H 0500 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
今回の制定では,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成,及び日
本工業規格を基礎にした国際規格の提案を容易にするために,ISO 197/1, Copper and copper alloys−Terms
and definitions−Part 1 : Materials, ISO 197/2, Copper and copper alloys−Terms and definitions−Part 2 :
Unwrought products (Refinery shapes), ISO 197/3, Copper and copper alloys−Terms and definitions−Part 3 :
Wrought products, ISO 197/4, Copper and copper alloys−Terms and definitions−Part 4 : Castings, ISO 197/5,
Copper and copper alloys−Terms and definitions−Part 5 : Methods of processing and treatmentを基礎として用
いた。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 0500 : 1998
伸銅品用語
Glossary of terms used in wrought copper
and copper alloys
序文 この規格は,1983年に第1版として発行されたISO 197/1, Copper and copper alloys−Terms and
definitions−Part 1 : Materials, ISO 197/2, Copper and copper alloys−Terms and definitions−Part 2 : Unwrought
products (Refinery shapes), ISO 197/3, Copper and copper alloys−Terms and definitions−Part 3 : Wrought
products, ISO 197/4, Copper and copper alloys−Terms and definitions−Part 4 : Castings, ISO 197/5, Copper and
copper alloys−Terms and definitions−Part 5 : Methods of processing and treatmentを元に,対応する部分(用語)
については対応国際規格を翻訳し,技術的内容を変更することなく作成した日本工業規格であるが,対応
国際規格には規定されていない規定項目についても日本工業規格として追加している。
1. 適用範囲 この規格は,伸銅品の種類,加工,熱処理,品質,性能,試験などに関連する主な用語と
その定義について規定する。
備考1. 伸銅品とは,圧延,押出し,引抜き,鍛造などの熱間又は冷間の塑性加工によって造られた
銅及び銅合金の板,条,管,棒,線などの製品の総称。
2. この規格の対応国際規格を,次に示す。
ISO 197/1 : 1983 Copper and copper alloys−Terms and definitions−Part 1 : Materials
ISO 197/2 : 1983 Copper and copper alloys−Terms and definitions−Part 2 : Unwrought products
(Refinery shapes)
ISO 197/3 : 1983 Copper and copper alloys−Terms and definitions−Part 3 : Wrought products
ISO 197/4 : 1983 Copper and copper alloys−Terms and definitions−Part 4 : Castings
ISO 197/5 : 1980 Copper and copper alloys−Terms and definitions−Part 5 : Methods of processing
and treatment
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS H 2121 電気銅地金
JIS H 2501 りん銅地金
JIS H 2504 ベリリウム銅地金
JIS H 3100 銅及び銅合金の板及び条
JIS H 3140 銅ブスバー
JIS H 3401 銅及び銅合金の管継手
2
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 2241 金属材料引張試験方法
JIS Z 2243 ブリネル硬さ試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験方法
JIS Z 2246 ショア硬さ試験方法
3. 分類 伸銅品用語の分類は,次のとおりとする。
a) 伸銅晶の種類
1) 合金別
2) 製造方法別
3) 製品形状別
4) 用途別
5) その他
b) 加工・熱処理
1) 溶解・鋳造
2) 熱間加工
3) 冷間加工
4) 仕上げ加工
5) 熱処理
6) 接合・その他
c) 品質・性能
1) 機械的特性
2) その他の特性
3) 寸法・形状
4) 表面品質
d) 試験
1) 機械的・物理的特性試験
2) その他の試験
e) その他
1) 金属一般
2) 腐食
3) 管継手
4) 非精製銅・精製銅
5) 鋳物
6) その他
4. 番号,用語及び定義 番号,用語及び定義は,次のとおりとする。
なお,定義の後に参考として補足説明と欄外に対応英語を示す。
備考1. 一つの用語欄に二つの用語が併記してある場合は,記載順に優先的に使用する。
2. 用語の読み方が紛らわしいものは,用語の下に読み方を ( ) を付けて示す。
3
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 伸銅品の種類の定義中に,JIS製品規格で規定している対応合金番号を参考のために ( ) の
中に示す。
4. 定義の中でこの規格に規定している用語が出てきた場合,その用語の後に ( ) を付けてそ
の番号を参考のために示す。
5. 規定している用語のJISがある場合,定義の後に ( ) でそのJIS番号を参考のために示す。
a) 伸銅品の種類
1) 合金別
番号
用語
定義
対応英語(参考)
1100 銅
銅99.90%以上の金属。
参考 代表的なものに無酸素銅(1101参照),タフ
ピッチ銅(1102参照),りん脱酸銅(1103参
照)などがある。
copper
1101 無酸素銅
酸化銅 (I) [Cu2O] (5105参照)や残留脱酸剤を含まな
い銅99.96%以上の金属 (C 1011, C 1020)。
参考 電気・熱の伝導性に優れ,還元性雰囲気中で
高温加熱しても水素ぜい化を起こさない。
oxygen-free copper
1102 タフピッチ銅
酸化銅 (I) [Cu2O] (5105参照)の状態で酸素を0.02〜
0.05%含む銅99.90%以上の金属 (C 1100)。
参考 電気・熱の伝導性に優れるが,還元性雰囲気
中で高温加熱すると水素ぜい化を起こす場
合がある。
tough pitch copper
1103 りん脱酸銅
りんによって脱酸(2120参照)され,酸化銅 (I) [Cu2O]
(5105参照)を含まない銅99.90%以上の金属 (C 1201
〜C 1221)。
参考 残留りん量によって高りん脱酸銅と低りん
脱酸銅とがある。前者は,水素ぜい化の心配
はないが,導電性が低下する。後者は,導電
性の低下は少ないが,条件によっては水素ぜ
い化のおそれもある。
phosphorous-deoxidized
copper
1110 すず入り銅
銅にすずを0.05〜0.2%,りんを0.04%以下添加した高銅
合金(1191参照)。
参考 耐熱性が向上し,リードフレーム,ラジエー
タ用フィンなどに用いられる。
tin bearing copper
1111 銀入り銅
銅に銀を0.08〜0.25%添加した高銅合金(1191参照)。
参考 耐熱性が向上し,JIS C 2801(整流子片)な
どに用いられる。
silver bearing copper
1112 ジルコニウム銅
銅にジルコニウムを0.02〜0.2%添加した析出硬化形の
高銅合金(1191参照)。
参考 強度,導電性,耐熱性に優れ,リードフレー
ムなどに用いられる。
copper-zirconium alloys
1113 クロム銅
銅にクロムを0.4〜1.2%添加した析出硬化形の高銅合金
(1191参照)。
参考 耐熱性,導電性に優れ,抵抗溶接用電極など
に用いられる。
copper-chromium alloys
1114 テルル銅
銅にテルルを0.3〜2.0%添加した高銅合金(1191参照)。
参考 被削性(3172参照)に優れ,放電加工用電極,
トーチ火口(ひぐち)などの切削加工材に用
いられる。
copper-tellurium alloys
4
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1115 チタン銅
銅にチタンを1.0〜4.0%添加した析出硬化形の高銅合金
(1191参照)。
参考 冷間加工(2300参照)と時効硬化(2535参
照)処理によってベリリウム銅(1116参照)
に匹敵する強度が得られ,ばね材料などに用
いられる。
copper-titanium alloys
1116 ベリリウム銅
銅にベリリウム0.4〜2.2%と少量のコバルト,ニッケル
