G 4804:2008
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類及び記号 ··················································································································· 1
4 製造方法························································································································· 1
5 化学成分························································································································· 2
6 形状,寸法及びその許容差 ································································································· 2
6.1 標準寸法 ······················································································································ 2
6.2 形状及び寸法の許容差 ···································································································· 3
6.3 6.2に規定した以外の鋼材の形状及び寸法の許容差 ······························································· 3
7 外観······························································································································· 4
7.1 外観 ···························································································································· 4
7.2 きず取り基準及び残存きずの深さの許容限度 ······································································· 4
8 分析試験························································································································· 4
9 検査······························································································································· 5
10 表示 ····························································································································· 5
11 報告 ····························································································································· 5
附属書JA(参考)JISと対応する国際規格との対比表 ································································· 6
G 4804:2008
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本鉄鋼
連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会の
審議を経て,経済産業大臣が改正した日本工業規格である。これによって,JIS G 4804:1999は改正され,
この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 4804:2008
硫黄及び硫黄複合快削鋼鋼材
Free-cutting steels
序文
この規格は,1988年に第1版として発行されたISO 683-9を基に,技術的内容を変更して作成した日本
工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,特に被削性を向上させるために炭素鋼に硫黄を添加,又はりん及び/又は鉛を硫黄に複合
して作られた快削鋼鋼材(以下,鋼材という。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 683-9:1988,Heat-treatable steels, alloy steels and free-cutting steels−Part 9: Wrought free-cutting
steels (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを示
