G 7821 : 2000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
炭素鋼鋳鋼品は,般産業機械用として最も使用量が多く,また広く浸透している重要な材料である。JIS
G S101(炭素鋼鋳鋼品)とISO 3755 (Cast carbon steels for general engineering purposes) との整合が困難であ
り,整合化を無理に行うことは市場が混乱するおそれがあるため,ISO 3755の翻訳規格としてここに新た
に日本工業規格として制定した。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 7821 : 2000
一般産業機械用炭素鋼鋳鋼品
Cast carbon steels for general engineering Purposes
序文 この規格は,1991年に第2版として発行されたISO 3755, Cast carbon steels for general engineering
purposesを技術的内容を損なうことなく翻訳し,作成した日本工業規格である。
なお,この規格は,ISO規格の普及促進のため,使用者に広く情報提供することを意図している。
1. 適用範囲
1.1
この規格は,一般産業機械用として8鋼種の熱処理された炭素鋼鋳鋼品における要求事項を規定す
る。
このうち4鋼種は,溶接性確保のために化学成分を制限している。
1.2
溶接構造によって製造された鋳鋼品の場合,この規格は溶接方法又は溶接部の性能については規定
していない。
1.3
これらの鋼種は,常温での使用が前提である。ただし,他の温度での性能についてはISO 4990 : 1986
の9.4.1又は9.4.4の追加要求事項によって協定することができる。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。
この国際規格の発行の時点では,引用規格は,ここに示す年度の版が有効であった。すべての規格は改
正されるものであり,この規格に基づくことに合意した受渡当事者は,この引用規格の最新版が適用でき
るよう調べるとよい。
IEC及びISOの加盟機関は,国際規格の最新版の登録簿を維持している。
ISO 4990 : 1986 Steel castings−General technical delivery requirements
3. 一般納入条件 この規格によって供給される材料は,引き合い及び注文時に指示された追加要求事項
を含んで,ISO 4990を満たさなければならない。
4. 熱処理 熱処理方法は,受渡当事者間の協定がない場合は,製造業者が決定する。
5. 化学成分 鋳鋼品の化学成分は,表1による。
2
G 7821 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 化学成分1)
単位 %
鋼種
C2)
Si
Mn
P
S
Ni3)
Cr3)
Cu3)
Mo3)
V3)
200〜400
−
−
−
