G 5903:2018
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類及び記号 ··················································································································· 2
5 品質······························································································································· 2
6 測定方法························································································································· 4
6.1 測定装置及び測定器具 ···································································································· 4
6.2 試料の採取 ··················································································································· 5
6.3 測定手順 ······················································································································ 5
7 再測定···························································································································· 5
8 検査······························································································································· 5
9 製品の呼び方 ··················································································································· 5
10 表示 ····························································································································· 6
G 5903:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鋳造協会(JFSinc)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。これによって,JIS G 5903:1975は改正され,この規格に置き換えられた。また,JIS G 5904:1966は廃
止され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
G 5903:2018
鋳鉄製又は鋳鋼製のショット及びグリット
Shot and grit made of cast iron or cast steel
1
適用範囲
この規格は,ブラストクリーニング,ショットピーニング,下地処理及びエッチング加工に用いる鋳鉄
製又は鋳鋼製のショット(以下,ショットという。)・グリット(以下,グリットという。)について規定す
る。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 8801-1 試験用ふるい−第1部:金属製網ふるい
JIS Z 8815 ふるい分け試験方法通則
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
ショット
溶湯を噴霧して得た球状の金属粒。それに,熱処理したものも含む。
3.2
グリット
ショットを破砕して得られる角をもつ金属粒。それに,熱処理したものも含む。
3.3
鋳鉄
鉄を主成分とし,炭素含有率が2.14 %を超えて6.67 %までの鋳物の製造に用いる合金。
3.4
鋳鋼
鉄を主成分とし,炭素含有率が2.14 %以下の鋳物の製造に用いる合金。
3.5
ブラストクリーニング
ショット又はグリットを投射して,被投射物に付着している砂,塗膜,さび(錆),スケール,ばりなど
を取り除く加工方法。
3.6
ショットピーニング
2
G 5903:2018
ショットを被投射物に投射して,残留圧縮応力を付与する加工方法。
3.7
下地処理
塗装,めっきなどを剝がれにくくする目的で,ショット又はグリットを被投射物に投射し,下地表面に
凹凸を付ける加工方法。
3.8
エッチング加工
