H 0201 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した
日本工業規格である。これによって,JIS H 0201 : 1987は改正され,この規格に置き換えられる。
今回の改正では,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成,及び日
本工業規格を基礎にした国際規格原案への提案を容易にするために,ISO 7583 : 1986, Anodizing of
aluminium and its alloys−Vocabularyを元に国際整合化を図った。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
H 0201 : 1998
アルミニウム表面処理用語
Glossary of terms used in the surface treatment of aluminium
序文 この規格は,1986年に第1版として発行されたISO 7583, Anodizing of aluminium and its alloys−
Vocabularyが対応国際規格としてあり,対応する部分(陽極酸化処理用語)については,技術的内容は同
等であるが,対応国際規格に規定のない化成処理,関連表面処理(塗装,めっき,ほうろう,溶射)など
について追加規定している。
1. 適用範囲 この規格は,アルミニウム及びアルミニウム合金の陽極酸化処理及び化成処理に関する主
な用語及び定義について規定する。
備考 この規格の対応国際規格を,次に示す。
ISO 7583 : 1986 Anodizing of aluminium and its alloys−Vocabulary
2. 分類 アルミニウム表面処理用語は,次の8部門に分類する。
a) 一般
b) 処理剤(材)・設備器具
c) 前処理
d) 陽極酸化処理(染色,封孔,排水処理)
e) 化成処理
f)
関連表面処理(塗装,めっき,ほうろう,溶射)
g) 性質・欠陥
h) 検査・試験
3. 定義 用語及び定義は,次による
なお,参考のために対応する英語を示す。
a) 一般
番号
用語
定義
参考
対応英語
101
陽極酸化
陽極処理によって電極表面において起こる酸化反
応。
anodic oxidation
102
陽極酸化処理
陽極における電気化学的な酸化処理の総称。陽極処
理ともいう。
anodizing,
anodising
103
陽極酸化皮膜
陽極酸化処理によって生成した皮膜。
anodic oxide coating,
anodic oxide film
2
H 0201 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
対応英語
104
アルマイト
陽極酸化皮膜,又は皮膜の施された製品の通称。
参考 登録商標 (ALMITE) から由来した言
葉。
anodic oxide coating
105
自然酸化
空気中で人工的に加速させることなく起こる酸化
反応。
natural oxidation
106
陽極酸化塗装複合皮
膜
陽極酸化処理後,更に塗装を施して耐食性などを一
段と向上させた皮膜。単に複合皮膜ともいう。
combined coating of anodic oxide
and organic films
107
化成処理
金属表面上に化学酸化剤の反応によって酸化皮膜
を生成させる処理。
chemical oxidation,
chemical conversion
108
化成皮膜
酸又はアルカリ性水溶液を用いて無電解で生成し
た皮膜。化学皮膜ともいう。
chemical conversion coating,
conversion coating
109
電解
電解液中に浸せきした電極に電流を流し,電極で起
こさせる電気化学反応。
electrolysis
110
電解質
水などの溶媒に溶けてイオン化し,その溶液が電気
伝導性をもち,電流を通すと電気分解現象を起こす
物質。
electrolyte
111
電解液
電解質を水などの溶媒に溶かした溶液。電解質溶液
ともいう。
electrolytic solution
112
電解浴
電解槽中の電解液。
electrolytic bath
113
陽極
陰イオンの放電,陽イオンの生成及びその他の酸化
反応が行われる極。
anode
114
陰極
陽イオンが電気化学的に金属又は水素に還元して
析出し,陰イオンが生成する極。
cathode
115
補助電極
均一な陽極酸化皮膜の生成を目的に使う補助的な
陰極,又は陽極。
auxiliary electrode
116
極間距離
陽極と陰極との距離。
distance between electrodes,
anode-cathode distance
117
分解電圧
溶液の電解に必要な最小限の電圧。
decomposition voltage
118
過電圧
実際電解が行われている電極電位と平衡電位との
差。
overvoltage
119
電解槽電圧
陽極酸化処理浴中の陽極と陰極との間の電圧。浴電
圧ともいう。
bath voltage
120
スローイングパワー
処理物の皮膜厚さや色を均一にさせる性質。
throwing power
121
電流密度
電極の単位面積当たりの電流の大きさ。
current density
122
限界電流密度
正常な皮膜を生成する電流密度の上限及び下限。
critical current density
123
電流分布
電極の各位置における通過電流の分布状態。
current distribution
124
電流効率
通過した電流のうち,目的とする電極反応に使用さ
れた電流の割合。
current efficiency
125
陽極電流効率
一般に特定の陽極反応効率。陽極酸化においては,
陽極酸化中に使われる電気の総量に対する皮膜生
成にかかわる電気量の比。
anode efficiency
126
皮膜生成率
金属損失量に対する酸化生成物量の比率。
coating ratio
127
吸着
気相又は液相中の物質がその相と接する他の相(液
相又は固相)との界面において,相の内部と異なる
濃度を保って平衡に達する現象。
adsorption
128
活性化処理
表面の化学的反応性を高めることを目的とする処
理。
activation
129
再活性化処理
染料の吸着性を高めるため,陽極酸化皮膜を酸処理
する方法。
reactivation
3
