及び条の名称,種類及び種類の記号
名称
種類
種類の記号
特色及び用途例
(参考)
合金番号
形状
りん青銅
C 5050
板
C 5050 P
展延性,耐疲労性及び耐食性がよい。
C 5050及びC 5071は,導電性及び熱伝導性に優れる。
C 5191及びC 5212は,ばね材に適する。
ただし,特に高性能のばね性を要求するものは,ばね用りん青銅を
用いるのがよい。
電子・電気機器用ばね,スイッチ,リードフレーム,コネクタ,ダ
イヤフラム,ベロー,ヒューズグリップ,しゅう動片軸受,ブシュ,
打楽器などに用いる。
条
C 5050 R
C 5071
板
C 5071 P
条
C 5071 R
C 5111
板
C 5111 P
条
C 5111 R
C 5102
板
C 5102 P
条
C 5102 R
C 5191
板
C 5191 P
条
C 5191 R
C 5212
板
C 5212 P
条
C 5212 R
洋白
C 7451
板
C 7451 P
光沢が美しく,展延性,耐疲労性及び耐食性がよい。
C 7521は,絞り性に富む。
水晶発振子ケース,トランジスタキャップ,ボリウム用しゅう動片,
時計文字板・ケース,装飾品,洋食器,医療機器,建築用,管楽器
などに用いる。
条
C 7451 R
C 7521
板
C 7521 P
条
C 7521 R
C 7541
板
C 7541 P
条
C 7541 R
5
品質
5.1
外観
板及び条の外観は,仕上げが良好かつ均一で,使用上有害な欠陥があってはならない。
使用上有害な欠陥の基準は,製造業者の判断による。ただし,特に要求がある場合は,欠陥の基準は受
渡当事者間の協定による。
5.2
化学成分
板及び条の化学成分は,7.1によって試験を行い,その化学成分は表2による。
3
H 3110:2018
表2−板及び条の化学成分
単位 %
合金
番号
Cu
Pb
Fe
Sn
Zn
Mn
Ni
P
C 5050
a)
0.02以下
0.10以下
1.0〜1.7 a)
0.20以下
−
−
0.15以下 a)
C 5071
b)
0.02以下
0.10以下
1.7〜2.3 b)
0.20以下
−
0.10〜0.40 b)
0.15以下 b)
C 5111
a)
0.02以下
0.10以下
3.5〜4.5 a)
0.20以下
−
−
0.03〜0.35 a)
C 5102
a)
0.02以下
0.10以下
4.5〜5.5 a)
0.20以下
−
−
0.03〜0.35 a)
C 5191
a)
0.02以下
0.10以下
5.5〜7.0 a)
0.20以下
−
−
0.03〜0.35 a)
C 5212
a)
0.02以下
0.10以下
7.0〜9.0 a)
0.20以下
−
−
0.03〜0.35 a)
C 7451
63.0〜
67.0
0.03以下
0.25以下
−
残部c)
0.50以下
8.5〜11.0
−
C 7521
62.0〜
66.0
0.03以下
0.25以下
−
残部c)
0.50以下
16.5〜19.5
−
C 7541
60.0〜
64.0
0.03以下