す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 3191 熱間圧延棒鋼とバーインコイルの形状,寸法及び質量並びにその許容差
JIS G 3194 熱間圧延平鋼の形状,寸法,質量及びその許容差
3
種類及び記号
鋼材は13種類とし,その記号は表1による。
4
製造方法
鋼材は熱間圧延又は鍛造によって製造し,特に指定のない限り,圧延又は鍛造のままとする。
2
G 4804:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
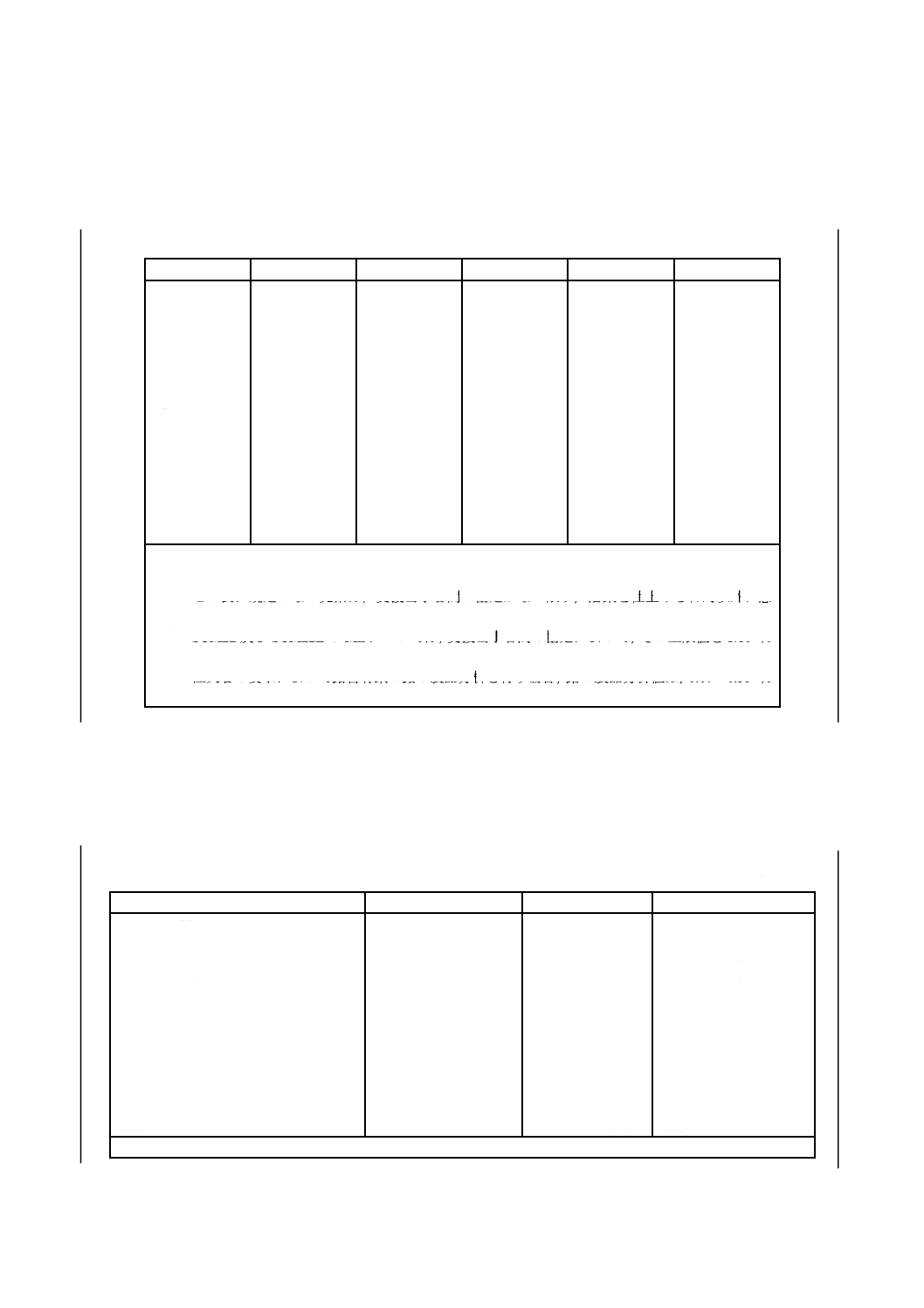
5
化学成分
鋼材の化学成分は,箇条8の試験を行い,その溶鋼分析値は,表1による。
表1−化学成分a) b)
単位 %
種類の記号
C
Mn
P
S
Pb
SUM21
0.13以下
0.70〜1.00
0.07〜0.12
0.16〜0.23
−
SUM22
0.13以下
0.70〜1.00 c)
0.07〜0.12
0.24〜0.33
−
SUM22L
0.13以下
0.70〜1.00 c)
0.07〜0.12
0.24〜0.33
0.10〜0.35 d)
SUM23
0.09以下
0.75〜1.05
0.04〜0.09
0.26〜0.35
−
SUM23L
0.09以下
0.75〜1.05
0.04〜0.09
0.26〜0.35
0.10〜0.35 d)
SUM24L
0.15以下
0.85〜1.15
0.04〜0.09
0.26〜0.35
0.10〜0.35 d)
SUM25
0.15以下
0.90〜1.40
0.07〜0.12
0.30〜0.40
−
SUM31
0.14〜0.20
1.00〜1.30
0.040以下
0.08〜0.13
−
SUM31L
0.14〜0.20
1.00〜1.30
0.040以下
0.08〜0.13
0.10〜0.35 d)
SUM32
0.12〜0.20
0.60〜1.10
0.040以下
0.10〜0.20
−
SUM41
0.32〜0.39
1.35〜1.65
0.040以下
0.08〜0.13
−
SUM42
0.37〜0.45
1.35〜1.65
0.040以下
0.08〜0.13
−
SUM43
0.40〜0.48
1.35〜1.65
0.040以下
0.24〜0.33
−
注a) Siについては,規定しない。ただし,受渡当事者間の協定によって,0.10 %以下,0.10〜0.20 %,
0.15〜0.35 %などの限界値又は範囲を決めることができる。
b) この表に規定のない元素は,受渡当事者間の協定がない限り,溶鋼を仕上げる目的以外に意
図的に鋼に添加してはならない。
c) SUM22及びSUM22LのMnについては,受渡当事者間の協定によって,その上限値を1.10 %
とすることができる。
d) 注文者の要求によって鉛含有鋼の鉛の製品分析を行う場合,鉛の製品分析値は,0.07〜0.35 %
とする。
6
形状,寸法及びその許容差
6.1
標準寸法
熱間圧延棒鋼(丸鋼,角鋼及び六角鋼)及び線材の標準寸法は,表2による。