H 0201 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
対応英語
130
凝集
液体中に存在する不溶性微粒子が集合して一団と
なり,やがて沈殿する現象。
aggregation,
flocculation,
coagulation
131
脱イオン処理
イオン交換によって,水中のイオンを水素イオン又
は水酸イオンに交換する処理。
deionization,
demineralizing
132
脱イオン水
脱イオン処理によって得られた水。
deionized water
133
電気泳動
媒体に懸濁されている荷電粒子が,電場の影響によ
って移動する現象。
electrophoresis,
cataphoresis
134
清浄
金属表面に油脂などの汚れがないきれいな状態。
clean
135
洗浄
弱アルカリ,酸溶液,溶剤又はそれらの蒸気を用い
て行う,表面の油分や汚れの除去。
この工程は,化学的又は電解で行われる。
cleaning
136
拡散反射
物体表面に入射した光束が,その表面から映像を作
らないような状態で各方向に反射される現象。
diffuse reflection
137
鏡面反射
物体表面に入射した光束が,映像を作るような状態
で反射される現象。正反射ともいう。
mirror reflection,
specular reflection
138
反射率
入射光に対する反射光の強度比。一般に百分率 (%)
で表す。鏡面反射率は,鏡面反射における反射率。
全反射率は鏡面反射率と拡散反射率の和。
reflectivity,
reflectance
139
光沢
反射光によって感じられる物体表面の属性。正反射
光成分の大小によって光沢の大小が定められる。つ
やともいう。
gloss,
luster
140
鏡面光沢度
物体表面からの鏡面反射光と基準面(屈折率1.567
のガラス)からの鏡面反射光との比。
単に光沢度ともいう。鏡面反射率10 %の面の鏡面
光沢度は約100となる。
relative-specular glossiness
141
色
物体の入射光,反射光,透過分光成分及び観察者の
分光感受性などによって支配される物体の外観。
colour
142
色差
色の相違を数量的に表したもの。
colour difference
143
ブルースケール
染料の光堅ろう度測定のための国際的スケール。こ
のスケールは光堅ろう度の異なる8種類の青色染
料で染めたウールの布である
blue scale
144
グレースケール
色の変化を評価するために使用される,異なる濃さ
の灰色に染色した国際的なスケール。
gray scale
145
不動態
本来,ひ(卑)である電極電位を示し,不安定であ
るべき金属があたかも貴である金属のように振る
舞う状態。
この状態では,電極電位も貴の値を示す場合が多い。
passive state
146
局部電池
一つの金属体表面で局部的に構成される短絡電池。 local cell
147
腐食
金属が環境中の諸物質と反応して消耗する現象。 corrosion
148
腐食性物質
腐食を起こさせやすい物質。
corrosive substance
149
結露
水蒸気を含んでいる空気が冷却して露点以下にな
り,水蒸気が液化して露を結ぶ現象。
dew formation
150
レイティングナンバ
点食(ピッティング)の程度を腐食面積率の範囲で
示す数値。
rating number (RN)
151
有効面
製品の用途上で指定された表面処理品質が不可欠
な面。
significant surface
152
素地
皮膜形成の基となる材料。
basis metal,
substrate
4
H 0201 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
対応英語
153
浴管理
処理浴の状態を正常に維持するために必要な管理。 bath control
154
排水処理
排水を浄化する処理。
waste water treatment,
effluent treatment
155
渦電流
非磁性素材金属上の非電導性皮膜,例えば,アルミ
ニウム上の陽極酸化皮膜の厚さ測定に使われる高
周波誘導電流。
eddy current
b) 処理剤(材)・設備器具
番号
用語
定義
参考
対応英語
201
研磨材
削り,すりへらし又は磨くために使用する材料。そ
のうち特定のものを研削材・たく(琢)磨材という
ことがあり,エメリ,アランダム,カーボランダム,
ライムなどがある。
abrasive
202
バフ研磨剤
バフに塗布して用いる研磨剤。研磨剤を油脂などと
混合して用いるものを固形研磨剤,エマルションに
分散して用いるものを液状研磨剤という。
buffing compound
203
界面活性剤
表面張力を減少させるために加える添加剤。
surface active agent,
wetting agent,
surfactant
204
ミスト防止剤
表面処理操作中に発生するミストの抑制剤。
mist suppressant
205
すて材
陽極処理又は電解着色における端部に流れる過大
な電流を吸収するために被処理物と同極につるす
補助材。ダミー材ともいう。
thief,
robber
206
染料
溶媒に溶解し,染着可能な染剤の総称。有機染料と
無機染料とがある。
dye,
dyestuff
207
顔料
不溶性の固体物質で,微粉末の着色体。
pigment
208
水溶性染料
水に溶かして使う染料。水性染料ともいう。
water soluble dyestuff,
water soluble dye
209
油溶性染料
適切な溶剤に溶かして使う染料。油性染料ともい
う。
oil soluble dyestuff,
oil soluble dye
210
食用色素
食品衛生法で指定された合成着色料。食品に接する
アルミウム製器物の染色に使用する。
food colour,
food dye
211
封孔助剤
水和封孔の効果を増すために処理浴に加える薬剤。
ニッケル塩,クロム酸塩,トリエタノールアミンな
どがある。
sealing additives
212
ろ過助剤
ろ過効果を上げるために,ろ布に充てんする助剤。 filter aid
213
プライマ
金属素地に定着し,上塗り塗料との密着性を向上さ
せるための下地塗料。
wash primer,
etching primer
214
ブスバー
電源から電解槽まで電流を伝える金属棒。