0.25以下
−
残部c)
0.50以下
12.5〜15.5
−
注a) Cuを分析し,Cu+Sn+P=99.5以上とする。
b) Cuを分析し,Cu+Sn+Ni+P=99.5以上とする。
c) 表中で成分値を規定する元素以外を残部とする。
なお,残部にはZn以外の分析しない元素が含まれる。
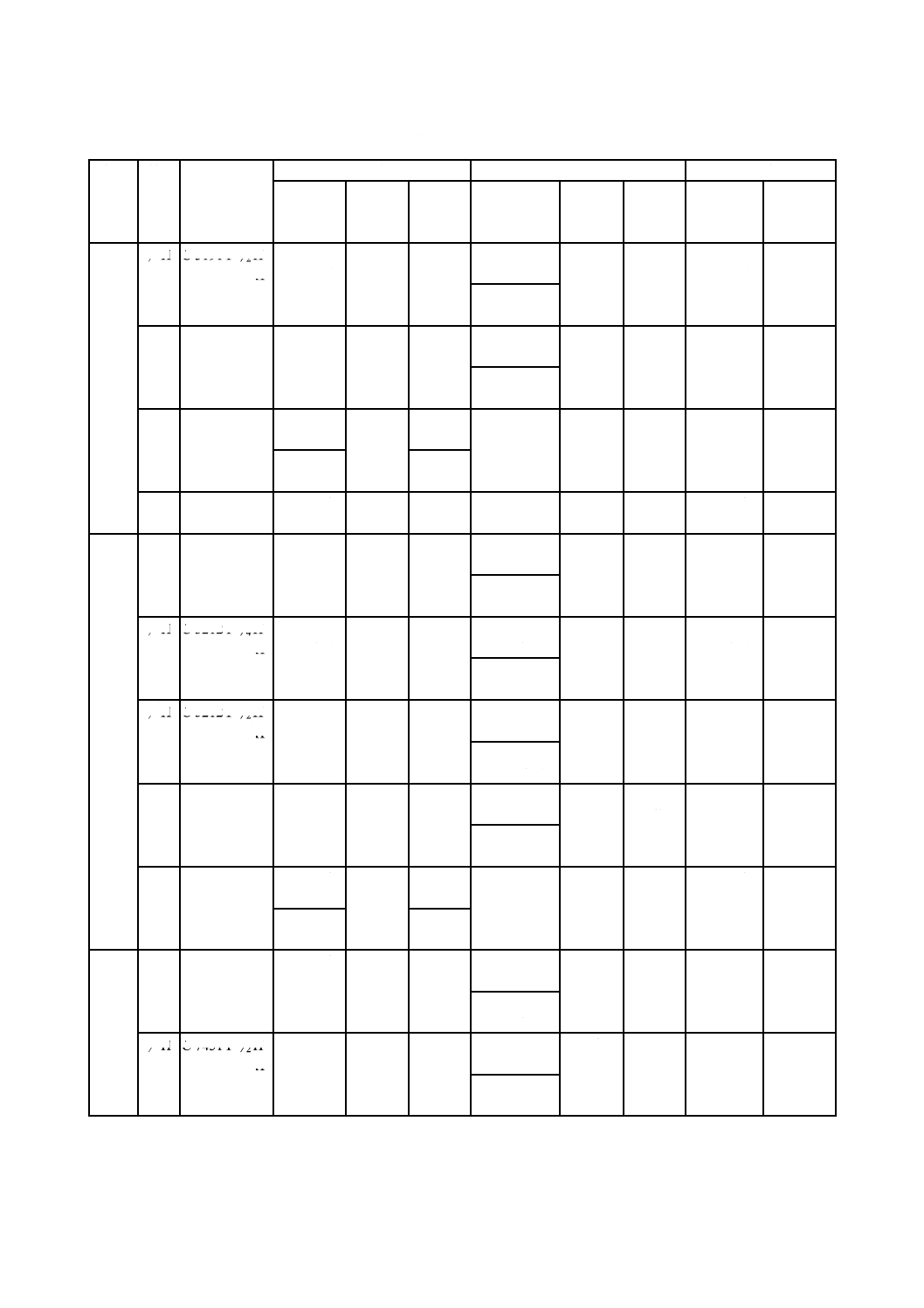
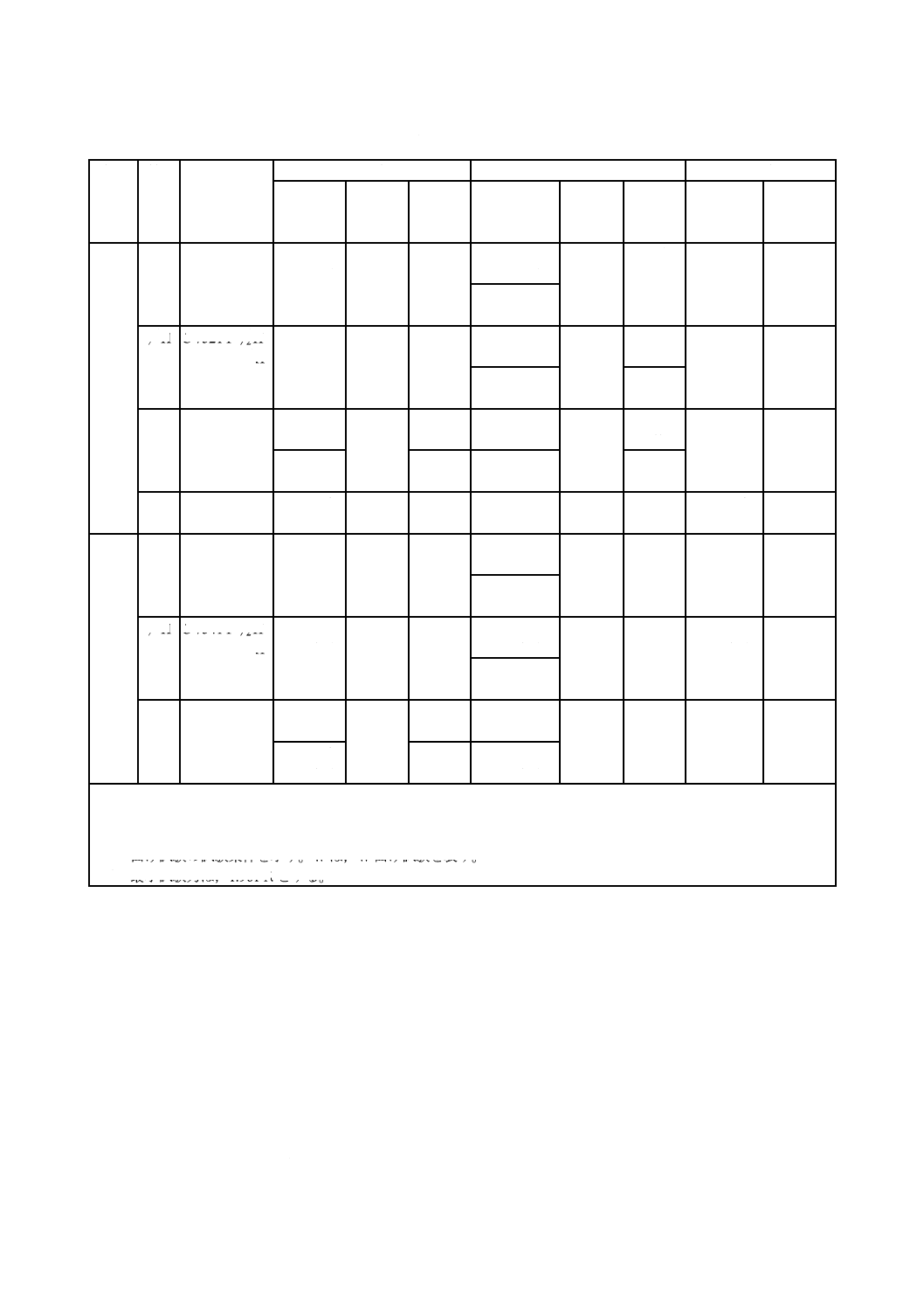
5.3
機械的性質
板及び条は7.2,7.3及び7.4によって試験を行い,その機械的性質(引張強さ,伸び,曲げ性及び硬さ)
は,表3による。ただし,板厚0.10 mm未満の引張試験については,適用しない。
なお,曲げ性及び硬さは,注文者の要求がある場合に限って適用し,表3による。曲げ試験では,曲げ
た部分の外側に割れが生じてはならない。この場合,割れの判定の対象にしない端部からの距離は,製造
業者の判断による。ただし,特に要求がある場合は,判断の対象としない端部からの距離は受渡当事者間
の協定による。硬さ試験を適用した場合は,引張強さ及び伸びは適用しない。
4
H 3110:2018
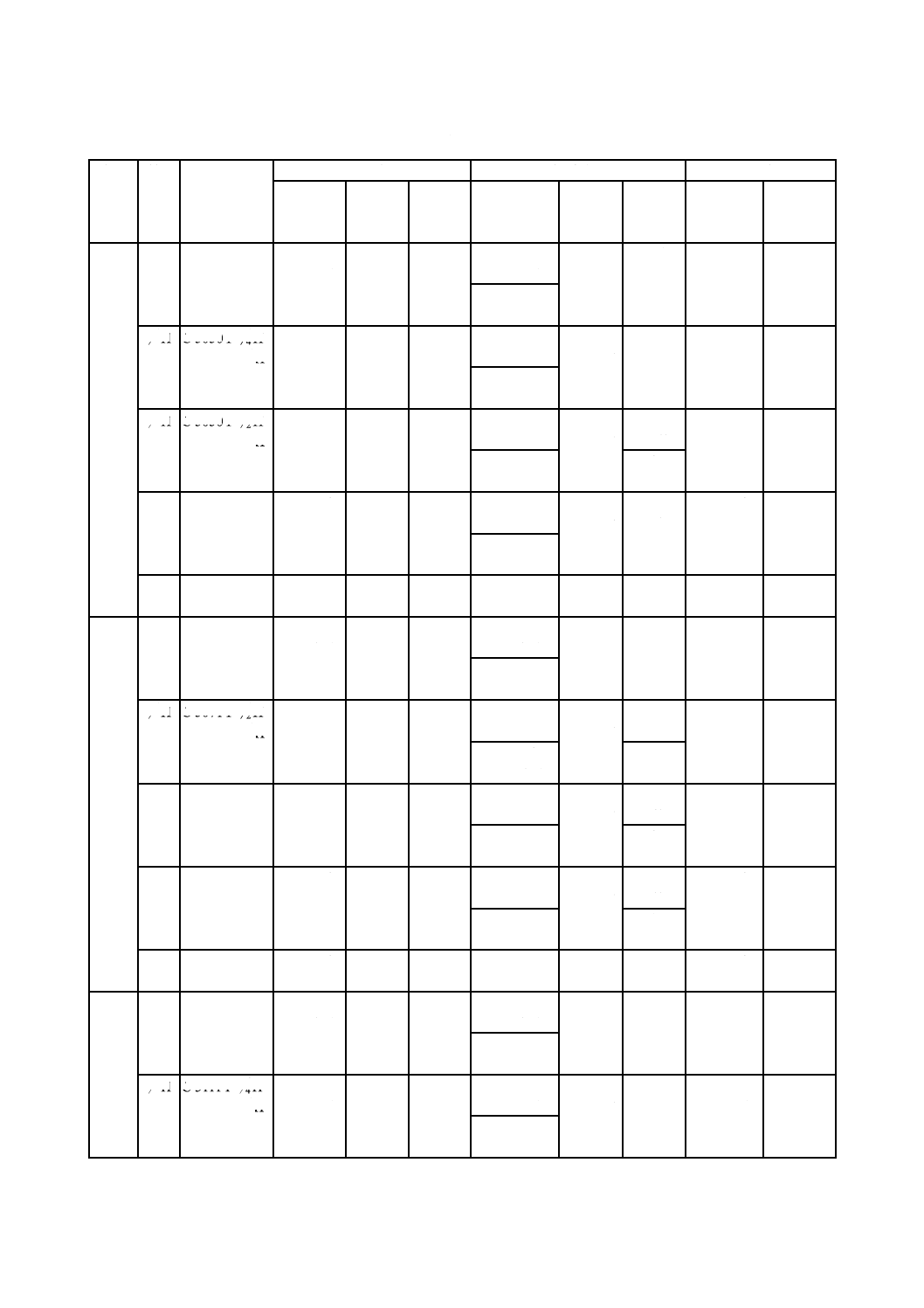
表3−板及び条の機械的性質
合金
番号
質別
製品記号
引張試験
曲げ試験
硬さ試験
厚さの
区分
mm
引張
強さ
N/mm2
伸び
%
厚さの
区分a)
mm
曲げ
角度b)
内側
半径b)
厚さの
区分
mm
ビッカー
ス硬さc)
HV
C 5050
O
C 5050 P-O
C 5050 R-O
0.10以上
5.0以下
240以上 40以上
0.10以上
1.6以下
180°
密着
−
−
0.10以上
0.50以下
4
1H C 5050 P-4
1H
C 5050 R-4
1H
0.10以上
5.0以下
240〜330 30以上
0.10以上
1.6以下
180°
又はW
厚さの
0.5倍
0.15以上
5.0以下
60〜120
0.10以上
0.50以下
2
1H C 5050 P-2
1H
C 5050 R-2
1H
0.10以上
5.0以下
330〜450 10以上
0.10以上
1.6以下
180°
又はW
厚さの
0.5倍
0.10以上
5.0以下
90〜155
0.10以上
0.50以下
厚さの
1倍
H
C 5050 P-H
C 5050 R-H
0.10以上
5.0以下
390〜500 3以上
0.10以上
1.6以下
180°
又はW
厚さの
2倍
0.10以上
5.0以下
120〜165
0.10以上
0.50以下
EH C 5050 P-EH
C 5050 R-EH
0.10以上
5.0以下
460以上
−
−
−
−
0.05以上
5.0以下
140以上
C 5071
O
C 5071 P-O
C 5071 R-O
0.10以上
5.0以下
315以上 30以上
0.10以上
1.6以下
180°
密着
−
−
0.10以上
0.5以下
2
1H C 5071 P-2