表2−熱間圧延棒鋼及び線材の標準寸法
単位 mm
丸鋼(径)
角鋼(対辺距離)
六角鋼(対辺距離)
線材(径)
(10)
22
42
85
160
40
95
200
(12)
41
5.5
(15)
30
11
(24)
44
90
(170)
45
100
13
46
6
16
32
(12)
25
46
95
180
50
(105)
14
50
7
(17)
34
13
(26)
48
100
(190)
55
110
17
55
8
(18)
36
(14)
28
50
(105)
200
60
(115)
19
60
9
19
38
(15)
30
55
110
65
120
22
63
9.5
(20)
40
16
32
60
(115)
70
130
24
67
(10)
22
42
(17)
34
65
120
75
140
27
71
11
(24)
44
(18)
36
70
130
80
150
30
(75)
(12)
25
46
19
38
75
140
85
160
32
(77)
13
(26)
48
(20)
40
80
150
90
180
36
(81)
(14)
28
50
注記 括弧付き以外の標準寸法の適用が望ましい。
3
G 4804:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
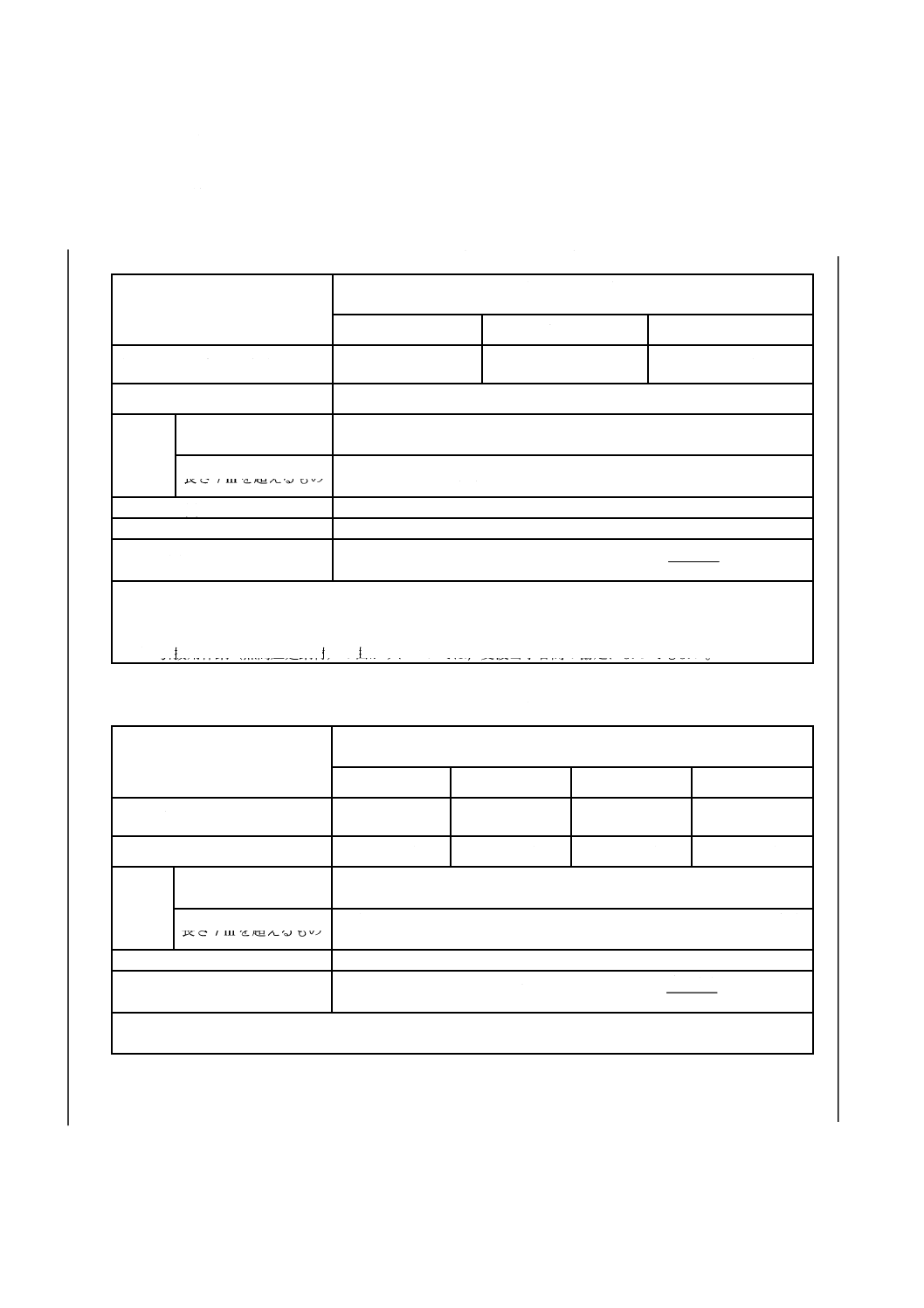
6.2
形状及び寸法の許容差
熱間圧延棒鋼及び線材の形状及び寸法の許容差は,表3及び表4による。ただし,熱処理を施した熱間
圧延棒鋼及び線材には適用しない。
表3−熱間圧延丸鋼,角鋼及び線材の形状及び寸法の許容差
項目
径又は対辺距離
mm
16未満
16以上 28未満
28以上
径又は対辺距離の許容差 mm
±0.4
±0.5
±1.8 %
偏径差又は偏差
径又は対辺距離の許容差の範囲の70 %以下とする。
長さの
許容差
a)
長さ7 m以下
40
0
+
mm
長さ7 mを超えるもの 長さ1 m又はその端数を増すごとに上記のプラス側許容差に5 mmを加え
る。マイナス側許容差は0 mmとする。
角の丸み (R) a)
対辺距離の10〜20 %とする。
ねじれa)
実用の範囲内とする。
曲がりa) b)
1 mにつき3 mm以下とし,全長に対しては3 mm×
m
1
m)
(
全長
以下とする。
注記 偏径差とは,断面が円形の鋼材の同一断面における径の最大値と最小値との差をいう。偏差とは,角鋼
の同一断面における対辺距離の最大値と最小値との差をいう。
注a) 線材には,長さ,角の丸み,ねじれ及び曲がりの許容差は適用しない。
b) 引抜用棒鋼(熱間圧延鋼材)の曲がりについては,受渡当事者間の協定によってもよい。
表4−熱間圧延六角鋼の形状及び寸法の許容差
項目
対辺距離
mm
19未満
19以上32未満
32以上55未満
55以上
対辺距離の許容差 mm
±0.7
±0.8