bus bar
215
陽極バー
陽極処理槽の上に置かれた導電部で,ブスバーから
被処理物に電流を導く金属製の棒。
anode bar
216
キャリアバー
品物の搬送を兼ねた陽極バー。
carrier bar,
flight bar
217
ジグ
陽極酸化する品物を支持し,通電のために用いる道
具。ひっかけともいう。
jig,
rack
218
電解枠
ジグの一種で,枠状のもの。
frame for racking
5
H 0201 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 前処理
番号
用語
定義
参考
対応英語
301
前処理
表面処理をするに当たり表面状態調整,装飾的効果
などのために主工程の前に行う処理。
pretreatment
302
サテン仕上げ
表面に短く,細かい不連続のすじ目を均一に付けた
仕上げ。
satin finish
303
なし(梨)地仕上げ
表面に機械的又は化学的処理によって微細な凹凸
を均一に形成させた,無方向性のつや消し仕上げ。
mat (matt) finish
304
化学なし(梨)地仕上
げ
品物を特定溶液中に浸せきして行うなし地仕上げ。 chemical mat finish
305
スピン仕上げ
同心円形の研磨模様を数多く付けた仕上げ。サーキ
ュラ仕上げともいう。
spin finish,
circular finish
306
ヘヤライン仕上げ
連続した細かいすじ模様の仕上げ。
hair-line finish
307
ダイヤひき目仕上げ
旋盤などにダイヤモンドバイトを取り付けて加工
する細かい切削ひき目の光沢仕上げ。
diamond-cut finish
308
光輝仕上げ
光輝面を作る処理液に浸すことによって,金属表面
を光輝面に仕上げる処理。
処理方法には電解研磨又は化学研磨がある。この仕
上げ方法に適合する素材に高純度アルミニウム,光
輝アルミニウム合金などがある。
bright finish,
bright dipping
309
ブラスト処理
アルミナ,ショット,グリッド,ガラスビーズなどを
用いて,空気の流れによって吹き付ける表面処理。
abrasive blasting
310
サンドブラスト
圧縮空気又は遠心力などで,砂又は粒状の研削材を
品物に吹き付けて行う表面加工方法。
sand blasting
311
ショットブラスト
圧縮空気又は遠心力などで,ショット,カットワイ
ヤなどを品物に吹き付けて行う表面加工方法。
shot blasting
312
ガラスビーズブラス
ト
小さい特殊なガラスビーズを,表面を清浄に又は硬
くするために,金属表面に噴射させる処理。
glass beed blasting
313
液体ホーニング
粒状又は粉状の研磨材を含む液を品物に噴射して
行う研磨方法。
liquid honing,
wet blasting
314
研磨
研削及び磨きの総称。
sanding,
grinding,
polishing
315
ベルト研磨
研磨材(剤)の付着したベルトを使用する研磨方法。
そのまま用いる乾式と,水又は油を用いる湿式があ
る。
belt sanding,
belt grinding,
belt polishing
316
ブラシ研磨
ピアノ線,ステンレス鋼線,黄銅線などを植えたブ
ラシ又は研磨輪を使用して行う研磨方法。
brushing
317
スチールウール研磨
スチールウールを使用して機械又は手作業によっ
て研磨する方法。
steel-wool finishing
318
グラインダバフ研磨
粗粒の研磨材を表面に保持した研磨輪を使用して
行う研磨方法。
grinding,
grinder-buffing
319
バフ研磨
布製又は適切な物質の研磨輪を用い,その表面にバ
フ研磨剤を付けて行う研磨方法。研磨の程度によっ
て下地磨き,仕上げ磨き,つや目磨きに分けられる。
buffing
320
バレル研磨
品物を研磨材とともに回転又は振動容器中に入れ
て研磨する方法で,乾式と湿式とがある。
barrel polishing,
barreling,
tumbling
321
ろくろ研磨
旋盤で品物を回転させながら研磨布などで行う研
磨方法。しん(芯)出し研磨ともいう。
spin finishing
6
H 0201 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
対応英語
322
ラッピング
寸法誤差の調整又は表面仕上げの改善のために行
う研磨。
lapping
323
炭とぎ
ほお炭(ほおの木から作ったすみ)などに水を付け
ながら手磨きし,細かいきずや研磨目を除き,平滑
にする研磨方法。
polishing with charcoal block,
charcoal finishing
324
電解研磨
主として酸溶液中で電気化学的に表面を研磨する
方法。
electrolytic polishing,
electropolishing,
electrobrightening
325
化学研磨
主として酸溶液中で化学的に表面を研磨する方法。 chemical polishing,
chemical brightening
326
エンボス加工
表面に機械的方法によって凹凸模様を付ける加工。 embossing
327
脱脂
圧延,成形などで付着した油脂分や汚れの除去。 degreasing
328
アルカリ脱脂
アルカリ溶液中への浸せきによる,品物表面の油脂
の除去。通常,品物の表面に,わずかに溶解侵食を
伴う。
alkaline degreasing
329
酸脱脂
酸溶液中への浸せきによる,品物表面の油脂の除去。 acid degreasing
330
エマルション脱脂
エマルション(乳化液)による,品物表面の油脂の
除去。
emulsion degreasing
331
有機溶剤脱脂
有機溶剤による,金属表面の油脂の除去。
organic solvent degreasing
332
電解脱脂
所定の溶液中に品物を陰極として浸せきし,電気化
学的に行う脱脂。
electrolytic degreasing
333
酸洗い
酸溶液中への浸せきによる,酸化物などの除去。 deoxidizing,
pickling
334
超音波洗浄
洗浄液中に超音波を発振し,品物に微振動を与える
洗浄方法。
ultrasonic cleaning
335
エッチング
化学的又は電気化学的に品物の表面を溶解しなが
ら荒す方法。品物をマスキング(表面の部分的被覆