及び鉄を添加した析出硬化形の高銅合金(1191参照)。
参考 冷間加工(2300参照)と時効硬化(2535参
照)処理によって鋼に匹敵する強度が得ら
れ,ばね材料などに用いられる。
copper-beryllium alloys
1117 快削ベリリウム銅
銅にベリリウム0.4〜2.0%,鉛0.2〜1.2%に少量のコバ
ルト,ニッケル及び鉄を添加した析出硬化形の高銅合金
(1191参照)。
参考 鉛を添加してベリリウム銅の被削性(3172参
照)を改良したもので,通常,棒として供給
されコネクタなどに用いられる。
free-cutting
copper-beryllium alloys
1118 鉄入り銅
銅に鉄を0.1〜2.6%,りんを0.01〜0.3%添加した析出硬
化形の高銅合金(1191参照)。
参考 時効硬化(2535参照)処理によって強度,耐
熱性及び導電性を高めることができ,リード
フレームなどに用いられる。
copper-iron alloys
1119 含りん銅
りん脱酸銅(1103参照)のりん上限値 (0.040%) 以上の
りんを添加した銅。
参考 銅めっきのアノードとして用いられる。
high phosphorous copper
1130 丹銅
銅78.5〜96.0%,残り亜鉛からなる合金(5100参照) (C
2100〜C 2400)。
参考 淡紅色の色調を呈することによってこの名
称がある。建材,装身具などに用いられる。
red brass
1131 黄銅
銅を主成分 (59.0〜71.5%) とする亜鉛との合金(5100
参照) (C 2600〜C 2801)。
参考1. ただし,亜鉛以外の元素の添加がある場合
は,次のすべてを満たすこと。
a) 亜鉛の量が他の各元素より大
b) ニッケル含有量は5%以下
c) すず含有量は3.5%以下
2. 銅と亜鉛の割合によって60/40黄銅,65/35
黄銅,70/30黄銅と呼ばれる場合もある。
copper-zinc alloys ;
brass
1132 快削黄銅
銅56.0〜63.0%,鉛1.8〜4.5%,残り亜鉛からなる合金
(5100参照) (C 3560〜C 3713)。
参考 鉛を添加して黄銅(1131参照)の被削性(3172
参照)を改良したもので,銅合金中で最高の
被削性をもち,切削加工によってねじ,歯車
などに仕上げられ,機械部品などに用いられ
る。
free-cutting brass
1133 鍛造用黄銅
銅57.0〜62.0%,鉛0.25〜2.5%,残り亜鉛からなる合金
(5100参照) (C 3712, C 3771)。
参考 被削性(3172参照)を害することなく,熱間
鍛造性(2240参照)を付与したものである。
バルブ,機械部品などに用いられる。
brass for forging ;
forging brass
5
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1134 高力黄銅
銅55.0〜60.5%の黄銅(1131参照)にアルミニウム2.0%
以下,マンガン3.0%以下,鉄1.5%以下を添加した合金
(5100参照) (C 6782, C 6783)。
参考 黄銅に高強度をもたせたもので,船舶用プロ
ペラ軸,ポンプ軸などに用いられる。
high strength brass
1135 すず入り黄銅
銅80.0〜95.0%,すず1.5〜3.5%,残り亜鉛からなる合金
(5100参照)。
参考 強度,ばね性に優れ,コネクタなどに用いら
れる。
tin bearing brass
1136 アドミラルティ黄銅
銅70.0〜73.0%,すず0.9〜1.2%,ひ素0.02〜0.06%,残
り亜鉛からなる合金(5100参照) (C 4430)。
参考 主に淡水を冷却水とする熱交換器管として
用いられる。英国で開発され,軍艦の復水器
管として用いられたので,この名がある。
admiralty brass
1137 ネーバル黄銅
銅59.0〜64.0%,すず0.50〜1.5%,残り亜鉛からなる合
金(5100参照) (C 4621〜C 4641)。
参考 強度と耐海水性に優れている。管板(1305参
照),その他海洋構造材として用いられる。
naval brass
1138 アルミニウム黄銅
銅76.0〜79.0%,アルミニウム1.8〜2.5%,ひ素0.02〜
0.06%,残り亜鉛からなる合金(5100参照) (C 6870)。
参考 耐海水性に優れ,熱交換器及び復水器用伝熱
管に用いられる。けい素,ニッケルなどを少
量添加したものもある (C 6871, C 6872)。
aluminium brass
1150 青銅
銅を主成分とするすずとの合金(5100参照)。
copper-tin alloys ;
bronze
1151 りん青銅
銅を主成分として,すず3.5〜9.0%,りん0.03〜0.35%
を含む合金(5100参照) (C 5102, C 5111, C 5191, C 5210,
C 5212)。
参考 ばね性に優れ,電気機器用ばね材などに用い
られる。すず1.0〜3.5%の低すずりん青銅も
ある。
phosphor bronze
1152 快削りん青銅
銅を主成分として,すず3.5〜5.8%,りん0.01〜0.50%,
鉛0.8〜4.5%,亜鉛4.5%以下を含む合金(5100参照) (C
5341, C 5441)。
参考 鉛を添加してりん青銅(1151参照)の被削性
(3172参照)を改良した合金で,コネクタな
どに用いられる。
free-cutting phosphor
bronze
1153 アルミニウム青銅
銅77.0〜92.5%,アルミニウム6.0〜12.0%,鉄1.5〜6.0%,
ニッケル7.0%以下,マンガン2.0%以下からなる合金
(5100参照) (C 6140〜C 6301)。
参考 強度,耐食性,耐摩耗性に優れ,車両機械,
船舶用部品などに用いられる。
copper-aluminium alloys ;
aluminium bronze
1170 白銅
銅を主成分として,ニッケル9.0〜33.0%,鉄0.40〜2.3%
マンガン0.20〜2.5%,亜鉛1.0%以下を含む合金(5100
参照) (C 7060〜C 7164)。
参考 耐海水性と高温強度に優れ,熱交換器用伝熱
管として用いられる。銅74.0〜76.0%,ニッ
ケル24.0〜26.0%の貨幣用の合金もある。
copper-nickel alloys ; cupro
nickel
6
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1180 洋白
銅54.0〜75.0%,ニッケル5.0%以上,マンガン0〜0.50%,
残り亜鉛からなる合金(5100参照) (C 7351〜C 7701)。
参考 銀白色を呈し,耐疲労性,耐食性に優れ,水
晶振動子キャップ,洋食器などに用いられ
る。
copper-nickel-zinc alloys ;
nickel silver
1181 快削洋白
銅60.0〜64.0%,ニッケル16.5〜19.5%,鉛0.8〜1.8%,
マンガン0〜0.50%,残り亜鉛ならなる合金(5100参照)
(C 7941)。
参考 洋白(1180参照)に鉛を添加して被削性(3172
参照)を改良した合金で,ねじ,かぎなどに
用いられる。
free-cutting nickel silver
1190 銅合金
銅を主成分とし,それに合金元素(5101参照)を添加
した合金(5100参照) (C 7941)。
copper alloys
1191 高銅合金
銅を主成分とし,それに合金元素(5101参照)を添加
し,銅96.0%以上で他の合金系に属さないもの(1110〜
1118参照)。
high copper alloys
1192 合金番号
材料の種類を表す番号。
参考 伸銅品(1201参照)の材質記号は,Cと4け
たの数字で表す。
1位 2位 3位 4位 5位
第1位 銅及び銅合金を表すC。
第2位 主要添加元素による合金の系統を表す。
1: Cu・高Cu系合金
2: Cu-Zn系合金
3: Cu-Zn-Pb系合金
4: Cu-Zn-Sn系合金
5: Cu-Sn系合金・Cu-Sn-Pb系合金
6: Cu-Al系合金・Cu-Si系合金・特殊Cu-Zn系合金
7: Cu-Ni系合金・Cu-Ni-Zn系合金
第3位〜5位 合金系統内における各合金の区別を示す
(原則として銅分の多い順)。
alloy number
1193 形状記号
英語名の頭文字をとって,板,条,管,棒,線などの形
状別の種類を示した記号。
P:板 (Plate), T:管 (Tube), W:線 (Wire),
R:条 (Ribbon), B:棒 (Bar)
shape designation
2) 製造方法別
番号
用語
定義
対応英語(参考)
1200 展伸材
圧延(2201及び2301参照),押出し(2220参照),引抜
き(2320参照),鍛造(2240及び2340参照)などの熱
間又は冷間の塑性加工によって造られた板,条,管,棒,
線などの製品の総称。
wrought products
1201 伸銅品
圧延(2201及び2301参照),押出し(2220参照),引抜
き(2320参照),鍛造(2240及び2340参照)などの熱
間又は冷間の塑性加工によって造られた銅及び銅合金
の板,条,管,棒,線などの製品の総称。
wrought copper and copper
alloy products
1202 ミルハードン材
適当な冷間加工(2300参照)と時効硬化(2535参照)
処理を施し,規定された機械的性質を付与した材料。
参考 ベリリウム銅(1116参照)に適用される。
mill-hardend materials
7
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1220 押出棒
押出し(2220参照)によって最終寸法に仕上げられた