±1.0
±1.2
対辺距離の偏差 mm
1.0以下
1.1以下
1.4以下
1.7以下
長さの
許容差
長さ7 m以下
40
0
+
mm
長さ7 mを超えるもの 長さ1 m又はその端数を増すごとに上記のプラス側許容差に5 mmを加え
る。マイナス側許容差は0 mmとする。
ねじれ
実用の範囲内とする。
曲がりa)
1 mにつき3 mm以下とし,全長に対しては3 mm×
m
1
m)
(
全長
以下とする。
注記 偏差とは,六角鋼の同一断面における対辺距離の最大値と最小値との差をいう。
注a) 引抜用棒鋼(熱間圧延鋼材)の曲がりについては,受渡当事者間の協定によってもよい。
6.3
6.2に規定した以外の鋼材の形状及び寸法の許容差
6.2に規定した以外の鋼材の形状及び寸法の許容差については,受渡当事者間の協定による。
4
G 4804:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
外観
7.1
外観
鋼材の外観は,仕上げ良好で使用上有害なきずがあってはならない。ただし,コイル状で供給される鋼
材は,一般に検査によって全長にわたるきずの検出は困難であり,また,その除去の機会がないため,正
常でない部分を含むことがある。したがって,正常でない部分の取扱いについては,受渡当事者間の協定
による。
7.2
きず取り基準及び残存きずの深さの許容限度
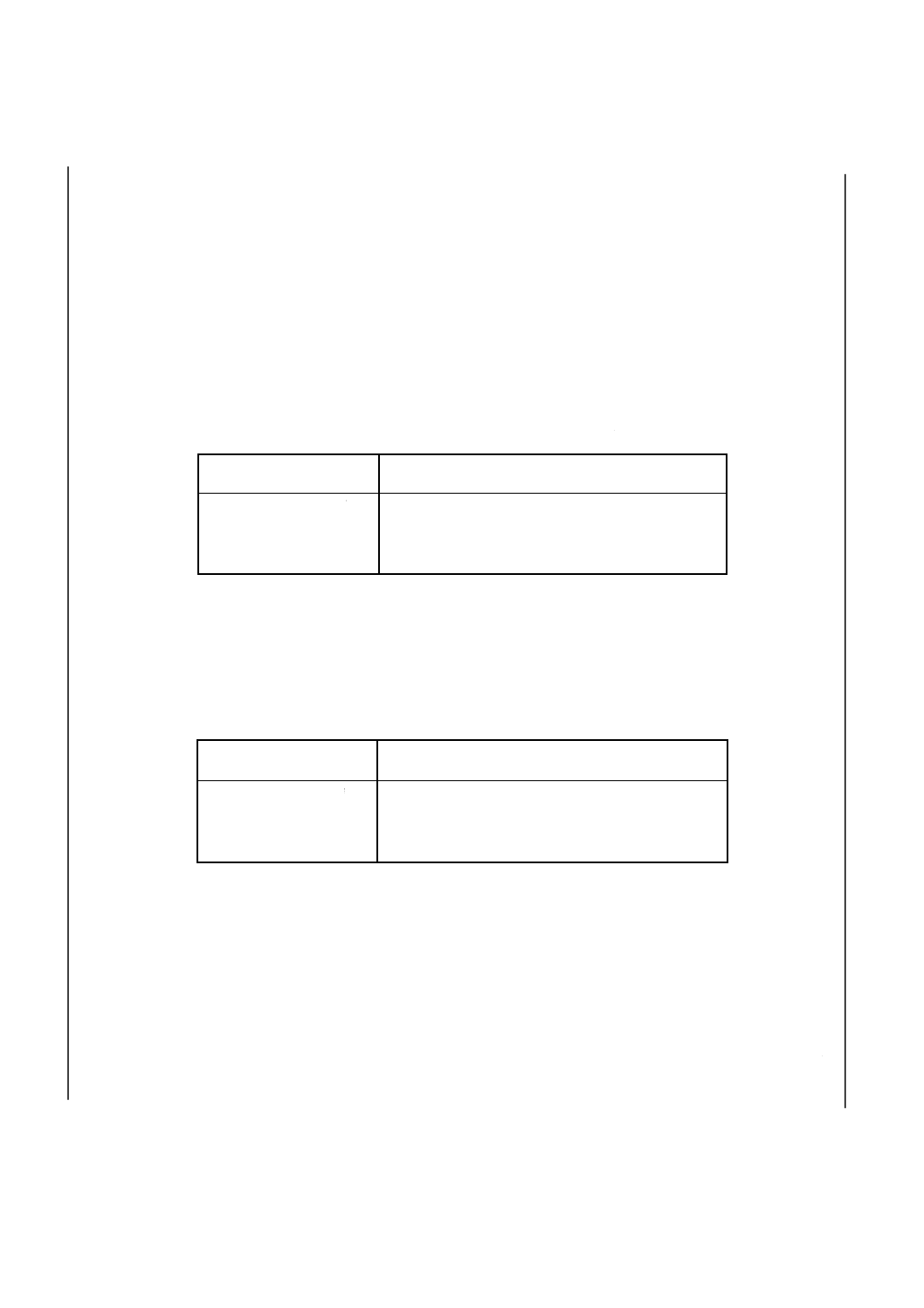
7.2.1
直接切削用丸鋼
直接切削用丸鋼のきず取りは,通常,行わない。行う場合のきず取り基準は,受渡当事者間の協定によ
る。直接切削用丸鋼の呼称寸法からのきずの深さの許容限度は,表5による。
表5−直接切削用丸鋼(熱間圧延丸鋼)の呼称寸法からのきずの深さの許容限度
径
mm
呼称寸法からのきずの深さの許容限度
16未満
呼称寸法の4 %以下。ただし,最大値0.5 mm。
16以上 50未満
呼称寸法の3 %以下。ただし,最大値1.0 mm。
50以上 100未満
呼称寸法の2 %以下。ただし,最大値1.5 mm。
100以上
呼称寸法の1.5 %以下。ただし,最大値3.0 mm。
7.2.2
冷間引抜用棒鋼
冷間引抜用棒鋼のきず取りは滑らかに行い,寸法許容差の下限からのきず取り深さの限度は,表6によ
る。残存きずの許容限度は,受渡当事者間の協定による。
表6−冷間引抜用棒鋼(熱間圧延棒鋼)の寸法許容差の下限からのきず取り深さの限度
径又は対辺距離
mm
寸法許容差の下限からのきず取り深さの限度
16未満
0.15 mm
16以上 50未満
呼称寸法の1 %以下。ただし,最大値0.35 mm。
50以上 100未満
呼称寸法の0.7 %以下。ただし,最大値0.50 mm。
100以上 130 以下
呼称寸法の0.5 %以下。
7.2.3
一般鍛造用棒鋼
一般鍛造用棒鋼のきず取りは滑らかに行い,呼称寸法からのきず取り深さの許容限度は,呼称寸法の
4 %以下(ただし,最大値5 mm)とする。また,きず取り跡の幅の合計は,同一断面において周の1/4以