保護)し,アルカリなどで所望の形状に食刻する方
法もある。
etching
336
電解エッチング
適切な溶液中での電解によるエッチング。
electrolytic etching
337
スマット除去
酸洗い又はアルカリ浸せきの際に,表面に生成する
残さの除去。
desmutting
338
アルカリ回収法
エッチング用水酸化ナトリウムの溶液中に増加する
溶存アルミニウムなどの不要分を除去し,濃度調整
を行ってエッチング液として再利用する方法。
alkali recovery system,
alkali regeneration system
d) 陽極酸化処理(染色,封孔,排水処理)
番号
用語
定義
参考
対応英語
401
直流法
直流によって陽極酸化処理をする方法。
direct current anodizing
402
交流法
交流によって陽極酸化処理をする方法。
alternating current anodizing
403
交直重畳法
交流に直流を重畳して陽極酸化処理をする方法。 process of superimposed direct
current on alternating current
404
定電流法
電流を一定に保ちながら陽極酸化処理をする方法。 constant current anodizing
405
定電圧法
電圧を一定に保ちながら陽極酸化処理をする方法。 constant voltage anodizing
406
不完全整流法
整流波形の一部に非整流波形を加えた電流を用い
て陽極酸化処理をする方法。
imperfectly-rectified current
anodizing
407
PR法
周期的に電流又は電圧の極性を反転させて電解す
る方法。電流反転法ともいう。
periodic reverse electrolysing
7
H 0201 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
対応英語
408
パルス法
パルス波形を用いた電解方法。電流回復現象によっ
て,高い電流密度で電解ができる。
pulse anodizing
409
しゅう酸皮膜
しゅう酸水溶液で陽極酸化処理して生成した皮膜。
日本で最初に工業化された陽極酸化法。
oxalic acid anodic oxide coating
410
硫酸皮膜
硫酸水溶液で陽極酸化処理して生成した皮膜。
sulphuric acid anodic oxide coating
411
クロム酸皮膜
クロム酸水溶液で陽極酸化処理して生成した皮膜。
ベングーフ・スチュアート法が工業的に最初に行わ
れた。主に航空機に用いられる。
chromic acid anodic oxide coating
412
りん酸皮膜
りん酸水溶液で陽極酸化処理して生成した皮膜。 phosphoric acid anodic oxide coating
413
混酸皮膜
2種類以上の無機酸又は有機酸を混合した水溶液
で陽極酸化処理して生成した皮膜。
mixed acid anodic oxide coating
414
硬質皮膜
主として低温で陽極酸化処理して生成した硬質の
皮膜。
hard anodic oxide coating
415
コイルアルマイト
線,条などの長尺の素材を巻き取りながら連続して
陽極酸化処理する方法。
coil anodizing
416
かごアルマイト
リベットのような小物部品を穴のあいたかごの中
に入れて行う陽極酸化処理。アルミニウム部品はか
ごに押し付けられて陽極となる。電解液は部品の間
を循環する。
basket anodizing,
barrel anodizing
417
光輝皮膜
高純度アルミニウムや光輝アルミニウム合金を光
輝仕上げ後,つやを失わずに得られた皮膜。
bright anodic oxide coating
418
自然発色皮膜
陽極酸化処理だけで発色させた皮膜。素材の組成,
材質によって発色させる合金発色皮膜及び電解浴,
電解条件によって発色させる電解発色皮膜がある。
self-colour anodic oxide coating,
integral colour anodic oxide coating
419
電解着色皮膜
多孔性皮膜を生成後,金属塩を溶解した浴中で電解
を行って,金属又は金属化合物を皮膜の微細孔内に
析出させ着色した皮膜。
electrolytically coloured anodic oxide
coating
420
多孔質皮膜
無数の微細孔をもつ層とその下のバリヤー層で形
成された皮膜。酸化皮膜に対して溶解能力のある電
解質によって生成される。
porous anodic oxide film,
porous anodic oxide coating
421
バリヤー皮膜
バリヤー層だけで形成された皮膜。酸化皮膜に対し
て溶解能力のない電解質によって生成される。
barrier layer anodic oxide film,
barrier layer anodic oxide coating
422
機能皮膜
従来から知られている機能を著しく向上させた皮
膜又は新たな機能を付与した皮膜。高硬度皮膜,磁
気皮膜,潤滑性皮膜,選択吸収皮膜などがある。
functional coating,
coating with special property
423
可とう性皮膜
特殊な液中で,主として交流法によって陽極酸化処
理して生成した,ひび割れの出にくい皮膜。
flexible anodic oxide coating
424
染色
陽極酸化皮膜の多孔性を利用した,染料の吸着によ
る皮膜の着色。
dyeing,
colouring
425
染色性
陽極酸化皮膜の染色のしやすさ。
dye-affinity
426
染着力
染料の染着する能力。
dyeing-capacity,
dyeing power
427
浸せき染色
染色液に処理物を浸せきして染色する方法。
dip dyeing
428
吹付け染色
染色液を処理物に吹き付けて染色する方法。普通は
型紙を使って模様付けなどをする。
spray dyeing
429
塗布染色
はけ又は布などを使用して染色液を処理物に塗り
付けて染色する方法。
daub dyeing
430
中抜き染色
容器の外面だけを染色して内面を染色しない方法。 dyeing except inside
8
H 0201 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