1H
C 5071 R-2
1H
0.10以上
5.0以下
410〜510 10以上
0.10以上
1.6以下
180°
又はW
厚さの
1倍
0.10以上
5.0以下
125〜165
0.10以上.
0.50以下
厚さの
2倍
H
C 5071 P-H
C 5071 R-H
0.10以上
5.0以下
490〜590 5以上
0.10以上
1.6以下
180°
又はW
厚さの
2倍
0.10以上
5.0以下
150〜185
0.10以上.
0.50以下
厚さの
4倍
EH C 5071 P-EH
C 5071 R-EH
0.10以上
5.0以下
540〜635 2以上
0.05以上
1.6以下
180°
又はW
厚さの
3倍
0.05以上
5.0以下
175〜205
0.05以上.
0.50以下
厚さの
6倍
SH C 5071 P-SH
C 5071 R-SH
0.10以上
5.0以下
610〜705
−
−
−
−
0.05以上
5.0以下
185以上
C 5111
O
C 5111 P-O
C 5111 R-O
0.10以上
5.0以下
295以上 38以上
0.10以上
1.6以下
180°
密着
−
−
0.10以上
0.5以下
4
1H C 5111 P-4
1H
C 5111 R-4
1H
0.10以上
5.0以下
345〜440 25以上
0.10以上
1.6以下
180°
又はW
厚さの
0.5倍
0.15以上
5.0以下
80〜150
0.10以上
0.50以下
5
H 3110:2018
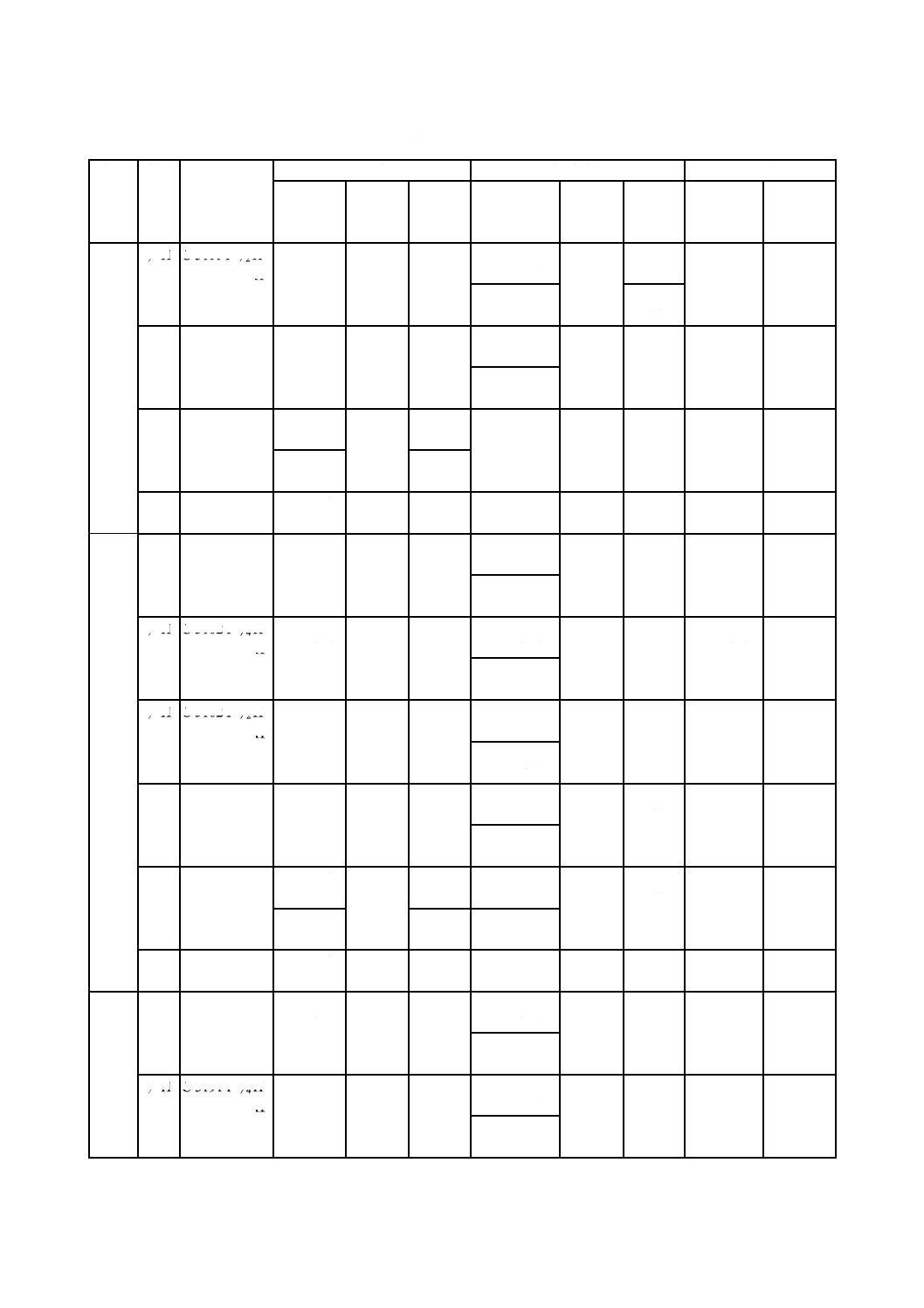
表3−板及び条の機械的性質(続き)
合金
番号
質別
製品記号
引張試験
曲げ試験
硬さ試験
厚さの
区分
mm
引張
強さ
N/mm2
伸び
%
厚さの
区分a)
mm
曲げ
角度b)
内側
半径b)
厚さの
区分
mm
ビッカー
ス硬さc)
HV
C 5111
2
1H C 5111 P-2
1H
C 5111 R-2
1H
0.10以上
5.0以下
410〜510 12以上
0.10以上
1.6以下
180°
又はW
厚さの
0.5倍
0.10以上
5.0以下
120〜180
0.10以上
0.50以下
厚さの
1倍
H
C 5111 P-H
C 5111 R-H
0.10以上
5.0以下
490〜590 7以上
0.10以上
1.6以下
180°
又はW
厚さの
2倍
0.10以上
5.0以下
150〜200
0.10以上
0.50以下
EH C 5111 P-EH
C 5111 R-EH
0.10以上
0.20未満
570〜660
−
−
−
−
0.05以上
5.0以下
170〜220
0.20以上
5.0以下
3以上
SH C 5111 P-SH
C 5111 R-SH
0.10以上
5.0以下
640以上
−
−
−
−
0.05以上
5.0以下
200以上
C 5102
O
C 5102 P-O
C 5102 R-O
0.10以上
5.0以下
305以上 40以上
0.10以上
1.6以下
180°
密着
−
−