石材,圧延ロールなどに切削力の高いグリットを投射し,表面を粗くする又は彫刻する加工方法。
3.9
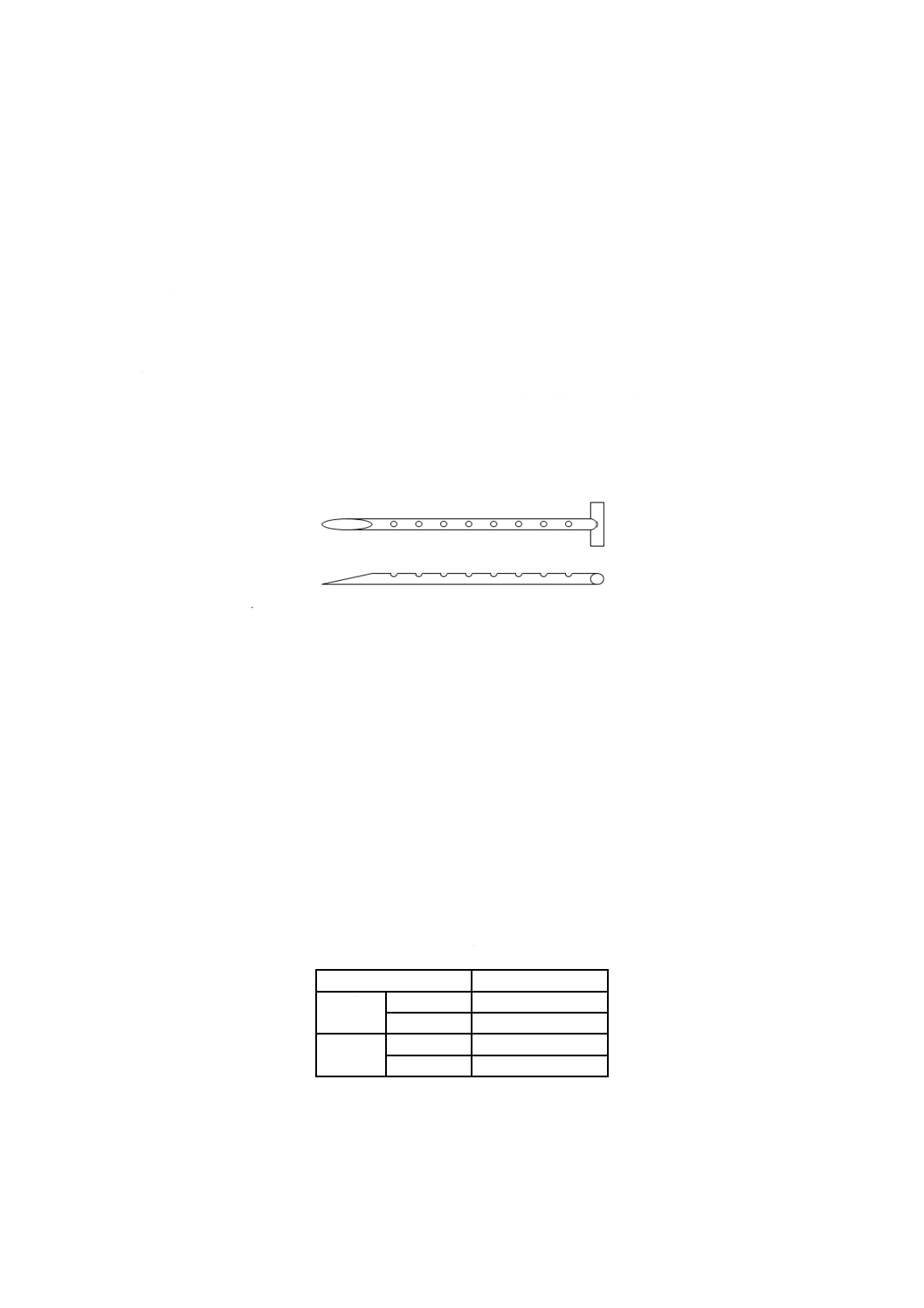
サンプルシーフ
長手方向一列に等間隔で直径が約10 mmの孔をあけた継目無鋼管の一端を斜めに切り落とし,他の一端
にT形ハンドルを設けた道具。多量のショット及びグリットから測定用試料を採取する際,深さ方向の粒
度のばらつきを平均化する目的で用いる(図1参照)。
図1−サンプルシーフの一例
3.10
縮分
一つの測定用試料を,物理的特性が同じになるように幾つかの測定試料に分ける作業。
3.11
ふるい上の粒子
ふるい分け終了後に,ふるい網上に残留した粒子。ふるいに目詰まりした粒子も含む。
4
種類及び記号
ショット及びグリットの種類は,材質及び形状によって4種類とし,その種類及び種類の記号は表1に
よる。
表1−種類及び種類の記号
種類
種類の記号
鋳鉄製
ショット
FS
グリット
FG
鋳鋼製
ショット
SS
グリット
SG
5
品質
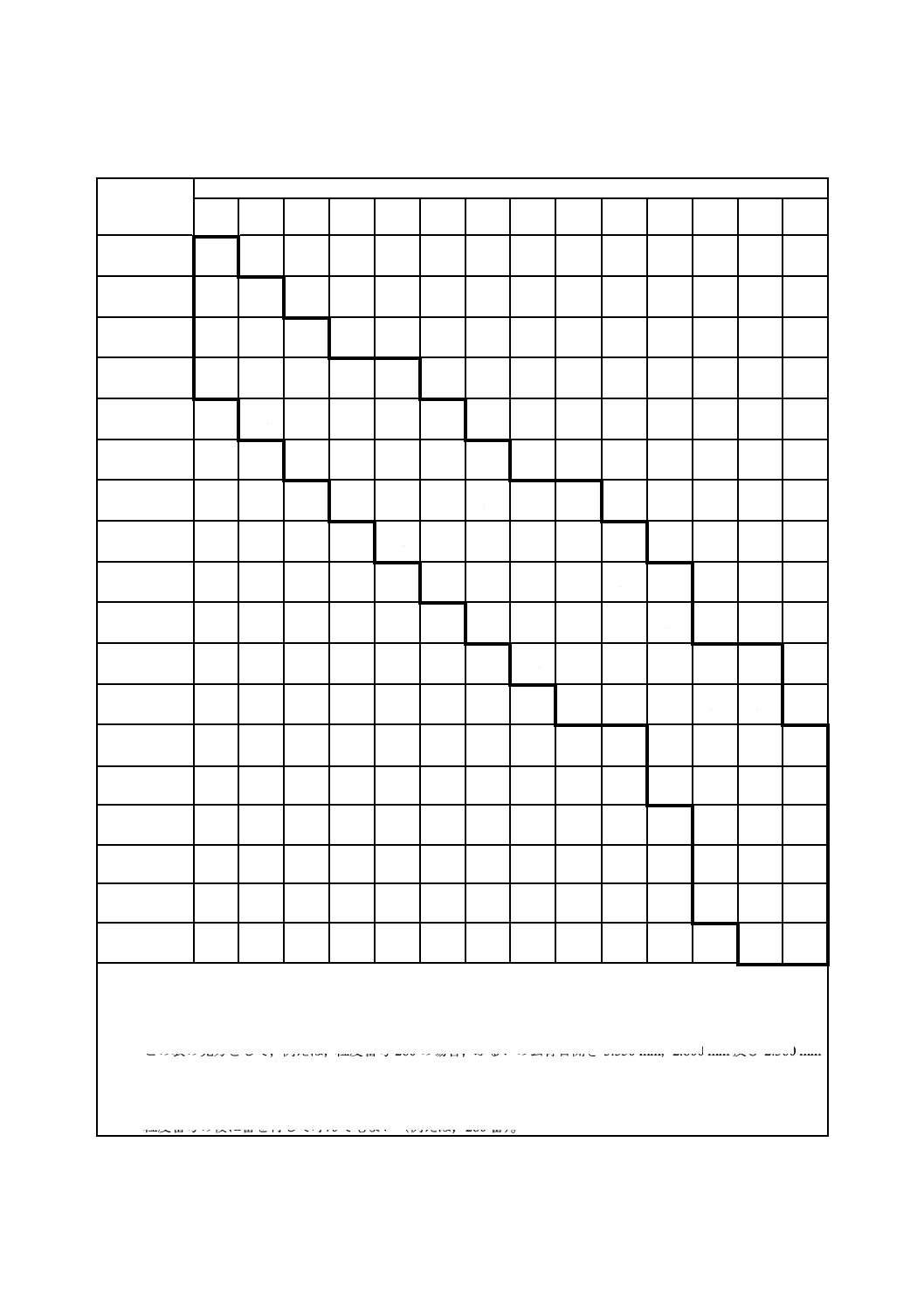
ショット及びグリットの粒度番号の累積残留粒度分布は,箇条6によって測定を行い,ショットについ
ては表2,グリットについては表3による。
3
G 5903:2018
表2−ショットの累積残留粒度分布
単位 %
ふるいの
公称目開きa)
mm
粒度番号b),c)
280
240
200
170
140
120
100
80
75
70
60
40
35
30
3.350
0
2.800
−
0
2.360
90
以上
−
0
2.000
97
以上
85
以上
−
0
0
1.700
97
以上
85
以上
−
5
以下
0
1.400
97
以上
85
以上
−
5
以下
0
1.180
97
以上
80
以上
−
5
以下
0
0
1.000
96
以上
80
以上
−
5
以下
5
以下
0
0.850
96
以上
80
以上
−
−
10
以下
0
0.710
96
以上
80
以上
−
−
10
以下
0.600
96
以上
80
以上
75
以上
−
0
0
0.500
97
以上
97
以上
−
10
以下
10
以下
0.425
75
以上
−
−
0
0.355
97
以上
−
−
10
以下
0.300
70
以上
−
−
0.212
−
75
以上
−
0.180
90
以上
−
70
以上
0.125
95
以上
90
以上
太枠線の中の“−”の欄は,累積残留粒度の値を規定しない。
この表の“0”は,測定値を小数点以下1桁まで求めて丸めた値が0の場合をいう。
注a) ふるいの公称目開きは,JIS Z 8801-1の付表1[ふるい網の目開き及び線径(公称目開き1 mm以上)]及び付