対応英語
431
写真焼付け法
未封孔陽極酸化皮膜上に感光性物質を利用して,写
真焼付けを行い染め分ける方法。
photo-printing
432
印刷染色法
未封孔陽極酸化皮膜上にスクリーン印刷,オフセッ
ト印刷などによって染料を含有したインキで直接
印刷して染め分ける方法。
direct printing
433
転写染色法
染料を含有したインキで印刷したシートを未封孔
陽極酸化皮膜上に熱圧着させ,染料を皮膜中にしみ
込ませて染め分ける方法。
heat transfer printing
434
脱膜
陽極酸化皮膜又は塗膜の除去。
removing of coating,
stripping of coating
435
脱色
漂白剤などによる,染色物の色の除去。
bleaching
436
色止め
金属塩水溶液に浸せきして染料の固着を行う処理。
一般に約60℃以上で処理する。
dye fixing treatment
437
封孔処理
陽極酸化によって生成した多孔性皮膜の微細孔を
封じ,耐汚染性,耐食性などの物理的,化学的性質
を改善する処理の総称。水蒸気封孔,沸騰水封孔,
低温封孔などがある。
sealing of anodic oxide coating
438
水和封孔処理
加圧水蒸気又は沸騰水によって,水和反応をさせて
行う封孔処理。
hydro-thermal sealing,
sealing by hydration
439
水蒸気封孔処理
加圧水蒸気中で行う封孔処理。
参考 一般に0.3〜0.6MPaの圧力で行う。
steam sealing
440
沸騰水封孔処理
沸騰状態又はそれに近い温度の水に浸せきして行
う封孔処理。これに少量の無機及び/又は有機化合
物を添加して行う場合もある。
boiling water sealing,
hot water sealing
441
ニッケル塩封孔処理
封孔液にニッケル塩(主に酢酸ニッケル)及びほう
酸を添加して行う水和封孔処理。
nickel sealing
442
重クロム酸塩封孔処
理
重クロム酸塩溶液中で行う封孔処理。耐食性を高め
るために用いる。重クロム酸カリウム,又は重クロ
ム酸ナトリウムが使われる。
dichromate sealing,
chromate sealing
443
電流回復現象
陽極酸化の際に急激に電圧を下げると,電流はほと
んど流れなくなるが,しばらくすると電流を回復し,
その電圧に相当した定常電流値を示す現象。
current recovering phenomenon
444
硫酸回収法
老化した硫酸電解液から,膜を用いて溶液中の硫酸
を回収する方法。又は溶存アルミニウムなどを除去
し,液組成の調整をして電解液として再利用する方
法。
sulphuric acid recovery system,
sulphuric acid regeneration system
e) 化成処理
番号
用語
定義
参考
対応英語
501
化学着色法
化学皮膜処理において種々の薬品を添加して化学
的に着色する方法。
chemical colouring process
502
ベーマイト法
高温の純水中でアルミニウムの表面に皮膜を生成
させる方法。これに少量のアンモニア水などを添加
して処理する場合もある。
boehmite process
503
MBV法
炭酸ナトリウム,クロム酸ナトリウム,水酸化ナト
リウムなどを主成分とする水溶液で高温処理し,化
学的に皮膜を生成させる方法。
M.B.V. (Modifizierter Bauer Vogel)
process
9
H 0201 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
対応英語
504
EW法
炭酸ナトリウム,クロム酸ナトリウム,けい酸ナト
リウムなどを主成分とする水溶液で高温処理し,化
学的に皮膜を生成させる方法。
E.W. (Erft Werk) process
505
クロメート法
クロム酸塩又は重クロム酸塩を主成分とする水溶液
中に浸せきし,化学的に皮膜を生成させる方法。
chromate process
506
りん酸クロメート法
りん酸塩を含むクロム酸又は重クロム酸水溶液で
化学的に皮膜を生成させる方法。ふっ化物を含むこ
ともある。
chromate-phosphate process
507
りん酸塩法
りん酸塩を含む水溶液(普通ふっ化物を含む)で,
化学的に皮膜を生成させる方法。
phosphate process
f)
関連表面処理(塗装,めっき,ほうろう,溶射)
番号
用語
定義
参考
対応英語
601
塗膜
塗布した塗料が乾燥してできた膜。
paint film
602
スプレー塗装
圧縮空気などによって塗料を霧状にし,品物に塗装
する方法。
spray coating
603
静電塗装
一般に被塗装物を陽極,噴霧装置を陰極とし,直流
高電圧をかけて静電気を帯電させた噴霧状の塗料
を品物に電気的に引き付けて塗装する方法。
electrostatic coating,
electrostatic spraying,
electrostatic spray coating
604
浸せき塗装
水又は溶剤に溶解した塗料中に品物を浸せきして
塗装を行う方法。
dip coating,
dip painting
605
電着塗装
解離可能な水溶性塗料中で,被塗装物を陽極又は陰
極として直流電圧を印加し,電気泳動によって塗装
する方法。アルミニウムの場合は,アルミニウムを
陽極として使うのが一般的である。
electrodeposition coating,
electrophoretic coating
606
粉体塗装
溶媒,水などの助けを借りないで乾式で粉体微粒子
を被塗物に付着させ,加熱溶融して塗膜を被覆する
方法。一般に他の方法に比べて厚膜になる。
powder coating
607
亜鉛置換法
亜鉛イオンを含む溶液にアルミニウムを浸せきし,
その表面に化学的に亜鉛を析出させる方法。電気め
っきの下地処理として行われる。
zinc immersion process,
zincate conversion process
608
電気めっき
金属又は非金属表面に金属を電気化学的に析出さ
せる方法。
electroplating
609
無電解めっき
金属又は非金属表面に金属を化学的に還元析出さ
せる方法。化学めっきともいう。
chemical plating,
electroless plating
610
アルミニウムほうろ
う