0.10以上
0.50以下
4
1H C 5102 P-4
1H
C 5102 R-4
1H
0.10以上
5.0以下
375〜470 28以上
0.10以上
1.6以下
180°
又はW
厚さの
0.5倍
0.10以上
5.0以下
90〜160
0.10以上
0.50以下
2
1H C 5102 P-2
1H
C 5102 R-2
1H
0.10以上
5.0以下
470〜570 15以上
0.10以上
1.6以下
180°
又はW
厚さの
1倍
0.10以上
5.0以下
130〜190
0.10以上
0.50以下
H
C 5102 P-H
C 5102 R-H
0.10以上
5.0以下
570〜665 7以上
0.10以上
1.6以下
180°
又はW
厚さの
2倍
0.10以上
5.0以下
170〜220
0.10以上
0.50以下
EH C 5102 P-EH
C 5102 R-EH
0.10以上
0.20未満
620〜710
−
0.05以上
0.50以下
180°
又はW
厚さの
3倍
0.05以上
5.0以下
190〜230
0.20以上
5.0以下
4以上
0.05以上
0.50以下
SH C 5102 P-SH
C 5102 R-SH
0.10以上
5.0以下
660以上
−
−
−
−
0.05以上
5.0以下
200以上
C 5191
O
C 5191 P-O
C 5191 R-O
0.10以上
5.0以下
315以上 42以上
0.10以上
1.6以下
180°
又はW
厚さの
0.5倍
−
−
0.10以上
0.50以下
4
1H C 5191 P-4
1H
C 5191 R-4
1H
0.10以上
5.0以下
390〜510 35以上
0.10以上
1.6以下
180°
又はW
厚さの
1倍
0.10以上
5.0以下
100〜160
0.10以上
0.50以下
6
H 3110:2018
表3−板及び条の機械的性質(続き)
合金
番号
質別
製品記号
引張試験
曲げ試験
硬さ試験
厚さの
区分
mm
引張
強さ
N/mm2
伸び
%
厚さの
区分a)
mm
曲げ
角度b)
内側
半径b)
厚さの
区分
mm
ビッカー
ス硬さc)
HV
C 5191
2
1H C 5191 P-2
1H
C 5191 R-2
1H
0.10以上
5.0以下
490〜610 20以上
0.10以上
1.6以下
180°
又はW
厚さの
1.5倍
0.10以上
5.0以下
150〜205
0.10以上
0.50以下
H
C 5191 P-H
C 5191 R-H
0.10以上
5.0以下
590〜685 8以上
0.10以上
1.6以下
180°
又はW
厚さの
2倍
0.10以上
5.0以下
180〜230
0.10以上
0.50以下
EH C 5191 P-EH
C 5191 R-EH
0.10以上
0.20未満
635〜720
−
−
−
−
0.05以上
5.0以下
200〜240
0.20以上
5.0以下
5以上
SH C 5191 P-SH
C 5191 R-SH
0.10以上
5.0以下
690以上
−