下とする。ただし,寸法許容差内にあるきず取り部分は,きず取り跡とはみなさない。残存きずの深さの
許容限度は,受渡当事者間の協定による。
7.2.4
その他の鋼材
7.2.1〜7.2.3に規定した以外の鋼材のきず取り基準及び残存きずの深さの許容限度は,受渡当事者間の協
定による。
8
分析試験
分析試験は,次による。
5
G 4804:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 化学成分は,溶鋼分析によって求め,分析試験の一般事項及び溶鋼分析試料の採り方は,JIS G 0404
の8.(化学成分)による。
b) 製品分析試料の採り方は,JIS G 0321の4.(分析用試料採取方法)による。
c) 溶鋼分析の方法は,JIS G 0320による。製品分析の方法は,JIS G 0321による。
9
検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条5に適合しなければならない。
c) 形状及び寸法は,箇条6に適合しなければならない。
d) 外観は,箇条7に適合しなければならない。
e) b)〜d)に規定する検査のほか,受渡当事者間の協定によって,特殊な検査を指定してもよい。ただし,
検査項目,試料の採り方及び合否判定基準について,あらかじめ受渡当事者間で協定しなければなら
ない。
10 表示
検査に合格した鋼材は,結束ごとに,次の項目を適切な方法によって表示しなければならない。ただし,
径,対辺距離又は厚さが30 mmを超える鋼材は,注文者の要求によって,鋼材ごとに表示してもよい。
なお,受渡当事者間の協定によって,次の項目の一部を省略することができる。
a) 種類の記号
b) 溶鋼番号又はこれ以外の製造番号
c) 製造業者名又はその略号
d) 寸法。寸法の表し方は,JIS G 3191及びJIS G 3194による。
11 報告
報告は,JIS G 0404の13.(報告)による。ただし,注文時に特に指定がない場合は,検査文書の種類は
JIS G 0415の表1(検査文書の総括表)の記号2.3(受渡試験報告書)又は3.1.B(検査証明書3.1.B)とす
る。
6
G 4804:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
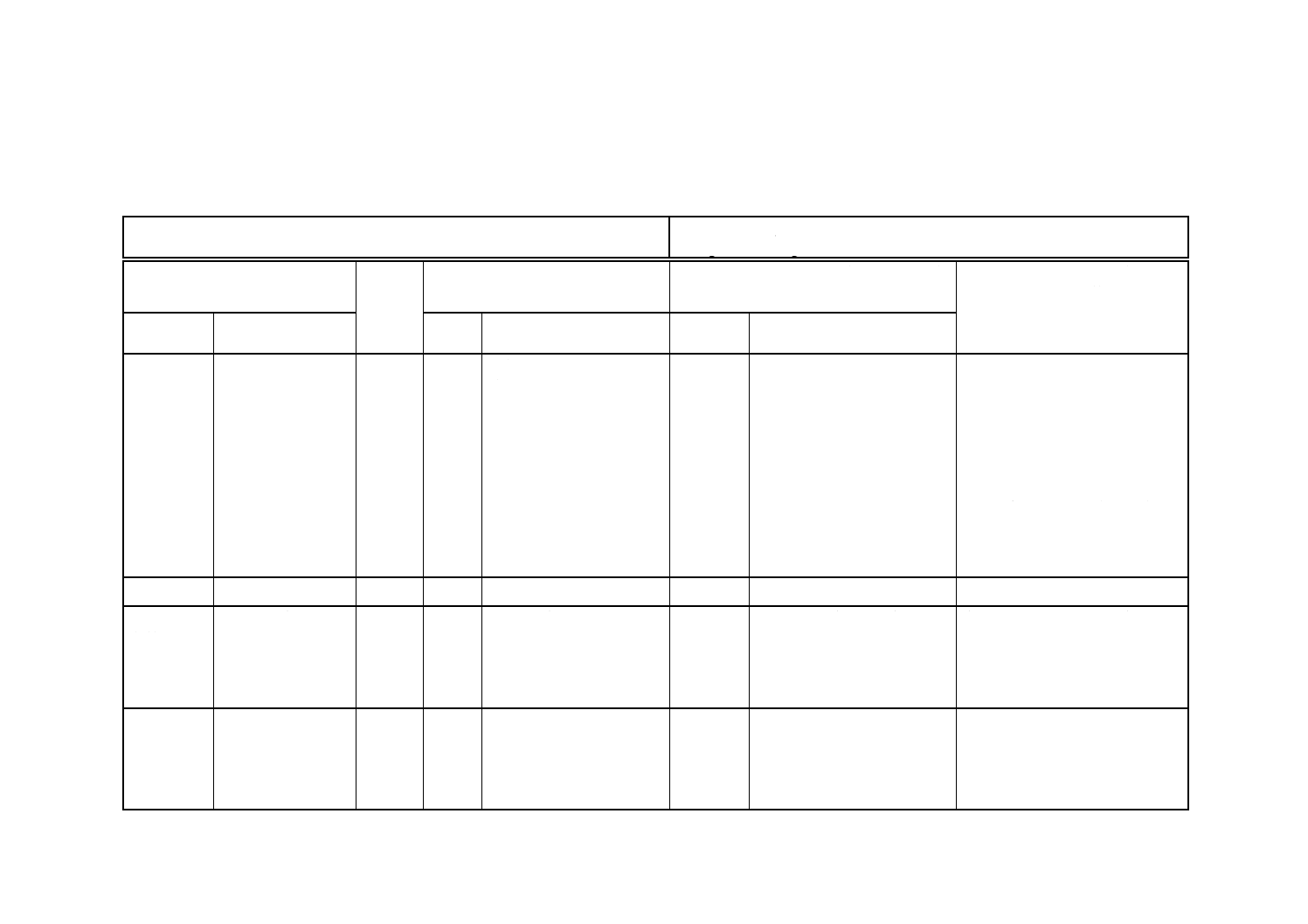
附属書JA
(参考)
JISと対応する国際規格との対比表
JIS G 4804:2008 硫黄及び硫黄複合快削鋼鋼材
ISO 683-9:1988, Heat-treatable steels, alloy steels and free-cutting steels−Part 9:
Wrought free-cutting steels
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