アルミニウム及びその合金用のほうろうゆう薬を
焼き付ける表面処理。
aluminium porcelain enamelling,
aluminium vitreous enamelling
611
溶射
燃焼又は電気エネルギーを用いて溶射材料を加熱
し,溶融又はそれに近い状態にした粒子を素地に吹
き付けることによる皮膜の形成。
thermal spraying
10
H 0201 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) 性質・欠陥
番号
用語
定義
参考
対応英語
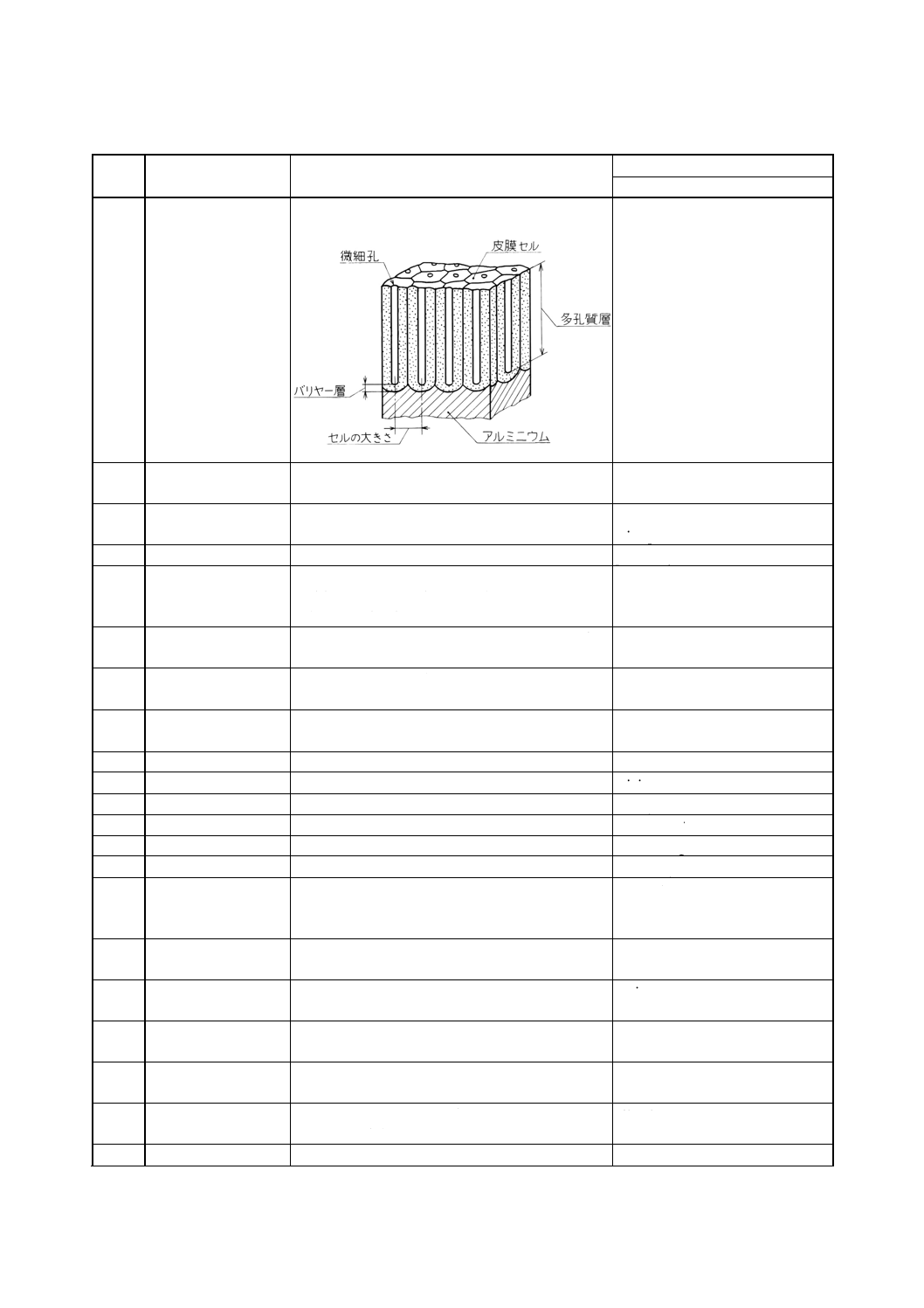
701
陽極酸化皮膜構造
模式図に示す陽極酸化皮膜の構造。
模式図
structure of anodic oxide coating
702
皮膜セル
陽極酸化皮膜を形成する一つ一つの微細孔をもつ
セル(701模式図参照)。
oxide cell
703
微細孔
皮膜セルの中心に形成された微細な孔。電流の通り
道(701模式図参照)。
pore,
micropore
704
多孔質層
(701模式図参照)
porous layer
705
バリヤー層
陽極酸化皮膜の溶解能力のない電解質によるか,又
は溶解能力のある電解質でも多孔質層の底にでき
る無孔性の絶縁薄層。
barrier layer
706
ベーマイト
一水和アルミニウム酸化物。約80 ℃以上の温度で
陽極酸化皮膜を水和封孔処理したときに生成する。
boehmite
707
バイヤライト
三水和アルミニウム酸化物。約80 ℃以下の温度で
陽極酸化皮膜を水和封孔処理したときに生成する。
bayerite
708
皮膜厚さ
陽極酸化皮膜の厚さ。
coating thickness,
film thickness
709
測定点皮膜厚さ
1か所の測定点の皮膜厚さ。
local thickness
710
最低皮膜厚さ
測定した数か所の測定点皮膜厚さの最低値。
minimum local thickness
711
平均皮膜厚さ
測定した数か所の測定点皮膜厚さの平均値。
average thickness
712
ビルドアップ
陽極酸化処理に伴う寸法の増加。
build-up (of an anodized surface)
713
表面粗さ
小さい間隔で起きる表面の凹凸の程度。
surface roughness
714
皮膜均一性
陽極酸化皮膜の厚さの均一性。
uniformity of film
715
皮膜見掛け密度
多孔質皮膜の場合,微細孔まで含んだ平均的皮膜の
密度。電解浴,電解条件及び合金の種類によって異
なる。
apparent density of film
716
皮膜質量
陽極酸化皮膜の質量。通常,単位面積当たりの質量
で表す。
coating mass
717
陽極酸化皮膜の熟成
陽極酸化処理後,一定期間を経過することによって,
皮膜の性質が安定化する現象。エイジングともいう。
ageing
718
ダイマーク
押出(引抜)材表面の押出(引抜)方向に現れる線
状の細かい凹凸。
die mark
719
みみずしみ
重ねた板の間の面にできる,みみずがはったような
しみ。
deep-seated stain
720
油焼け
圧延油又は潤滑油の不完全燃焼によって材料の表
面に生じた変色。
oil stain
721
触はん
素材の取扱い中に付着した指紋などの跡。
finger mark
11
H 0201 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
対応英語
722
バフむら
だれ,磨き目の不ぞろいなどバフ研磨のむら。
buff-patched appearance
723
バフ焼け
バフ研磨中の高熱のために生じた研磨面の不均一性。 buff-burned pattern
724
皮膜焼け
陽極酸化処理時に電流分布の不均一,電流密度の過
大などによって生じた,焼けたような外観。
burning of anodic oxide coating
725
アルマイト模様
陽極酸化処理によって現れるしま状,松葉状などの
模様。金属組織ほかの不均一に起因する。
streak
726
皮膜割れ
過熱・変形などによる皮膜の割れ。
cracking of anodic oxide coating,
crazing of anodic oxide coating,
stress cracking
727
黒はん
陽極酸化処理したときに現れる灰黒色状のまだら模
様。この黒はん部分には主にけい素が偏析している。
black spot,
spotting out
728
皮きず
素材中の異物(ガスを含む。)又はきずのために材
料の表面が皮を被ったようになったもの,及びこの
皮がはがれたもの。
sliver
729
コーナー欠陥
品物の鋭い角度の部分にできる陽極酸化皮膜の欠陥。 corner defect
730
すりきず
取扱い中に表面にできた連続又は断続した線状の
きず。
scratch
731
ガスだまり
電解中に品物内部にガスがたまり,陽極酸化皮膜が
むらになった部分。
defect of gas accumulation
732
粉ふき
電解不良によって,陽極酸化皮膜の表面に粉状物質
を生成する現象。
blooming
733
シーリングスマット
陽極酸化皮膜の封孔後に表面に生じる粉状物質。 sealing smut
734
ブルーム
環境因子(大気汚染,光など)によって引き起こさ
れた陽極酸化皮膜の白化現象。簡単にふき取ること
はできない。
weathering bloom
735
イリデッセンス
陽極酸化皮膜を大気中に暴露した場合,短期間で表
層が劣化し,にじ(虹)色に見える現象。干渉色と
もいう。
iridescence
736
流れ
すきまに残っていた各種処理液が電解後に流れ出
し表面にできたよだれ状の模様。たれともいう。
slobbery stain
737
色流れ
染色皮膜の染料が,水洗及び封孔処理中に溶出し,
脱色する現象。なき出しともいう。
dye bleeding
738
色むら
仕上がりの色調が品物の部分で異なる外観。
irregular colour
739
色あせ
着色した陽極酸化皮膜の色が光,熱,薬品などによ
って失われる現象。
colour fade-out,
fading
740
光沢むら
皮膜の光沢の不均一。
uneven brightness
741
光沢保持率
光沢度変化の前後の割合。
gloss retention
