G 4902:2019
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類の記号 ······················································································································ 1
4 製造方法························································································································· 2
5 化学成分························································································································· 3
5.1 溶湯成分値 ··················································································································· 3
5.2 製品分析値 ··················································································································· 3
6 機械的性質 ······················································································································ 3
6.1 熱処理を行った板及び帯 ································································································· 3
6.2 熱間加工後の熱処理を省略した板及び帯············································································· 3
7 耐食性···························································································································· 7
8 結晶粒度························································································································· 7
9 表面仕上げ ······················································································································ 8
10 外観 ····························································································································· 8
11 寸法の許容差及び形状 ····································································································· 9
11.1 一般 ··························································································································· 9
11.2 厚さの許容差 ··············································································································· 9
11.3 幅の許容差 ················································································································· 10
11.4 板の長さの許容差 ········································································································ 12
11.5 板の平たん度 ·············································································································· 13
12 試験 ···························································································································· 13
12.1 分析試験 ···················································································································· 13
12.2 機械試験 ···················································································································· 13
12.3 腐食試験 ···················································································································· 14
12.4 結晶粒度試験 ·············································································································· 14
13 検査 ···························································································································· 14
14 表示 ···························································································································· 15
15 報告 ···························································································································· 15
附属書A(参考)耐食耐熱超合金,ニッケル及びニッケル合金の熱処理条件の例 ····························· 16
附属書B(規定)寸法の許容差及び形状··················································································· 18
G 4902:2019
(2)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,ステンレス協
会(JSSA)及び一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業規格を改正すべ