0.035以下 0.035以下
−
−
−
−
−
200〜400W
0.25以下 0.60以下 1.00以下 0.035以下 0.035以下 0.40以下 0.35以下 0.40以下 0.15以下 0.05以下
230〜450
−
−
−
0.035以下 0.035以下
−
−
−
−
−
230〜450W
0.25以下 0.60以下 1.20以下 0.035以下 0.035以下 0.40以下 0.35以下 0.40以下 0.15以下 0.05以下
270〜480
−
−
−
0.035以下 0.035以下
−
−
−
−
−
270〜480W
0.25以下 0.60以下 1.20以下 0.035以下 0.035以下 0.40以下 0.35以下 0.40以下 0.15以下 0.05以下
340〜550
−
−
−
0.035以下 0.035以下
−
−
−
−
−
340〜550W
0.25以下 0.60以下 1.50以下 0.035以下 0.035以下 0.40以下 0.35以下 0.40以下 0.15以下 0.05以下
注1)
溶接材の化学成分の選定は,製造業者が決定する。
2)
Cを0.25%から0.01%下げるごとに,最大許容Mn量を0.04%増加してもよい。
最大Mn量200〜400W材は1.20%とし,270〜480W材は1.40%とする。
3)
i,Cr,Cu,Mo,Vの残留元素は,合計1.00%を超えない範囲で含有できる。
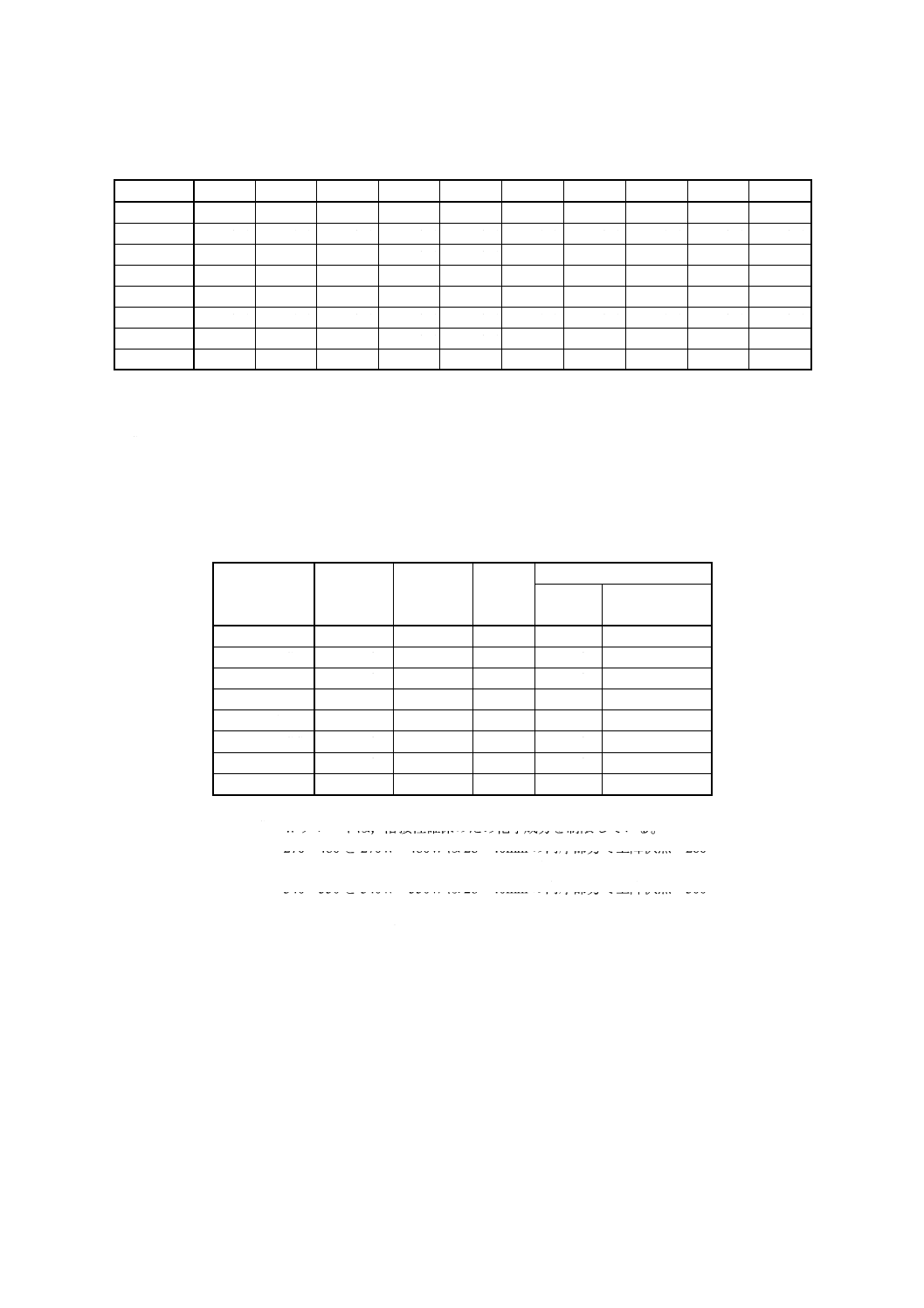
6. 機械的性質 鋳鋼品の機械的性質は表2による。絞り又は衝撃値のいずれかを測定する。その結果は
表2による。試験の選択は,注文時に指定がなければ製造業者が決定する。
表2 厚さ28mmの供試材における常温の機械的性質
鋼種
上降伏点1)
N/mm2
引張強さ
N/mm2
伸び
%
注文時に選択
絞り
%
吸収エネルギー
J
200〜400
200以上
400〜550
25以上
40以上
30以上
200〜400W2)
200以上
400〜550
25以上
40以上
45以上
230〜450
230以上
450〜600
22以上
31以上
25以上
230〜450W2)
230以上
450〜600
22以上
31以上
45以上
270〜4803)
270以上
480〜630
18以上
25以上
22以上
270〜480W2) 3)
270以上
480〜630
18以上
25以上
22以上
340〜5504)
340以上
550〜700
15以上
21以上
20以上
340〜550W2) 4)
340以上
550〜700
15以上
21以上
20以上
注1)
上降伏点が測定できない場合,0.2%耐力を測定する。
2) Wグレードは,溶接性確保のため化学成分を制限している。
3) 270〜480と270W〜480Wは28〜40mmの肉厚部分で上降伏点=260
N/mm2,引張強さ=500〜650N/mm2が推定される。
4) 340〜550と340W〜550Wは28〜40mmの肉厚部分で上降伏点=300
N/mm2,引張強さ=570〜720N/mm2が推定される。