棒。
参考 伸銅品(1201参照)のJISでは,合金番号(1192
参照)の後に [B (Bar) E (Extruded)] の記号を
付ける。
Extruded rod/bar
1221 引抜棒
引抜き(2320参照)によって最終寸法に仕上げられた
棒。
参考 伸銅品(1201参照)のJISでは,合金番号(1192
参照)の後に [B (Bar) D (Drawing)] の記号を
付ける。
drawn rod/bar
1222 鍛造棒
鍛造によって最終寸法に仕上げられた棒。
参考 伸銅品(1201参照)のJISでは,合金番号(1192
参照)の後に [B (Bar) F (Forging)] の記号を
付ける。
forged rod/bar
1240 継目無管
鋳塊(2160参照)から押出し(2220参照),圧伸,引抜
き(2320参照)などの加工によって製造された継目の
ない管。
参考 溶接管(1241参照)と区別した名称。
seamless tube
1241 溶接管
板又は条を管状に成形し,管軸方向に溶接して製造され
た管。
参考 伸銅品(1201参照)では,主に高周波誘導加
熱による溶接法が用いられる。伸銅品のJIS
では,合金番号(1192参照)の後に [T (Tube)
W (Welded)] の記号を付ける。
welded tube
1260 鍛造品
工具,金型などを用いて材料の一部又は全部を圧縮した
りつち(鎚)打ちしたりして,鍛錬され成形された展伸
材(1200参照)。
参考 鍛造は素材の加熱温度に従って熱間(2240参
照),温間,冷間(2340参照)に分けられる。
forging
1261 熱処理形合金
時効硬化熱処理によって強度を高めることが可能な合
金。
参考 伸銅品(1201参照)のJISでは,ベリリウム
銅 (C 1700, C 1720) がある。
heat-treatable alloys
1262 非熱処理形合金
時効硬化熱処理によって強度を高めることが本質的に
不可能な合金で,冷間加工(2300参照)だけで強度を
高める合金。
参考 伸銅品(1201参照)のJISでは,ベリリウム
銅 (C 1700, C 1720) 以外のものが該当する。
non-heat-treatable alloys
3) 製品形状別
番号
用語
定義
対応英語(参考)
1300 板(1)
0.1mm以上の均一な肉厚で,長方形断面をもち,シャー
又はのこ(鋸)切断された平板で供給される圧延製品。
sheet ;
plate
1301 条(1)
0.1mm以上の均一な肉厚で,長方形断面をもち,スリッ
トされたコイル形状で供給される圧延製品。
strip ;
ribbon
1302 はく(箔)(1)
0.1mm未満の均一な肉厚で,長方形断面をもち,スリッ
トされたコイル形状で供給される圧延製品。
foil
1303 円板
丸形のブランク(1307参照)。
circles
1304 円形
(えんぎょう)
圧延された板を丸形に打ち抜いた貨幣用の素材。
coin blanks
8
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1305 管板
熱交換器などで多数の管を溶接又はエキスパンダーな
どで取り付ける板。
tube plate
1306 異形条
幅方向に厚みの段差をもつ条。
参考 形状の例を次に示す。
contour strip ;
multi gage strip
1307 ブランク
曲げ,打抜き,深絞りなどの加工のために平板から採取
された各種形状の金属片。
blanks
1320 棒
全長にわたって均一な断面をもち,真っすぐな状態で供
給される中実の展伸材(1200参照)で,断面形状が,
丸形,正六角形,正方形及び長方形のもの。
rod/bar
1321 異形棒
全長にわたって均一な断面をもち,真っすぐな状態で供
給される中実の展伸材(1200参照)で,断面形状が,
丸形,正六角形,正方形及び長方形以外の棒。
deformed rod/bar
1322 線
全長にわたって均一な断面をもち,コイル形状で供給さ
れる中実の展伸材(1200参照)で,断面形状が,丸形,
正六角形,正方形及び長方形のもの。
wire
1323 異形線
全長にわたって均一な断面をもち,コイル形状で供給さ
れる中実の展伸材 (1200参照)で,断面形状が,丸形,
正六角形,正方形及び長方形以外の線。
deformed wire
1324 平角線
引抜き(2320参照)又は圧延によって,断面が長方形
に仕上げられた線(1322参照)の一種。
参考 コイル形状で供給され,主に大形モーターの
ローターコイル,ステーターコイルに用いら
れる。
flat wire
1325 荒引線
全長にわたって均一な断面をもち,コイル形状で供給さ
れる中実の中間展伸材で,断面形状が,おおよそ丸形,
三角形,多角形の径6mm以上の線。
drawing stock ;
wire rod
1340 管
全長にわたって均一な断面形状と肉厚をもち,真っすぐ
な状態又はコイル形状で供給される中空の展伸材(1200
参照)。
tube ;
pipe
1341 異形管
全長にわたって均一な断面形状と肉厚をもち,真っすぐ
な状態又はコイル形状で供給される中空の展伸材(1200
参照)で,断面形状が,丸形以外の管。
deformed tube
1342 角管
正方形又は長方形の断面形状をもつ異形管(1341参照)
の一種。
rectangular or square tube
1343 へん平管
へん平の断面形状をもつ異形管(1341参照)の一種。
参考 熱交換器などに用いられる。
flattened tube
1344 フィンチューブ
有効表面積を増大して伝熱性能を高めるために,内面・
外面又は両面に各種フィンを立てた管。
finned tube
1345 Uベンド管
真っすぐな管をU字形に曲げた管。
参考 熱交換器に用いられる。
U-bent tube
1346 内面溝付管
管内面に管軸方向に対し,あるねじれ角をもった多数の
らせん溝を設け,伝熱性能を高めた管。
参考 主として,空調機器の熱交換器に用いられ
る。
inner helically groved tube
1347 キャピラリーチューブ
空調機器,冷蔵庫の冷媒配管などに用いられる極細管。 capillary tube
1348 コルゲートチューブ
管軸方向に対し,あるねじれ角をもった圧入条こん(痕)
を付け,よったロープのように成形加工された管。
参考 乱流効果による伝熱性能の向上が得られ,熱
交換器などに用いられる。
corrugated tube
9
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1349 フレキシブルチューブ
配管系統における管の軸方向の伸縮,横方向の変位,曲
げ変位などに適応してたわみが可能な管。
flexible tube
1350 二重管
冷間引抜き又は水圧拡管などによって,異種の金属管を
機械的に接合させた管。
参考 管内外の腐食環境が単一管では対応できな
い場合などに利用される。
duplex tube
注(1) 伸銅品では他のものと定義が異なることがあるので注意する。
4) 用途別
番号
用語
定義
対応英語(参考)
1400 電子管用無酸素銅
電子管用として,特別に不純物量を規制した高純度銅
(C1011)。
参考 高い導電性,良好なガラス封着性,高い真空
保持性などの特性がある。
oxygen-free copper for
electron devices
1401 印刷用銅
グラビア版及び写真凸版用に用いられる銅 (C 1100, C
1221, C 1401)。
参考 グラビア版用は,タフピッチ銅(1102参照),
りん脱酸銅(1103参照)などの純銅系で,写
真凸版用は,耐熱性を高めるために,少量の
ニッケルを添加したものが用いられる。特に
表面が平滑で,高い表面硬度が得られるよう
に仕上げられて,板として用いられる。
copper for printing
1402 ばね用ベリリウム銅
ばね用材料として,特に時効硬化(2535参照)処理条
件及びばね限界値(3170参照)が規定されいるベリリ
ウム胴(1116参照) (C 1700, C 1720)。
参考 板及び条として,コネクタ,スイッチ,リレ
ー,接点などに用いられる。
copper-beryllium alloy for
spring
1403 ばね用りん青銅
ばね用材料として,ばね限界値(3170参照)が規定さ
れているすず7.0〜9.0%を含むりん青銅(1151参照) (C
5210)。
参考 板及び条として,コネクタ,スイッチ,リレ
ー,接点などに用いられる。
phosphor bronze for spring
1404 ばね用洋白
ばね用材料として,ばね限界値(3170参照)が規定さ
れている銅54.0〜58.0%,ニッケル16.5〜19.5%,残り
亜鉛からなる合金(5100参照) (C 7701)。
参考 板及び条として,コネクタ,スイッチ,リレ
ー,接点などに用いられる。
nickel silver for spring
1405 雷管用銅
雷管用として用いられ,銅98.0〜99.0%,残り亜鉛から
なる合金(5100参照) (C 2051)。
参考 絞り加工性に優れている。
copper for detonators
1406 楽器弁用黄銅
楽器弁用として,黄銅(1131参照)に少量の鉛,マン
ガン及びすずを添加し,打抜性と耐疲労性とを高めた特
殊黄銅 (C 6711, C 6712)。
参考 板として,ハーモニカ,オルガン,アコーデ
ィオンの弁などに用いられる。
brass for music lead
1420 銅ブスバー
無酸素銅(1101参照)又はタフピッチ銅(1102参照)
の長方形の中実断面をもつ導電体 (JIS H 3140)。
copper bus bar
1421 ニップル用黄銅
自転車のニップル用として用いられ,銅60.0〜64.0%,