きとの申出があり,日本産業標準調査会の審議を経て,経済産業大臣が改正した日本産業規格である。こ
れによって,JIS G 4902:1991は改正されこの規格に置き換えられ,また,JIS H 4551:2000は廃止され,こ
の規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
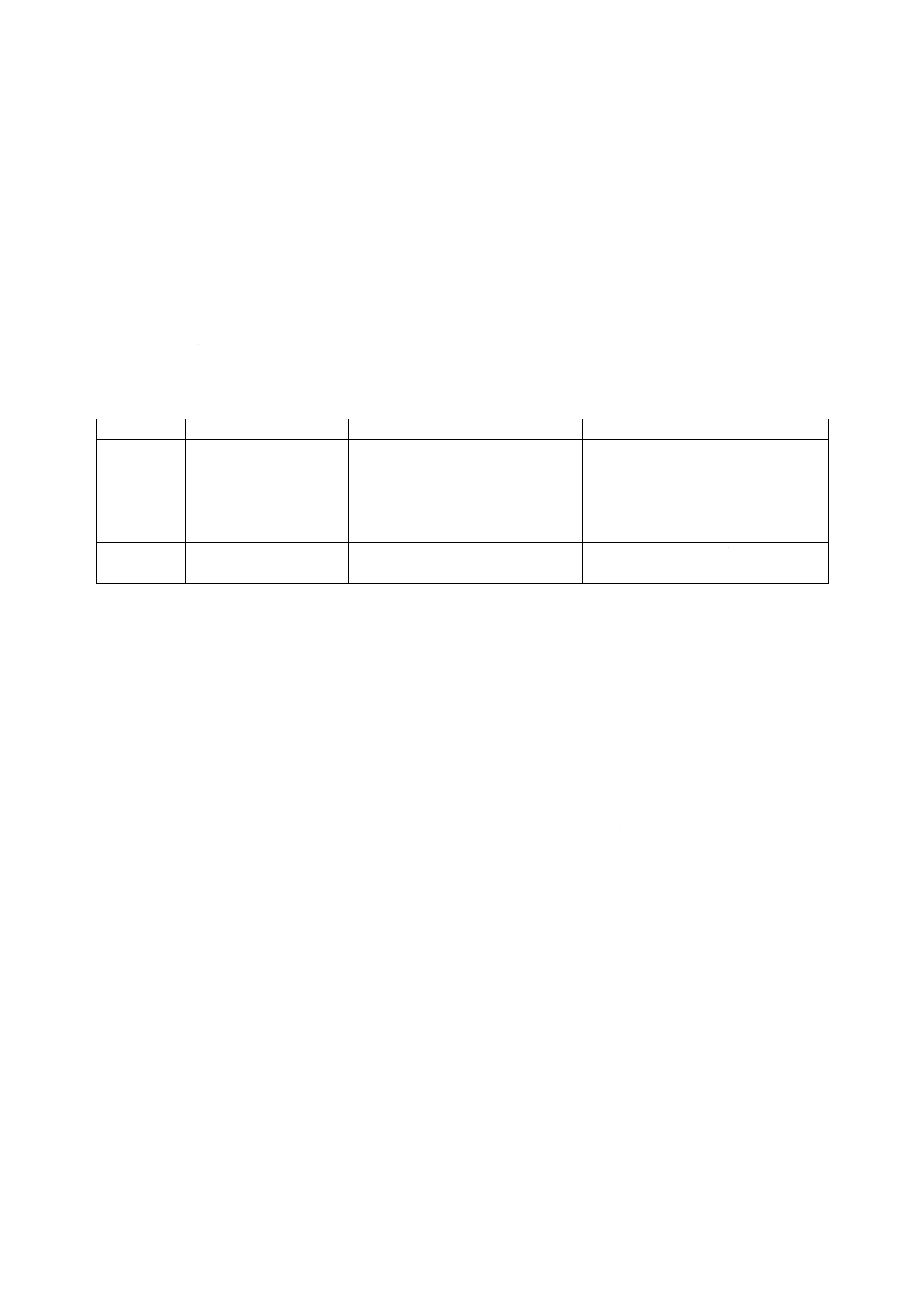
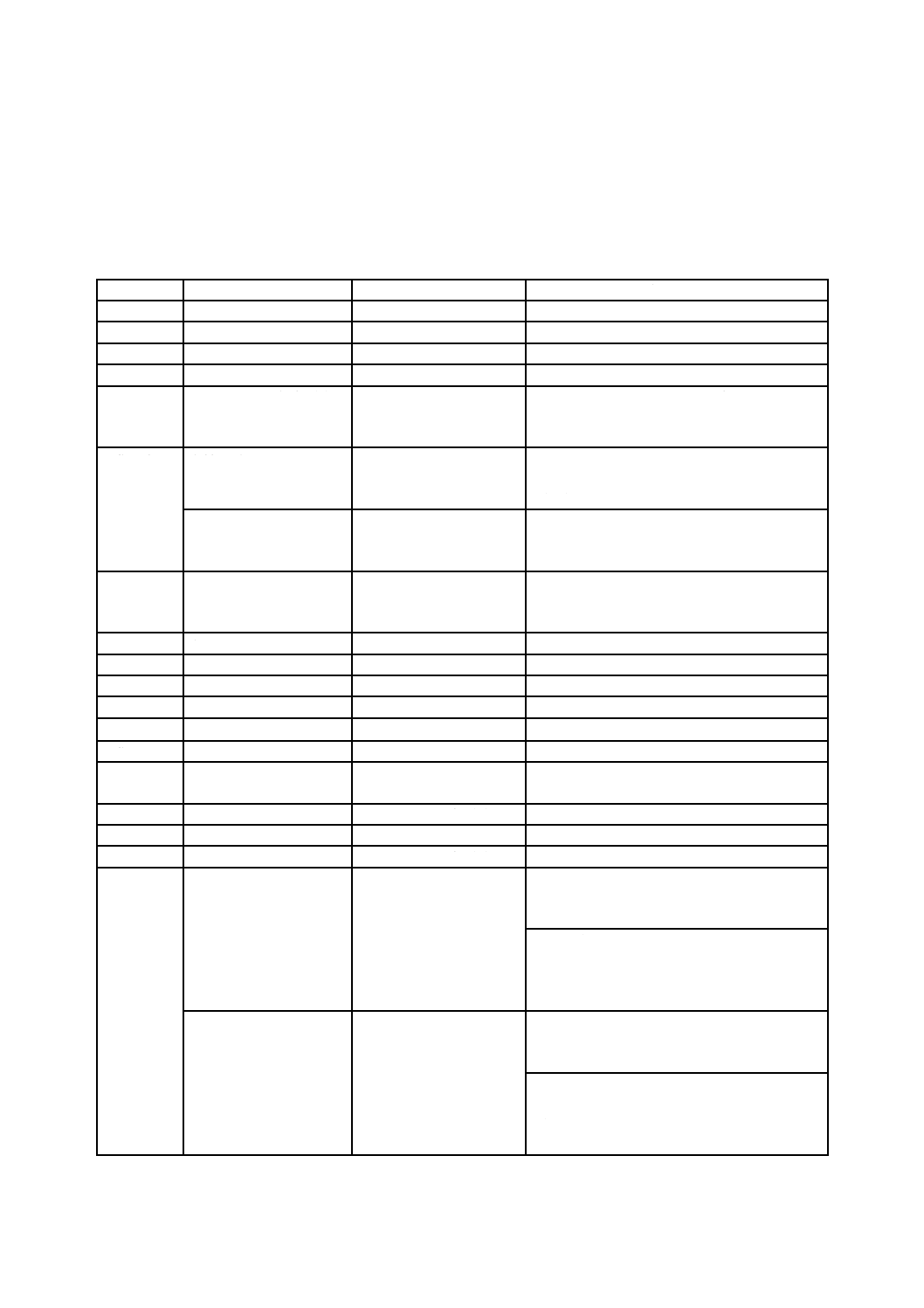
この規格に従うことは,次の者の有する特許権等の使用に該当するおそれがあるので,留意する。
種類の記号
特許権者
発明の名称
特許番号
設定の登録の年月日
NCF354
日本冶金工業株式会社
有機酸と塩分を含有する環境下で
使用するステンレス鋼
第4325141号
2009年6月19日
NCF020
日本冶金工業株式会社
耐硫酸腐食性,耐粒界腐食性および
表面性状に優れるFe-Ni-Cr系合金
およびその製造方法
第5950306号
2016年6月17日
NW6210
日立金属株式会社
熱間鍛造性および耐食性に優れた
Ni基合金
第5725630号
2015年4月10日
上記の,特許権等の権利者は,非差別的かつ合理的な条件でいかなる者に対しても当該特許権等の実施
の許諾等をする意思のあることを表明している。ただし,この規格に関連する他の特許権等の権利者に対
しては,同様の条件でその実施が許諾されることを条件としている。
この規格に従うことが,必ずしも,特許権の無償公開を意味するものではないことに注意する必要があ
る。
この規格の一部が,上記に示す以外の特許権等に抵触する可能性がある。経済産業大臣及び日本産業標
準調査会は,このような特許権等に関わる確認について,責任はもたない。
なお,ここで“特許権等”とは,特許権,出願公開後の特許出願又は実用新案権をいう。
注記 工業標準化法に基づき行われた申出,日本工業標準調査会の審議等の手続は,不正競争防止法
等の一部を改正する法律附則第9条により,産業標準化法第12条第1項の申出,日本産業標準
調査会の審議等の手続を経たものとみなされる。
日本産業規格 JIS
G 4902:2019
耐食耐熱超合金,ニッケル及びニッケル合金−
板及び帯
Corrosion-resistant and heat-resistant superalloy, nickel and nickel alloy-
Plate, sheet and strip
1
適用範囲
この規格は,熱間圧延又は冷間圧延した耐食耐熱超合金,ニッケル及びニッケル合金の板(以下,板と
いう。)及び帯(以下,帯という。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 0551 鋼−結晶粒度の顕微鏡試験方法
JIS G 0567 鉄鋼材料及び耐熱合金の高温引張試験方法
JIS G 0802 ステンレス鋼板の超音波探傷検査方法
JIS H 1270 ニッケル及びニッケル合金−分析用試料採取方法及び分析方法通則
JIS Z 2241 金属材料引張試験方法
JIS Z 2243-1 ブリネル硬さ試験−第1部:試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
JIS Z 2343-1 非破壊試験−浸透探傷試験−第1部:一般通則:浸透探傷試験方法及び浸透指示模様の
分類
3
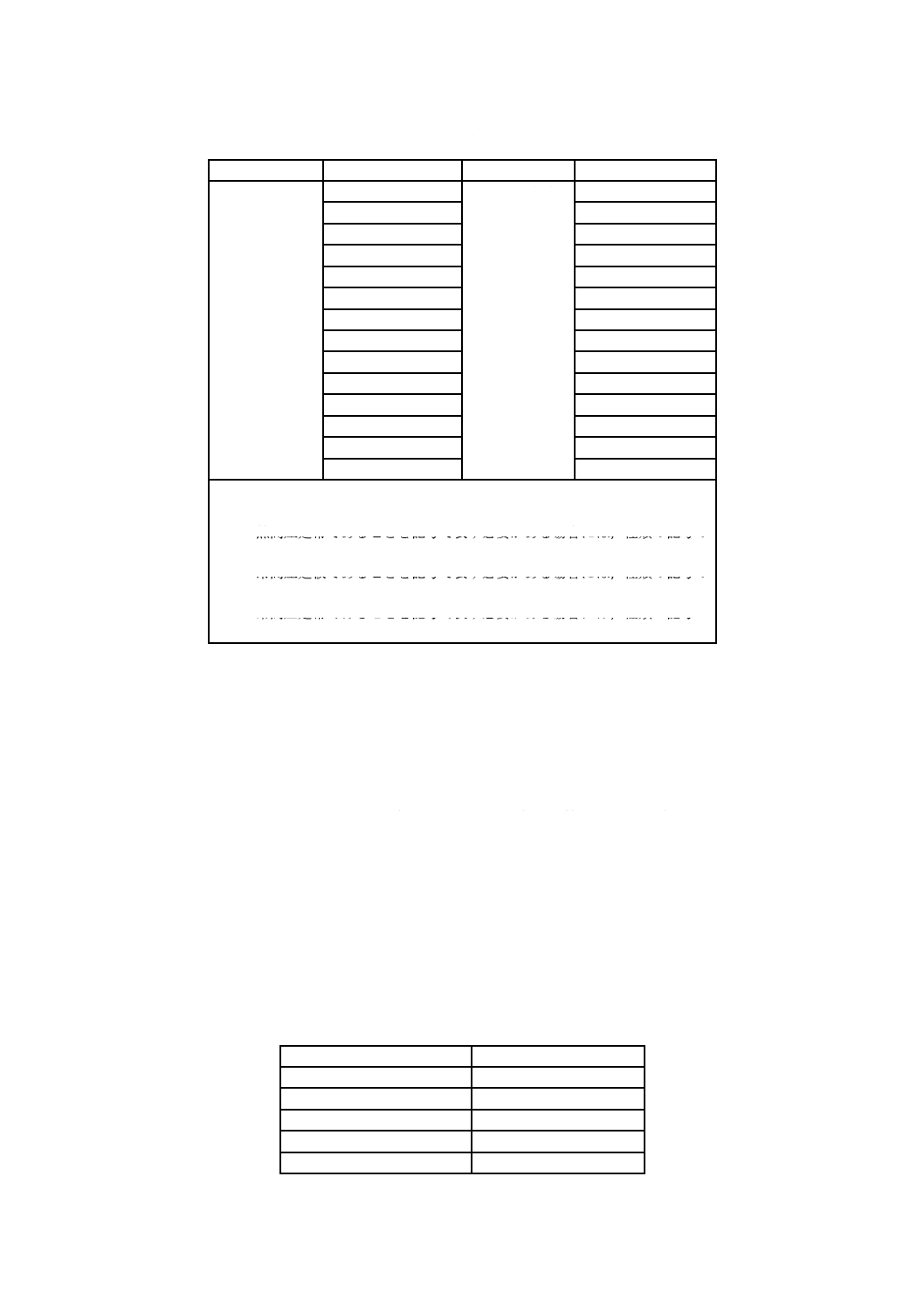
種類の記号
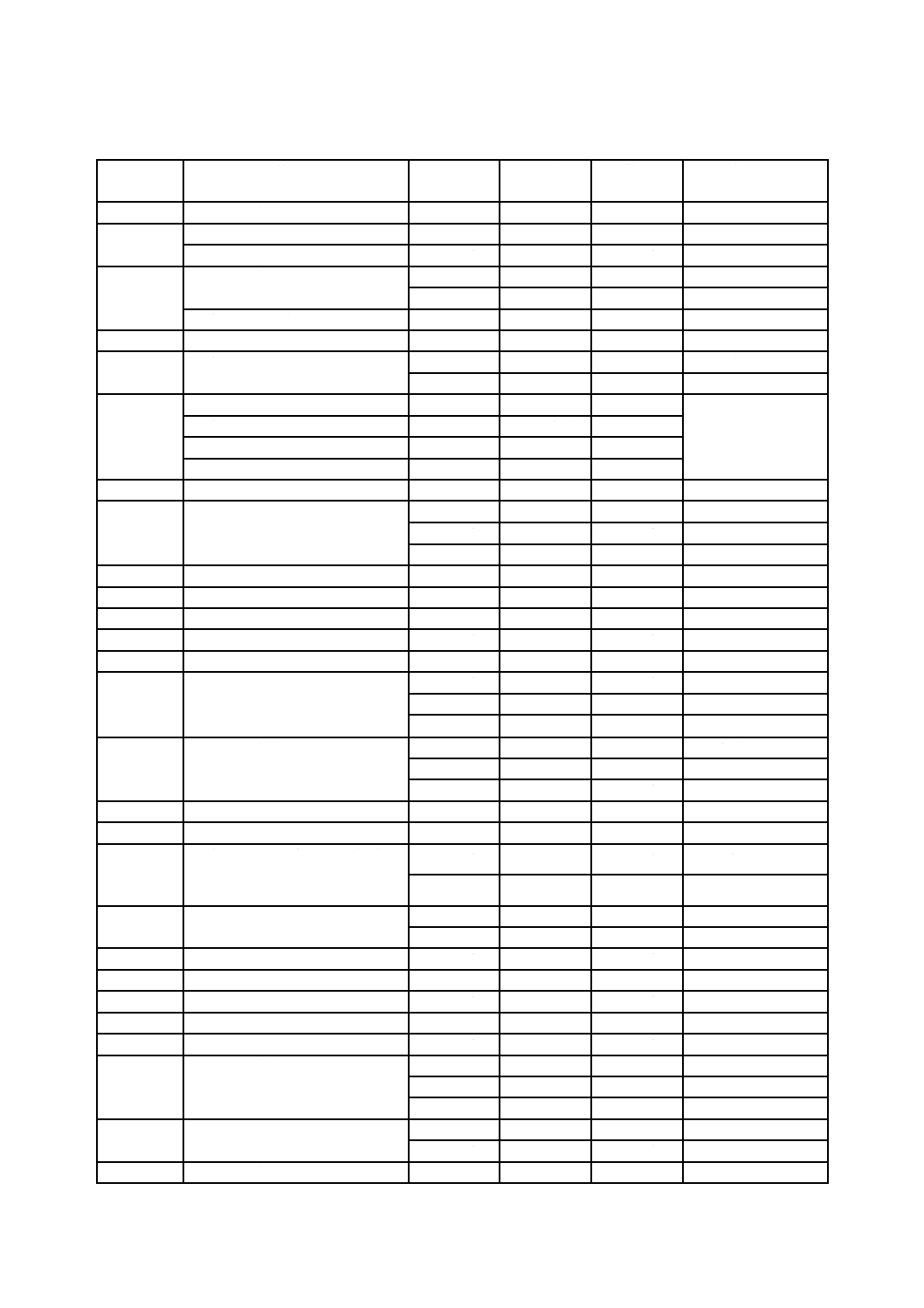
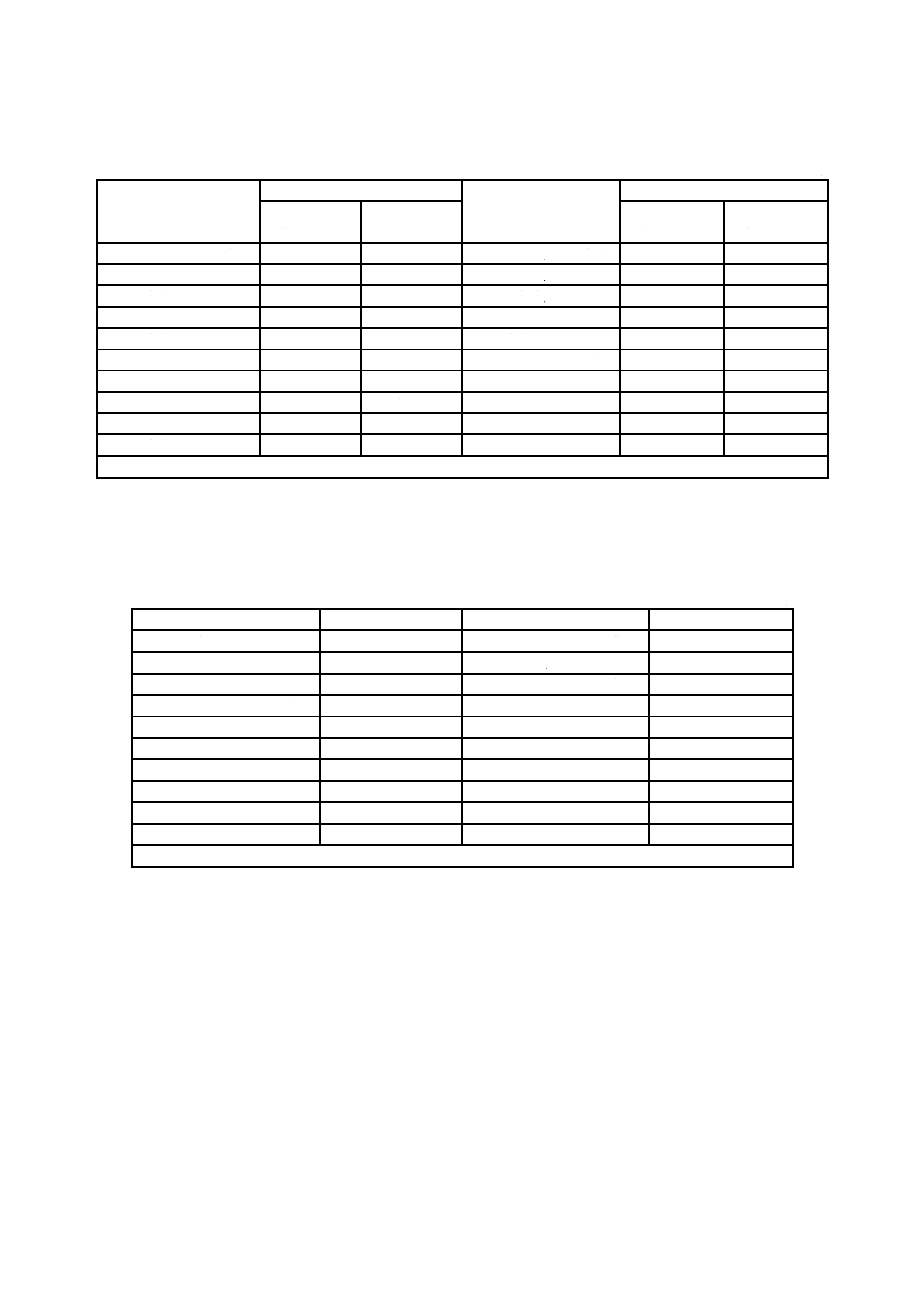
板及び帯の種類は27種類とし,その分類及び種類の記号は,表1による。
2
G 4902:2019
表1−分類及び種類の記号
分類
種類の記号a), b), c), d)
分類
種類の記号a), b), c), d)
耐食耐熱超合金
(NCF)
NCF600
ニッケル及び
ニッケル合金
(NW)
NW2200
NCF601
NW2201
NCF625
NW4400
NCF690
NW4402
NCF718
NW5500
NCF750
NW0001
NCF751
NW0665
NCF80A
NW0276
NCF800
NW6455
NCF800H
NW6022
NCF825
NW6210
NCF020
NW6007
NCF354
NW6985
NW6002
注a) 熱間圧延板であることを記号で表す必要がある場合には,種類の記号の
末尾に,“-HP”を付記する。 例1 NCF600-HP
b) 熱間圧延帯であることを記号で表す必要がある場合には,種類の記号の
末尾に,“-HS”を付記する。 例2 NCF600-HS
c) 冷間圧延板であることを記号で表す必要がある場合には,種類の記号の
末尾に,“-CP”を付記する。 例3 NCF600-CP
d) 冷間圧延帯であることを記号で表す必要がある場合には,種類の記号の
末尾に,“-CS”を付記する。 例4 NCF600-CS
4
製造方法
製造方法は,次による。
a) 板及び帯は,熱間圧延又は冷間圧延後,熱処理を行い,酸洗又はこれに準じる処理を行う。その後,
必要に応じて適切な矯正,研磨,調質圧延,又はこれらの組合せによる処理を行ってもよい。ただし,
受渡当事者間の協定によって,熱間圧延後の熱処理を省略してもよい。この場合,“AR”の記号を表
示する。また,光輝熱処理を行った場合,又は受渡当事者間の協定がある場合,酸洗などの処理を省
略してもよい。
なお,熱処理の状態を表す記号は,表2による。代表的な熱処理条件の例を,参考として附属書A
に示す。
b) NCF601,NCF625,NCF718,NCF750,NCF751,NCF80A及びNW5500の熱処理については,注文者
は,表2に示す熱処理の状態を表す記号を指定し,さらに,本体又は試験片のいずれに熱処理を行う
かを指示する。
表2−熱処理の状態を表す記号
項目
記号
熱間加工まま
AR
固溶化熱処理
S,S1,S2
焼なまし
A
固溶化熱処理後時効処理
H,H1,H2
熱間圧延後時効処理
H3,H4
3
G 4902:2019
5
化学成分
5.1
溶湯成分値
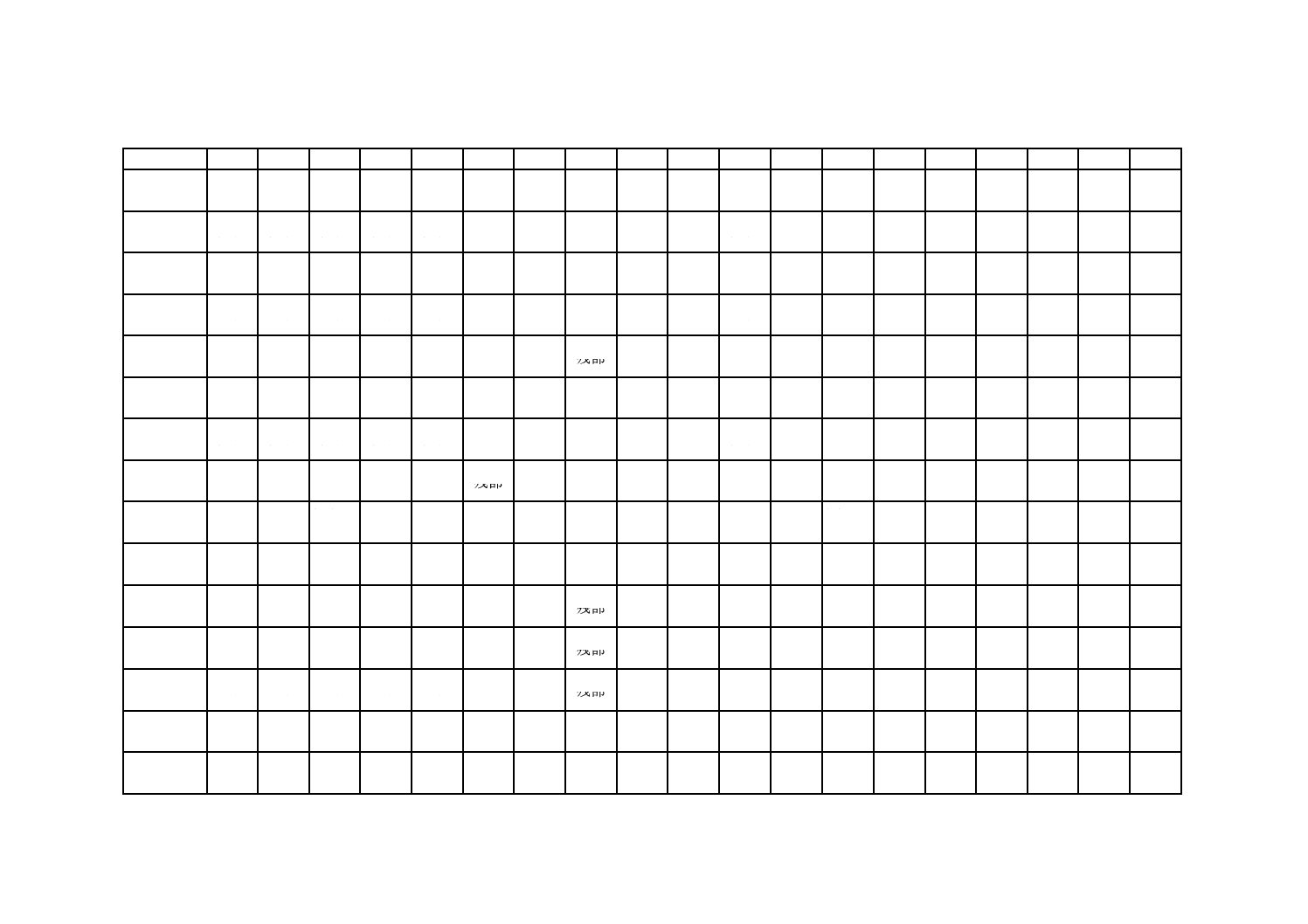
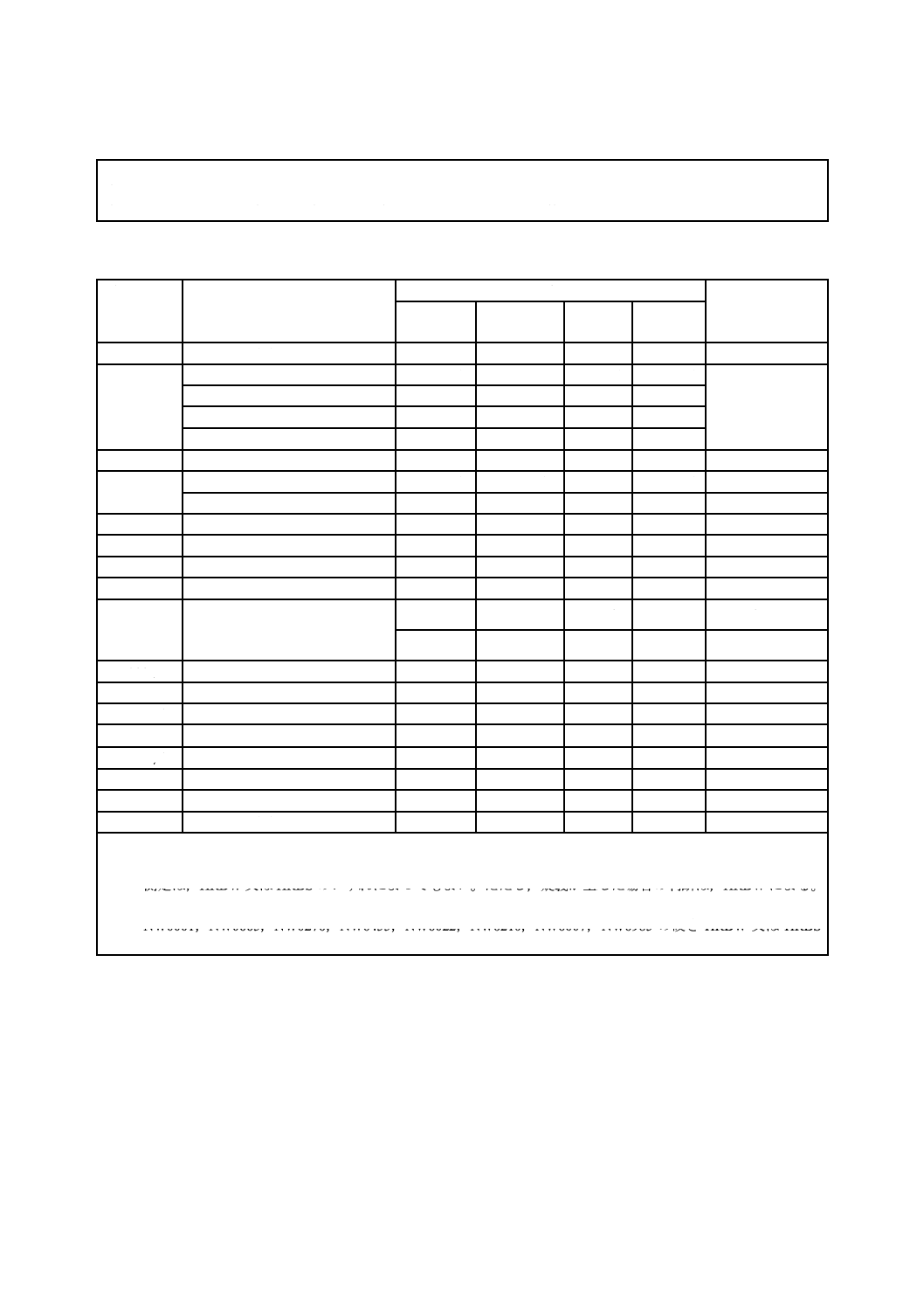
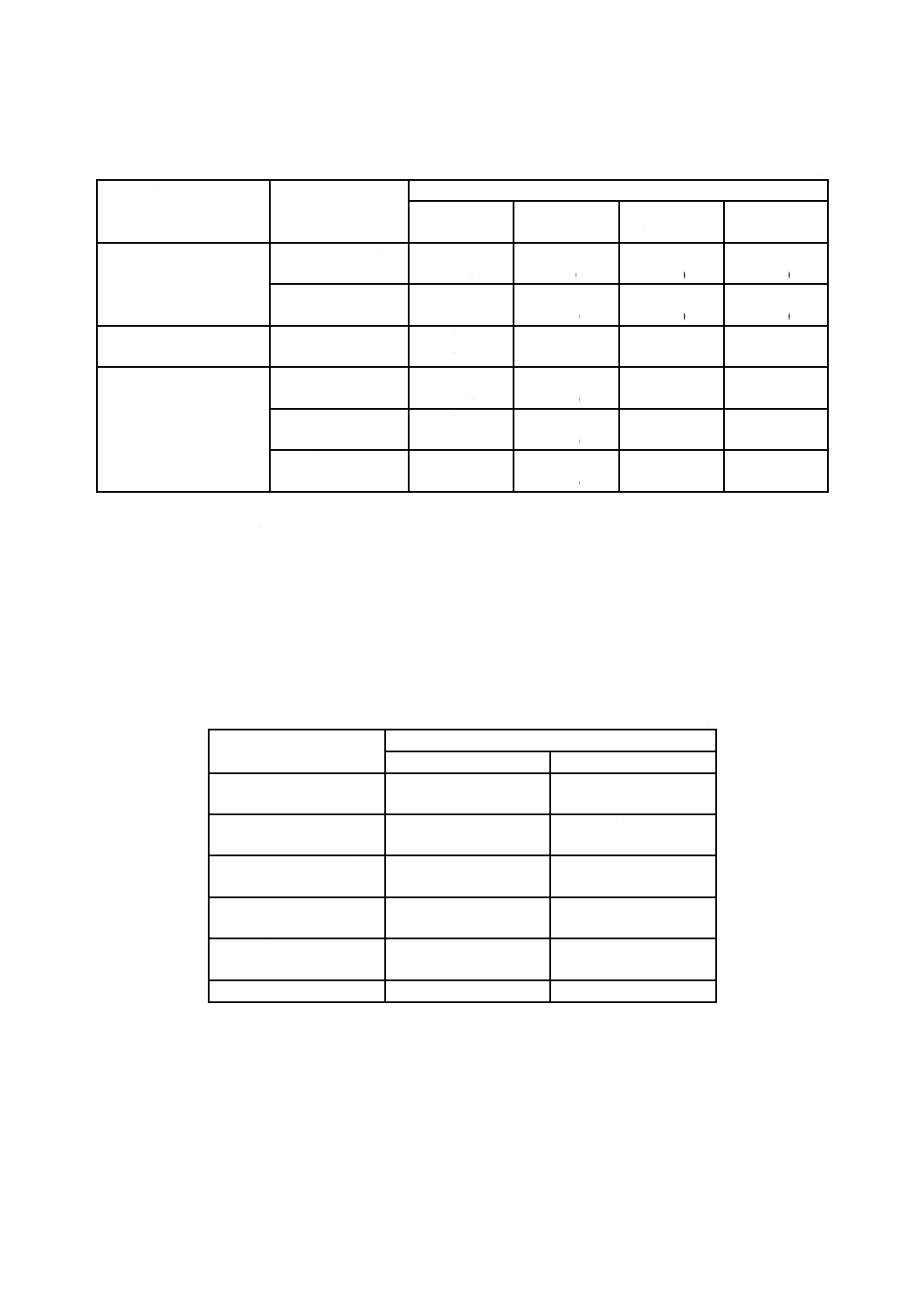
板及び帯は,12.1の試験を行い,その溶湯成分値は,表3による。
5.2
製品分析値
板及び帯の製品分析値は,注文者の要求がある場合に,12.1の試験を行い,その許容変動値は,受渡当
事者間の協定による。
6
機械的性質
6.1
熱処理を行った板及び帯
熱処理を行った板及び帯は,12.2の試験を行い,その機械的性質は,表4及び表5による。ただし,次
の場合,機械的性質の規定の要否及びその規定値は,受渡当事者間の協定による。
a) 適用厚さの範囲外の場合。
b) 表4及び表5に示す熱処理以外の熱処理を行った場合。
6.2
熱間加工後の熱処理を省略した板及び帯
熱間加工後の熱処理を省略した板及び帯の場合,機械的性質の規定の要否及びその規定値は,受渡当事
者間の協定による。
注記 この規格では,製造業者の出荷後の製品に熱処理を行った場合の機械的性質は,規定していな
い。
4
G 4902:2019
表3−化学成分
単位 %
種類の記号
C
Si
Mn
P
S
Ni
Cr
Fe
Mo
Co
Cu
W
Al
Ti
Nb+Ta
Ta
V
B
N
NCF600
0.15
以下
0.50
以下
1.00
以下
0.030
以下
0.015
以下
72.00
以上a)
14.00〜
17.00
6.00〜
10.00
−
−
0.50
以下
−
−
−
−
−
−
−
−
NCF601
0.10
以下
0.50
以下
1.00
以下
0.030
以下
0.015
以下
58.00〜
63.00
21.00〜
25.00
残部
−
−
1.00
以下
−
1.00〜
1.70
−
−
−
−
−
−
NCF625
0.10
以下
0.50
以下
0.50
以下
0.015
以下
0.015
以下
58.00
以上a)
20.00〜
23.00
5.00
以下
8.00〜
10.00
−
−
−
0.40
以下
0.40
以下
3.15〜
4.15
−
−
−
−