−
−
−
0.05以上
5.0以下
210以上
C 5212
O
C 5212 P-O
C 5212 R-O
0.10以上
5.0以下
345以上 45以上
0.10以上
1.6以下
180°
又はW
厚さの
0.5倍
−
−
0.10以上
0.50以下
4
1H C 5212 P-4
1H
C 5212 R-4
1H
0.10以上
5.0以下
390〜510 40以上
0.10以上
1.6以下
180°
又はW
厚さの
1倍
0.10以上
5.0以下
100〜160
0.10以上
0.50以下
2
1H C 5212 P-2
1H
C 5212 R-2
1H
0.10以上
5.0以下
490〜610 30以上
0.10以上
1.6以下
180°
又はW
厚さの
1.5倍
0.10以上
5.0以下
150〜205
0.10以上
0.50以下
H
C 5212 P-H
C 5212 R-H
0.10以上
5.0以下
590〜705 12以上
0.10以上
1.6以下
180°
又はW
厚さの
3倍
0.10以上
5.0以下
180〜235
0.10以上
0.50以下
EH C 5212 P-EH
C 5212 R-EH
0.10以上
0.20未満
685以上
−
−
−
−
0.05以上
5.0以下
210以上
0.20以上
5.0以下
5以上
C 7451
O
C 7451 P-O
C 7451 R-O
0.10以上
5.0以下
325以上 20以上
0.10以上
1.6以下
180°
密着
−
−
0.10以上
1.6以下
2
1H C 7451 P-2
1H
C 7451 R-2
1H
0.10以上
5.0以下
390〜510 5以上
0.10以上
1.6以下
180°
又はW
厚さの
1倍
0.10以上
5.0以下
105〜155
0.10以上
1.6以下
7
H 3110:2018
表3−板及び条の機械的性質(続き)
合金
番号
質別
製品記号
引張試験
曲げ試験
硬さ試験
厚さの
区分
mm
引張
強さ
N/mm2
伸び
%
厚さの
区分a)
mm
曲げ
角度b)
内側
半径b)
厚さの
区分
mm
ビッカー
ス硬さc)
HV
C 7521
O
C 7521 P-O
C 7521 R-O
0.10以上
5.0以下
375以上 20以上
0.10以上
1.6以下
180°
密着
−
−
0.10以上
0.50以下
2
1H C 7521 P-2
1H
C 7521 R-2
1H
0.10以上
5.0以下
440〜570 5以上
0.10以上
1.6以下
180°
又はW
厚さの
1倍
0.10以上
5.0以下
120〜180
0.10以上
0.50以下
厚さの
2倍
H
C 7521 P-H
C 7521 R-H
0.10以上
0.15未満
540〜640
−
0.10以上
1.6以下
180°
又はW
厚さの
2倍
0.10以上
5.0以下
150〜210
0.15以上
5.0以下
3以上
0.10以上
0.50以下
厚さの
4倍
EH C 7521 P-EH
C 7521 R-EH
0.10以上
5.0以下