表2[ふるい網の目開き及び線径(公称目開き1 mm未満)]による。
b) この表の見方として,例えば,粒度番号280の場合,ふるいの公称目開き3.350 mm,2.800 mm及び2.360 mm
のふるい上の粒子を合計した全量の質量が測定試料の90 %以上を満足し,かつ,3.350 mm,2.800 mm,2.360
mm及び2.000 mmのふるい上の粒子を合計した全量が測定試料の質量の97 %以上を満足することを示す。他
の粒度番号の場合も同様である。
c) 粒度番号の後に番を付して呼んでもよい(例えば,280番)。
4
G 5903:2018
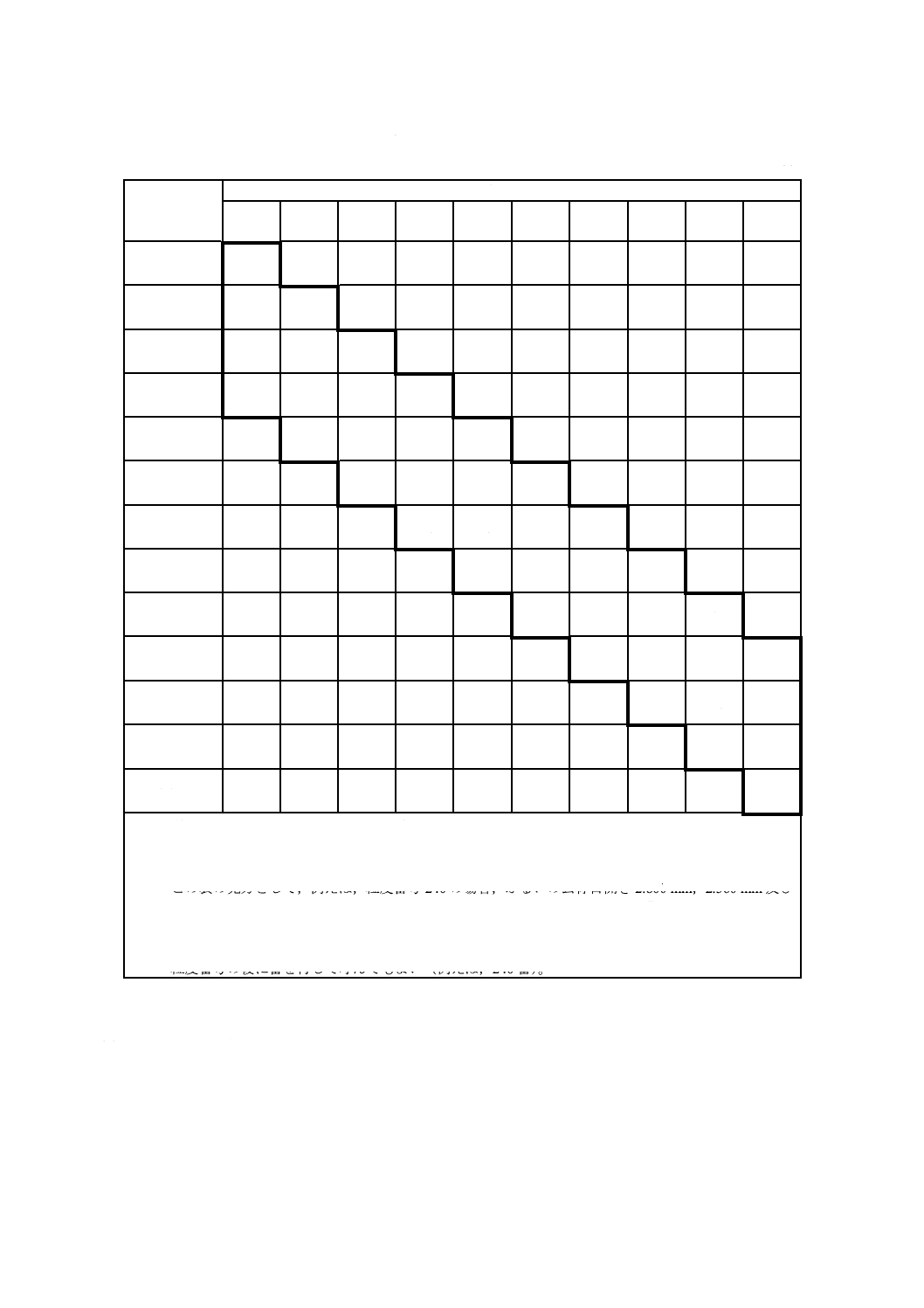
表3−グリットの累積残留粒度分布
単位 %
ふるいの
公称目開きa)
mm
粒度番号b),c)
240
200
170
140
120
100
70
50
30
20
2.800
0
2.360
−
0
2.000
80
以上
−
0
1.700
90
以上
80
以上
−
0
1.400
90
以上
80
以上
−
0
1.180
90
以上
75
以上
−
0
1.000
85
以上
75
以上
−
0
0.710
85
以上
70
以上
−
0
0.425
80
以上
70
以上
−
0
0.300
80
以上
65
以上
−
0
0.180
75
以上
65
以上
−
0.125
75
以上
60
以上
0.075
70
以上
太枠線の中の“−”の欄は,累積残留粒度の値を規定しない。
この表の“0”は,測定値を小数点以下1桁まで求めて丸めた値が0の場合をいう。
注a) 表2の注a)による。
b) この表の見方として,例えば,粒度番号240の場合,ふるいの公称目開き2.800 mm,2.360 mm及び
2.000 mmのふるい上の粒子を合計した全量の質量が測定試料の80 %以上を満足し,かつ,2.800 mm,
2.360 mm,2.000 mm及び1.700 mmのふるい上の粒子を合計した全量が測定試料の質量の90 %以上
を満足することを示す。他の粒度番号の場合も同様である。
c) 粒度番号の後に番を付して呼んでもよい(例えば,240番)。
6
測定方法
6.1
測定装置及び測定器具
ふるい分け測定に用いる測定装置及び測定器具は,次による。
a) ふるい分け機械 回転数が毎分275回転〜295回転,かつ,タップ回数が毎分145回〜160回のロータ
ップ型ふるい振とう機[JIS Z 8815の図4(乾式ふるい分け装置の例)参照]を用いる。
b) はかり 最小読取値が0.1 g以下のはかりを用いる。
5
G 5903:2018