NCF690
0.05
以下
0.50
以下
0.50
以下
0.030
以下
0.015
以下
58.00
以上a)
27.00〜
31.00
7.00〜
11.00
−
−
0.50
以下
−
−
−
−
−
−
−
−
NCF718
0.08
以下
0.35
以下
0.35
以下
0.015
以下
0.015
以下
50.00〜
55.00
17.00〜
21.00
残部 2.80〜
3.30
−
0.30
以下
−
0.20〜
0.80
0.65〜
1.15
4.75〜
5.50
−
−
0.006
以下
−
NCF750
0.08
以下
0.50
以下
1.00
以下
0.030
以下
0.015
以下
70.00
以上a)
14.00〜
17.00
5.00〜
9.00
−
−
0.50
以下
−
0.40〜
1.00
2.25〜
2.75
0.70〜
1.20
−
−
−
−
NCF751
0.10
以下
0.50
以下
1.00
以下
0.030
以下
0.015
以下
70.00
以上a)
14.00〜
17.00
5.00〜
9.00
−
−
0.50
以下
−
0.90〜
1.50
2.00〜
2.60
0.70〜
1.20
−
−
−
−
NCF80A
0.04〜
0.10
1.00
以下
1.00
以下
0.030
以下
0.015
以下
残部 18.00〜
21.00
1.50
以下
−
2.00
以下
0.20
以下
−
1.00〜
1.80
1.80〜
2.70
−
−
−
−
−
NCF800
0.10
以下
1.00
以下
1.50
以下
0.030
以下
0.015
以下
30.00〜
35.00
19.00〜
23.00
残部
−
−
0.75
以下
−
0.15〜
0.60
0.15〜
0.60
−
−
−
−
−
NCF800H
0.05〜
0.10
1.00
以下
1.50
以下
0.030
以下
0.015
以下
30.00〜
35.00
19.00〜
23.00
残部
−
−
0.75
以下
−
0.15〜
0.60
0.15〜
0.60
−
−
−
−
−
NCF825
0.05
以下
0.50
以下
1.00
以下
0.030
以下
0.015
以下
38.00〜
46.00
19.50〜
23.50
残部 2.50〜
3.50
−
1.50〜
3.00
−
0.20
以下
0.60〜
1.20
−
−
−
−
−
NCF020
0.07
以下
1.00
以下
2.00
以下
0.045
以下
0.035
以下
32.00〜
38.00
19.00〜
21.00
残部 2.00〜
3.00
−
3.00〜
4.00
−
−
−
8×C〜
1.00
−
−
−
−
NCF354
0.030
以下
1.00
以下
1.00
以下
0.030
以下
0.010
以下
34.00〜
36.00
22.00〜
24.00
残部 7.00〜
8.00
−
−
−
−
−
−
−
−
−
0.17〜
0.24
NW2200
0.15
以下
0.35
以下
0.35
以下
−
0.010
以下
99.00
以上b)
−
0.40
以下
−
−
0.25
以下
−
−
−
−
−
−
−
−
NW2201
0.020
以下
0.35
以下
0.35
以下
−
0.010
以下
99.00
以上b)
−
0.40
以下
−
−
0.25
以下
−
−
−
−
−
−
−
−
2
G
4
9
0
2
:
2
0
1
9
5
G 4902:2019
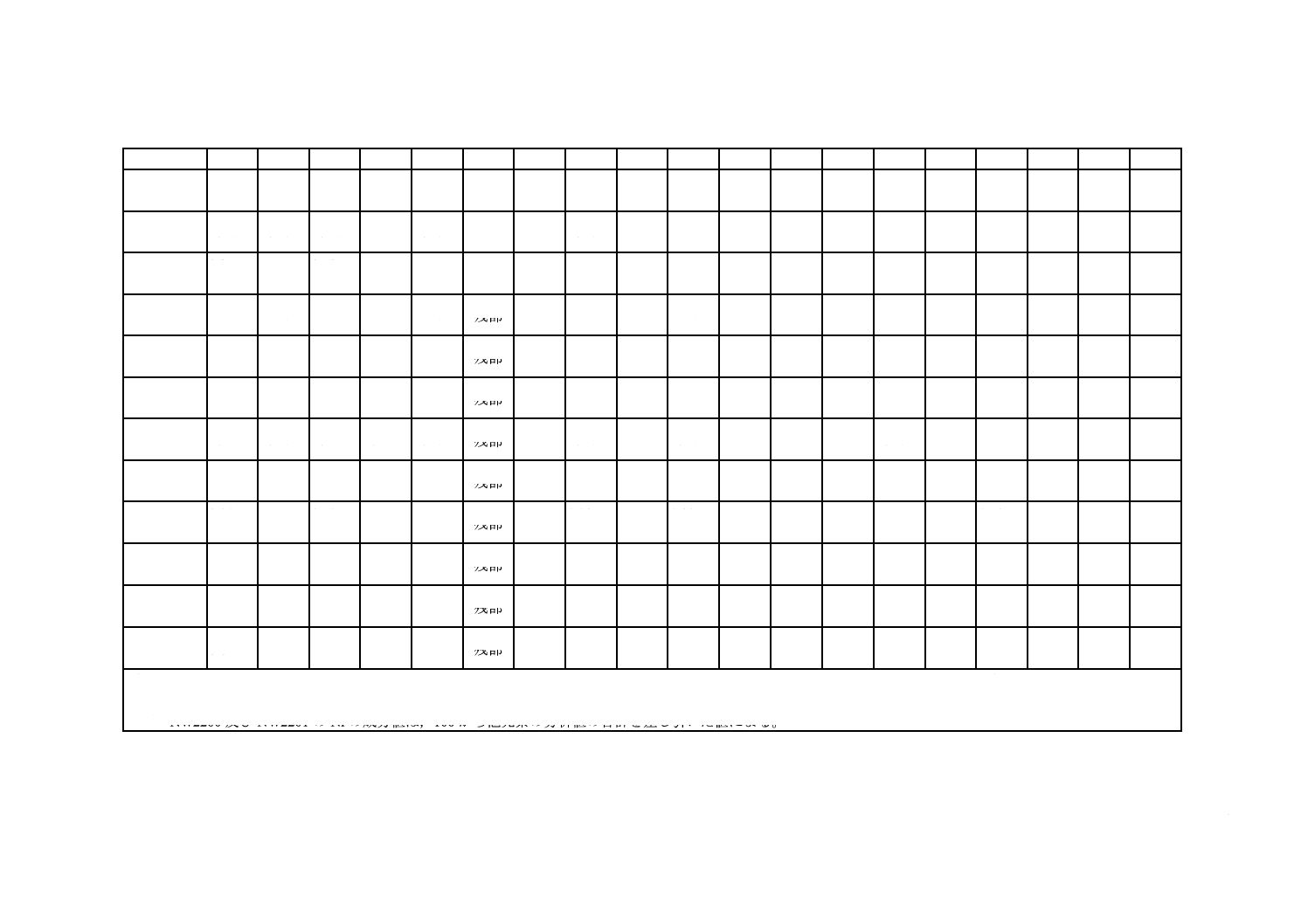
表3−化学成分(続き)
単位 %
種類の記号
C
Si
Mn
P
S
Ni
Cr
Fe
Mo
Co
Cu
W
Al
Ti
Nb+Ta
Ta
V
B
N
NW4400
0.30
以下
0.50
以下
2.00
以下
−
0.024
以下
63.00
以上a)
−
2.50
以下
−
−
28.00〜
34.00
−
−
−
−
−
−
−
−
NW4402
0.04
以下
0.50
以下
2.00
以下
−
0.025
以下
63.00
以上a)
−
2.50
以下
−
−
28.00〜
34.00
−
−
−
−
−
−
−
−
NW5500
0.25
以下
0.50
以下
1.50
以下
−
0.010
以下
63.00
以上a)
−
2.00
以下
−
−
27.00〜
34.00
−
2.30〜
3.15
0.35〜
0.85
−
−
−
−
−
NW0001
0.05
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
残部 1.00
以下
4.00〜
6.00
26.00〜
30.00
2.50
以下
−
−
−
−
−
−
0.20〜
0.40
−
−
NW0665
0.020
以下
0.10
以下
1.00
以下
0.040
以下
0.030
以下
残部 1.00
以下
2.00
以下
26.00〜
30.00
1.00
以下
−
−
−
−
−
−
−
−
−
NW0276
0.010
以下
0.08
以下
1.00
以下
0.040
以下
0.030
以下
残部 14.50〜
16.50
4.00〜
7.00
15.00〜
17.00
2.50
以下
−
3.00〜
4.50
−
−
−
−
0.35
以下
−
−
NW6455
0.015
以下
0.08
以下
1.00
以下
0.040
以下
0.030
以下
残部 14.00〜
18.00
3.00
以下
14.00〜
17.00
2.00
以下
−
−
−
0.70
以下
−
−
−
−
−
NW6022
0.015
以下
0.08
以下
0.50
以下
0.020
以下
0.020
以下
残部 20.00〜
22.50
2.00〜
6.00
12.50〜
14.50
2.50
以下
−
2.50〜
3.50
−
−
−
−
0.35
以下
−
−
NW6210
0.015
以下
0.08
以下
0.50
以下
0.020
以下
0.020
以下
残部 18.00〜
20.00
1.00
以下
18.00〜
20.00
1.00
以下
−
−
−
−
−
1.50〜
2.20
0.35
以下
−
−
NW6007
0.05
以下
1.00
以下
1.00〜
2.00
0.040
以下
0.030
以下
残部 21.00〜
23.50
18.00〜
21.00
5.50〜
7.50
2.50
以下
1.50〜
2.50
1.00
以下
−
−
1.75〜
2.50
−
−
−
−
NW6985
0.015
以下
1.00
以下
1.00
以下
0.040
以下
0.030
以下
残部 21.00〜
23.50
18.00〜
21.00
6.00〜
8.00
5.00
以下
1.50〜
2.50
1.50
以下
−
−
0.50
以下
−
−
−
−
NW6002
0.05〜
0.15
1.00
以下
1.00
以下
0.040
以下
0.030
以下
残部 20.50〜
23.00
17.00〜
20.00
8.00〜
10.00
0.50〜
2.50
−
0.20〜
1.00
−
−
−
−
−
−
−
注a) NCF600,NCF625,NCF690,NCF750,NCF751,NW4400,NW4402及びNW5500のNiの成分値は,100から他元素の分析値の合計を差し引いた値を採用し
てもよい。
b) NW2200及びNW2201のNiの成分値は,100から他元素の分析値の合計を差し引いた値による。
2
G
4
9
0
2
:
2
0
1
9
6
G 4902:2019
表4−機械的性質
種類の記号
熱処理
耐力
N/mm2
引張強さ
N/mm2
伸び
%
適用厚さ
mm
NCF600 a)
焼なまし(A)
245以上
550以上
30以上
−
NCF601
焼なまし(A)
195以上
550以上
30以上
−
固溶化熱処理(S)
205以上
550以上
30以上
−
NCF625
焼なまし(A)
415以上
830以上
30以上
0.5を超え3.0以下
380以上
760以上
30以上
3.0を超え70以下
固溶化熱処理(S)
275以上
690以上
30以上
0.5を超え70以下
NCF690
焼なまし(A)
240以上
590以上
30以上
0.5を超えるもの
NCF718
固溶化熱処理後時効処理(H)
1 035以上
1 240以上
12以上
25以下
1 035以上
1 240以上
10以上
25を超え60以下
NCF750
固溶化熱処理(S1)
−
890以下