742
つきまわり性
電解着色における均一着色性。
throwing power of electrolytic
colouring
743
スポーリング
陽極酸化皮膜の密着性が局部的に失われて,はく離
を伴う現象。
spalling,
chipping
744
チョーキング
表面が粉末状になる現象。主として光による劣化が
原因である。自亜化ともいう。
chalking,
powdering
745
ゆず肌
ゆずの実の表皮のような小さなくぼみのある塗膜
の外観。オレンジピールともいう。
orange peel
746
付着性
塗膜が下地面に付着して離れにくい性質。
adhesive property
747
局部腐食
局部的に集中して起こる腐食。
local corrosion
748
孔食
局部腐食が金属内部に向かって孔状に進行する腐食。 pitting corrosion
749
点食
比較的軽度の孔食で点状を示すもの。
pitting corrosion
12
H 0201 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
対応英語
750
糸状腐食
重ねた板の間又は塗膜の下に生じる糸状の腐食。 filiform corrosion
751
接触腐食
異種金属が接触し,電解質が介在して電気回路が形
成したときに生じる腐食。
galvanic corrosion
752
耐候性
自然条件の影響を受けて,時間の経過に伴って起こ
る材料の物理的及び化学的変化に耐える性質。
weather resistance,
weather-fastness
753
耐食性
腐食性物質を含む環境にさらされたときに耐える
性質。アルカリ耐食性,酸耐食性,塩水耐食性など
がある。
corrosion resistance
754
耐摩耗性
摩耗負荷に対する表面の抵抗性。しゅう動摩耗と衝
撃摩耗がある。
abrasion resistance,
wear resistance
755
耐汚染性
汚れに対する抵抗性。封孔の程度で表す。
stain resistance
756
写像性
陽極酸化皮膜表面に像を写したときの像の鮮明さ
又はゆがみの程度を表す皮膜表面の性質。
image clarity
757
光輝性
光を鏡面反射する表面の特性。
brightness
758
色堅ろう度
光,熱,雨水などに対する色の耐久性。
colour fastness
759
光堅ろう度
長期の光暴露に対する着色表面の耐久性。
light fastness
760
絶縁耐力
皮膜の電圧に耐える能力で,絶縁破壊電圧,絶縁破
壊の強さ,耐電圧などで表される。
dielectric strength
761
絶縁破壊電圧
定められた方法で皮膜に電圧を加えたときに皮膜
が破壊される最小の電圧。
breakdown voltage
762
ロスファクター
インピーダンスの抵抗成分と容量成分の比。皮膜の
封孔度を表すときに用いる。
loss factor,
dissipation factor
h) 検査・試験
番号
用語
定義
参考
対応英語
801
外観検査
外観の状態を目視などによって行う検査。
visual inspection
802
色合せ
着色製品が標準見本又は限度見本によって設定さ
れた目標の色に合っているか否かの検査。
colour matching
803
色の許容差
規定された光や観察法の条件下で,標準色と比較し
て許容される色の範囲。
colour tolerance,
colour limits
804
皮膜厚さ試験
陽極酸化皮膜の厚さを測定する試験。顕微鏡断面測
定法,渦電流式測定法,スプリットビーム顕微鏡測
定法などがある。
coating thickness test,
coating thickness determination
805
顕微鏡断面測定法
陽極酸化皮膜の断面を顕微鏡で観察して皮膜厚さ
を測定する方法。
coating thickness measurement by
microscope
806
渦電流式厚さ測定法
高周波渦電流を用いて非破壊法で皮膜厚さを測定
する方法。
coating thickness measurement by
eddy-current method
807
スプリットビーム顕
微鏡測定法
透明皮膜に入射角45°の光束を与え,その表面と
素地面の反射を利用して皮膜厚さを測定する方法。
coating thickness measurement by
split beam microscope,
coating thickness measurement by
light section microscope
808
皮膜質量試験
陽極酸化皮膜を脱膜液によって除去し,前後の質量
差から皮膜質量を求める試験。皮膜厚さを推定する
ことができる。
coating mass measuring test
809
湿潤試験
湿り水蒸気の雰囲気中で塗膜などの変化を調べる
試験。
humidity cabinet test
810
塩水噴霧試験
塩水を噴霧した雰囲気中において皮膜の耐食性を
調べる試験。
salt spray test
13
H 0201 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
対応英語
811
酢酸酸性塩水噴霧試
験
酢酸酸性の塩水を噴霧し,皮膜の耐食性を調べる試
験。
acetic acid salt spray test (ASS test)
812
キャス試験
銅塩の添加で腐食作用を促進した酢酸酸性の塩水
を噴霧し,皮膜の耐食性を調べる試験。
copper accelerated acetic acid salt
spray test (CASS test)
813
交互浸せき腐食試験
試験片を腐食溶液に浸せき,乾燥を交互に繰り返し
て腐食などの状態を調べる試験。
alternating immersion corrosion test
814
硫銅塩試験
銅塩を含む硫酸酸性水溶液で湯沸し内面などの陽
極酸化皮膜の欠陥を調べる試験。
copper sulphate test
815
耐アルカリ試験
陽極酸化皮膜の耐アルカリ性を調べる試験。水酸化
ナトリウム水溶液を皮膜に接触させて溶解までの
時間で判定する。試験方法にアルカリ滴下試験と起
電力式耐アルカリ試験とがある。
alkali resistance test
816
アルカリ滴下試験
アルカリ滴下試験装置を用いて皮膜が溶けて素地