鉛0.7〜1.7%,残り亜鉛からなる合金(5100参照) (C
3501)。
参考 被削性(3172参照)と冷間鍛造性がよい。
brass for nipples
10
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1422 ヘッダー線
リベットなどのヘッダー加工に用いられる線。
参考 主として,冷間鍛造性に優れた黄銅(1131参
照)などが用いられる。
wire for headers
1423 ワイヤカット線
ワイヤ放電加工用電極として用いられる線。
参考 線材としては,一般に直径0.2mm程度の黄銅
(1131参照)が用いられる。
electrode wire for electric
discharge machine
1440 配管用銅管
医療,給排水,給湯,冷暖房,都市ガス,消火用スプリ
ンクラなどの配管に用いられる銅管。
参考 基準外径(3302参照)及び肉厚がJIS H 3300
に規定されている。
copper tube for plumbing
1441 復水器用黄銅
発電所などの復水器管として用いられる黄銅 (C 4430,
C 6870, C 6871, C 6872)。
参考 アルミニウム黄銅(1138参照)とアドミラル
ティ黄銅(1136参照)とがある。耐食性に優
れ,上記用途のほかに給水加熱器,蒸留器,
油冷却器,造水装置などの伝熱管として用い
られる。
brass for condensers
1442 復水器用白銅
発電所などの復水器管として用いられる白銅 (C 7060
〜C 7164)。
参考 耐食性及び高温強度に優れ,上記用途のほか
に給水加熱器,化学工業用熱交換器,造水装
置などの伝熱管及び管板(1305参照)として
用いられる。
cupronickel for condensers
1443 ブルドン管
ブルドンゲージなどの圧力駆動型計器に用いられるだ
(楕)円形断面をもった薄肉偏平管(1343参照)。
参考 ばね性と耐疲労性が要求されるので,通常,
黄銅(1131参照)系,りん青銅(1151参照)
系材料が用いられる。
bourdon gage tube
5) その他
番号
用語
定義
対応英語(参考)
1500 トラバース巻条,
ボビン巻条
所定の外径をもったドラムにらせん状に巻かれた条。 traverse wound strip ;
bobbin wound strip
1501 バンチコイル
管を円筒状に多層巻きしたもの。
参考 巻き方を次に示す。
bunch coil
11
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
1502 パンケーキコイル(1)
管を渦巻き状に単層又は多層に巻いたもの。
参考 幅狭の条をコイル巻きしたものをパンケー
キコイルという場合がある。巻き方を次に示
す。
pancake coil
1503 レベルワウンドコイル
管を円筒状に整列多層巻きしたもの。
参考 主として,空調機器,冷蔵庫などの配管用材
料に用いられる巻き方。巻き方を次に示す。
level wound coil
b) 加工・熱処理
1) 溶解・鋳造
番号
用語
定義
対応英語(参考)
2100 地金
展伸材(1200参照)及び鍛造品(1260参照)の製造に
用いるために,精錬又は溶解・鋳造によって所定の形状
に造られた原料製品の総称。
unwrought products
2101 電気銅地金
電気分解によって精製(陰極析出)された粗い表面をも
った純度99.96%以上の銅の板状原料製品 (JIS H 2121)。
cathode copper
2102 りん銅地金
銅及び銅合金の展伸材(1200参照)や鋳物(5500参照)
の脱酸剤,りん添加剤などに用いる銅とりんの合金地金
(JIS H 2501)。
参考 通常,りん含有率が15%と10%のものがある。
phosphor copper metal
2103 ベリリウム銅地金
銅とベリリウムからなる合金地金 (JIS H 2504)。
参考 通常,ベリリウム含有率が4.0%と3.5%のも
のがある。ベリリウム母合金ともいう。
copper beryllium master
alloys
2104 母合金
合金組成の調整のために,溶湯に添加することだけを目
的として造られた合金(5100参照)。
master alloys ; mother
alloys
2120 脱酸
金属又は合金(5100参照)の溶湯中の酸素を除去する
処理。
参考 りん,マンガンなどが脱酸剤として用いられ
る。
deoxidizing
2160 鋳塊(1)
圧延(2201及び2301参照),押出し(2220参照)など
の工程に供給するために造られた,断面が長方形又は円
形の鋳造のままの加工用素材。
参考 断面が長方形のものは,ケーク(2162参照)
と呼び,断面が円形のものはビレット(2163
参照)と呼ぶ。
ingots
12
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2161 形銅
(かたどう)
銅(1100参照)の展伸材(1200参照)の加工に適した
形状に鋳造された加工用素材。
参考 形状によってビレット(2163参照),ケーク
(2162参照)に分けられる。
copper billets and cakes
2162 ケーク
鋳塊(2160参照)から所定の長さに切断された長方形
断面をもつ加工用素材。
参考 板,条などの製造に用いる。
cakes
2163 ビレット
鋳塊(2160参照)から所定の長さに切断された円形断
面をもつ加工用素材。
参考 管,棒,線などの製造に用いる。
billets
2) 熱間加工
番号
用語
定義
対応英語(参考)
2200 熱間加工
ひずみ硬化を生じないような温度範囲で行う金属又は
合金(5100参照)の塑性加工。
hot working
2201 熱間圧延
再結晶温度以上の延性が大きい温度範囲で,ロール間に
材料を通して板厚を圧下減少させ,所定の形状にする塑
性加工。
参考 銅及び銅合金では,通常,650〜950℃の温度
に加熱して圧延する。
hot rolling
2202 熱間圧延上り
熱間圧延(2201参照)だけによって仕上げられる製品。
参考 伸銅品(1201参照)のJISでは,形状記号(1193
参照)の後に質別(5603参照)を示す [F
(Fabricated)] を付ける。銅及び銅合金では,
通常,650〜950℃の温度に加熱して圧延す
る。
hot rolled finish
2220 押出し
加熱したビレット(2163参照)をコンテナの中に入れ
て圧力を加え,ダイスを通して所定の形状にする加工。
参考 銅及び銅合金では,通常,650〜950℃の温度
に加熱して押出しする。
extrusion
2221 押出上り
管,棒,線などにおいて,押出し(2220参照)だけに
よって仕上げられる製品。
参考 伸銅品(1201参照)の棒のJIS (JIS H 3250) で
は,形状記号(1193参照)の後に製法を示す
[E (Extrud-ed)] を付ける。銅及び銅合金では,
通常,650〜950℃の温度に加熱して押出しす
る。
extruded finish
2240 熱間鍛造
鋳塊(2160参照)又は展伸材(1200参照)から切り出
した加工片を熱間で繰り返しつち(鎚)打ちするか又は
金型によって圧縮して成形する塑性加工。
hot forging
3) 冷間加工
番号
用語
定義
対応英語(参考)
2300 冷間加工
ひずみ硬化が生じるような温度範囲で行う金属又は合
金(5100参照)の塑性加工。
cold working
2301 冷間圧延
再結晶を生じない温度範囲で,ロール間に材料を通して
板厚を圧下減少させ,所定の形状にする塑性加工。
参考 通常,冷間圧延は,粗圧延(2302参照),中
間圧延(2303参照),仕上げ圧延(2304参照)
の3工程がある。
cold rolling
13
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2302 粗圧延(1)
板,条製品の製造において,最初に行う冷間圧延(2301
参照)。
参考 中間圧延(2303参照),仕上げ圧延(2304参
照)に対比して用いる用語。
rough rolling
2303 中間圧延(1)
粗圧延(2302参照)と仕上げ圧延(2304参照)の中間
で行われる圧延。
intermediate rolling
2304 仕上げ圧延(1)
所定の板厚及び質別(5603参照)を得るための最終圧
延。
finish rolling
2305 スキンパス(1)
板,条,管,線などの表面つや出し又はひずみ矯正(2400
参照)のために行う軽度の圧延(磨きロール,無潤滑)
又は引抜き加工。
skin pass
2306 調質圧延(1)
板及び条で所定の質別(5603参照)及び表面につやを
出すために行う軽度の圧延。
temper rolling
2307 ロール上り(1)
所定の板厚,質別(5603参照)及び表面につやを出す
ため最終圧延によって仕上げられる製品。
参考 冷間圧延(2301参照)上りともいう。
cold rolled finish
2308 加工率
冷間圧延(2301参照),引抜き(2320参照)などの加工
によって減少した断面積の原断面積に対する割合。
参考 加工硬化(2309参照),質別(5603参照)の
目安となる。
reduction ratios
2309 加工硬化
冷間圧延(2301参照),引抜き(2320参照)などの加工
を冷間で行った場合,加工ひずみ(歪)の増大に伴って
材料が硬化する現象。
参考 ひずみ硬化ともいう。
work hardening ; strain
hardening
14
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