40以上
0.6を超え6以下
固溶化熱処理(S2)
−
930以下
35以上
固溶化熱処理後時効処理(H1)
615以上
960以上
8以上
固溶化熱処理後時効処理(H2)
795以上
1 170以上
18以上
NCF751
固溶化熱処理後時効処理(H)
615以上
960以上
8以上
100以下
NCF80A
固溶化熱処理後時効処理(H)
−
1 030以上
15以上
0.3以上0.5未満
635以上
1 030以上
25以上
0.5以上3.0未満
615以上
1 000以上
20以上
3.0以上9.5以下
NCF800
焼なまし(A)
205以上
520以上
30以上
−
NCF800H
固溶化熱処理(S)
175以上
450以上
30以上
−
NCF825
焼なまし(A)
235以上
580以上
30以上
0.5を超えるもの
NCF020
焼なまし(A)
240以上
550以上
30以上
−
NCF354
固溶化熱処理(S)
295以上
640以上
40以上
−
NW2200
焼なまし(A)
100以上
380以上
30以上
1.2以下
100以上
380以上
35以上
1.2を超え2.7以下
100以上
380以上
40以上
2.7を超えるもの
NW2201
焼なまし(A)
80以上
345以上
30以上
1.2以下
80以上
345以上
35以上
1.2を超え2.7以下
80以上
345以上
40以上
2.7を超えるもの
NW4400
焼なまし(A)
195以上
485以上
35以上
−
NW4402
焼なまし(A)
160以上
430以上
35以上
−
NW5500
固溶化熱処理後時効処理(H1)
又は
固溶化熱処理後時効処理(H2)
620以上
900以上
15以上
0.5以上3.0以下
555以上
900以上
15以上
3.0を超えるもの
NW0001
固溶化熱処理(S)
345以上
795以上
45以上
4.8以下
310以上
690以上
40以上
4.8を超えるもの
NW0665
固溶化熱処理(S)
355以上
760以上
40以上
0.5以上
NW0276
固溶化熱処理(S)
275以上
690以上
40以上
0.5以上
NW6455
固溶化熱処理(S)
275以上
690以上
40以上
−
NW6022
固溶化熱処理(S)
310以上
690以上
45以上
−
NW6210
固溶化熱処理(S)
310以上
690以上
45以上
−
NW6007
焼なまし(A)
245以上
625以上
40以上
4.8以下
245以上
625以上
35以上
4.8を超え19以下
210以上
590以上
30以上
19を超えるもの
NW6985
焼なまし(A)
245以上
625以上
45以上
0.5を超え19以下
210以上
590以上
35以上
19を超えるもの
NW6002
焼なまし(A)
245以上
660以上
35以上
0.5以上
7
G 4902:2019
表4−機械的性質(続き)
耐力は厚さ0.5 mm以上に適用する。伸びは厚さ0.25 mm以上に適用する。
注記 1 N/mm2=1 MPa
注a) NCF600は,注文者から要求がある場合,耐力205 N/mm2以上,伸び35 %以上としてもよい。
表5−硬さ
種類の記号
熱処理
硬さa)
適用厚さ
mm
HBW
HRBW又は
HRBS b)
HRC
HV
NCF600
焼なまし(A)
195以下
92以下
−
199以下
−
NCF750
固溶化熱処理(S1)
321以下
−
35以下
335以下
0.6を超え6以下
固溶化熱処理(S2)
321以下
−
35以下
335以下
固溶化熱処理後時効処理(H1)
262以上
−
26以上
270以上
固溶化熱処理後時効処理(H2)
302〜363
−
32〜40
313〜382
NCF751
固溶化熱処理(S)
375以下
−
41以下
395以下
100以下
NCF80A
固溶化熱処理(S)
241以下
100以下
−
250以下
−
固溶化熱処理後時効処理(H)
269以上
−
27以上
285以上
0.3以上9.5以下
NCF800
焼なまし(A)
179以下
89以下
−
182以下
−
NCF800H
固溶化熱処理(S)
167以下
86以下
−
171以下
−
NCF825
焼なまし(A)
207以下
96以下
−
214以下
0.5を超えるもの
NCF020
焼なまし(A)
217以下
95以下
−
−
−
NW5500
固溶化熱処理後時効処理(H1)
又は
固溶化熱処理後時効処理(H2)
−
−
24以上
−
0.5以上3.0以下
−
−
21以上
−
3.0を超えるもの
NW0001 c)
固溶化熱処理(S)
−
−
−
−
−
NW0665 c)
固溶化熱処理(S)
−
−
−
−
−
NW0276 c)
固溶化熱処理(S)
−
−
−
−
−
NW6455 c)
固溶化熱処理(S)
−
−
−
−
−
NW6022 c)
固溶化熱処理(S)
−
−
−
−
−
NW6210 c)
固溶化熱処理(S)
−
−
−
−
−
NW6007 c)
焼なまし(A)
−
−
−
−
−
NW6985 c)
焼なまし(A)
−
−
−
−
0.5を超えるもの
注a) 硬さは,いずれかの硬さとする。いずれの硬さを適用するかは,特に指定のない場合,製造業者の選択によ
る。
b) 測定は,HRBW又はHRBSのいずれによってもよい。ただし,疑義が生じた場合の判断は,HRBWによる。
測定値の報告には,採用した測定方法(HRBW又はHRBS)を明記する。
c) NW0001,NW0665,NW0276,NW6455,NW6022,NW6210,NW6007,NW6985の硬さHRBW又はHRBS
は,100以下(参考値)とする。
7
耐食性
耐食性について,注文者の指定がある場合は,12.3の試験を行い,その耐食性は,受渡当事者間の協定
による。
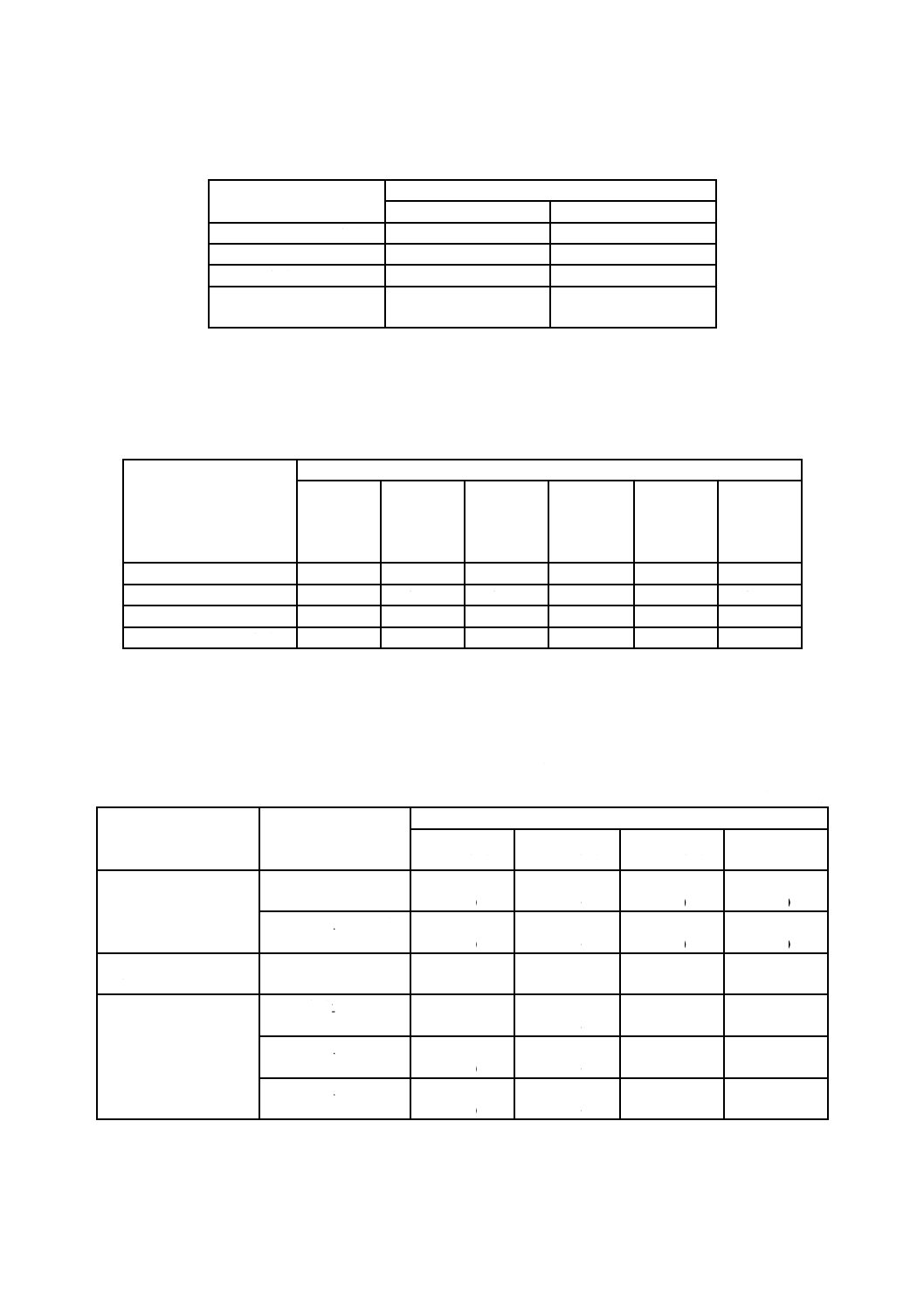
8
結晶粒度
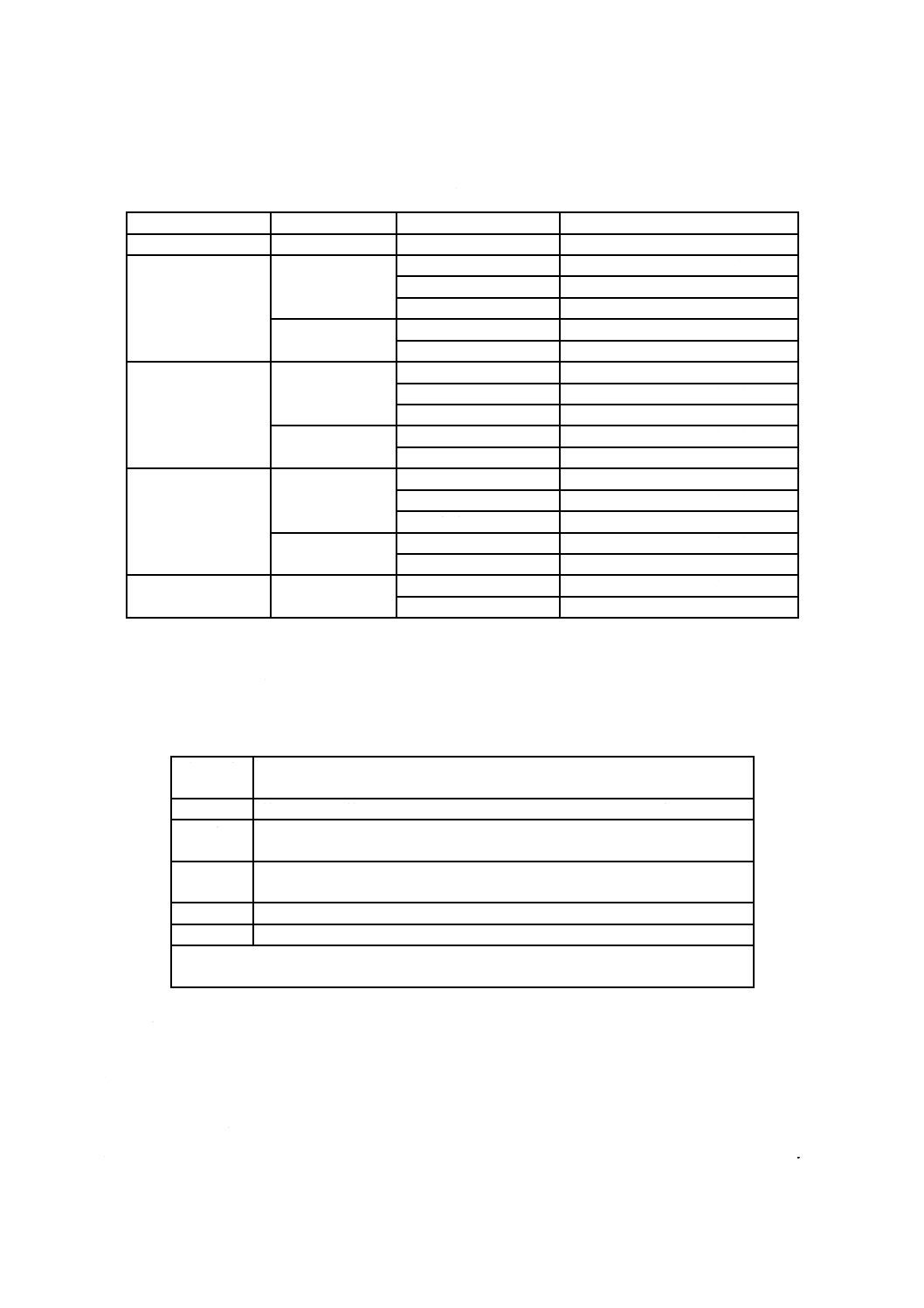
結晶粒度について,注文者の指定がある場合は,受渡当事者間で協定してもよい。その場合,結晶粒度
は,12.4の試験を行い,表6による。結晶粒度は,JIS G 0551の粒度番号とする。表6以外の結晶粒度は,
8
G 4902:2019
受渡当事者間の協定による。
表6−結晶粒度
種類の記号
質別
厚さ mm
結晶粒度
NCF800H
−
−
5以下(5又はこれより粗粒)
NW2200
冷間圧延
深絞り用帯
0.25以下
7.5以上(7.5又はこれより細粒)
0.25を超え0.5以下
6以上(6又はこれより細粒)
0.5を超え3.0以下
4以上(4又はこれより細粒)
冷間圧延
深絞り用板
0.25を超え0.5以下
6以上(6又はこれより細粒)
0.5を超えるもの
4以上(4又はこれより細粒)
NW2201
冷間圧延
深絞り用帯
0.25以下
7.5以上(7.5又はこれより細粒)
0.25を超え0.5以下
6以上(6又はこれより細粒)
0.5を超え3.0以下
4以上(4又はこれより細粒)
冷間圧延
深絞り用板
0.25を超え0.5以下
6以上(6又はこれより細粒)
0.5を超えるもの
4以上(4又はこれより細粒)
NW4400
冷間圧延
深絞り用帯
0.25以下
7.5以上(7.5又はこれより細粒)
0.25を超え0.5以下
6以上(6又はこれより細粒)
0.5を超え3.0以下
4以上(4又はこれより細粒)
冷間圧延
深絞り用板
0.25を超え0.5以下
6以上(6又はこれより細粒)
0.5を超えるもの
4以上(4又はこれより細粒)
NW0001,NW0665
NW0276,NW6002
−
3.2以下
3以上(3又はこれより細粒)
3.2を超えるもの
1.5以上(1.5又はこれより細粒)
9
表面仕上げ
板及び帯の表面仕上げは,表7による。
表7−表面仕上げ
表面仕上
げの記号
摘要
No.1
熱間圧延後,熱処理,酸洗又はこれに準じる処理を行って仕上げたもの。
No.2D
冷間圧延後,熱処理,酸洗又はこれに準じる処理を行って仕上げたもの。また,
つや消しロールによって,最後に軽く冷間圧延したものも含める。
No.2B
冷間圧延後,熱処理,酸洗又はこれに準じる処理を行った後,適切な光沢を得
る程度に冷間圧延して仕上げたもの。
BA
冷間圧延後,光輝熱処理を行ったもの。
HL
適当な粒度の研磨材で連続した磨き目が付くように研磨して仕上げたもの。
HLを除く研磨仕上げの種類(No.3,No.4,#240,#320及び#400)など,この表以外の表