610以上
−
−
−
−
0.05以上
5.0以下
185以上
C 7541
O
C 7541 P-O
C 7541 R-O
0.10以上
5.0以下
355以上 20以上
0.10以上
1.6以下
180°
密着
−
−
0.10以上
0.50以下
2
1H C 7541 P-2
1H
C 7541 R-2
1H
0.10以上
5.0以下
410〜540 5以上
0.10以上
1.6以下
180°
又はW
厚さの
1倍
0.10以上
5.0以下
110〜170
0.10以上
1.6以下
H
C 7541 P-H
C 7541 R-H
0.10以上
0.15未満
490以上
−
0.10以上
1.6以下
180°
又はW
厚さの
2倍
0.10以上
5.0以下
135以上
0.15以上
5.0以下
3以上
0.10以上
1.6以下
注記 1 N/mm2=1 MPa
注a) 各欄の上段は,試験片を板又は条の圧延方向に取った場合,下段は,試験片を板又は条の圧延方向と直角に取っ
た場合を示す。
b) 曲げ試験の試験条件を示す。Wは,W曲げ試験を表す。
c) 最小試験力は,1.961 Nとする。
6
寸法及びその許容差並びに形状の許容値
6.1
寸法
板及び条の厚さの代表寸法を,参考として表A.1及び表A.2に示す。
6.2
条のコイルの内径
条のコイルの代表内径を,参考として表A.3に示す。
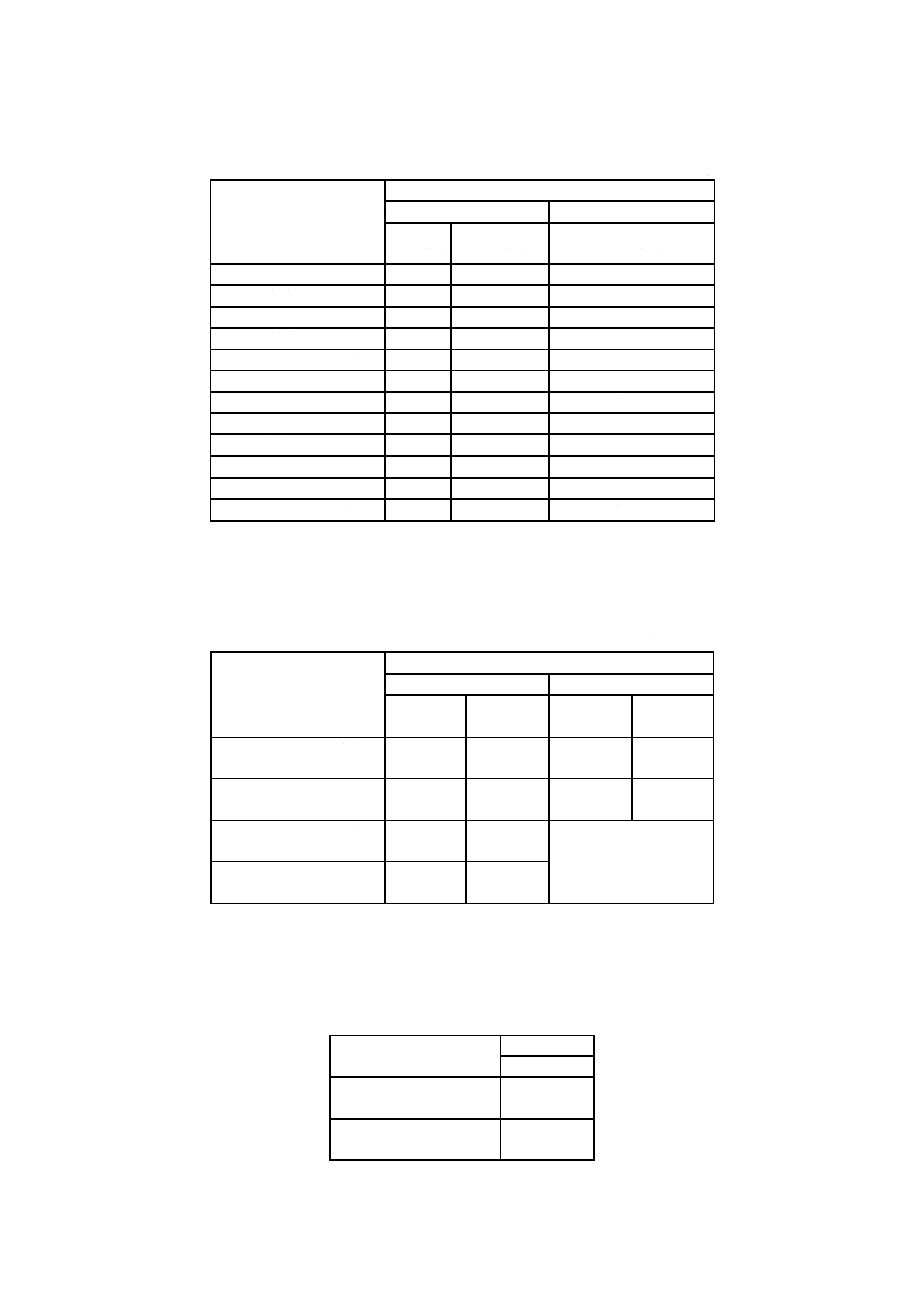
6.3
寸法の許容差
板及び条の寸法の許容差は,次による。
なお,条の幅6 mm未満の寸法の許容差は,製造業者の判断による。ただし,特に要求がある場合は,
受渡当事者間の協定によって許容差を決めてもよい。
a) 厚さの許容差 板及び条の厚さの許容差は,表4による。
8
H 3110:2018
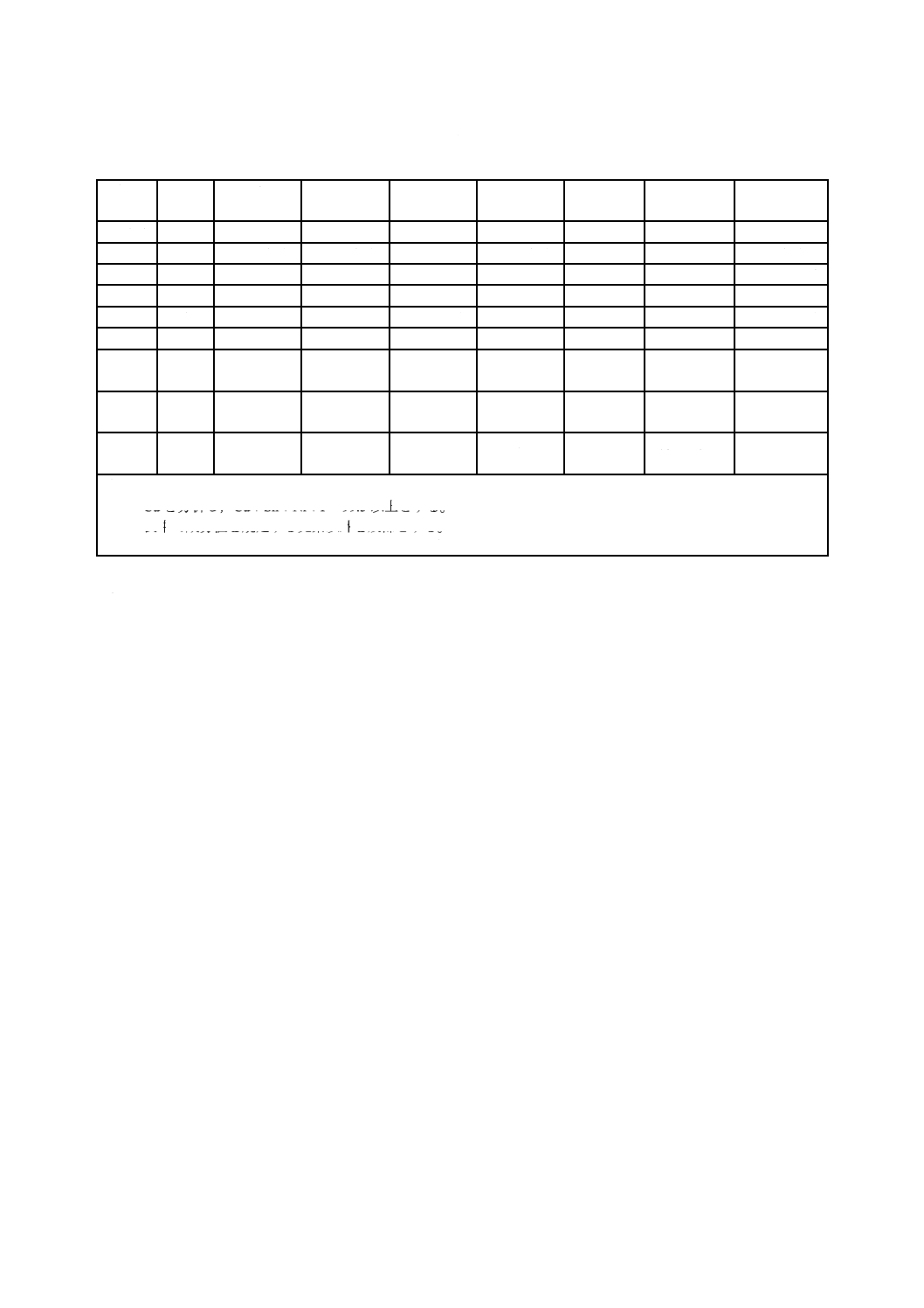
表4−板及び条の厚さの許容差
単位 mm
厚さ
幅
板
条
400以下
400を超え
650以下
6以上
200以下
0.05以上
0.08以下
±0.005
−
±0.005
0.08を超え 0.15以下
±0.008
−
±0.008
0.15を超え 0.25以下
±0.013
−
±0.013
0.25を超え 0.40以下
±0.018
−
±0.018
0.40を超え 0.55以下
±0.020
±0.045
±0.020
0.55を超え 0.70以下
±0.025
±0.050
±0.025
0.70を超え 0.90以下
±0.030
±0.060
±0.030
0.90を超え 1.2以下
±0.035
±0.070
±0.035
1.2を超え 1.5以下
±0.045
±0.080
±0.045
1.5を超え 2.0以下
±0.050
±0.090
±0.050
2.0を超え 3.0以下
±0.060
±0.100
±0.060
3.0を超え 5.0以下
±0.080
±0.120
±0.080
b) 幅の許容差 板及び条の幅の許容差は,表5による。
表5−板及び条の幅の許容差