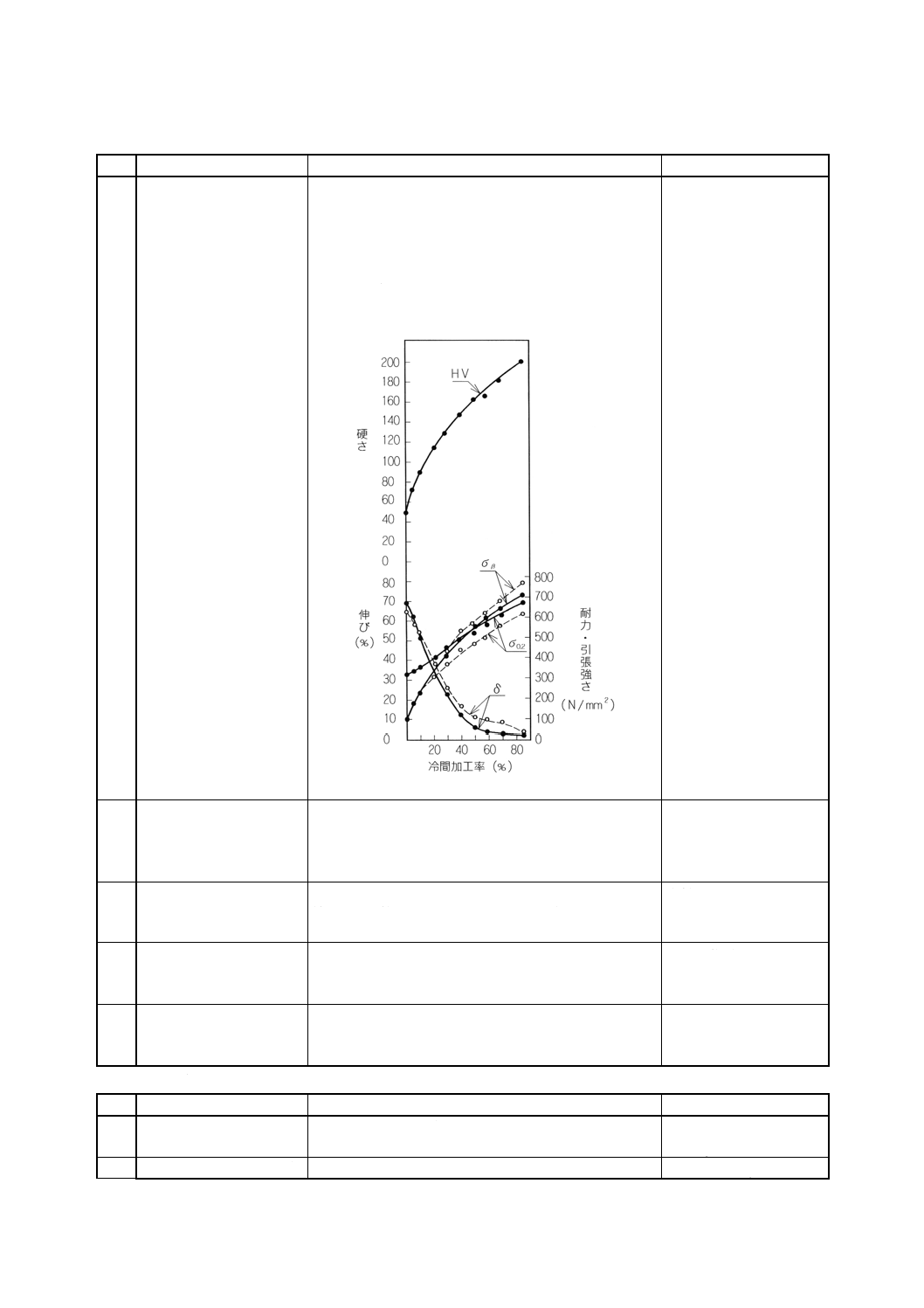
2310 加工硬化曲線
縦軸に硬さ,引張強さ(3100参照),伸び(3102参照)
などの機械的性質を,横軸に冷間加工(2300参照)に
おける加工率(2308参照)を取り,加工率の増加に伴
って加工硬化(2309参照)によってこれらの性質が変
化する状況を示した曲線。
参考 例としてC 2680 R(黄銅条:厚さ0.7mm)の
加工硬化曲線を次に示す。
work hardening curves ;
strain hardening curves
2320 引抜き
管,棒及び線の製造において,ダイスを通して断面積を
減少させ,所定の形状にする塑性加工。
参考 管の場合は,通常,管内部にプラグを入れて
加工する。
drawing
2321 空引き
管の引抜き(2320参照)加工において,仕上げられた
管を,更に管内にプラグを入れずに,ダイスだけで引抜
く塑性加工。
sinking
2322 応力除去
低温焼鈍(2504参照)又は問題となるような寸法変化
を生じない機械的な処理によって,製品の残留応力を低
減させる加工。
stress relieving
2340 冷間鍛造
展伸材(1200参照)から切り出した加工片を常温で,
繰り返しつち(鎚)打ちするか又は金型によって圧縮し
成形する塑性加工。
cold forging
4) 仕上げ加工
番号
用語
定義
対応英語(参考)
2400 矯正
管,棒及び線の曲がり(3337参照)又は板の平らさを
調整する加工。
straightening ;
leveling
2401 テンション・レベリング
板及び条に張力を加え,変形を機械的に除去する方法。 tension leveling
15
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2420 スリッティング
上下一対の回転丸刃工具によって,幅広条材を長手方向
に切断する加工。
slitting
2421 面削仕上げ
所定の寸法及び表面状態を得るために機械切削によっ
て仕上げたもの。
machined finish
2440 スカルピング
回転切削機又はカッターヘッドを用いて材料の表面欠
陥を除去する加工。
参考 熱間圧延上り(2202参照)の表面酸化物など
の表面欠陥を取り除くために行う。
scalping ;
mealing
2441 化学研磨仕上げ
材料の光輝面を得るため,化学研磨で仕上げたもの。
参考 伸銅品(1201参照)で用いられる代表的研磨
浴例としては,キリンス浴(硝酸+硫酸+塩
化水素+水),過酸化水素浴(過酸化水素+
水素+添加剤)がある。
chemical bright dip finish
2442 ストライプめっき
材料表面に,ある幅をもって長さ方向に帯状に施した部
分めっき
参考 銅合金(1190参照)のリードフレームに用い
られる。
stripe plating
2443 スポットめっき
材料の表面に点(スポット)状に施されためっき。
spot plating
2444 銅下地めっき,
銅下めっき
下地処理として施される銅めっき。
参考 仕上げめっきの前工程で,主として密着性を
向上させるために行う。
copper strike
5) 熱処理
番号
用語
定義
対応英語(参考)
2500 焼なまし,
焼鈍
(しょうどん)
冷間加工(2300参照)の結果生じたひずみ硬化を除去
することによるか,固溶体からの析出を粗大化させるこ
とによるか,又は再結晶させることによって金属を軟化
させる熱処理。
annealing
2501 中間焼なまし,
中間焼鈍
冷間加工(2300参照)で硬化した材料を軟化し,引き
続いて行う冷間加工を容易にする目的で,再結晶温度以
上で行う焼なまし(2500参照)。
process annealing
2502 仕上げ焼なまし,
仕上げ焼鈍
所要の性質を得るために,製造の最終段階で行う焼なま
し(2500参照)。
final annealing
2503 応力除去焼なまし,
応力除去焼鈍
一般に再結晶温度以下の適温に加熱して,鋳造,加工,
溶接などによって材料に生じた残留応力を低減させる
焼なまし(2500参照)。
strees relief annealing
2504 低温焼なまし,
低温焼鈍
内部ひずみ(歪)を除去するため又は機械的性質を改善
するために行う再結晶温度以下での熱処理。
low temperature annealing
2505 バッチ焼なまし,
バッチ焼鈍
一定量の材料を静置した状態で行う焼なまし(2500参
照)。
batch annealing
2506 連続焼なまし,
連続焼鈍
材料を炉中で連続的に動かしながら行う焼なまし(2500
参照)。
continuous annealing
2507 テンション・アニーリング 条又は線に張力を加えながら行う低温熱処理。
参考 加工による残留応力及びひずみの除去とば
ね性などの機械的性質を改善する目的で行
う。
tension annealing
2508 光輝焼なまし,
光輝焼鈍
表面の酸化を防止し,金属光沢を失わないように保護雰
囲気中又は真空中で行う熱処理。
bright annealing
16
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2509 雰囲気焼なまし,
雰囲気焼鈍
調節された雰囲気ガス中で行う熱処理。
参考 雰囲気ガスの組成は,目的に応じて,還元性,
不活性などに調整される。ほかに[真空焼な
まし(真空焼鈍)]がある。
controlled atmosphere
annealing
2510 不完全焼なまし,
不完全焼鈍
冷間加工(2300参照)した材料の強度的性質を所定水
準に下げるために行う焼なまし(2500参照)。
partial annealing
2511 肌荒れ
焼なまし温度が高く結晶粒が粗大化した材料で,曲げ,
絞りなどの加工を施した場合に生じるオレンジの皮に
類似した表面の荒れ。
orange peel surfaces
2512 焼なまし軟化曲線,
焼鈍軟化曲線
加工硬化(2309参照)した材料を,種々の温度で一定
時間熱処理したときの軟化の状況を,熱処理温度と常温
での機械的性質との関係で示した曲線。
参考 例としてC 1220 P(りん脱酸銅板)の焼なま
し軟化曲線(30分保持後,空冷)を次に示す。
softening curves
2530 溶体化処理
熱処理合金を固溶限温度以上の適温に加熱し,合金成分
を十分に固溶させた後,急冷させて過飽和固溶状態にす
る熱処理。
solution heat treatment
2531 自然時効
室温に放置することによって自然に過飽和固溶体から
微細な二次相を析出させる熱処理。
natural ageing
2532 人工時効,
析出熱処理
室温以上で加熱することによって過飽和固溶体から微
細な二次相を析出させる熱処理。
artificial ageing ;
precipitation heat treatment
2533 溶体化処理兼人工時効,
完全熱処理
溶体化処理(2530参照)に続く析出熱処理(人工時効)
(2532参照)。
solution treated and
artificially aged ;
full heat treatment
2534 焼入れ
合金成分の一部又は全部を固溶させるために,高温から
十分な速さで被処理材を冷媒(固溶,液体又は気体)と
接触させて冷却させる熱処理。
quenching
2535 時効硬化
所定の温度に保持することによって過飽和固溶体から
微細な二次相が析出するために生じる硬化。
参考 時効硬化型合金としては,ベリリウム銅(1116
参照)などがある。
age hardening ;
precipitation hardening
17
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
2536 析出硬化
過飽和固溶体から金属間化合物などの異相が析出する
ことによって起こる硬化。
precipitation hardening
2550 ソーキング
拡散によって化学成分の偏析を除去ないし減少させる
ために,金属又は合金(5100参照)を高温で十分な時
間加熱する熱処理。
参考 一般に,鋳塊(2160参照)に対して行う。
soaking ;
homogenizing
2551 連続焼なまし酸洗,
連続焼鈍酸洗
条又は線のコイルを巻き戻しながら連続的に焼なまし
(2500参照)と酸洗とを行い,巻き取って仕上げる処
理。
参考 通常,この一連の設備をAPライン又はCAP
ともいう。
continuous annealing and
pickling
2552 双晶
一つの結晶粒の中で,結晶格子の構造は同じであるが,
ある一定の面(双晶面という。)を境界にして,互いに
鏡面対称となっているような結晶。
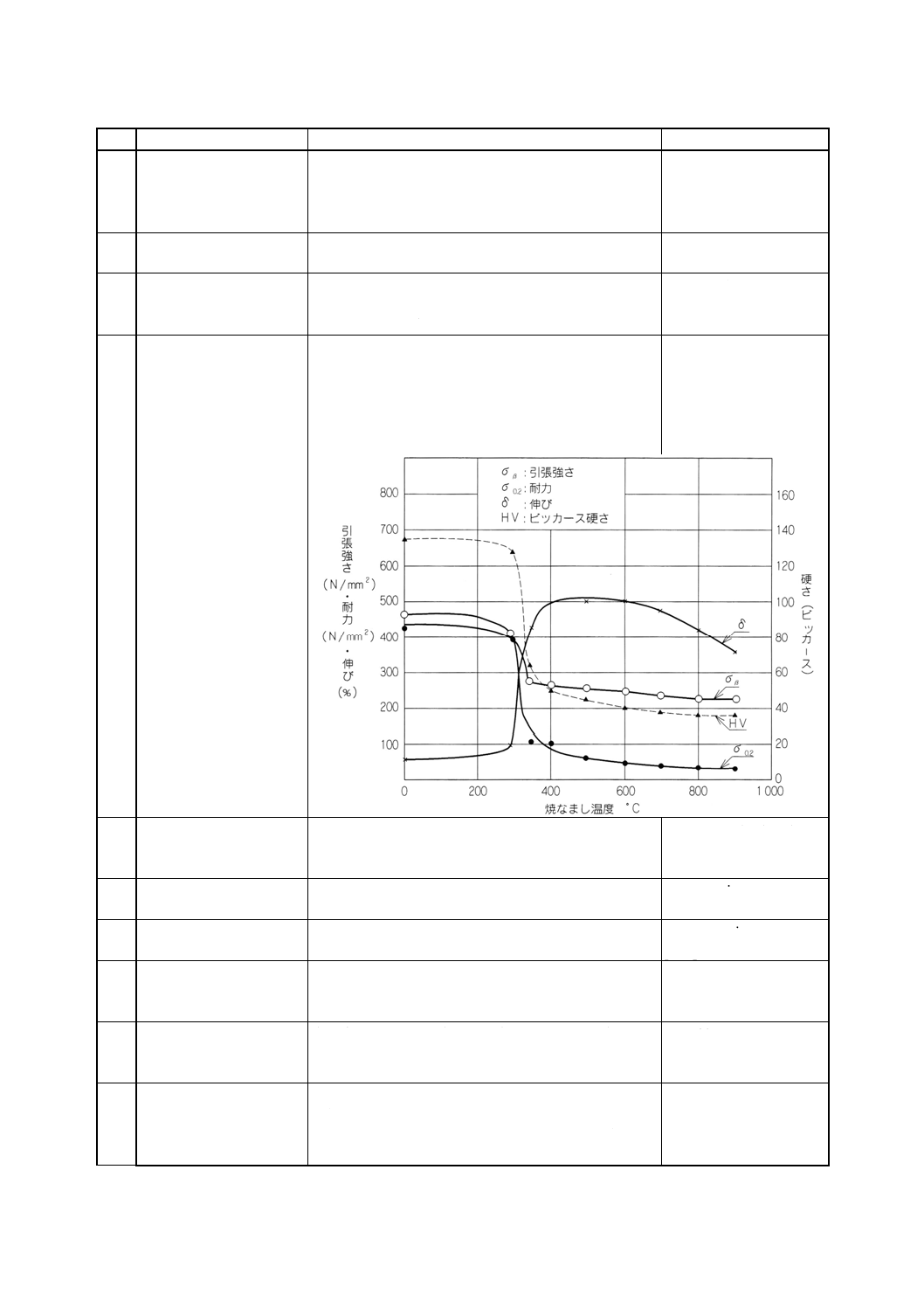
参考 伸銅品(1201参照)の双晶の例を次に示す。
twins
6) 接合・その他
番号
用語
定義
対応英語(参考)
2600 ロールフォーミング
直列に配置した多数組の成形ロールによって,条材から
長尺の同一断面形状製品に成形する加工。
参考 屋根材,とい(樋)などの加工に用いられる。
roll forming
2620 はんだ付
450℃未満の低融点のはんだ(軟ろうともいう。)を用い
て,母材金属を接合する方法。
参考 代表的なはんだには,すずと鉛の合金 (JIS Z
3282) がある。
soldering
2621 ろう付
450℃以上で,母材の融点より低い融点のろう材を用い
て母材金属を接合する方法。
参考 代表的なろう材には,銀ろう (JIS Z 3261),
りん銅ろう (JIS Z 3264) がある。
brazing
18
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 品質・性能