面仕上げは,製造業者による。
10
外観
外観は,次による。
a) 板及び帯には,使用上有害な欠点があってはならない。ただし,帯の場合は,一般に,欠点を除去す
る機会がないため,若干の正常でない部分を含んでもよい。
b) 帯は,きつく巻かれており,その外観は,可能な限り円柱状でなければならない。
c) 帯の巻きずれは,片方の端面当たり,ミルエッジの場合は70 mm以内,カットエッジの場合は35 mm
9
G 4902:2019
以内とする。ただし,帯の先頭部及び末端部の正常でない部分には適用しない。
11
寸法の許容差及び形状
11.1
一般
板及び帯の寸法の許容差及び形状は,11.2〜11.5による。ただし,11.2〜11.5にない寸法の許容差は,受
渡当事者間の協定による。
なお,受渡当事者間の協定によって,板及び帯の寸法の許容差及び形状は,附属書Bによってもよい。
11.2
厚さの許容差
板及び帯の厚さの許容差は,次による。
a) NCF600,NCF601,NCF625,NCF690,NCF718,NCF750,NCF751,NCF80A,NCF800,NCF800H,
NCF825,NCF354,NW2200,NW2201,NW4400,NW4402及びNW5500の板及び帯の厚さの許容差
は,表8による。
表8−厚さの許容差(その1)
単位 mm
厚さ
幅
厚さ
幅
1 220以下
1 220を超え
1 520以下
1 220以下
1 220を超え
1 520以下
0.30以上
0.64以下
±0.05
−
4.3を超え 4.8以下
+0.38
+0.43
0.64を超え 0.86以下
±0.07
−
4.8を超え 7.9以下
+9.0 %
+10.5 %
0.86を超え 1.4以下
±0.10
−
7.9を超え 9.5以下
+7.5 %
+9.0 %
1.4を超え 1.8以下
±0.13
−
9.5を超え 11以下
+7.0 %
+7.5 %
1.8を超え 2.0以下
±0.15
−
11を超え 13以下
+6.0 %
+7.0 %
2.0を超え 2.8以下
±0.18
−
13を超え 16以下
+5.0 %
+6.0 %
2.8を超え 3.2以下
+0.25
+0.31
16を超え 19以下
+4.5 %
+5.5 %
3.2を超え 3.6以下
+0.31
+0.36
19を超え 25以下
+4.0 %
+4.5 %
3.6を超え 4.3以下
+0.36
+0.41
25を超え 50以下
+4.0 %
+4.0 %
厚さ2.8 mmを超え50 mm以下の下限側の許容差は,−0.25 mmとする。
b) NW0001,NW0665,NW0276,NW6455,NW6022,NW6210,NW6007,NW6985及びNW6002の板
及び帯の厚さの許容差は,表9による。
10
G 4902:2019
表9−厚さの許容差(その2)
単位 mm
厚さ
幅
厚さ
幅
1 220以下
1 220を超え
1 520以下
1 220以下
1 220を超え
1 520以下
0.30以上
0.86以下
±0.10
−
4.8を超え 5.6以下
+0.48
+0.85
0.86を超え 1.4以下
±0.13
−
5.6を超え 6.4以下
+0.61
+0.90
1.4を超え 1.8以下
±0.15
−
6.4を超え 9.5以下
+0.69
+1.0
1.8を超え 2.0以下
±0.18
−
9.5を超え 13以下
+0.76
+1.2
2.0を超え 2.4以下
±0.20
−
13を超え 16以下
+0.89
+1.2
2.4を超え 2.8以下
±0.23
−
16を超え 19以下
+1.0
+1.3
2.8を超え 3.2以下
+0.25
+0.45
19を超え 22以下
+1.1
+1.3
3.2を超え 3.6以下
+0.33
+0.55
22を超え 25以下
+1.3
+1.4
3.6を超え 4.3以下
+0.41
+0.65
25を超え 64以下
+5 %
+5.5 %
4.3を超え 4.8以下
+0.46
+0.75
厚さ2.8 mmを超え64 mm以下の下限側の許容差は,−0.25 mmとする。
c) NCF020の板及び帯の厚さの許容差は,表10による。
表10−厚さの許容差(その3)
単位 mm
厚さ
許容差
厚さ
許容差
0.41を超え 0.66以下
±0.08
4.8以上 9.5未満
+1.1
0.66を超え 1.02以下
±0.10
9.5以上 19.1未満
+1.4
1.02を超え 1.47以下
±0.13
19.1以上 25.4未満
+1.5
1.47を超え 1.83以下
±0.15
24.5以上 50.8未満
+1.8
1.83を超え 2.11以下
±0.18
50.8以上 76.2未満
+3.2
2.11を超え 2.49以下
±0.20
76.2以上 102未満
+4.4
2.49を超え 2.90以下
±0.23
102以上
152未満
+6.4
2.90を超え 3.30以下
±0.25
152以上
203未満
+8.9
3.30を超え 3.68以下
+0.35
203以上
254未満
+11
3.68を超え 4.8未満
+0.44
厚さ3.30 mmを超え254 mm未満の下限側の許容差は,−0.25 mmとする。
11.3
幅の許容差
11.3.1
板の幅の許容差
板の幅の許容差は,表11による。
11
G 4902:2019
表11−板の幅の許容差
単位 mm
切断方法による区分
厚さ
幅
300以下
300を超え
2 000以下
2 000を超え
3 500以下
3 500を超え
レーザ切断及び機械切断
によるもの
0.3以上 10以下
+5
0
+5
0
+10
0
+15
0
10を超え 20以下
+10
0
+10
0
+15
0
+20
0
プラズマ切断及び火炎切
断によるもの
2.5以上 100未満
+30
+ 5
+30
+ 5
+30
+ 5
+45
+ 5
ウオータージェット切断
によるもの
3を超え 10以下
+5
0
+10
0
−
−
10を超え 25以下
+10
0
+15
0
−
−
25を超え 50以下
+15
0
+15
0
−
−
11.3.2
帯の幅の許容差
帯の幅の許容差は,次による。
a) NCF600,NCF601,NCF625,NCF690,NCF718,NCF750,NCF751,NCF80A,NCF800,NCF800H,
NCF825,NCF354,NW2200,NW2201,NW4400,NW4402及びNW5500の帯の幅の許容差は,表12
による。
表12−帯の幅の許容差(その1)
単位 mm
厚さ
幅
305以下
305を超え1 219以下
1.9以下
±0.18
+1.6
0
1.9を超え 2.5以下
±0.23
+1.6
0
2.5を超え 3.2以下
±0.30
+1.6
0
3.2を超え 4.1以下
±0.41
+1.6
0
4.1を超え 4.7以下
±0.51
+1.6
0
4.7を超え 6.4以下
±1.6
±1.6
b) NW0001,NW0665,NW0276,NW6455,NW6022,NW6210,NW6007,NW6985及びNW6002の帯
の幅の許容差は,表13による。
12
G 4902:2019
表13−帯の幅の許容差(その2)
単位 mm
厚さ
幅
610以下
610を超え
0.51を超え 1.90以下
±0.18
−
1.90を超え 2.54以下
±0.23
−
2.54を超え 3.18以下
±0.30
−
3.18を超え 4.76以下
+3.2
0
+3.2
0
c) NCF020の帯の幅の許容差は,表14による。
表14−帯の幅の許容差(その3)
単位 mm
厚さ
幅
4.76
を超え
12.70
以下
12.70
を超え
152.40
以下
152.40
を超え
228.60
以下
228.60
を超え
304.80
以下
304.80
を超え
508.00
以下
508.00
を超え
609.60
以下
1.73以下
±0.13
±0.13
±0.13
±0.25
±0.41
±0.51
1.73を超え 2.51以下
±0.20
±0.20
±0.25
±0.25
±0.41
±0.51
2.51を超え 4.06以下
±0.25
±0.25
±0.41
±0.41
±0.51
±0.51
4.06を超え 4.76以下
−
±0.41
±0.51
±0.51
±0.79
±0.79
11.4
板の長さの許容差
板の長さの許容差は,表15による。ただし,受渡当事者間の協定がある場合は,その協定による。
表15−板の長さの許容差