c) ふるい 表2又は表3の公称目開きのふるいとし,ふるいの直径は200 mm,深さは25 mm又は45 mm
とする[JIS Z 8801-1の5.(試験用ふるいの枠)参照]。
6.2
試料の採取
試料の採取は,次による。
a) 測定を行うロットを代表する400 g以上の測定用試料を採取する。ただし,多量のショット及びグリ
ットから測定用試料を採取する際は,サンプルシーフを用いる。
b) 採取した測定用試料を,JIS Z 8815の図1(二分割器)に示す二分割器を用いて,100 g〜110 gまで縮
分したものを測定試料とする。
6.3
測定手順
測定手順は,次による。
a) 6.2 a)によって採取した測定試料全量の質量を量る。
b) 受皿の上に,ふるい目の細かいふるいから順番に下からふるいを積み重ね,最上段のふるいに測定試
料全量を置き,蓋をして5分間ふるう。
c) ふるい分け終了後,ふるい分け機械からふるい及び受皿を取り外す。
d) 粒子が残留した最も粗い目のふるい上の粒子の質量を量る。
e) ふるいに目詰まりした粒子は,ふるい網の裏面が上になるようにふるいを逆転し,目詰まり除去ブラ
シを用いて回収し,ふるい上の粒子として質量に追加する。
なお,次のf)及びg)において目詰まり粒子がある場合も,この手順による。
f)
1段下のふるい上の粒子を加え,累積粒子質量を量る。
g) 更に1段下のふるい上の粒子を加え,累積粒子質量を量る。
h) g)を繰り返し,最後に受皿の上の粒子の質量を量る。
i)
累積残留粒度分布は,測定した各ふるい上の累積粒子質量を,最上段に置いた測定試料全量の質量で
除し,百分率で表す。計算に当たっては,小数点以下1桁まで求め,整数に丸める。
7
再測定
測定した各ふるい上の粒子の質量の合計が,6.3 a)で量った測定試料全体の質量の98 %以下の場合は,
その測定は無効とし,6.2 b)及び6.3によって再測定する。
8
検査
粒度番号は,箇条6によって求めた累積残留粒度分布が,表2又は表3を満足しなければならない。
9
製品の呼び方
ショット及びグリットの呼び方は,表1の種類の記号,及び表2又は表3の粒度番号による。
呼び方の例を次に示す。
例1 鋳鉄製ショット,粒度番号170の場合:FS-170
例2 鋳鉄製グリット,粒度番号70の場合:FG-70
例3 鋳鋼製ショット,粒度番号170の場合:SS-170
例4 鋳鋼製グリット,粒度番号70の場合:SG-70
6
G 5903:2018
10 表示
検査に合格したショット及びグリットは,包装単位ごとに次の項目を表示する。ただし,表示項目は,
受渡当事者間の協定によって変更することができる。
a) 種類の記号及び粒度番号
b) 質量
c) 製造業者名又はその略号