単位 mm
厚さ
幅
板
条
200以下
200を超え
650以下
6以上
100以下
100を超え
200以下
0.05以上
0.55以下
+2
0
+3
0
±0.1
±0.2
0.55を超え 2.0以下
+2
0
+3
0
±0.2
±0.3
2.0を超え 3.0以下
+3
0
+4
0
−
3.0を超え 5.0以下
+4
0
+6
0
c) 板の長さの許容差 板の長さの許容差は,表6による。
表6−板の長さの許容差
単位 mm
厚さ
長さ
1 200以下
0.05以上
0.90以下
+8
0
0.90を超え 5.0以下
+10
0
9
H 3110:2018
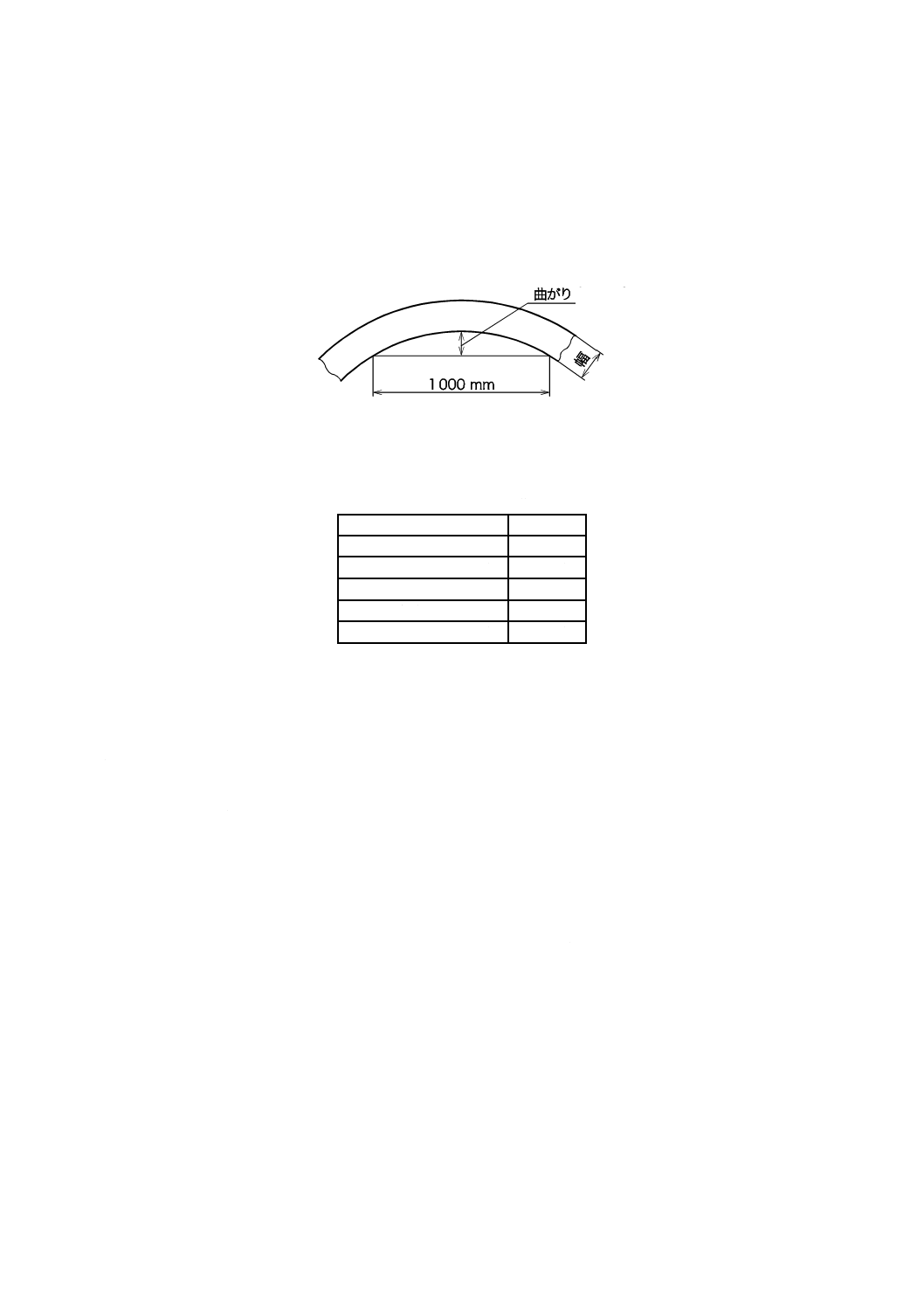
6.4
条の曲がりの許容値
条の曲がりの許容値は,表7による。条の曲がりとは,図1に示すように任意の箇所の基準の長さ1 000
mmに対する弧の深さをいう。
なお,条の幅6 mm未満の曲がりの許容値は,製造業者の判断による。ただし,特に要求がある場合は,
受渡当事者間の協定によって許容値を決めてもよい。
図1−条の曲がり
表7−条の曲がりの許容値
単位 mm
幅
許容値
6以上
9以下
5以下
9を超え
13以下
4以下
13を超え
50以下
3以下
50を超え 100以下
2以下
100を超え 200以下
1以下
7
試験
7.1
分析試験
分析試験は,次による。
a) 分析用試料の採取方法 分析用試料は,鋳造時に必要量を採取する。
なお,鋳塊又は製品から採取してもよい。
b) 分析方法 化学成分の分析試験は,次による。
JIS H 1051,JIS H 1052,JIS H 1053,JIS H 1054,JIS H 1055,JIS H 1056,JIS H 1058,JIS H 1062
ただし,JIS H 1292に規定する定量元素及び定量範囲にある化学成分の分析試験にあっては,JIS H
1292によってもよい。
7.2
引張試験
引張試験は,JIS Z 2241による。試験に用いる試験片は,板又は条の圧延方向に取った5号試験片とす
る。
なお,5号試験片が取れない場合は,13B号試験片とする。また,引張試験片が規定の寸法どおりに採
取できない場合の引張試験方法は,受渡当事者間の協定による。引張試験ができない場合は,硬さ試験と
する。
7.3
曲げ試験
曲げ試験は,次による。
a) 試験方法及び試験片の採取方法 曲げ試験は,180°曲げ試験又はW曲げ試験による。試験片は,板
又は条の圧延方向又は圧延方向に直角の方向に取るものとし,その寸法は,幅10 mm以上,長さ30 mm
10
H 3110:2018
以上とする。切断によってできた側面は,必要に応じて機械仕上げを行う。曲げ試験法及び試験片の
採取方向の選択は,受渡当事者間の協定による。
b) 180°曲げ試験 180°曲げ試験は,JIS Z 2248による。
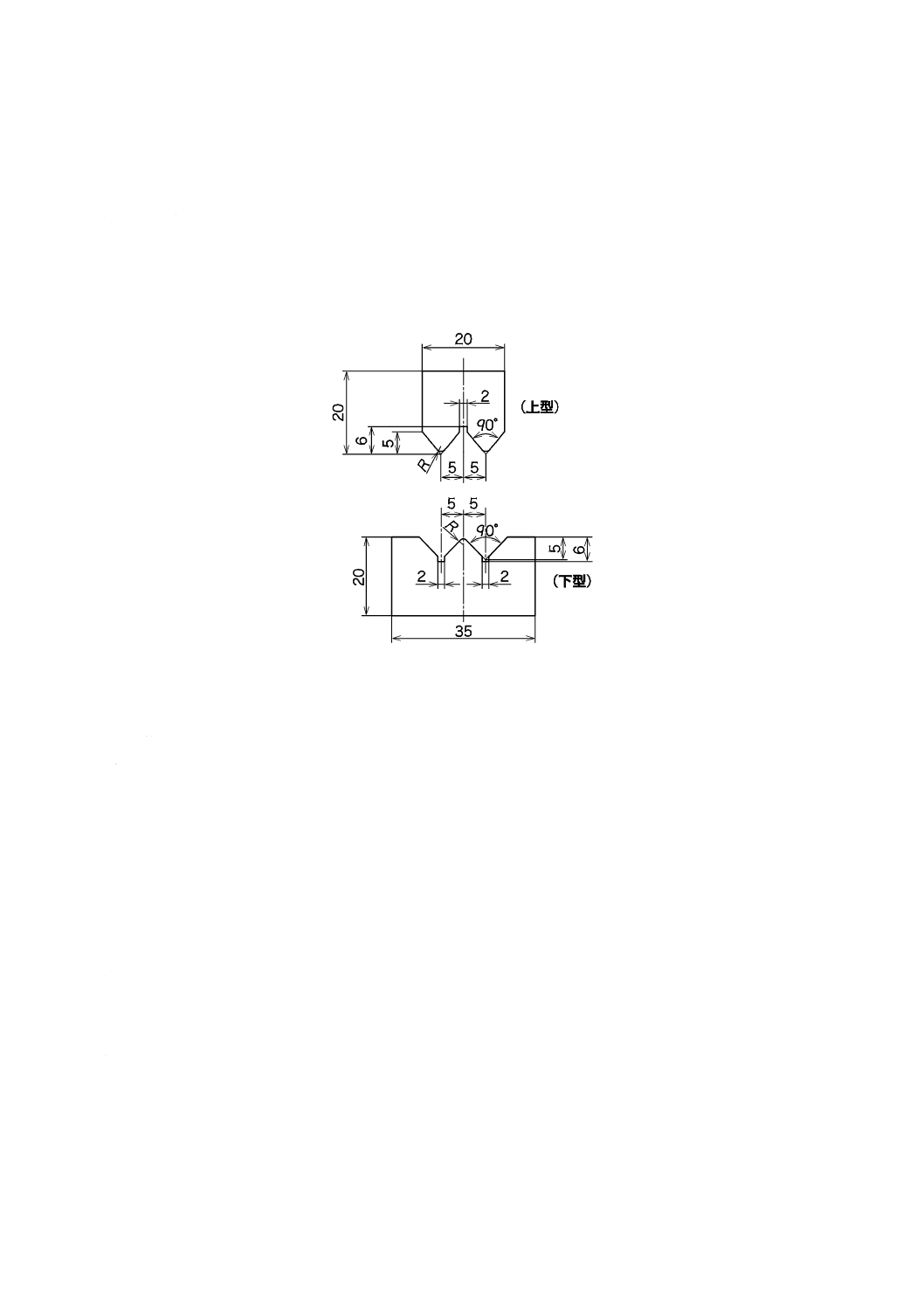
c) W曲げ試験 W曲げ試験は,次による。
1) 試験用ジグの形状及び寸法は,図2による。