単位 mm
切断方法による区分
厚さ
幅
300以下
300を超え
1 000以下
1 000を超え
1 520以下
1 520を超え
レーザ切断及び機械切
断によるもの
0.3以上 10以下
+10
0
+10
0
+15
0
+15
0
10を超え 20以下
+15
0
+15
0
+20
0
+20
0
プラズマ切断及び火炎
切断によるもの
2.5以上 100未満
+30
+ 5
+30
+ 5
+30
+ 5
+45
+ 5
ウオータージェット切
断によるもの
3を超え 10以下
+5
0
+10
0
−
−
10を超え 25以下
+10
0
+15
0
−
−
25を超え 50以下
+15
0
+15
0
−
−
13
G 4902:2019
11.5
板の平たん度
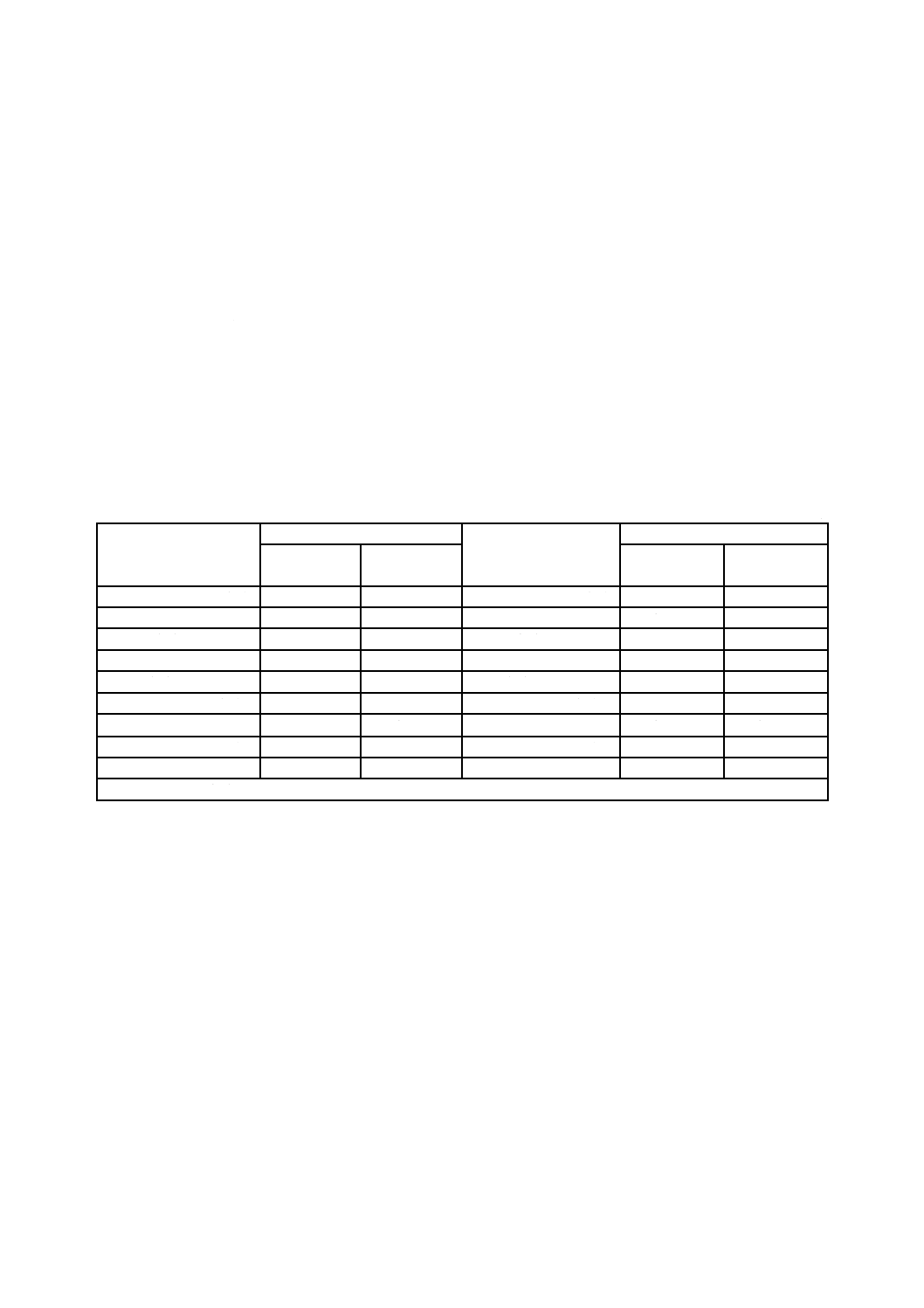
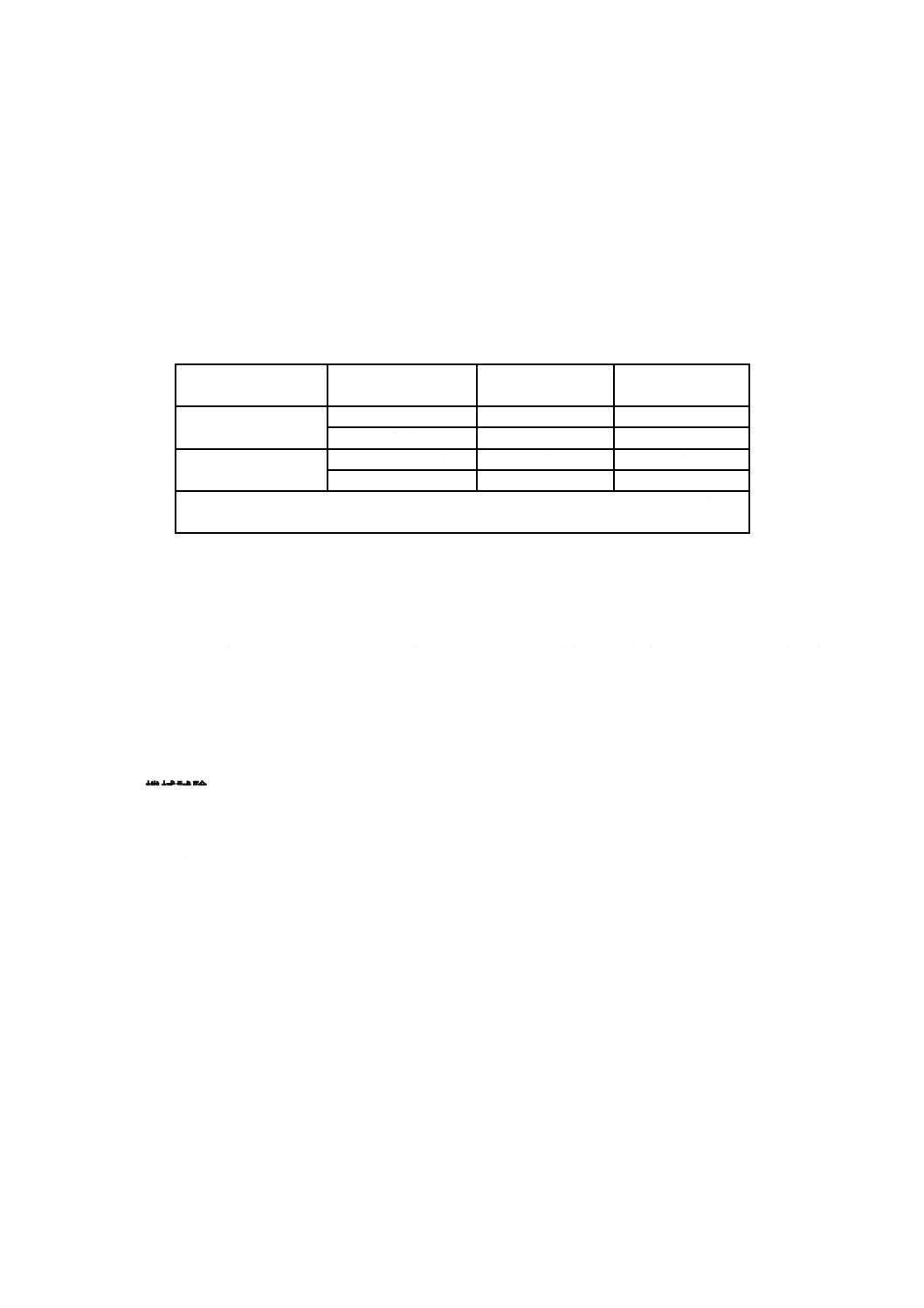
板の平たん度は,注文者の要求がある場合に測定し,表16による。
なお,注文者は,記号EFの平たん度を指定してもよい。
板の平たん度は,板を水平面に置き,板の下面と水平面との距離を測定するか,又は板の上面に直尺を
当てて板の上面と直尺との距離を測定したときの,任意の位置の板長さ3 500 mmに対して得られる,そ
の最大距離とする。
表16−板の平たん度
単位 mm
幅
長さ
平たん度
平たん度
(記号EF)
1 000以下
2 000以下
15以下
3以下
2 000を超えるもの
20以下
6以下
1 000を超えるもの
2 000以下
20以下
6以下
2 000を超えるもの
20以下
6以下
この表は,任意の位置の長さ3 500 mmに対して適用し,長さ3 500 mm未満の場合は,
全長に対して適用する。
12
試験
12.1
分析試験
12.1.1
分析試験の一般事項及び分析用試料の採り方
分析試験の一般事項及び分析用試料の採り方は,JIS G 0404の箇条8(化学成分)による。注文者が製
品分析を要求した場合の分析用試料の採り方は,JIS G 0321の箇条4(製品分析用試料)による。
12.1.2
分析方法
溶湯分析の方法は,JIS G 0320又はJIS H 1270による。製品分析の方法は,JIS G 0321又はJIS H 1270
による。
12.2
機械試験
12.2.1
試験一般
機械試験の一般事項は,JIS G 0404の箇条7(一般要求)及び箇条9(機械的性質)による。
なお,供試材は,JIS G 0404の7.6のA類による。
12.2.2
供試材の採り方
供試材は,同一溶湯及び同一熱処理条件の板又は帯ごとに1個を採取する。
12.2.3
試験片の数
引張試験及び硬さ試験の各試験片の数は,供試材1個から各試験片1個とする。
12.2.4
試験片
引張試験片及び硬さ試験片は,次による。
a) 引張試験片は,JIS Z 2241の4号試験片,10号試験片又は13B号試験片のいずれかを用いる。
なお,これらの試験片に代えて14A号試験片,14B号試験片又は5号試験片を用いてもよい。
b) 硬さ試験片は,引張試験片の一部を用いてもよい。
12.2.5
試験方法
引張試験及び硬さ試験の方法は,次による。
14
G 4902:2019
a) 引張試験方法は,JIS Z 2241による。ただし,試験温度は23±5 ℃とする。
b) 硬さ試験方法は,次のいずれかによる。ただし,試験温度は23±5 ℃とする。
1) JIS Z 2243-1
2) JIS Z 2244
3) JIS Z 2245
12.3
腐食試験
12.3.1
供試材の採り方
供試材は,同一溶湯及び同一熱処理条件の板又は帯ごとに1個を採取する。ただし,受渡当事者間で供
試材の採り方を協定してもよい。
12.3.2
試験片の数
試験片の数は,供試材1個から各試験片1個とする。ただし,受渡当事者間で試験片の数を協定しても
よい。
12.3.3
試験方法
試験方法は,受渡当事者間の協定による。
12.4
結晶粒度試験
12.4.1
供試材の採り方
供試材は,同一溶湯及び同一熱処理条件の板又は帯ごとに1個を採取する。ただし,受渡当事者間で供
試材の採り方を協定してもよい。
12.4.2
試験片の数
試験片の数は,供試材1個から各試験片1個とする。ただし,受渡当事者間で試験片の数を協定しても
よい。
12.4.3
試験方法
試験方法は,JIS G 0551による。
13
検査
板及び帯の検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条5に適合しなければならない。
c) 機械的性質は,箇条6に適合しなければならない。
d) 耐食性は,注文者の指定がある場合に適用し,箇条7に適合しなければならない。
e) 結晶粒度は,注文者の指定がある場合に適用し,箇条8に適合しなければならない。
f)
表面仕上げは,箇条9による。
g) 外観は,箇条10に適合しなければならない。
h) 寸法及び形状は,箇条11に適合しなければならない。
i)
注文者は,高温引張試験,超音波探傷試験及び浸透探傷試験について要求してもよい。ただし,この
場合の試験方法は,次のいずれかによる。合否判定基準は,受渡当事者間の協定による。
1) JIS G 0567
2) JIS G 0802
3) JIS Z 2343-1
15
G 4902:2019
14
表示
検査に合格した板及び帯には,板については1枚ごと又は1結束ごとのいずれかに,帯については1結
束ごとに次の事項を表示する。ただし,受渡当事者間の協定によって,項目の一部を省略してもよい。
a) 種類の記号
b) 寸法
c) 寸法の許容差の記号(板の平たん度の記号EF及び附属書Bに規定する許容差の記号A〜記号Kによ
ったものについては,これを表示する。)
d) 表面仕上げの記号
e) 熱処理の状態を表す記号(時効処理を行った場合又は熱処理を省略した場合に限る。)
f)
製造業者名又はその略号
g) 溶湯番号又は検査番号
15
報告
製造業者は,注文者から報告の要求がある場合は,検査文書を注文者に提出しなければならない。検査
文書には電送などの電子媒体も含める。ただし,検査文書の種類は,注文時に特に指定がない場合,JIS G
0415の5.1(検査証明書3.1)による。
16
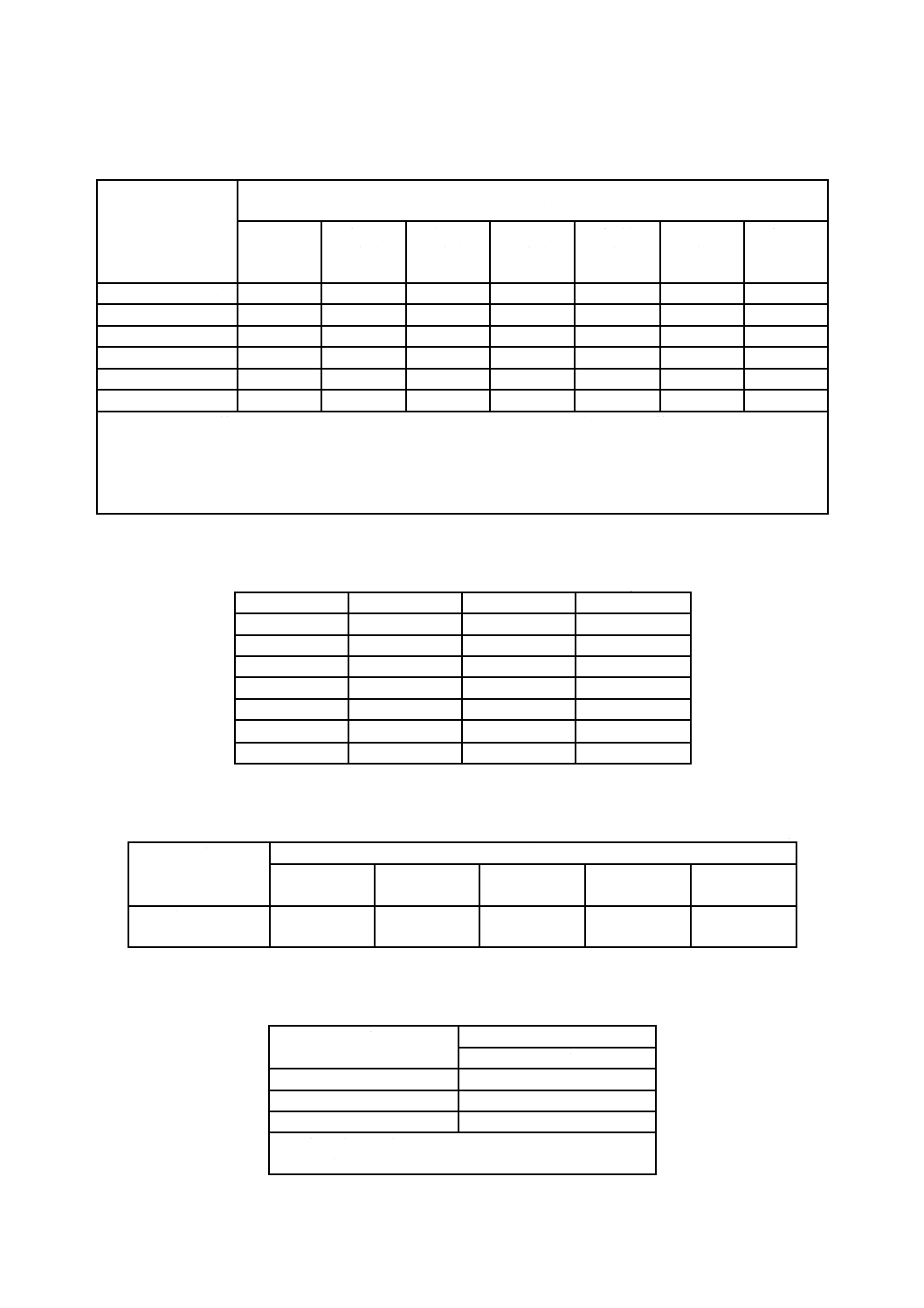
G 4902:2019
附属書A
(参考)
耐食耐熱超合金,ニッケル及びニッケル合金の熱処理条件の例
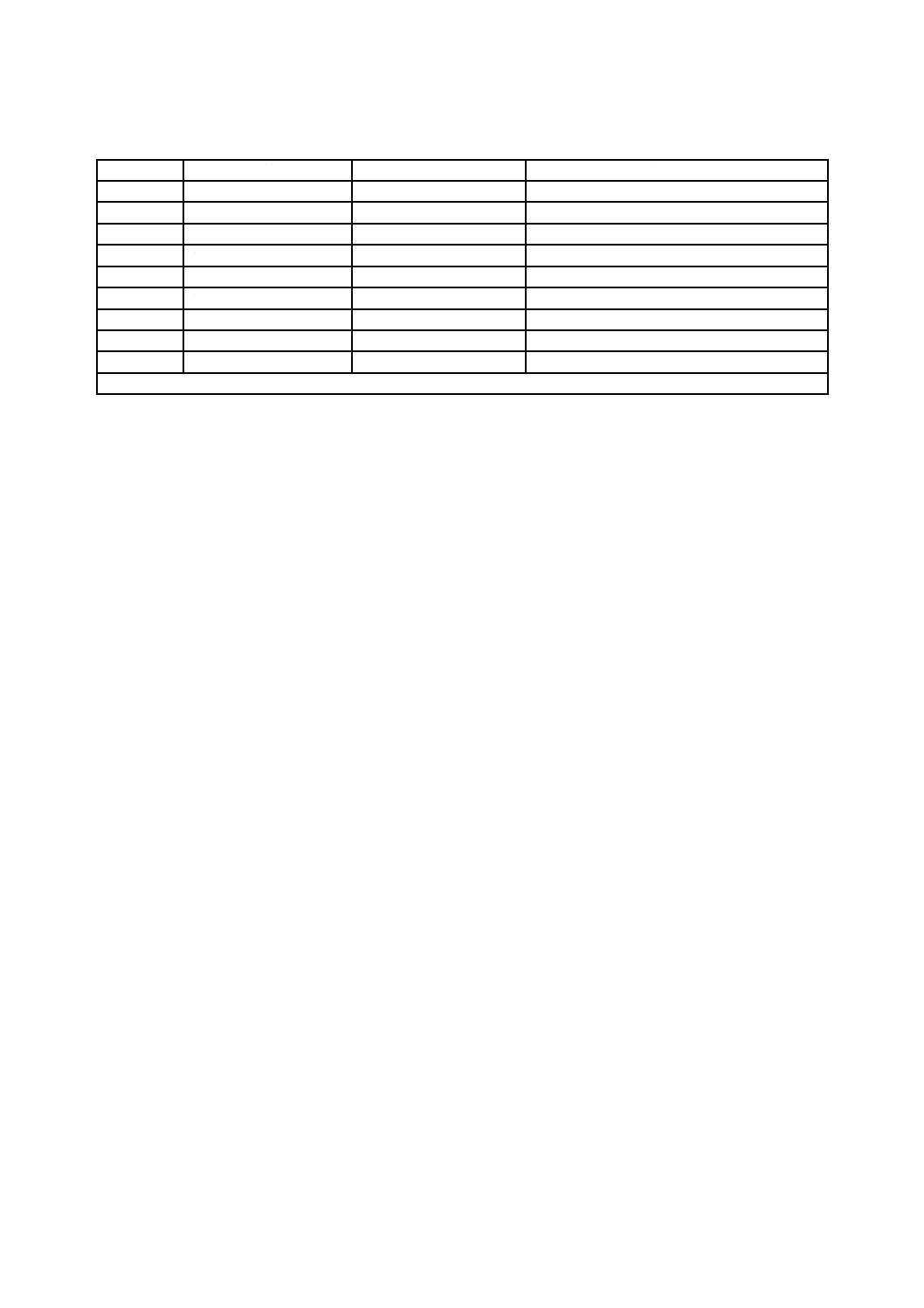
表A.1−熱処理条件の例
種類の記号
固溶化熱処理a)
焼なましa)
時効処理a)
NCF600
−
800〜1 150 ℃急冷(A)
−
NCF601
1 080〜1 200 ℃急冷(S) 950 ℃以上急冷(A)
−
NCF625
1 090 ℃以上急冷(S)
870 ℃以上急冷(A)
−
NCF690
−
900 ℃以上急冷(A)
−
NCF718
925〜1 010 ℃急冷(S)
−
S処理後,705〜730 ℃に8時間保持,610〜
630 ℃まで炉冷し,更にその温度で時効後空
冷,総時効時間18時間(H)
NCF750
1 135〜1 165 ℃急冷(S1)
−
S1処理後,800〜830 ℃に24時間保持し,室
温まで空冷,690〜720 ℃に20時間保持後急冷
(H1)
965〜995 ℃急冷(S2)
−
S2処理後,720〜740 ℃に8時間保持,610〜
630 ℃まで炉冷し,更にその温度で時効後空
冷,総時効時間18時間(H2)
NCF751
1 135〜1 165 ℃急冷(S)
−
S処理後,830〜860 ℃に24時間保持し,室温
まで空冷,690〜720 ℃に20時間保持後急冷
(H)
NCF80A
1 100〜1 150 ℃急冷(S)
−
S処理後,740〜760 ℃に4時間保持後空冷(H)
NCF800
−
980〜1 060 ℃急冷(A)
−
NCF800H
1 100〜1 190 ℃急冷(S)
−
−
NCF825
−
930 ℃以上急冷(A)
−
NCF020
−
925〜1 070 ℃急冷(A)
−
NCF354
1 150〜1 200 ℃急冷(S)
−
−
NW2200
−
700〜850 ℃空冷(水冷可)
(A)
−
NW2201
−
700〜850 ℃水冷(A)
−
NW4400
−
700〜900 ℃空冷(A)
−
NW4402
−
700〜900 ℃空冷(A)
−
NW5500
760 ℃以上急冷(S)