1) 機械的特性
番号
用語
定義
対応英語(参考)
3100 引張強さ
引張試験において,最大荷重を試験片の平行部の原断面
積で除した値 (JIS Z 2241)。
tensile strength
3101 耐力
引張試験において,規定された永久伸びを生じるときの
荷重を試験片の平行部の原断面積で除した値 (JIS Z
2241)。
参考 降伏点が明りょう(瞭)でない伸銅品(1201
参照)では,降伏応力の代わりに耐力が用い
られる。
なお,伸銅品では,通常,オフセット法が
用いられ,この場合,特に規定のない場合に
は,永久伸びの値を0.2%とする。
yield strength ;
proof stress
3102 伸び
引張試験において,試験片が破断したとき,その標点間
の長さLと元の標点距離Loとの差。
参考1. JISでは,この差を標点距離に対する百分
率で表す。
(%)
100
)
(
×
−
=
o
o
L
L
L
δ
破断伸び
2. 全伸びと破断伸びとがあり,伸銅品(1201
参照)では破断伸びを用いる。
elongation (after fracture)
3103 断面絞り
引張試験において,くびれ破断した箇所の断面積の原断
面積に対する比率。
参考 延性を評価するのに用い,単に絞りともい
う。
(%)
100
×
原断面積
分の断面積
原断面積−くびれた部
で表す。
reduction of area
(after fracture)
3130 ビッカース硬さ
対面角が136度のダイヤモンド四角すい圧子を用い,試
験面にくぼみを付けたとき,用いた試験荷重を永久くぼ
みの対角線長さから求めた永久くぼみの表面積 (mm2)
で除した値 (JIS Z 2244)。
参考1. 硬さ記号は,HVを用いる。
2. 伸銅品(1201参照)では,主としてビッカ
ース硬さを用いる(JIS Z 3300を除く。)。
vickers hardness
3131 ロックウェル硬さ
ダイヤモンド圧子又は鋼球圧子を用いて,まず初荷重を
加え,次に試験荷重を加え,再び初荷重に戻したとき,
前後2回の初荷重における圧子侵入深さの差hから硬さ
(HR) の定義式HR=a−bhで算出される値。
ここに,a及びbは,ロックウェル硬さのスケールごと
に定められた固有の値である (JIS Z 2245)。
参考1. JISでは,初荷重98.07Nのときロックウェ
ル硬さ,29.42Nのときロックウェルスーパ
ーフィシャル硬さという。
2. 伸銅品(1201参照)のJISでは,JIS H 3300
でスーパーフィシャル硬さが適用されて
いる。
rockwell hardness
19
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
3132 ブリネル硬さ
鋼球圧子又は超硬合金圧子を用い,試験面にくぼみを付
けたとき,用いた試験荷重を球状の永久くぼみの表面積
(mm2) で除した値 (JIS Z 2243)。
参考1. 鋼球圧子を用いたときには,硬さ記号HBS
を,また超硬合金球圧子のときには,HBW
を用いる。
2. 伸銅品(1201参照)のJISでは,JIS H 3250
のアルミニウム青銅(1153参照)に適用さ
れている。
brinell hardness
3133 ショア硬さ
試料の試験面上に一定の高さ (ho) から落下させたハン
マのはね上がり高さ (h) で,次の式で算出される値
(JIS Z 2246)。
o
h
h
k
=
HS
参考1. kは,ショア硬さ基準片で決まる係数であ
る。JIS Z 2246では,ショア硬さ基準片の
基準硬さは,ビッカース硬さを基準に一定
の換算式で求められている。
2. 伸銅品(1201参照)では,簡便法として受
入検査などで用いられる場合がある。
shore hardness
3170 ばね限界値
材料に曲げる力を与えたとき,所定の永久たわみ(例え
ば0.075mm又は0.1mm)を生じたときの表面最大応力
値。
参考 伸銅品(1201参照)のJISでは,JIS H 3130
に,繰返したわみ試験とモーメント式試験の
2通りの試験方法が規定されている。
spring bending elastic limit
3171 表面最大応力値
永久たわみを生じない最大応力を与えたとき,材料の最
外表層に生じる応力値。
参考 伸銅品(1201参照)では,ばね性の強度的評
価を見るのに用いられる。
maximum outer fibre
bending stress
3172 被削性
切削加工の難易さ。
参考 切削加工の難易さは,定量的に表現し難いの
で標準材料としてC 3600の被削性を100とし
て比較している。
machinability
3173 異方性
板及び条の機械的性質が面上の方向によって違う性質。
参考 異方性がある板及び条を深絞り加工すると
口縁部に幾つかの耳状突起ができる。
anisotropy
3174 応力緩和
材料に一定のひずみを加えて放置したとき,初期応力が
時間とともに減少してくる現象。
参考 減少した応力を緩和応力といい,これに対応
するひずみを塑性ひずみという。
stress relaxation
2) その他の特性
番号
用語
定義
対応英語(参考)
3200 導電率
単位長さ,単位断面積をもつ材料の電気伝導度と標準軟
銅(5600参照)のそれとの比。
参考 導電率の算出は,20℃における標準軟銅の体
積抵抗率 (1.724 1μΩm×10−2) (3201参照)
を測定する材料の体積抵抗率で除し,百分率
で表す。
electrical conductivity
20
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
3201 体積抵抗率
単位長さ,単位断面積をもつ材料の電気抵抗値。
参考 単位は, [μΩm] で表す。
electrical resistivity
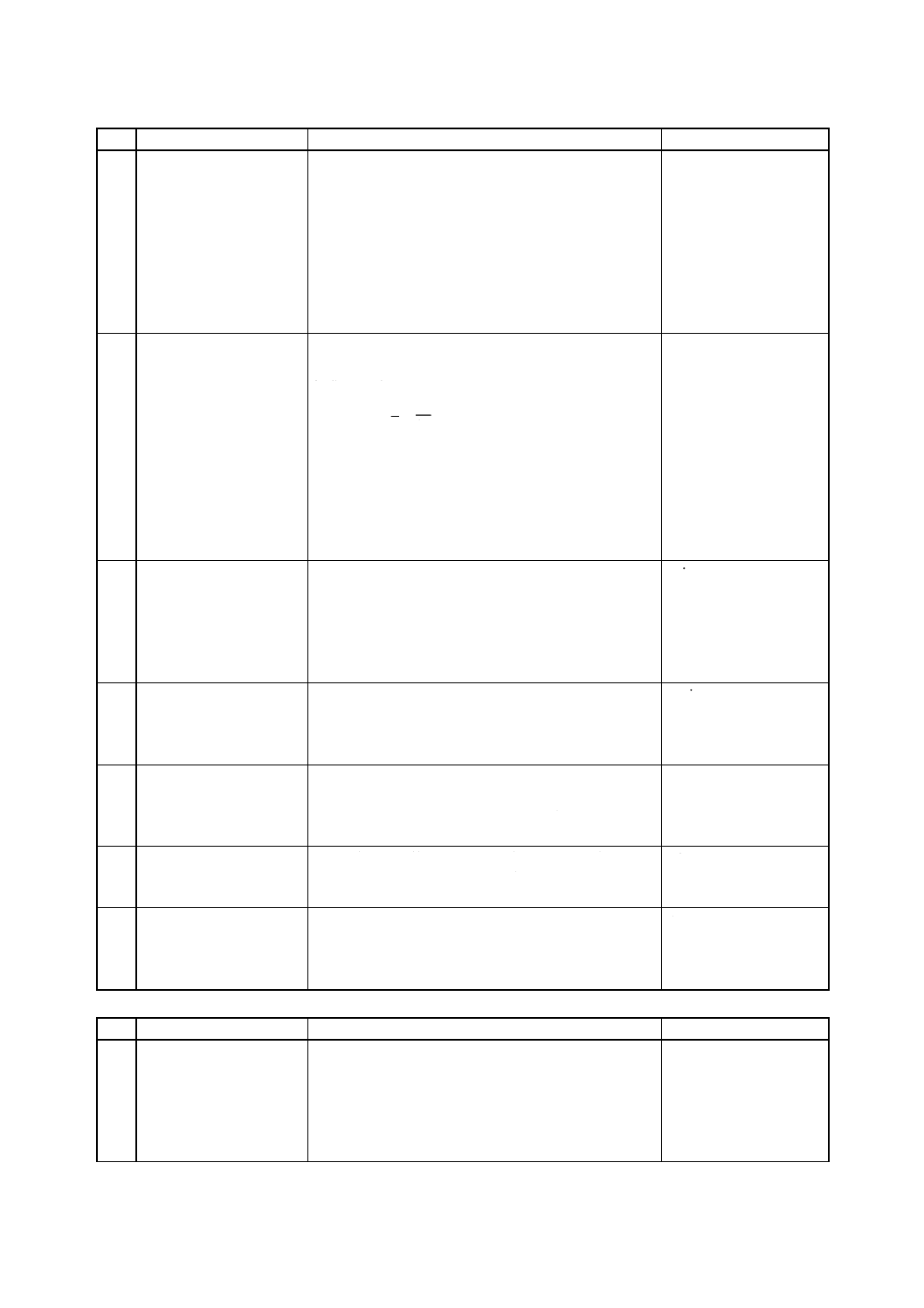
3202 熱伝導性
ふく(輻)射や対流によらないで,熱が物質内を伝わる
性質。
参考 熱の伝わりやすさを熱伝導率で表す。
銅及び銅合金の熱伝導率と導電率の関係は,次に示すよ
うにほぼ比例関係にある。
thermal conductivity
3203 非磁性
磁界(又は磁場)と相互作用を及ぼさない性質。
参考 伸銅品(1201参照)では,表層に弱い磁性を
示す。
non magnetism
3220 水素ぜい性
酸素を含む銅が高温で水素を吸収し,もろくなる性質。
参考 酸素を含む銅を,水素を含む還元気体中で
400℃以上に加熱すると,銅中の酸化銅(5105
参照)が還元されて水蒸気を生じ,この圧力
で結晶粒界に細かいき裂が生じてもろくな
る。
hydrogen embrittlement
3240 はんだぬれ性
金属表面で溶融したはんだ及びろうがはじけないで広
がる性質。
solder wettability
3241 酸化膜のはく離性
金属表面に生成した酸化膜の素地との密着性の程度。
参考 伸銅品(1201参照)では,電子管用無酸素銅
の板,条,継目無管,棒及び線 (JIS H 3510) に
はく離試験(4204参照)が規定されている。
oxide film adhesiveness
21
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) 寸法・形状
番号
用語
定義
対応英語(参考)
3300 寸法許容差
寸法において,規定された基準値と規定された限界値と
の差。
参考 JIS H 3300の寸法許容差には等級として,普
通級とより厳しい特殊級がある。
dimentional tolerance
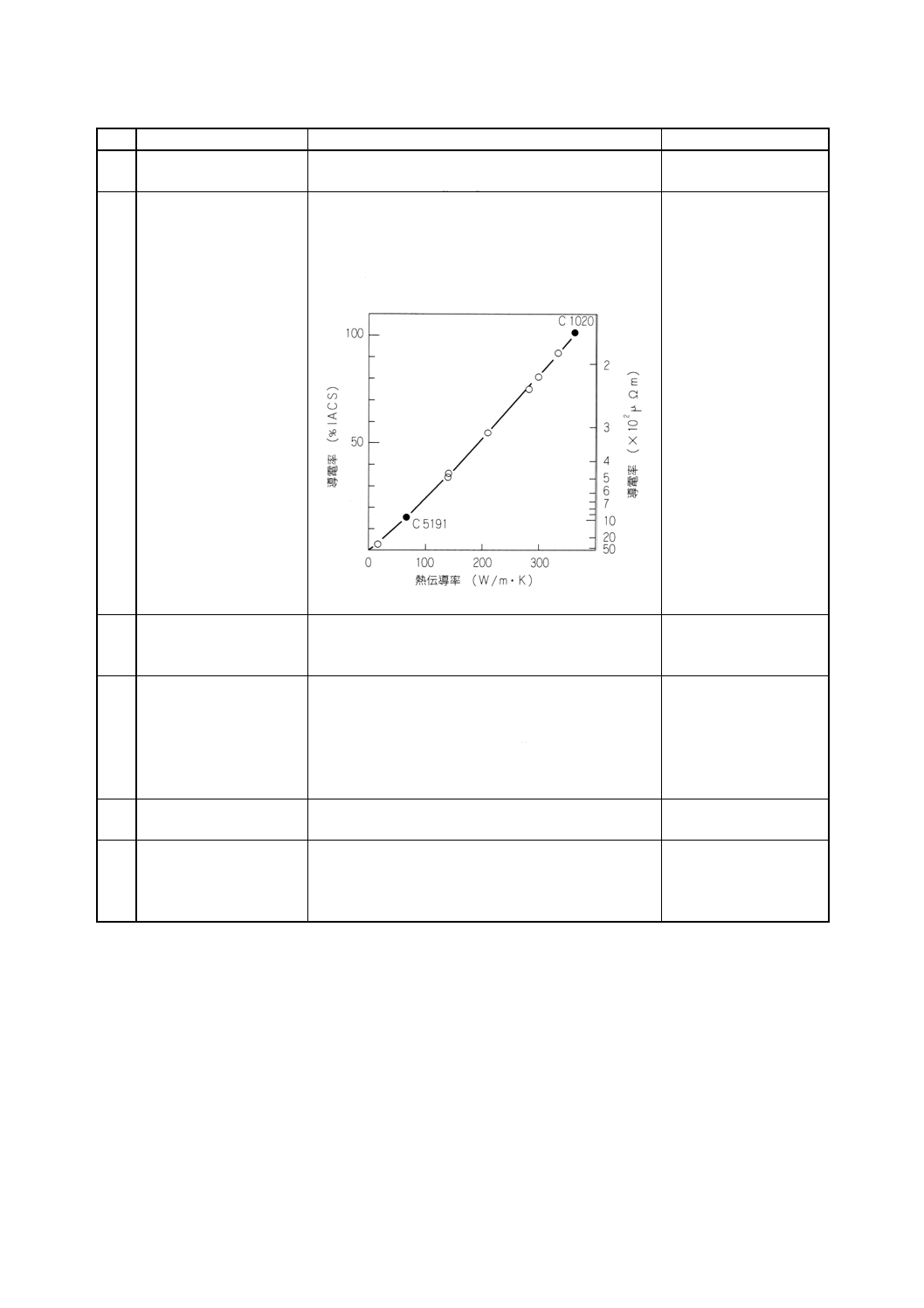
3301 呼び径(1)
配管用管材の外径を表すために用いられる呼び方。
参考 JIS H 3300に規定されている配管用銅管
(1440参照) (C 1020・C 1220) の呼び径を,
次に示す。
nominal diameter
3302 基準外径(1)
配管用管材において,呼び径(3301参照)に対して決
められた基準となる外径寸法。
standard outside diameter
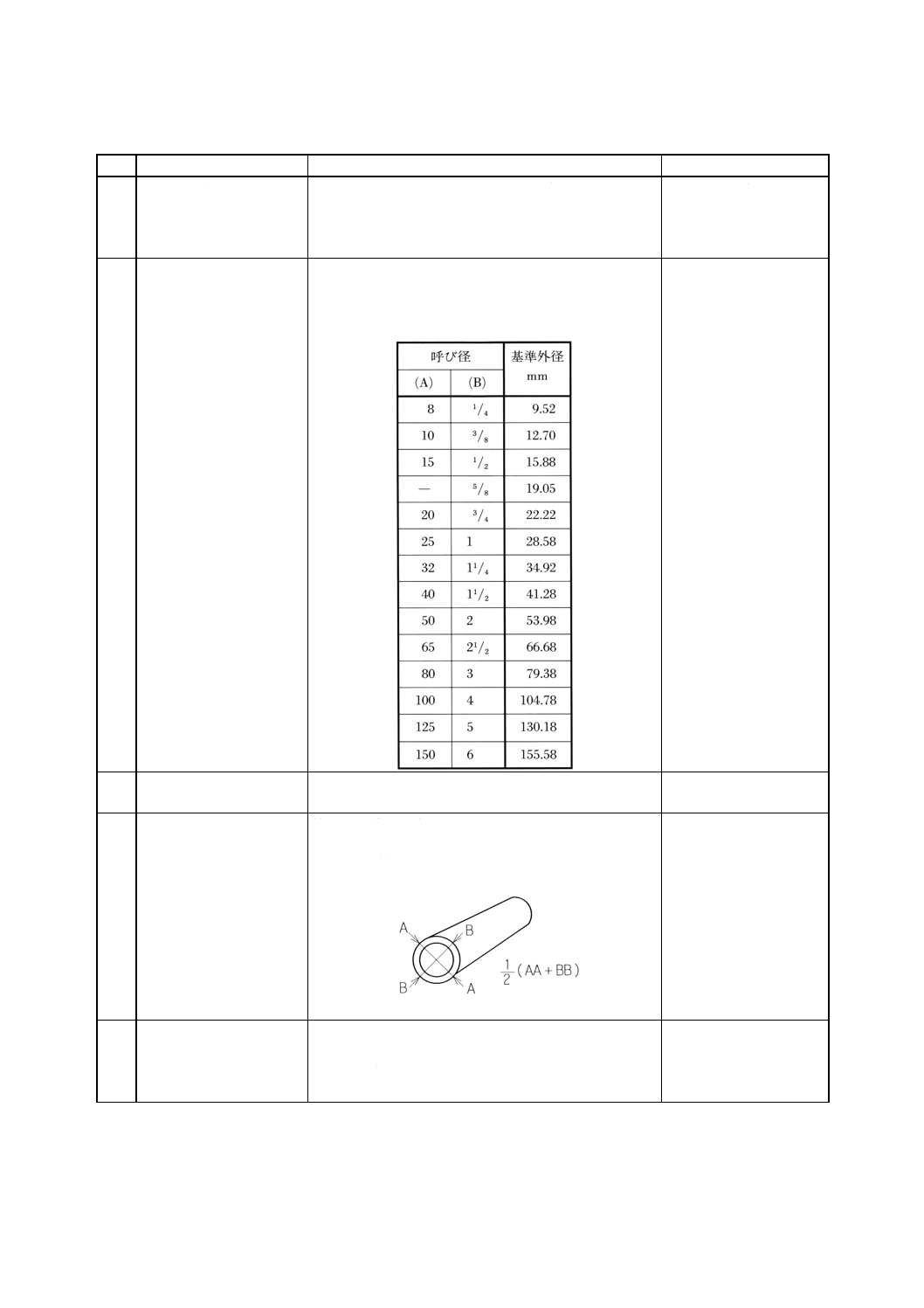
3303 平均径
管又は丸棒の任意の断面において測った最大外径と最
小外径との平均値。
参考 管の場合は,最大内径と最小内径との平均値
をいうこともある。
average diameter
3304 真円度
管の場合は,任意の断面において測った最大外径と最小
外径との差の指定外径に対する割合。
丸棒及び線の場合は,任意の断面において測った最大径
と最小径との差。
circulality
22
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
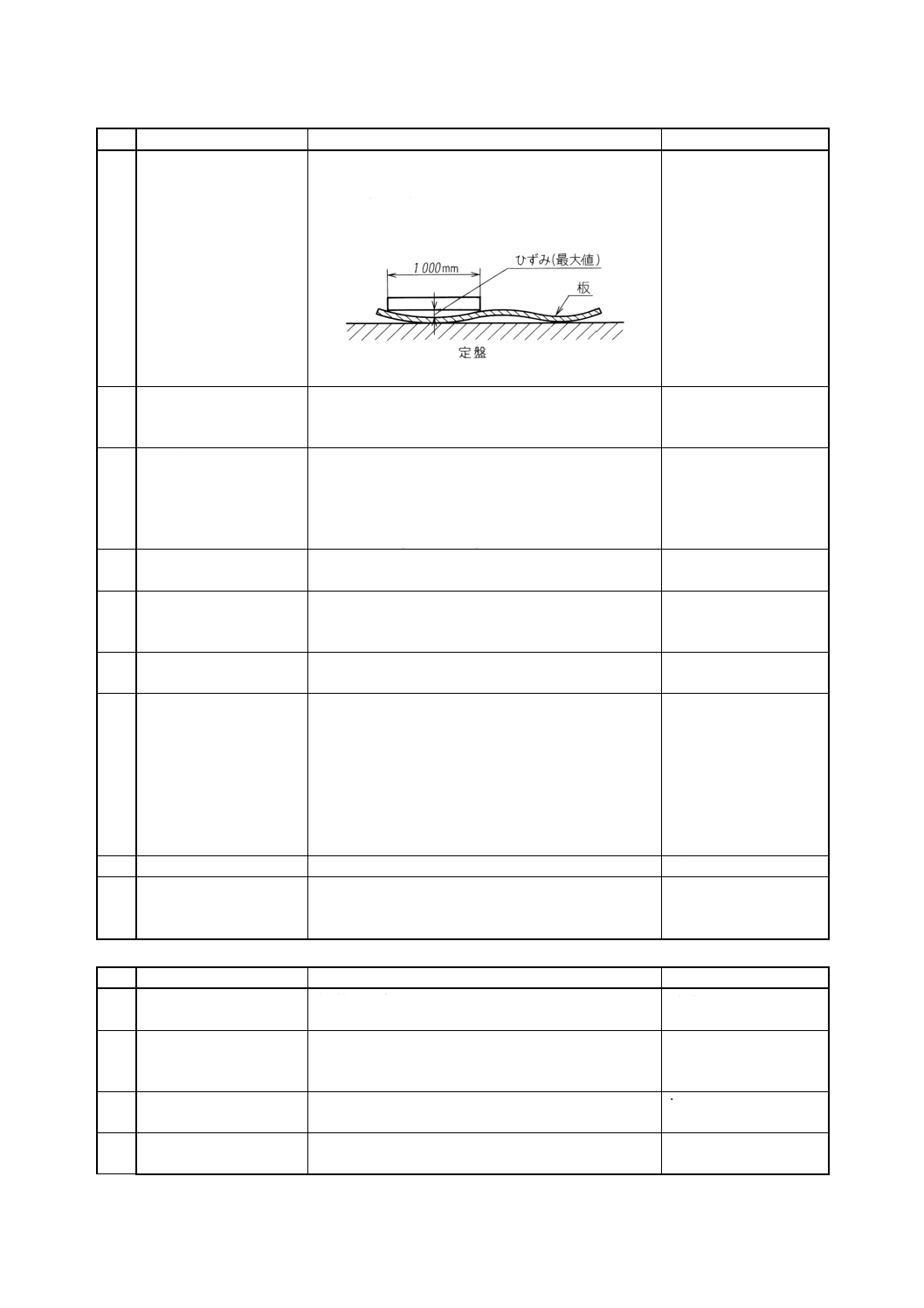
3330 平板のひずみ
平板状製品の平らさの程度。
参考1. 圧延方向に垂直に出る波打ちのこと。
2. JIS H 3100に規定されているひずみの測定
方法は,次のとおりである。
flatness
3331 板条の中高
(なかだか)
板及び条の中央部と耳部との厚さの差。
参考 通常,ワークロールのたわみによって板の中
央部が厚くなること。
sheet crowns
3332 端伸び
板及び条の幅端部が平たんでなく,凹凸が認められる状
態の総称,又は度合い。
参考 幅端部が繰り返し波打つのが特徴である。ま
た,中央部が伸びることがあり,それを中伸
び (center waves) という。
edge waves
3334 カール
条の長さ方向のそり。
参考 [巻きくせ]のこと。
curls
3335 ガッター,
クロスボウ
条の幅方向のわん曲で,幅端部のそり上がる状態の総
称,又はそのときのそりの度合い。