なお,試験用ジグの幅は,20 mm以上とする。
単位 mm
図2−W曲げ試験用ジグ
2) 標準曲げ半径(R)は,表3のW曲げ試験の規定する内側半径を超えない内側半径の試験用ジグを
使用する。
3) 試験方法は,試験片を試験用ジグの下型に載せ,その下型に上型を当てて,ハンドプレス又は油圧
によって所定の形に曲げる。この場合,試験用ジグの上型の上面と下型の下面とは,互いに平行で
なければならない。
7.4
硬さ試験
硬さ試験は,JIS Z 2244によって,板又は条の表面(上面又は下面)について行う。
8
検査
検査は,次によるほか,JIS H 0321による。
a) 検査の頻度は,製造業者の判断による。ただし,特に要求がある場合は,受渡当事者の協定による。
b) 外観は,5.1の規定に適合しなければならない。
c) 化学成分は,5.2の規定に適合しなければならない。
d) 機械的性質は,5.3の規定に適合しなければならない。
e) 寸法及びその許容差は,箇条6の規定に適合しなければならない。
11
H 3110:2018
9
表示
板及び条は,1包装ごと,1巻ごと又は1製品ごとに,貼付ラベルなど適切な方法によって,次の事項を
表示しなければならない。
a) 規格番号及び製品記号
例 JIS H 3110 C 5050 P-4
1H
b) 寸法
例1 板の場合 0.20×180×1 200 mm(厚さ×幅×長さ)
例2 条の場合 0.20×20 mm(厚さ×幅)
c) 製造番号
d) 製造業者名又はその略号
10 報告
製造業者は,受注時に注文者から要求がある場合,受渡当事者間で同意した試験及び/又は検査の成績
を記載した報告書(成績書)を注文者へ提出しなければならない。
12
H 3110:2018
附属書A
(参考)
板及び条の代表寸法及び条のコイルの代表内径
板の厚さは0.05〜5.0 mm,条の厚さは0.05〜3.0 mm,板及び条の幅は400 mm以下,板の長さは1 200 mm
以下のものとし,その代表厚さは,表A.1及び表A.2による。また,条のコイルの代表内径は,表A.3に
よる。
注記 代表寸法とは,市場に広く流通している寸法をいう。
表A.1−板の厚さの代表寸法
単位 mm
0.05,0.08,0.10,0.12,0.15,0.18,0.20,0.25,0.30,0.35,0.40,0.50,0.60,0.80,
0.90,1.0,1.2,1.5,2.0,3.0,5.0
表A.2−条の厚さの代表寸法
単位 mm
0.05,0.08,0.10,0.12,0.15,0.18,0.20,0.25,0.30,0.35,0.40,0.50,0.60,0.80,
0.90,1.0,1.2,1.5,2.0,3.0
表A.3−条のコイルの代表内径
単位 mm
厚さ
コイルの内径
200
250
300
400
500
0.05以上
0.25以下
○
○
○
○
○
0.25を超え
0.70以下
−
○
○
○
○
0.70を超え
1.5以下
−
−
○
○
○
1.5を超え
3.0以下
−
−
−
○
○