−
S処理後,590〜610 ℃で8〜16時間保持後,
480 ℃まで1時間当たり10〜15 ℃で炉冷し,
その後空冷(H1)
S処理後,590〜610 ℃で8〜16時間保持後,
535 ℃まで炉冷し,その温度で6時間保持後,
更に480 ℃まで炉冷,その温度で8時間保持
後,空冷(H2)
−
−
熱間圧延後,590〜610 ℃で8〜16時間保持後,
480 ℃まで1時間当たり10〜15 ℃で炉冷し,
その後空冷(H3)
熱間圧延後,590〜610 ℃で8〜16時間保持後,
535 ℃まで炉冷し,その温度で6時間保持後,
更に480 ℃まで炉冷,その温度で8時間保持
後,空冷(H4)
17
G 4902:2019
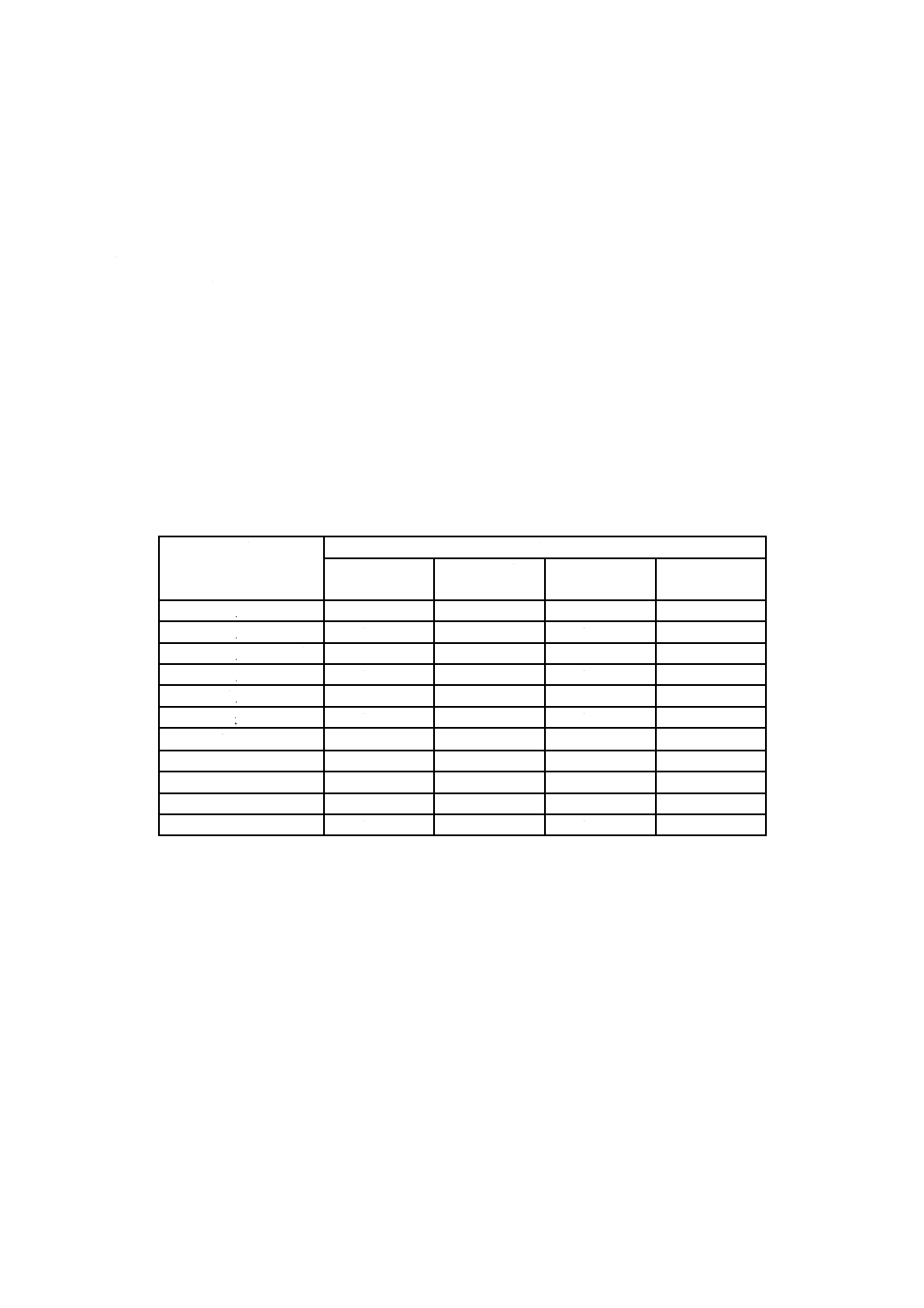
表A.1−熱処理条件の例(続き)
種類の記号
固溶化熱処理a)
焼なましa)
時効処理a)
NW0001
1 030〜1 150 ℃急冷(S)
−
−
NW0665
1 030〜1 150 ℃急冷(S)
−
−
NW0276
1 100〜1 200 ℃急冷(S)
−
−
NW6455
1 100〜1 200 ℃急冷(S)
−
−
NW6022
1 100〜1 200 ℃急冷(S)
−
−
NW6210
1 150〜1 200 ℃急冷(S)
−
−
NW6007
−
1 050〜1 170 ℃急冷(A)
−
NW6985
−
1 050〜1 170 ℃急冷(A)
−
NW6002
−
1 150〜1 200 ℃急冷(A)
−
注a) 括弧内の記号は,熱処理の状態(表2参照)を示す。
18
G 4902:2019
附属書B
(規定)
寸法の許容差及び形状
B.1
板の厚さの許容差
板の厚さの許容差は,次による。
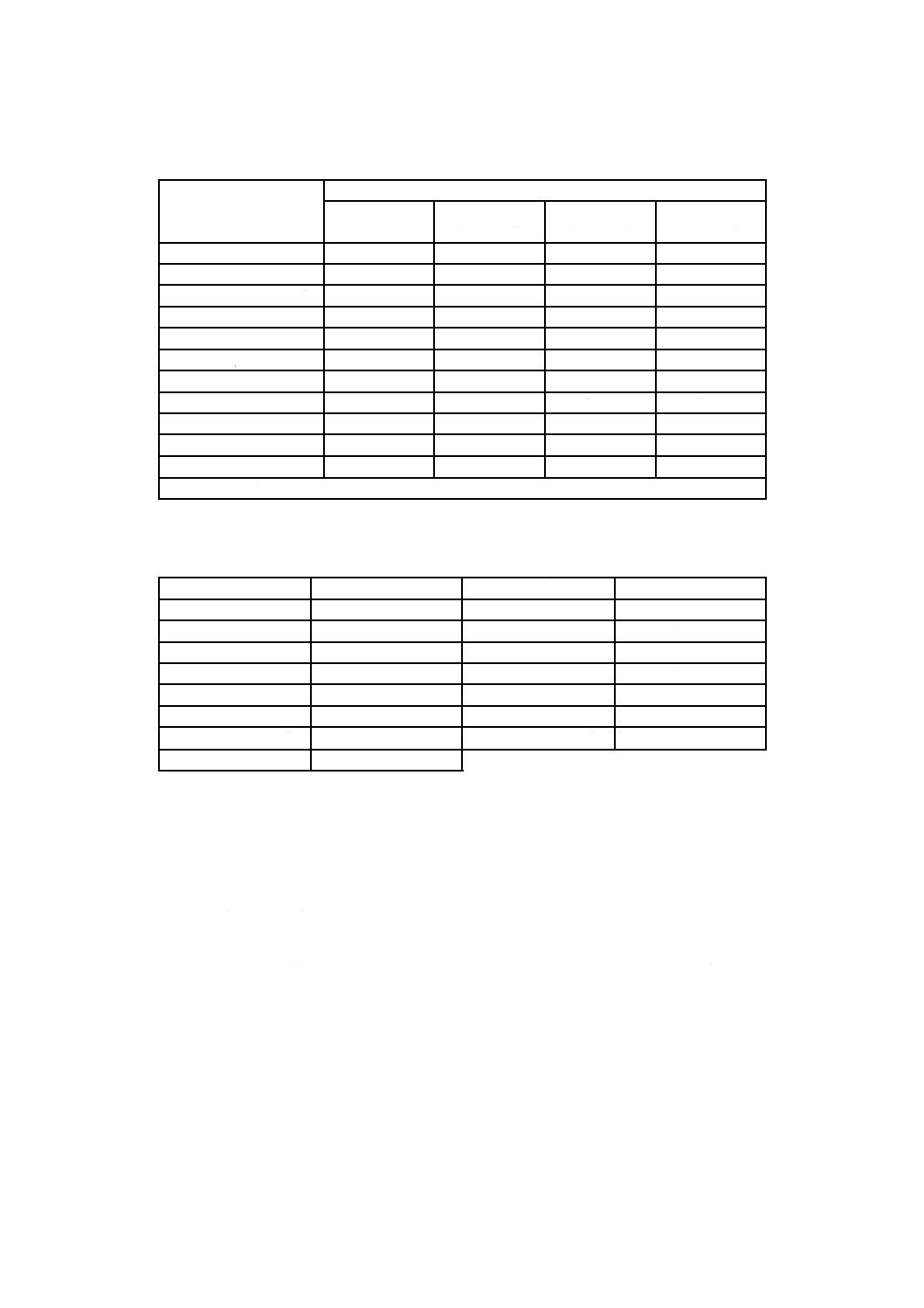
a) NCF600,NCF601,NCF625,NCF690,NCF718,NCF750,NCF751,NCF80A,NCF800,NCF800H
及びNCF825の熱間圧延板の厚さの許容差(記号A)は,表B.1による。ただし,注文者は,表B.2
の厚さの許容差(記号B)を指定してもよい。また,NCF600,NCF601,NCF625,NCF690,NCF718,
NCF750,NCF751,NCF80A,NCF800,NCF800H及びNCF825の冷間圧延板の厚さの許容差(記号C)
は,表B.3による。
なお,厚さを測定する箇所は,板の縁から15 mm以上内側の任意の点とする。
表B.1−厚さの許容差(熱間圧延板)(記号A)
単位 mm
厚さ
幅
1 000未満
1 000以上
1 250未満
1 250以上
1 600未満
1 600以上
2 000未満
2.50以上 3.15未満
±0.25
±0.30
±0.35
−
3.15以上 4.00未満
±0.30
±0.35
±0.40
−
4.00以上 5.00未満
±0.38
±0.40
±0.45
±0.60
5.00以上 6.00未満
±0.45
±0.45
±0.50
±0.70
6.00以上 8.00未満
±0.55
±0.60
±0.60
±0.75
8.00以上 10.0未満
±0.65
±0.65
±0.65
±0.80
10.0以上 16.0未満
±0.70
±0.70
±0.70
±0.85
16.0以上 25.0未満
±0.80
±0.80
±0.80
±0.95
25.0以上 40.0未満
±0.90
±0.90
±0.90
±1.1
40.0以上 63.0未満
±1.0
±1.0
±1.2
±1.2
63.0以上 100未満
±1.1
±1.2
±1.3
±1.3
19
G 4902:2019
表B.2−厚さの許容差(熱間圧延板)(記号B)
単位 mm
厚さ
幅
1 000未満
1 000以上
1 250未満
1 250以上
1 600未満
1 600以上
2 000未満
2.50以上 3.15未満
+0.25
+0.35
+0.45
−
3.15以上 4.00未満
+0.35
+0.45
+0.55
−
4.00以上 5.00未満
+0.51
+0.55
+0.65
+0.95
5.00以上 6.00未満
+0.65
+0.65
+0.75
+1.15
6.00以上 8.00未満
+0.85
+0.95
+0.95
+1.25
8.00以上 10.0未満
+1.05
+1.05
+1.05
+1.35
10.0以上 16.0未満
+1.15
+1.15
+1.15
+1.45
16.0以上 25.0未満
+1.35
+1.35
+1.35
+1.65
25.0以上 40.0未満
+1.55
+1.55
+1.55
+1.95
40.0以上 63.0未満
+1.75
+1.75
+2.15
+2.15
63.0以上 100未満
+1.95
+2.15
+2.35
+2.35
下限側の許容差は,−0.25 mmとする。
表B.3−厚さの許容差(冷間圧延板)(記号C)
単位 mm
厚さ
厚さの許容差
厚さ
厚さの許容差
0.30以上 0.60未満
±0.05
3.15以上 4.00未満
±0.25
0.60以上 0.80未満
±0.07
4.00以上 5.00未満
±0.35
0.80以上 1.00未満
±0.09
5.00以上 6.00未満
±0.40
1.00以上 1.25未満
±0.10
6.00以上 8.00未満
±0.50
1.25以上 1.60未満
±0.12
8.00以上 10.0未満
±0.60
1.60以上 2.00未満
±0.15
10.0以上 16.0未満
±0.70
2.00以上 2.50未満
±0.17
16.0以上 25.0未満
±0.80
2.50以上 3.15未満
±0.22
b) NW2200,NW2201,NW4400,NW4402,NW5500,NW0001,NW0665,NW0276,NW6455,NW6022,
NW6007,NW6985及びNW6002の,熱間圧延板の厚さの許容差(記号D,記号E及び記号F)並び
に冷間圧延板及び帯の厚さの許容差(記号G)は,それぞれ表B.4,表B.6及び表B.7並びに表B.8
による。
ただし,厚さ4 mmを超え50 mm以下の熱間圧延板の厚さの上限側の許容差(記号D)は,表B.5
の密度の値を用いて質量の許容差に置き換えて適用する(表B.4参照)。この場合,板の注文は,平方
ミリメートル当たりの質量ではなく,厚さによって行う。また,厚さの下限側の許容差は,−0.3 mm
とする。表面欠陥を除去するために部分研磨を行うときは,研磨部の厚さが規定厚さより0.3 mm以
上薄くなってはならない。
20
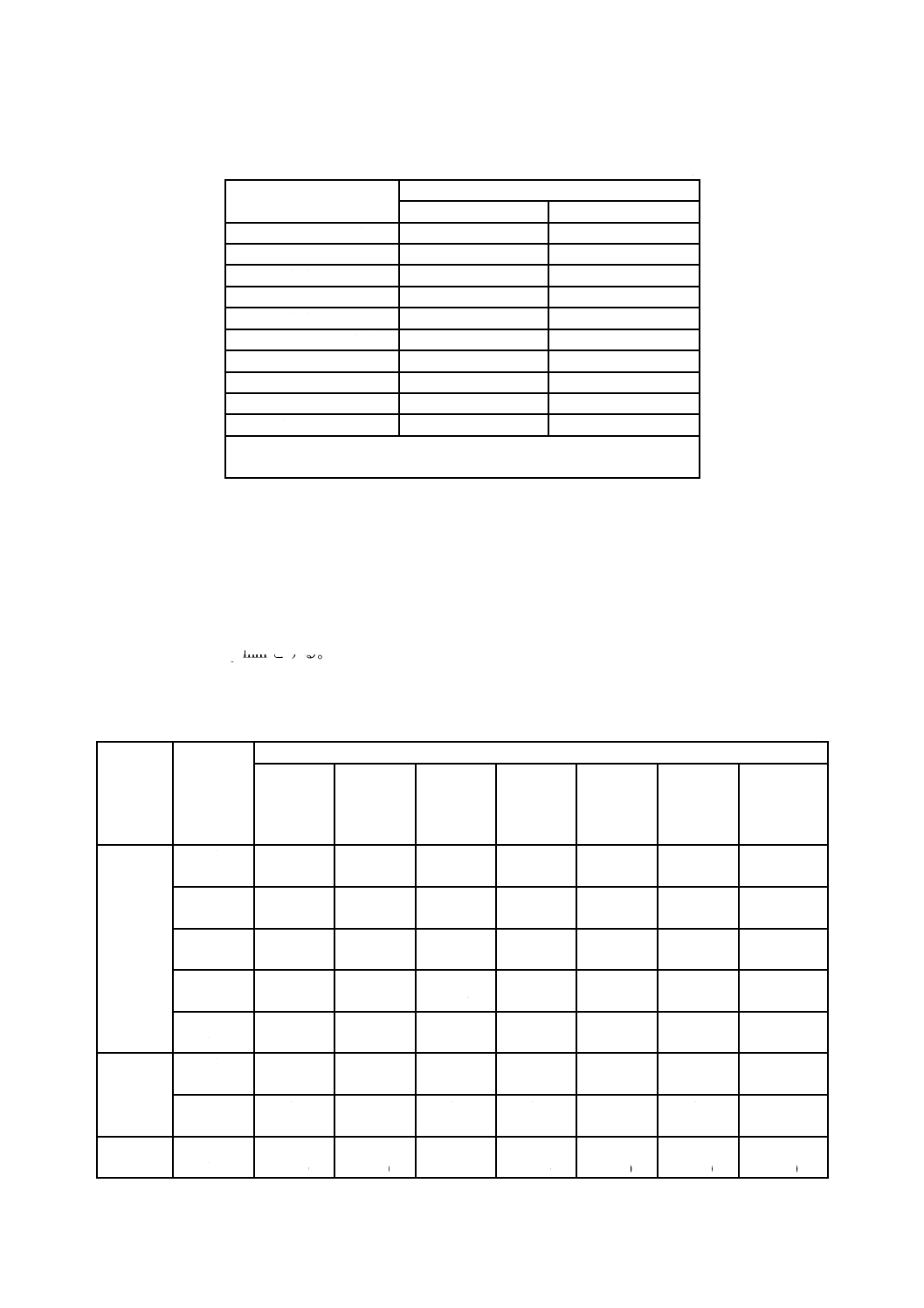
G 4902:2019
表B.4−熱間圧延板の質量超過a) の許容差(記号D)
単位 %
厚さ
(mm)
幅
(mm)
1 200以下
1 200
を超え
1 500以下
1 500
を超え
2 000以下
2 000
を超え
2 500以下
2 500
を超え
3 000以下
3 000
を超え
3 500以下
3 500
を超え
4 000以下
4を超え 8以下
9.0
10.5
12.0
15.0
16.5
−
−
8を超え 10以下
7.5
9.5
10.5
13.5
15.0
18.0
−
10を超え 15以下
7.0
7.5
9.0
12.0
13.5
16.5
19.5
15を超え 20以下
4.5
5.5
6.0
7.5
9.0
12.0
15.0
20を超え 25以下
4.0
4.5
5.5
7.0
7.5
10.5
13.5
25を超え 50以下
4.0
4.0
4.5
6.0
7.0
9.0
12.0
各出荷ロットの質量超過は,この表に示す値を超えてはならない。また,個々の板の質量超過は,この表に示す
値の1.25倍を超えてはならない。
円形又は不規則な形状の板のロットについては,質量超過がこの表に示す値の1.25倍の値を超えてはならない。
また,個々の板の質量超過は,この表に示す値の1.25×1.25倍を超えてはならない。
注a) 幅に対して,厚板の単位面積(mm2)当たりの標準平均質量の許容超過量を公称質量の百分率で表したもの。
表B.5−熱間圧延板の密度
単位 kg/mm・m2
種類の記号
密度
種類の記号
密度
NW2200
8.9
NW0276
8.9
NW2201
8.9
NW6455
8.3
NW4400
8.8
NW6022
8.3
NW4402
8.8
NW6007
8.2
NW5500
8.5
NW6985