備考1. 要求される機械的性質は,別鋳込又は附帯供試材のいずれかによって厚さ28mmの供試材を
用いて満足しなければならない。
試験値は,鋳込まれた鋳造品と同じ溶鋼の品質を代表するものである。
すなわち,必ずしも鋳造品本体の特性を代表するものではない。
鋳造品本体の特性は,鋳造品の肉厚,寸法,形状に影響される凝固条件及び熱処理時の冷
却速度に影響される。
肉厚が28mmを超える場合,ISO 4990 : 1986 9.6の追加要求事項を考慮しなければならない。
2. 常温は,23℃±5℃とする。
3
G 7821 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 追加要求事項 次に掲げる追加要求事項は,引き合い及び注文時に指定,受渡当事者間の協定が行わ
れた場合だけ適用される。注文者の選択によって使用する標準の追加要求事項のリストは,ISO 4990に示
されている。この規格を適用するうえで適切と考えられている追加要求事項は,次に示すISO 4990 : 1986
の9.の規定項目である。この規格にISO 4990以外の項目を適用する場合は,受渡当事者間で協定を行うこ
とができる。
9.1.1
溶解方法
9.1.2
溶解方法の報告
9.1.3
製造方法の協定
9.1.4
鋳造の分割
9.1.5
試験ロットの質量
9.1.6
質量及び質量公差
9.2.1
証明書
9.2.2
試験報告書は,それが代表する鋳造品に要求されたトレーサビリティを備える。
9.3
残留元素の化学分析
9.4.1
高温引張試験による0.2%耐力
9.4.2
ブリネル硬さ試験(特定製品に対して規定)
9.4.3
ブリネル硬さ試験
9.4.4
低温衝撃試験
9.5
試験ロットの均質性は,ロットごとに5%の鋳造品(又は,少なくとも5個の鋳造品)で実施された
硬さ試験によって証明する。
9.6
供試材
9.7.1
熱処理方法
9.7.2
熱処理の詳細
9.7.3
焼入焼戻し鋳造品
9.8.1
大欠陥溶接補修に関する事前協定
9.8.2
溶接補修図(スケッチ)
9.9.1
浸透探傷検査
9.9.2
磁粉探傷検査
9.9.3
放射線透過試験
9.9.4
超音波探傷検査
9.9.5
表面粗さ
9.9.6
溶接開先部及び溶接補修部の試験
9.10.2 磁気特性試験
9.10.3 耐圧試験
4
G 7821 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
(委員長)
松 尾 國 彦
株式会社栗本鉄工所鋳物事業部
(委員)
知見寺 正 幸
株式会社キッツ長坂工場生産技術部
寺 岡 雅 之
株式会社クボタ枚方製造所
酒々井 久 司
株式会社神戸製鋼所鋳鍛鋼工場
赤 平 義 孝
太平洋特殊鋳造株式会社技術開発部
藤 田 勲
大同特殊鋼株式会社素形材事業部
津 村 治
株式会社日本製鋼所室蘭製作所
篠 原 征 輝
日本鋳造株式会社技術開発センター
萩 原 健 彦
日本冶金工業株式会社技術部
増 田 正 純
工業技術院標準部
(事業局)
高 橋 宣 男
日本鋳鍛鋼会
大 谷 郁 夫
日本鋳鍛鋼会