参考 [幅ぞり]ともいう。
gutters ;
cross bows
3336 エッジドロップ
幅方向の板厚において,両端付近に生じる急に薄くなっ
た部分
edge drops
3337 曲がり(1)
条,管及び棒の真直度を表す量。
参考1. 全長又は規定の長さに対する弧の深さを
いい, [mm] 単位で表す。
2. 伸銅品(1201参照)のJISでは,JIS H 3260
以外の規格に適用されている。
3. 条の長さ方向に対する幅方向の曲がり変
位を条の曲がり (edgewise curvature) とい
い,一方向の曲がりと蛇行とがある。
bend ;
camber
3338 ツイスト
条のねじれ。
twists
3339 バリ
スリット,せん断,打抜き,のこ(鋸)切断などの作業
によって切断部に生じる薄い突起。
参考 [かえり]ともいう。
burr
4) 表面品質
番号
用語
定義
対応英語(参考)
3400 矯正マーク
管,棒及び線のロール矯正などによって生じる表面のら
せん状の模様。
spiral marks
3401 ダイスマーク
ダイスに生じたきずが原因で,押出し(2220参照)又
は引抜き(2320参照)の際,製品(管,棒及び線)の
長手方向に発生した線模様及びきず。
die marks
3402 リングマーク
引抜工程で発生する竹の節状の凹凸。
参考 [ストップマーク]ともいう。
ring marks
3403 ロールマーク
研磨によって圧延ロールに生じた条こん(痕)が,圧延
の際,製品の表面に転写されて発生した模様。
roll marks
23
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
3404 研磨目
ブラシ及び研磨剤などによって生じる表面の線模様。 polishing marks
3405 びびり
周期的な表面の凹凸。
参考 冷間圧延(2301参照),引抜き(2320参照)
などによって生じる。
chattering marks
3406 表面粗さ
金属表面の微小な凹凸の程度。
参考 代表的な表面粗さの表示には,基準面から最
も深い谷底までの距離を [Ry] として [μm]
単位で表す。
surface roughness
3407 変色
材料表面が酸化,硫化などによって色が変化した状態。
備考 表面品質に影響するので注意を要する。
discoloration
3408 オイルスティン
潤滑油の不完全な除去又は焼付きによって,製品表面に
局部的に生成した褐色又は黒色の変色(3407参照)。
oil stains
3409 レッドスティン
黄銅系材料において,焼鈍(2500参照)中に亜鉛の蒸
発又は酸洗中の銅の沈着によって生じる淡赤又は赤色
の表面変色。
red stains
d) 試験
1) 機械的・物理的特性試験
番号
用語
定義
対応英語(参考)
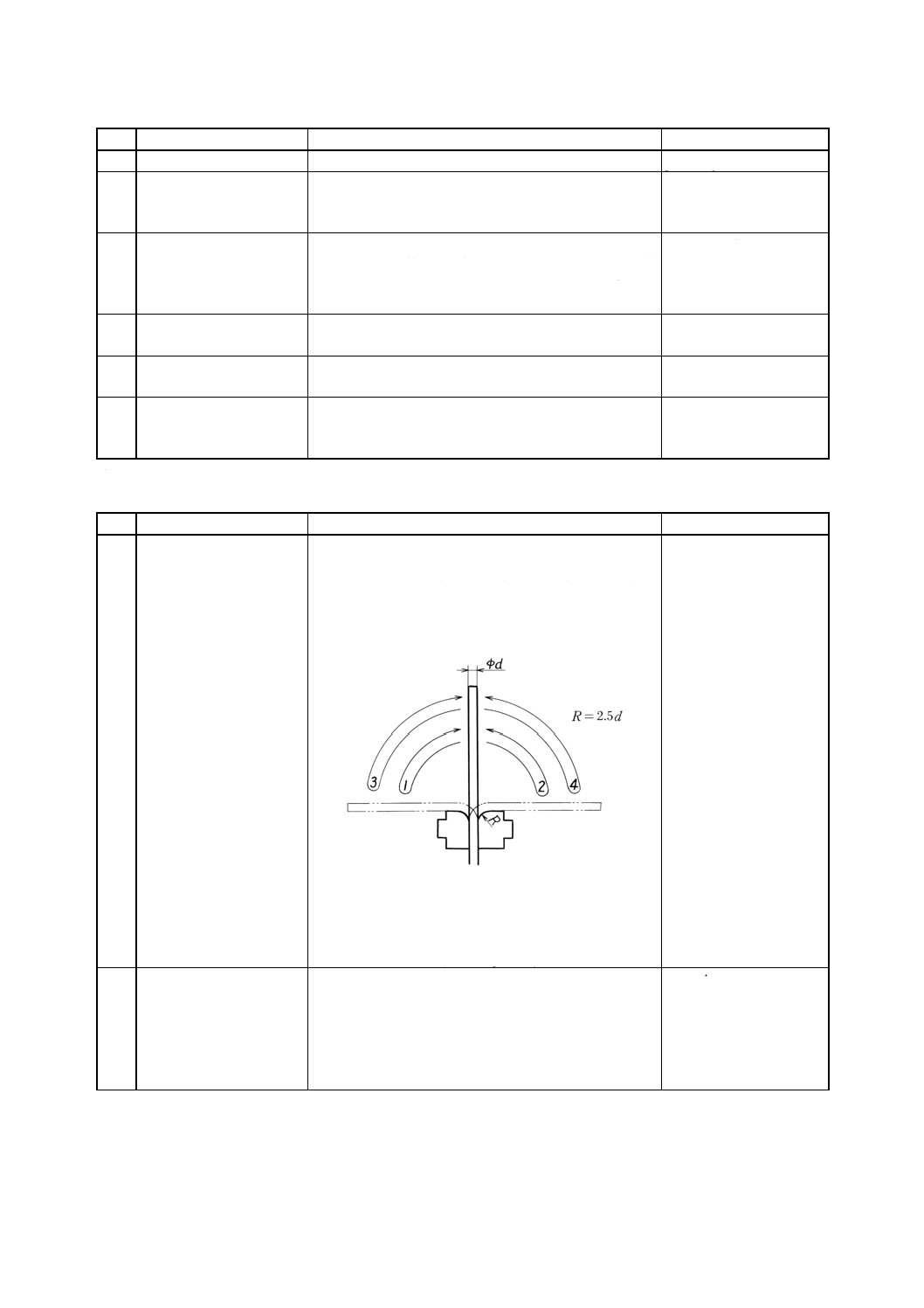
4100 繰返し曲げ試験
特定半径の円弧をもつ一対のつかみに固定し,他端をた
わまないように引っ張りながら,円弧に沿って90度ず
つ順逆方向に交互に繰返し曲げを行い,破断までの繰返
し回数を調べる試験。
参考1. 伸銅品(1201参照)のJISでは,JIS H 3510
に適用されている。
2. この試験の1種類として,リードフレーム
のリード部を片側90度の繰返し曲げを行
い,破断までの繰返し回数(往復を1回と
数える。)を調べるリード・ファティグ・
テスト (lead fatigue test) がある。
reverse bend test
4101 押広げ試験
管状試験片の一端を通常60度の角度をもつ円すい(錐)
形の工具で,所定の大きさ(押広げ倍率)まで,ラッパ
形に外径を押し広げて,表面に割れが生じたかどうかを
調べる試験。
参考 伸銅品(1201参照)のJISでは,JIS H 3300
に適用されている。
expansion test ;
flaring test
24
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
4102 へん平試験
一定の長さ(約100mm)の管状試験片を用い,2枚の平
板間に挟んで直径方向に荷重を加え,平板の距離が規定
の距離に達するまで圧縮し,へん平にして,管の表面に
割れが生じたかどうかを調べる試験。
参考 伸銅品(1201参照)のJISでは,JIS H 3300
に適用されている。
flattening test
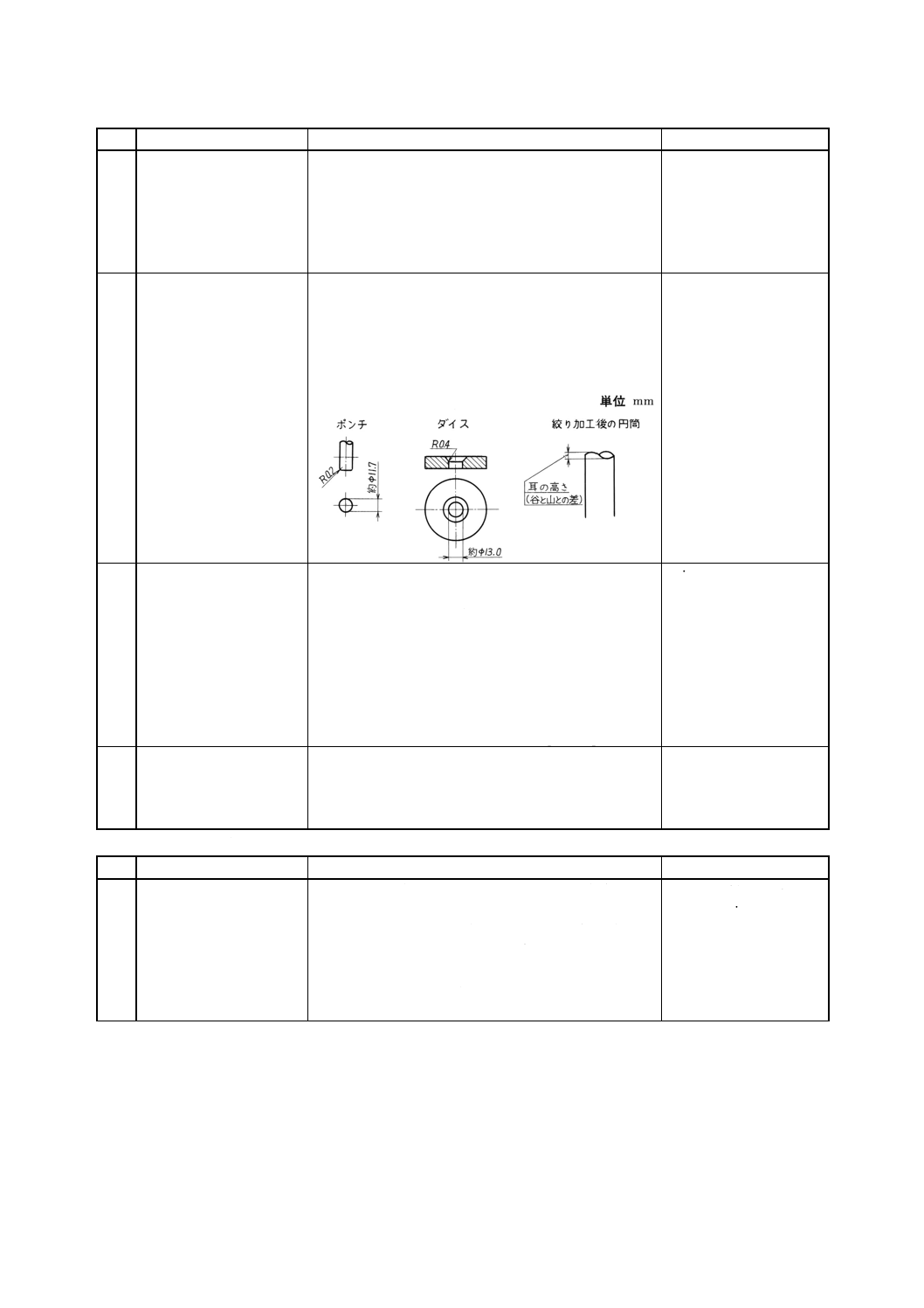
4103 深絞り試験
材料から一定の円板(径約24.3mm)を打ち抜き,これ
をポンチ及びダイスを用いて平底付き円筒に絞り加工
し,その際にできる耳の高さを測定値として,材料の深
絞り加工性を判定する試験。
参考 伸銅品(1201参照)のJISでは,JIS H 3100
のC 2051 Rにだけ適用されている。
deep drawability test
4104 ばね限界値試験
厚さ0.2〜1.6mmの板ばね材料のばね限界値(3170参照)
を求める試験。
参考1. 試験には,繰返したわみ式試験とモーメン
ト式試験とがある。伸銅品(1201参照)の
JISでは,JIS H 3130に適用されている。
2. ばね限界値は,測定される試料の自由端に
おける永久たわみ変位量0.1mm又は
0.075mmに対応する固定端における表面最
大応力値kb0.1又はkb0,075 [N/mm2] で表す。
spring elastic limit test
4105 巻付け試験
線状試験片を直径の2倍の心金に3回以上巻き付け,破
断やきずなどの発生状況を調べる試験。
参考 伸銅品(1201参照)のJISでは,JIS H 3270
の一部に適用されている
coiling test
2) その他の試験
番号
用語
定義
対応英語(参考)
4200 時期割れ試験
材料に実用上有害となるような残留応力が存在してい
るかどうかを調べる試験。
参考 アンモニア試験(4201参照)と水銀試験(4202
参照)とがあるが,伸銅品(1201参照)の
JISでは環境面を考慮し,JIS H 3250,JIS H
3300,JIS H 3320にはアンモニア試験だけが
適用されている。
season cracking test ;
stress corrosion test
25
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
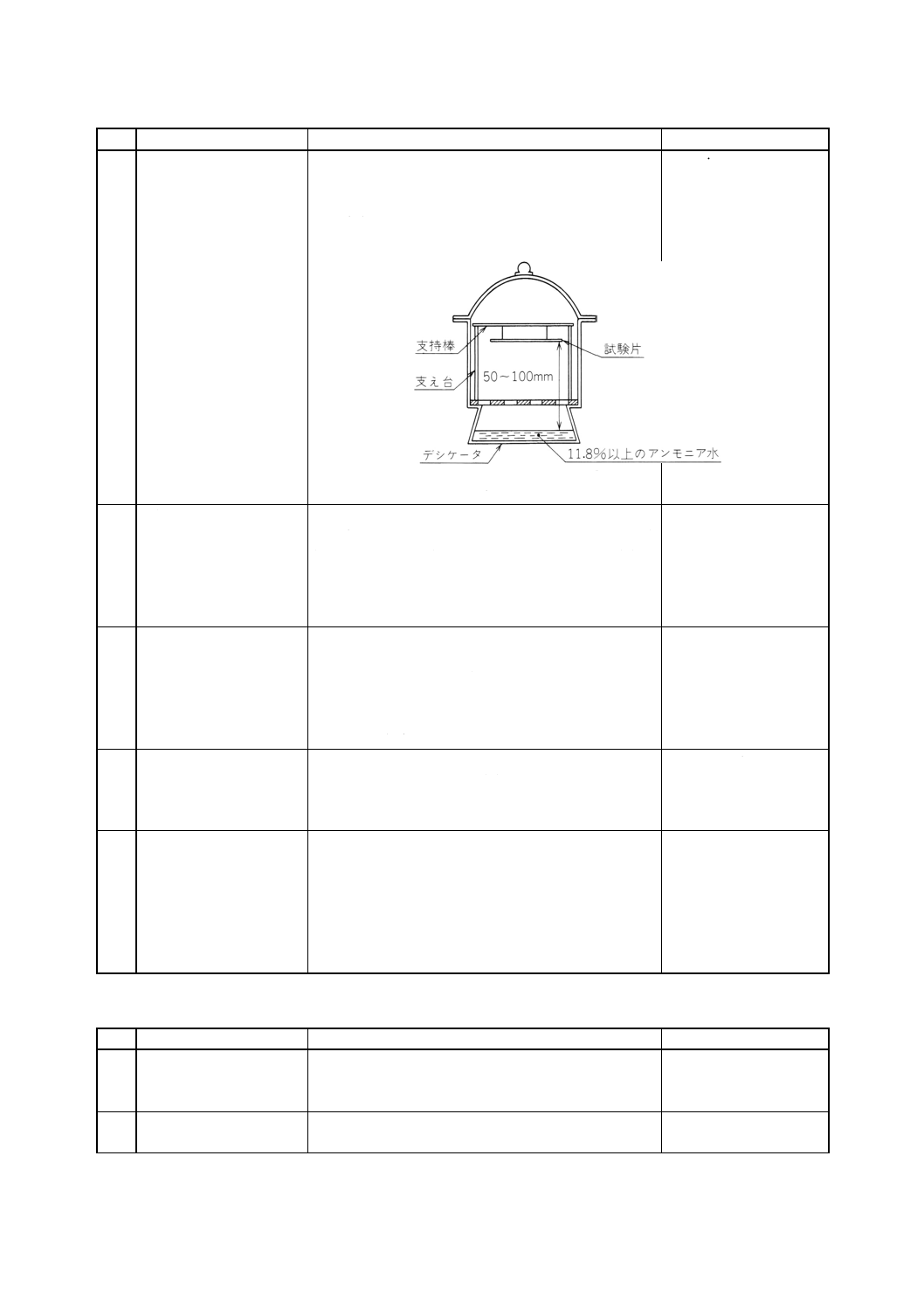
4201 アンモニア試験
時期割れ試験(4200参照)の一つで,試験片をアンモ
ニアガス中に一定時間(2時間)暴露し,割れの有無を
調べて実用上有害となるような残留応力の有無を確認
する試験。
参考1. 試験装置例を示す。
ammonia test
2. 伸銅品(1201参照)のJISでは,JIS H 3250,
JIS H 3300,JIS H 3320に適用されている。
4202 水銀試験
時期割れ試験(4200参照)の一つで,試験片を硝酸第1
水銀溶液中に一定時間(15分間)浸せきし,割れの有
無を調べて実用上有害となるような残留応力の有無を
確認する試験。
参考 伸銅品(1201参照)のJISでは,環境面を考
慮して適用されていない。
mercurous nitrate test
4203 水素ぜい化試験
試験片を水素ガス気流中で,所定の温度 (850±25℃),
時間(30分間)で加熱した後,顕微鏡による検査(75
〜200倍)又は繰返し曲げ試験(4100参照)を行って水
素ぜい性の程度を判定する試験。
参考 伸銅品(1201参照)のJISでは,C 1020,C 1201
及びC 1221に適用されている
hydrogen embrittlement test
4204 はく離試験
試験片を850℃の炉中に置き,30分間加熱酸化した後,
水冷して酸化膜のはく離の有無を目視で調べる試験。
参考 伸銅品(1201参照)のJISでは,JIS H 3510
に適用されている。
flaking test of oxide film
4205 脱亜鉛腐食試験
銅−亜鉛系合金の脱亜鉛腐食(5201参照)を起こしや
すい条件において,その耐食性を評価するために行う腐
食促進試験。
参考 代表的試験法として,ISO 6509(1%CuCl2温
液中浸透法)と日本伸銅協会技術標準
JBMA-T303(定電流アノード分極法)とがあ
る。
dezincification test
e) その他
1) 金属一般
番号
用語
定義
対応英語(参考)
5100 合金
母金属元素(量的に多い元素)と合金元素(5101参照)
や不純物(5102参照)のような他の元素との混合物か
らなる金属物質。
alloy
5101 合金元素
ある特性を付与する目的で,母金属に添加され,又は包
含される金属,又は非金属元素。
alloying element
26
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
5102 不純物
母金属又は合金(5100参照)に対し,意識的に添加さ
れたものではない少量の金属又は非金属元素。
impurity
5103 展伸用合金
熱間及び/又は冷間の塑性変形による展伸材(1200参
照)の製造を主に意図した合金(5100参照)。
wrought alloy
5104 鋳物用合金
鋳物の製造を主に意図した合金(5100参照)。
casting alloy
5105 酸化銅
銅(1100参照)及び高銅合金(1102参照)などを,酸
化雰囲気中で加熱する際に,表面に生成する銅と酸素の
化合物。
参考 酸化銅 (II) [CuO],酸化銅 (I) [Cu2O] の2種
類があり,前者は最表層部に生成し,黒色を
呈し,後者は前者の下層部に生成し,赤褐色
を呈す。
copper oxide
5106 緑青