8.6
NW0001
9.2
NW6002
8.7
NW0665
9.2
表B.6−厚さ50 mmを超える矩形熱間圧延板の厚さの許容差(記号E)
単位 mm
厚さ
幅
1 200以下
1 200を超え
1 500以下
1 500を超え
2 000以下
2 000を超え
2 500以下
2 500を超える
もの
50を超え100以下
+2.0
−0.3
+2.4
−0.3
+2.8
−0.3
+3.2
−0.3
+3.6
−0.3
表B.7−熱間圧延板の厚さの許容差(記号F)
単位 mm
厚さ
幅
1 200以下
2.0を超え2.5以下
±0.20
2.5を超え3.0以下
±0.25
3.0を超え4.0以下
±0.30
厚さは,板の両端から10 mm以上離れた位置で測定する。
ただし,幅25 mm未満の場合には,任意の位置で測定する。
21
G 4902:2019
表B.8−冷間圧延板及び帯の厚さの許容差(記号G)
単位 mm
厚さ
幅
300以下
300を超えるもの
0.1を超え 0.15以下
±10 %
−
0.15を超え 0.25以下
±0.03
−
0.25を超え 0.40以下
±0.04
±0.05
0.40を超え 0.70以下
±0.05
±0.07
0.70を超え 1.0以下
±0.06
±0.10
1.0を超え 1.6以下
±0.08
±0.12
1.6を超え 2.5以下
±0.10
±0.17
2.5を超え 4.0以下
±0.15
±0.25
4.0を超え 5.0以下
±0.30
±0.40
5.0を超え 7.0以下
±0.40
±0.50
厚さは板の両端から10 mm以上離れた位置で測定する。ただし,幅25
mm未満の場合には,任意の位置で測定する。
B.2
板及び帯の幅並びに板の長さの許容差
NW2200,NW2201,NW4400,NW4402,NW5500,NW0001,NW0665,NW0276,NW6455,NW6022,
NW6007,NW6985及びNW6002の板及び帯の幅並びに板の長さの許容差(記号H及び記号I)は,表B.9
及び表B.10による。
なお,特定の切断長さで注文された熱間圧延板(厚さ4 mm以下),及び冷間圧延板の長さの許容差は,
注文長さに対して04
+ mmとする。
表B.9−シアー切断,といし切断及びプラズマ切断した長方形熱間圧延板の幅及び長さの許容差(記号H)
単位 mm
タイプ
厚さ
幅及び長さ
1 000
以下
1 000
を超え
2 000
以下
2 000
を超え
3 000
以下
3 000
を超え
6 000
以下
6 000
を超え
9 000
以下
9 000
を超え
12 000
以下
12 000を
超えるもの
シアー
切断a)
4を超え
7以下
+5
−4
+7
−4
+10
− 4
+15
− 4
+15
− 4
+20
− 4
−
7を超え
10以下
+7
−4
+10
− 4
+15
− 4
+15
− 4
+15
− 4
+20
− 4
+25
− 4
10を超え
20以下
+10
− 4
+15
− 4
+15
− 4
+20
− 4
+20
− 4
+25
− 4
+35
− 4
20を超え
25以下
+15
− 4
+15
− 4
+15
− 4
+25
− 4
+25
− 4
+30
− 4
+40
− 4
25を超え
30以下
+15
− 4
+20
− 4
+20
− 4
+25
− 4
+30
− 4
+35
− 4
−
といし
切断b)
5を超え
30以下
±4
±4
±4
±4
±6
±6
−
30を超え
70以下
+5
−4
+5
−4
+5
−4
+5
−4
+7
−6
+7
−6
−
プラズマ
切断c)
4を超え
75以下
+15
0
+15
0
+15
0
+15
0
+15
0
+15
0
+15
0
22
G 4902:2019
表B.9−シアー切断,といし切断及びプラズマ切断した長方形熱間圧延板の幅及び長さの許容差(記号H)
(続き)
注a) シアー切断の場合,幅及び長さは,厚さ20 mm以下の材料については250 mm以上とし,厚さ20 mmを超え
る材料については500 mm以上とする。
b) といし切断は,厚さによって500〜1 000 mmの最小幅,又は最小長さを適用し,また,注文の厚さ及び幅に
よっては,3 650〜10 000 mmの最大寸法を適用する。
c) 注文者が指定する場合には,プラズマ切断に対する許容差範囲を全てマイナス側の値とするか,プラス側と
マイナス側とに配分してもよい。
表B.10−冷間圧延帯の幅の許容差(記号I)
単位 mm
厚さ
幅
5以上
100以下
100を超え
200以下
200を超え
300以下
300を超え
500以下
500を超え
1 000以下
0.1を超え1.0以下
±0.1
±0.15
±0.2
±0.5
±1
1.0を超え2.0以下
±0.2
±0.25
±0.5
±1.0
±2
2.0を超え2.5以下
±0.25
±0.3
±0.5
±1.0
±2
2.5を超え3.0以下
±0.3
±0.5
±1.0
±1.5
±3
3.0を超え4.0以下
±0.4
±0.5
±1.5
±2
±3
B.3
板のエッジの曲がり(弦の深さ)
NW2200,NW2201,NW4400,NW4402,NW5500,NW0001,NW0665,NW0276,NW6455,NW6022,
NW6007,NW6985及びNW6002の板のエッジの曲がり(弦の深さ)は,長さ1 m当たり5 mmを超えて
はならない。ただし,曲がりは,注文者の指定がある場合に適用する。
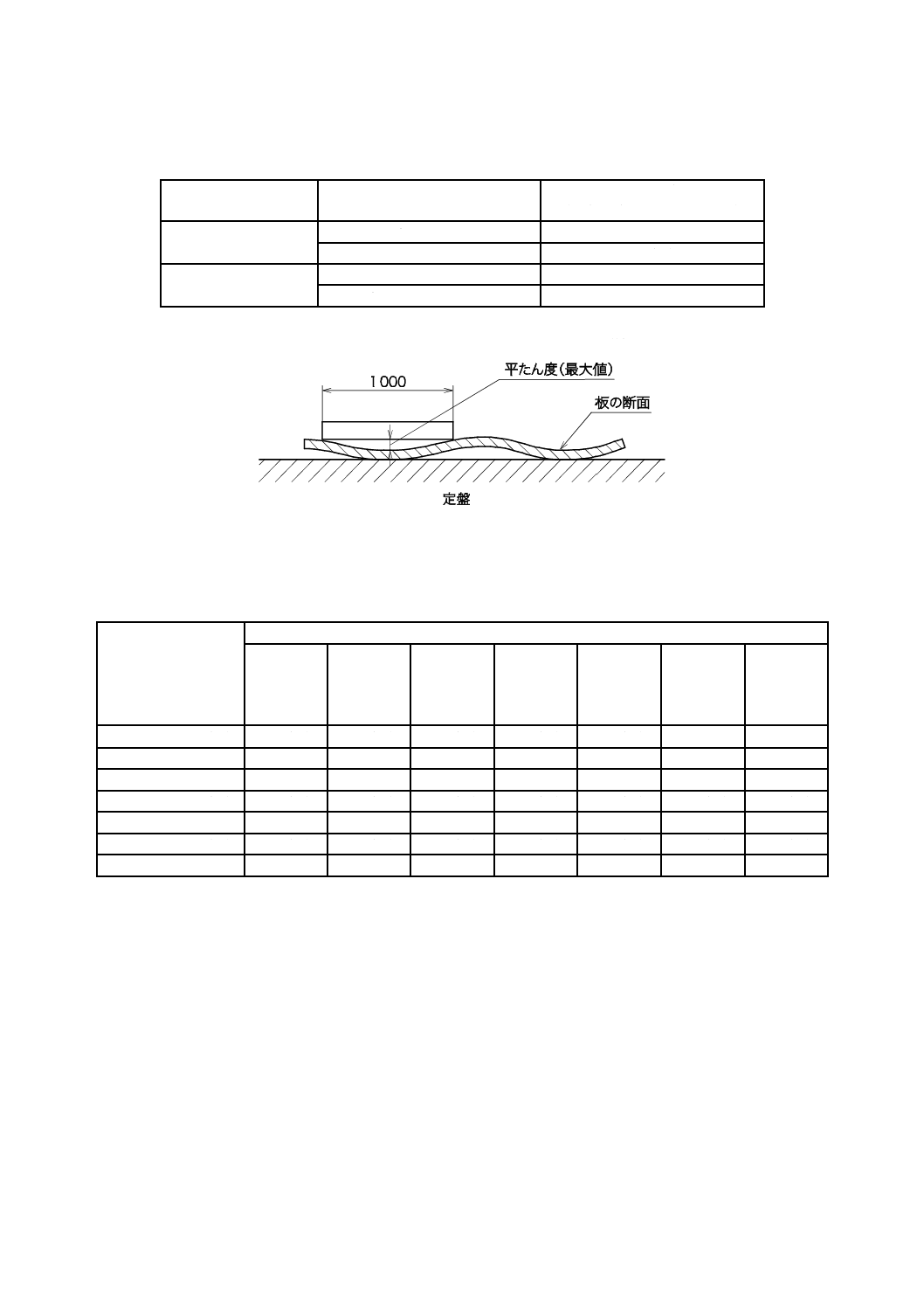
B.4
板の平たん度
板の平たん度(記号J)は,表B.11による。この場合,平たん度は,図B.1に示す定盤上に凹面を上に
して置いた板を定規及び深さ計(隙間ゲージ,ダイヤルゲージ又は長さ計)を用いて測定した最大値とす
る。
また,NW2200,NW2201,NW4400,NW4402,NW5500,NW0001,NW0665,NW0276,NW6455,NW6022,
NW6007,NW6985及びNW6002のシアー切断板については,注文者は表B.12の平たん度を指定してもよ
い。この場合の平たん度(記号K)は,長さ3 500 mm以下の板又はこれより長い板の任意の3 500 mmに
適用する。長さ3 500方向の寸法が900 mm未満の場合には,平たん度は7 mm以下とする。短い方の規定
寸法を幅と考え,全幅の平たん度がこの表に示す値を超えてはならない。任意の箇所の平たん度は,通常,
表B.12に示す長い方の寸法に対する最大値を超えてはならない。
なお,平たん度は,注文者の指定がある場合に適用する。
23
G 4902:2019
表B.11−板の平たん度(記号J)
単位 mm
幅
長さ
平たん度
(任意の箇所の1 000につき)
1 000以下
2 000以下
3以下
2 000を超えるもの
6以下
1 000を超えるもの
2 000以下
6以下
2 000を超えるもの
6以下
単位 mm
図B.1−板の平たん度の測定方法
表B.12−シアー切断板の平たん度(記号K)
単位 mm
厚さ
幅
1 200
以下
1 200
を超え
1 500
以下
1 500
を超え
2 000
以下
2 000
を超え
2 500
以下
2 500
を超え
3 000
以下
3 000
を超え
3 500
以下
3 500を超
えるもの
4を超え
7以下
20以下
27以下
32以下
35以下
42以下
−
−
7を超え 10以下
18以下
20以下
24以下
29以下
37以下
48以下
−
10を超え 15以下
13以下
15以下
18以下
20以下
29以下
35以下
45以下
15を超え 20以下
13以下
15以下
16以下
16以下
29以下
29以下
35以下
20を超え 25以下
13以下
15以下
16以下
16以下
24以下
26以下
29以下
25を超え 50以下
13以下
15以下
15以下
15以下
18以下
20以下
26以下
50を超え 100以下
7以下
8以下
10以下
12以下
15以下
20以下
23以下
B.5
直角度
NW2200,NW2201,NW4400,NW4402,NW5500,NW0001,NW0665,NW0276,NW6455,NW6022,
NW6007,NW6985及びNW6002の熱間圧延板(厚さ4 mm以下)及び冷間圧延板の直角度は,1 000 mm
につき3 mm以内とする。ただし,直角度は,注文者の指定がある場合に適用する。