特に被削性を向上
させるために炭素
鋼に硫黄を添加し
て作られた鋼材。P
及び/又はPbをS
に複合して添加し
た鋼材も含む。
1
対象製品:半製品,棒鋼,
線材,みがき棒鋼
対象熱処理:なし。はだ焼
き。焼入焼戻し。
変更
規格体系が異なる。
ISO規格は熱処理用途ごと。
JISは,熱処理用途に関係なく
鋼種ごと。
ただし,実質の適用範囲は,
ほぼ同等である。
ISO規格の体系は,“一つの鋼種に
対して複数の熱処理が行われて使
用される。”ことを配慮。国内使用
者は,自らの用途に応じた材料選
択,熱処理選択になじんでおり,
その意味では現行の鋼種ごとの規
格体系の方が,自由度が大きく(別
の言い方をすると,緩い規制),好
ましい。規格を鋼種ごとにもつ利
点は,今後ともISOに提案してい
く。
2 引用規格
3種類及び
記号
JIS記号体系によ
る。13種類を規定。
1
ISO記号体系による。
この鋼種として12種類を
規定。
変更
JIS,ISO規格の記号体系が異
なる。
各国は,それぞれの記号体系をも
ち,それらはその市場に定着して
いる。2003年に制定されたISO/TS
4949は,各国それぞれの記号体系
によることを認めている。
4製造方法
・熱間圧延又は鍛造
による。
・指定のない限り,
圧延又は鍛造のま
ま。
5.1
製造業者に一任。ただし,
受渡し時の処理及び表面状
態並びに溶鋼番号が明確で
なければならない。
変更
JISは快削鋼用素材までに対
し,ISO規格は熱処理を施した
製品まで規定している。
1 適用範囲の(V)参照
3
G
4
8
0
4
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
G 4804:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5化学成分
13種類(うち4種類
は鉛快削鋼)
5.2
12種類(うち3種類が鉛快
削鋼)。熱処理なし5種類。
肌焼き鋼3種類。直接焼入
用鋼4種類。
変更
類似鋼種は6種類(うち2種
類が鉛快削鋼)
1 適用範囲の(V)参照
6形状,寸
法及びその
許容差
棒鋼・線材及びその
他鋼材の標準寸法
及び形状,寸法の許
容差についてそれ
ぞれ規定。
5.5
引合い及び発注時に協定さ
れた要求事項に合致しなけ
ればならない。
変更
商習慣の違い。JISはあらかじ
め形状,寸法及びその許容差
について具体的に規定してい
る。
ISO規格は,要求事項はできる限
り,対応国際規格又は適切な国家
規格によらなければならないとな
っており,実質上,JIS,ISO規格
間に大きな差はない。
7外観
棒鋼・線材及びその
他鋼材の外観,きず
取り基準について
それぞれ規定。
5.4
表面が良好な仕上げがなさ
れていること。きずのない
こと。
変更
ISO規格では,この特性に関す
る詳細は,適切な場合には,
引合い及び発注時に協定され
なければならないとなってい
る。
規格に規定するか,協定によるか