(ろくしょう)
銅及び銅合金表面に生じる青緑色の化合物のことで,水
分,CO2ガス及びSO2ガスなどの作用によって生成され
た塩基性炭酸銅,塩基性硫酸銅などを主成分とする腐食
生成物。
参考 水に溶けず無害であり,また素地の保護被膜
となる。
patina
5107 形材
全長にわたって断面が同形で,棒,線,管,板及び条と
は異なる断面をもち,真っすぐな状態かコイル状で供給
される展伸製品。
profile
5108 鍛造素材
鍛造用に適した例えば,棒又は他の断面をもつ熱間加工
(2200参照)した中実の中間製品。
参考 鍛造素材(5108参照)は,鍛造品(1260参
照)であってもよい。
forging stock
5109 スラグ
展伸材(1200参照)から得られる小さな予備成形品。
参考1. スラグは,中心に孔のあるものかないもの
で供給される。鍛造品(1260参照)から得
られてもよい。
2. 鍛造,冷間押出しなど,後加工の材料とな
る。
slug
2) 腐食
番号
用語
定義
対応英語(参考)
5200 ガルパニック腐食
異種の金属が電解質溶液を介して電気回路ができたと
き,両者の腐食電位の違いのため,よりひ(卑)な電位
の金属の腐食が促進される現象。
galvanic corrosion
5201 脱亜鉛腐食
銅−亜鉛系合金において,合金(5100参照)中の亜鉛
だけが腐食溶出し,後に多孔質の銅と腐食生成物が残る
現象,又は合金の両成分が溶解し,銅だけが再析出する
現象。
dezincification corrosion
5202 孔食
金属内外部に生じた局部的な腐食がピット状に進行し
た現象。
pitting corrosion
5203 かい(潰)食
金属表面にできた酸化膜などが,流体の衝撃などによっ
て継続的に破壊され,その部分が陽極となって比較的急
速に進行する腐食現象。
参考 配管のわん曲部,熱交換器管の入口部などで
生じやすい。
impingement attack ;
erosion
5204 擦過腐食
(さっかふしょく)
近接した金属同志の表面が,微小振幅の振動などでお互
いにこすられることが原因で起こる腐食現象。
fretting corrosion
27
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
5205 応力腐食割れ
材料が,ある値以上の引張応力とある種の腐食媒との共
存下で,腐食によって誘導される割れ。
stress corrosion cracking
5206 時期割れ
製造過程で材料中に残留した引張応力によって起こる
割れ。
参考 応力腐食割れ(5205参照)の一種。
season cracking
3) 管継手
番号
用語
定義
対応英語(参考)
5300 銅管継手
配管用銅管(1440参照)のはんだ付(2620参照)・ろう
付(2621参照)用の銅及び銅合金製の接合部品 (JIS H
3401)。
参考 そのほかに社団法人日本銅センター規格
(JCDA-1990銅及び銅合金の管継手),社団
法人日本水道協会規格(JWWA H 102 水道用
銅管継手)がある。
pipe fittings
5301 T
(ティー)
配管接合継手の形状で,3方向分岐のT形のもの。
参考 ティーズともいわれる。
tees
5302 エルボ
配管接合継手の形状で,L形のもの。
elbows
5303 だ円値
銅管継手(5300参照)の実測最大外径(内径)と実測
最小外径(内径)との差。
ovality
5304 形式検査
銅管継手製品の品質が設計で示されたすべての品質項
目を満足するかどうかを判定するための検査。
参考 伸銅品(1201参照)のJISでは,JIS H 3401
(銅及び銅合金の管継手)に適用されてい
る。
type inspection
5305 受渡検査
銅管継手(5300参照)の形式検査(5304参照)に合格
したものと同じ設計・製造にかかわる製品の受渡しに際
して,必要と認められる品質項目が満足するものである
かどうかを判定するための検査。
参考 伸銅品(1201参照)のJISでは,JIS H 3401
に適用されている。
delivery inspection
4) 非精製銅・精製銅
番号
用語
定義
対応英語(参考)
5400 銅マット,
銅かわ(鈹)
主として硫化鉄と硫化銅からなる中間製品で,転炉で酸
化してブリスター(5402参照)と呼ぶ金属銅にするも
の。
copper matte
5401 ブラックカパー
通常,溶鉱炉で不純物の多い銅スクラップや酸化鉱を原
料として,産出する不純物を多量に含有する銅。
参考 銅含有量は大きく変動し,普通約60〜80%の
範囲にある。
black copper
5402 ブリスター,
粗銅
溶融銅マット(5400参照)に空気を吹き込み,産出す
る不純物を多量に含有する銅。
参考 転炉工程で硫黄,鉄,その他不純物(5102参
照)を酸化除去したもので,銅含有量は,普
通約98%である。
brister copper
5403 沈殿銅
銅化合物の水溶液から,通常,鉄で置換析出させた不純
物を多量に含み,微細な形状の金属銅と酸化銅の混合
物。
参考 銅含有量は,乾燥状態で大きく変化し,普通
約50〜85%の範囲にある。
cement copper
28
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
5404 精製銅
銅含有量99.85%以上の金属か,銅含有量97.5%以上の
金属で,次に規定する限度 (%) を超えない他の元素を
含有して供給されるもの。
Ag≦0.25
S≦0.7
As≦0.5
Sn≦0.8
Cd≦1.3
Te≦0.8
Cr≦1.4
Zn≦1.0
Mg≦0.8
Zr≦0.3
Pb≦1.5
その他合計≦0.3
refind copper
5405 脱酸銅
りん,リチウム,ほう酸,若しくはカルシウムのような
金属又は非金属の脱酸剤を限られた量含み,酸化銅 (I)
(5105参照)を含まない銅。
参考 りん脱酸銅(1103参照)が最もよく使われる。
deoxidized copper
5406 化学的精製
電気分解以外の方法で水溶液から銅を得る方法。
chemical refining
5407 電解精製
銅を可溶性陽極として使い電気分解によって銅の純度
を高める方法。
electolytic refining
5408 電解採取
非可溶性陽極を使い銅を含む電解質液から電着させて
銅を採取する方法。
electro-winning
5409 乾式精製
溶融状態で酸化し,続いて還元して銅を造る方法。
fire refining
5410 さお銅,
ワイヤバー
電線製造用にまくら木形に鋳造された地金(2100参照)。
参考 圧延して引抜き素線か平板状にし,次に線,
条,形材(5107参照)を製造するために普通
使われる。
wire bar
5) 鋳物
番号
用語
定義
対応英語(参考)
5500 鋳物
溶融金属又は合金(5100参照)を鋳型の中で凝固して
造り,仕上がりの形に近い製品の一般用語。
casting
5501 砂型鋳物
砂の鋳型の中で造られた鋳物(5500参照)。
sand casting
5502 金型鋳物
チル鋳物
重力又は低圧力を用いて,溶融金属を金型の中に注湯し
て造られる鋳物(5500参照)。
permanent mould casting ;
chill casting
5503 ダイカスト,
ダイカスト鋳物
高圧力を用いて,溶融金属を金型の中に注湯して造られ
る鋳物(5500参照)。
pressure die casting ;
die casting
5504 遠心鋳造鋳物
鋳物(5500参照)の主軸と回転軸が一致している回転
鋳型の中で,遠心力によって造られる鋳物。
参考 鋳物の厚さは,鋳型の寸法と注がれる金属の
量によって決まる。
centrifugal casting
5505 連続鋳造鋳物
鋳型の中に連続的に金属を供給して造られる鋳物(5500
参照)。
参考 凝固しながら鋳型の他端部から鋳物は引き
出されるが,長さは鋳型の寸法と無関係であ
る。
continuous casting
6) その他
番号
用語
定義
対応英語(参考)
5600 IACS
電気抵抗(又は電気伝導度)の基準として,国際的に採
択された焼鈍標準軟銅。
参考 その体積抵抗率(3201参照)は,1.724 1×10
−2μΩm(導電率100%IACS)と規定されてい
る。
international annealed
copper standard
5601 コイル単重
条の一巻きの質量。
coil weight
29
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
対応英語(参考)
5602 ミリ幅単重(ミリ単重)
条製品において,コイル単重をコイル幅で除した1mm
幅当たりの質量。
参考 単位は [kg/mm] で表す。
coil weight per 1mm width
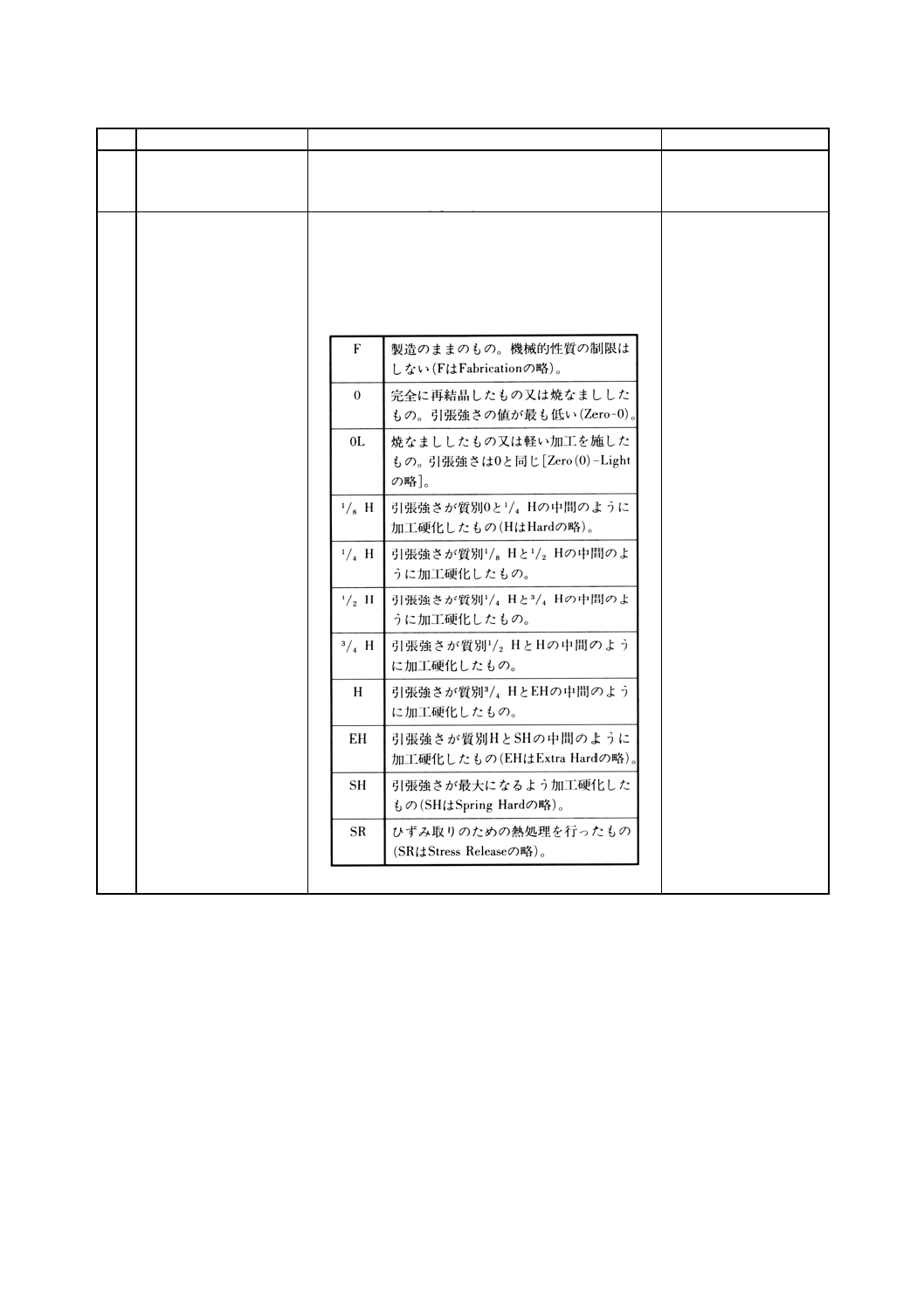
5603 質別(1)
伸銅品(1201参照)に特定の物理的又は機械的性質を
付与するために,必要な処理を施した材料の状態。
参考 処理には,熱処理によるものと,冷間加工
(2300参照)によるものとがある。現行JIS
に規定している質別記号及び概念を次に示
す。
temper
30
H 0500 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
伸銅品用語原案作成委員会 構成表
氏名
所属
(委員会長)
太 田 裕 二
古河電気工業株式会社
森 哲 美
住友軽金属工業株式会社
龍 田 俊太郎
三菱伸銅株式会社
大 後 隆 盛
新日東金属株式会社
吉 川 嘉 宥
日本伸銅株式会社
仲 田 進 一
清峰金属工業株式会社
丹 寿 志
三宝伸銅工業株式会社
織 田 明
株式会社神戸製鋼所
相 馬 南海雄
日本伸銅協会