が露出するまでの時間によって耐アルカリ性を調
べる試験。
alkali spot test,
alkali dropping test
817
起電力式耐アルカリ
試験
アルカリ溶液を皮膜に接触させ,起電力測定装置を
用いて皮膜が溶けて素地が露出するまでの時間を
電気的に測定し,耐アルカリ性を調べる試験。
alkali resistance test by electromotive
force
818
アルカリ接触試験
塗膜の耐アルカリ性を調べる試験。水酸化ナトリウ
ム水溶液を一定時間接触させた後,レイティングナ
ンバで外観を判定する。
alkali contact test
819
封孔度試験
陽極酸化皮膜の封孔の効果を調べる試験の総称。染
色液点滴試験,りん酸−クロム酸水溶液浸せき試
験,アドミッタンス測定試験などがある。
sealing test
820
染料吸着試験
皮膜に染色液を点滴付着させ,その汚染から封孔処
理の程度を調べる試験。
dye adsorption test,
dye spot test,
dye stain test
821
アドミッタンス測定
試験
皮膜のアドミッタンスを測定してその値によって
封孔度を調べる試験。インピーダンスの逆数。
admittance test
822
りん酸−クロム酸
水溶液浸せき試験
皮膜をりん酸−クロム酸水溶液に浸せきして,溶解
による質量減少を測定し,封孔度を調べる試験。
chromic-phosphoric solution
immersion test
823
酸性亜硫酸水溶液
浸せき試験
皮膜を亜硫酸ナトリウム水溶液に浸せきして,白化
程度から封孔処理の程度を調べる試験。ケープ試験
ともいう。
Kape's test
824
耐沸騰水性試験
被塗物を沸騰水に浸せきして塗膜の異常発生の有
無を調べる試験。
boiling water resistance test
825
皮膜硬さ試験
微小硬さ試験機を用い陽極酸化皮膜断面に一定の
荷重でダイヤモンド正四角すい(錐)圧子を用いて
圧こんを付け,その大きさで硬さを判定する試験。
hardness test of anodic oxide coating
826
鉛筆引っかき抵抗性
試験
硬さの異なる鉛筆を用いて塗膜などの表面を引っ
かき,硬さを調べる試験。
pencil scratch test
827
付着性試験
下地と塗膜などの付着性を判定する試験。碁盤目試
験,折曲げ試験などがある。
adhesion test
828
耐ひび割れ性試験
皮膜が受ける変形によるひび割れに対する皮膜の
抵抗性を調べる試験。
crazing resistance test,
bending test
829
耐摩耗性試験
陽極酸化皮膜の耐摩耗性を調べる試験。砂落し摩耗
試験,噴射摩耗試験,往復運動平面摩耗試験などが
ある。
abrasion resistance test,
wear resistance test
14
H 0201 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
定義
参考
対応英語
830
砂落し摩耗試験
人造研削材を自然落下させて皮膜の耐摩耗性を調
べる試験。
sand-falling abrasion resistance test
831
噴射摩耗試験
人造研削材を加圧した空気,不活性ガスなどととも
に吹き付けて皮膜の耐摩耗性を調べる試験。
abrasive jet test
832
往復運動平面摩耗試
験
周囲に研磨紙をはり付けた摩擦輪と試験片の間に
一定荷重の下で往復運動をさせ皮膜の耐摩耗性を
測定する方法。平面摩耗試験ともいう。
abrasive wheel wear test
833
平板回転摩耗試験
回転する水平円盤上に試料を取り付け,規定接触圧
力を加えた一対の摩擦輪との間で摩耗を起こさせ
る試験。テーバ式摩耗試験ともいう。
Taber's abrasion resistance test
834
光竪ろう度試験
人工光源を照射し,着色した表面の光堅ろう度を判
定する試験。
accelerated light fastness test
835
色差計
基準となる色と試料との色差を測定する計器。
colour-difference meter
836
屋外暴露試験
試料を屋外の自然環境に暴露して,化学的・物理的
性質の経時変化を調べる試験。
outdoor-exposure test
837
促進耐候性試験
人工光源から発する光と断続的な人工降雨,結露な
どを与える装置を用い,試料の物理的及び化学的変
化を調べる試験。
accelerated weathering test
838
亜硫酸ガス腐食試験
湿性亜硫酸ガス雰囲気中に暴露し,皮膜の耐食性を
調べる試験。
sulphur dioxide corrosion test
839
ケステルニッヒ試験
加温下,二酸化硫黄を含む湿雰囲気中で行う促進腐
食試験。
Kesternich test
840
FACT試験
セルに食塩水を入れて,直流電圧を印加して行う,
陽極酸化皮膜の腐食試験。
FACT (Ford Anodized Aluminium
Corrosion Test)
15
H 0201 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
アルミニウム表面処理用語改正原案調査作成委員会 構成表
氏名
所属
(委員長)
馬 場 宣 良
元東京都立大学
○ 大 嶋 清 治
工業技術院標準部
後 藤 敬 一
通商産業省基礎産業局非鉄金属課
○ 橋 本 繁 晴
財団法人日本規格協会
○ 佐 藤 敏 彦
芝浦工業大学
○ 田 村 和 男
東京都立工業技術センター
◎ 福 田 芳 雄
科学技術庁金属材料技術研究所
○ 星 野 重 夫
武蔵工業大学
松 下 静 夫
元工業技術院製品科学研究所
○ 三 田 郁 夫
元東京都立工業技術センター
○ 新 井 元 彦
理研アルマイト工業株式会社
石 黒 明 康
立山アルミニウム工業株式会社
西 沢 和 由
昭和アルミニウム株式会社技術研究所
大 木 隆 喜
トステム株式会社建材研究所
大 中 隆
株式会社日本アルミ技術研究所
坂 下 満 雄
三協アルミニウム工業株式会社
○ 田 中 義 朗
日本軽金属株式会社
○ 西 村 健二郎
不二サッシ株式会社
藤 原 憲 彦
株式会社中金
山 本 尚 三
YKK株式会社
○ 菊 池 哲
軽金属製品協会
(事務局)
佐 藤 信 幸
軽金属製品協会
小山田 誠
軽金属製品協会
備考 ◎:小委員会委員長
○:小委員会委員