の違いだけであり,実質的には
JIS,ISO規格間に大きな差はな
い。
8分析試験
溶鋼分析及び製品
分析について規定。
5.2
5.3
化学分析
硬さ,機械的性質
削除
ISO規格では硬さ及び機械的
性質について全鋼種に規定し
ている。
化学分析は同じである。
3
G
4
8
0
4
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
G 4804:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
9検査
化学成分,外観,形
状,寸法及びその許
容差。
その他の検査は,要
求ある場合は,受渡
当事者間の協定に
よる。
6
6.1
6.2
製品の検査,試験及び適合
性
鋼材が注文書の要求事項に
適合していること。溶鋼分
析
特定検査及び試験
・硬さ及び機械的性質
・目視検査及び寸法検査
変更
JISでは,化学成分,外観,寸
法及びその許容差以外の試験
及び検査については,受渡当
事者間の協定としており,具
体的な数値についても規定し
ていない。一方,ISO規格は,
硬さ,機械的性質の規定があ
る。
JISは,快削鋼として適した材料を
提供することに主眼を置いている
ため,使用者が行う熱処理後の材
料の特性については特に規定して
いない。その理由は,使用者側で
実施される焼入焼戻し後の機械的
性質は,設備及び焼入れ処理技術
に大きく影響されるため,その機
械的性質の規定値を規定するの
は,かえって,誤解を招くおそれ
があるためである。
一方,ISO規格は,熱処理後の材
料特性まできめ細かく規定してい
るが,上記のように使用者の設備
及び技術能力によって特性が異な
るため,ISO規格の一律の値設定
には問題がある。したがって,JIS
では硬さ及び機械的性質は,規定
しない。
10表示
種類の記号,溶鋼番
号,製造業者名,寸
法
7
引合い及び発注時に特別に
協定された方法による。
変更
ISO規格は,具体的に規定して
いる。ISO規格は,受渡当事者
間の協定による。
規格に規定するか,協定によるか
の違いだけであり,実質上,JIS
とISO規格間に差異はない。
11報告
一般的な報告様式
を規定。
4
受渡当事者間の協定によ
る。
変更
ISO規格は,具体的に規定して
いる。ISO規格は,受渡当事者
間の協定による。
JISはJIS G 0404によっており,
ISO規格と実質的な差異はない。
JISと国際規格との対応の程度の全体評価: ISO 683-9:1988,MOD
3
G
4
8
0
4
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
G 4804:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
3
G
4
8
0
4
:
2
0
0
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。