G 4403:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類及び記号 ··················································································································· 2
4 製造方法························································································································· 2
5 化学成分························································································································· 2
6 焼なまし硬さ ··················································································································· 3
7 外観······························································································································· 4
8 寸法及びその許容差 ·········································································································· 4
8.1 熱間圧延丸鋼 ················································································································ 4
8.2 熱間圧延丸鋼以外の鋼材の寸法及びその許容差 ···································································· 5
9 脱炭層深さ ······················································································································ 5
10 試験 ····························································································································· 5
10.1 分析試験 ····················································································································· 5
10.2 硬さ試験 ····················································································································· 6
10.3 脱炭層深さの測定 ········································································································· 6
10.4 その他の試験 ··············································································································· 7
11 検査 ····························································································································· 7
12 表示 ····························································································································· 8
13 報告 ····························································································································· 8
附属書JA(参考)JISと対応国際規格との種類の記号の対比表 ····················································· 9
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 10
G 4403:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鉄鋼連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 4403:2006は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 4403:2015
高速度工具鋼鋼材
High speed tool steels
序文
この規格は,1999年に第2版として発行されたISO 4957を基とし,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で側線を施してある箇所は,対応国際規格を変更している事項である。変更の一覧表に
その説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,熱間圧延又は鍛造によって造られた高速度工具鋼鋼材(以下,鋼材という。)について規定
する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 4957:1999,Tool steels(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 0553 鋼のマクロ組織試験方法
JIS G 0555 鋼の非金属介在物の顕微鏡試験方法
JIS G 0558 鋼の脱炭層深さ測定方法
JIS G 0701 鋼材鍛錬作業の鍛錬成形比の表わし方
JIS G 3191 熱間圧延棒鋼及びバーインコイルの形状,寸法,質量及びその許容差
JIS G 3193 熱間圧延鋼板及び鋼帯の形状,寸法,質量及びその許容差
JIS G 3194 熱間圧延平鋼の形状,寸法,質量及びその許容差
JIS Z 2243 ブリネル硬さ試験−試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
2
G 4403:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 2320-1 非破壊試験−磁粉探傷試験−第1部:一般通則
JIS Z 2344 金属材料のパルス反射法による超音波探傷試験方法通則
3
種類及び記号
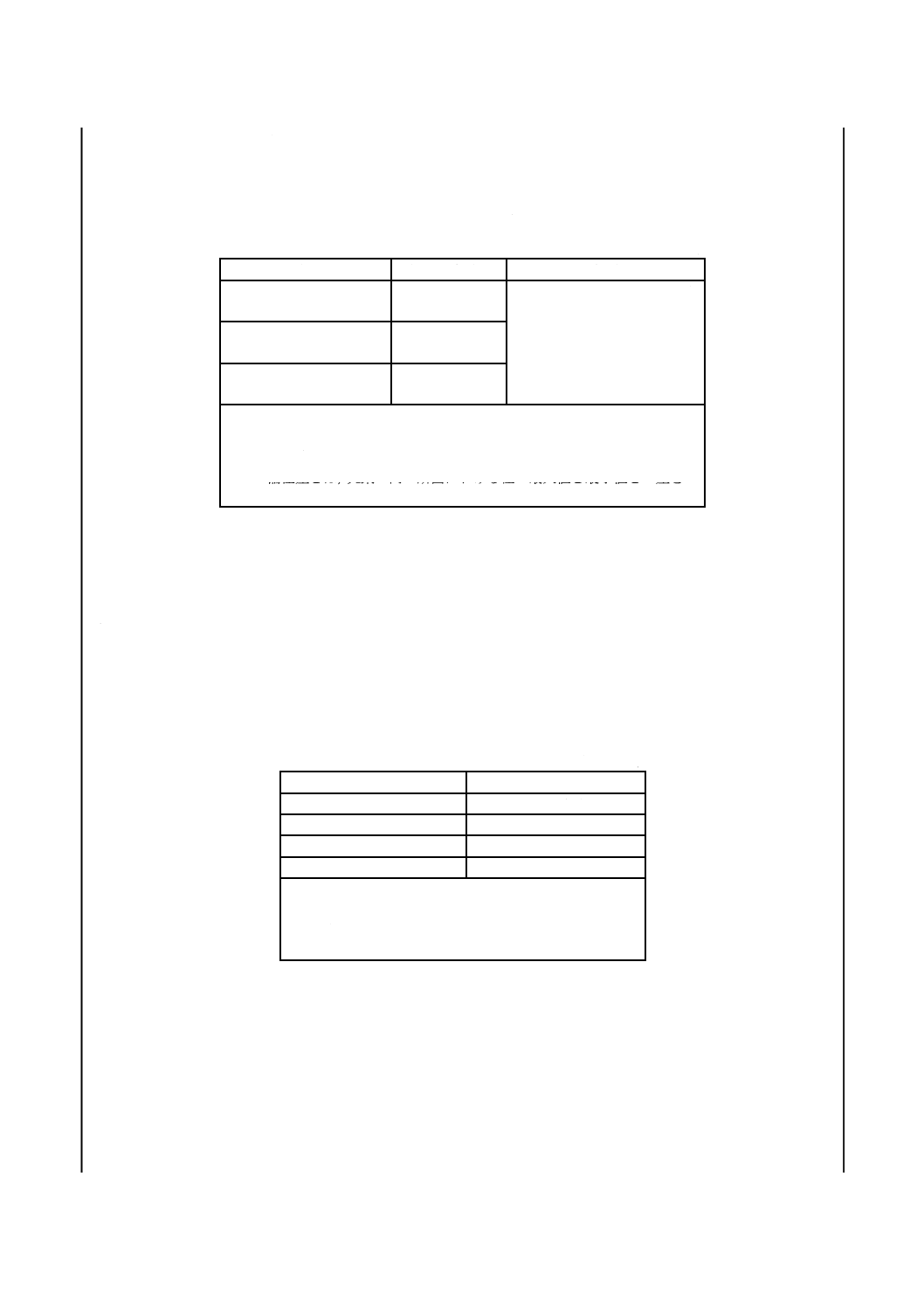
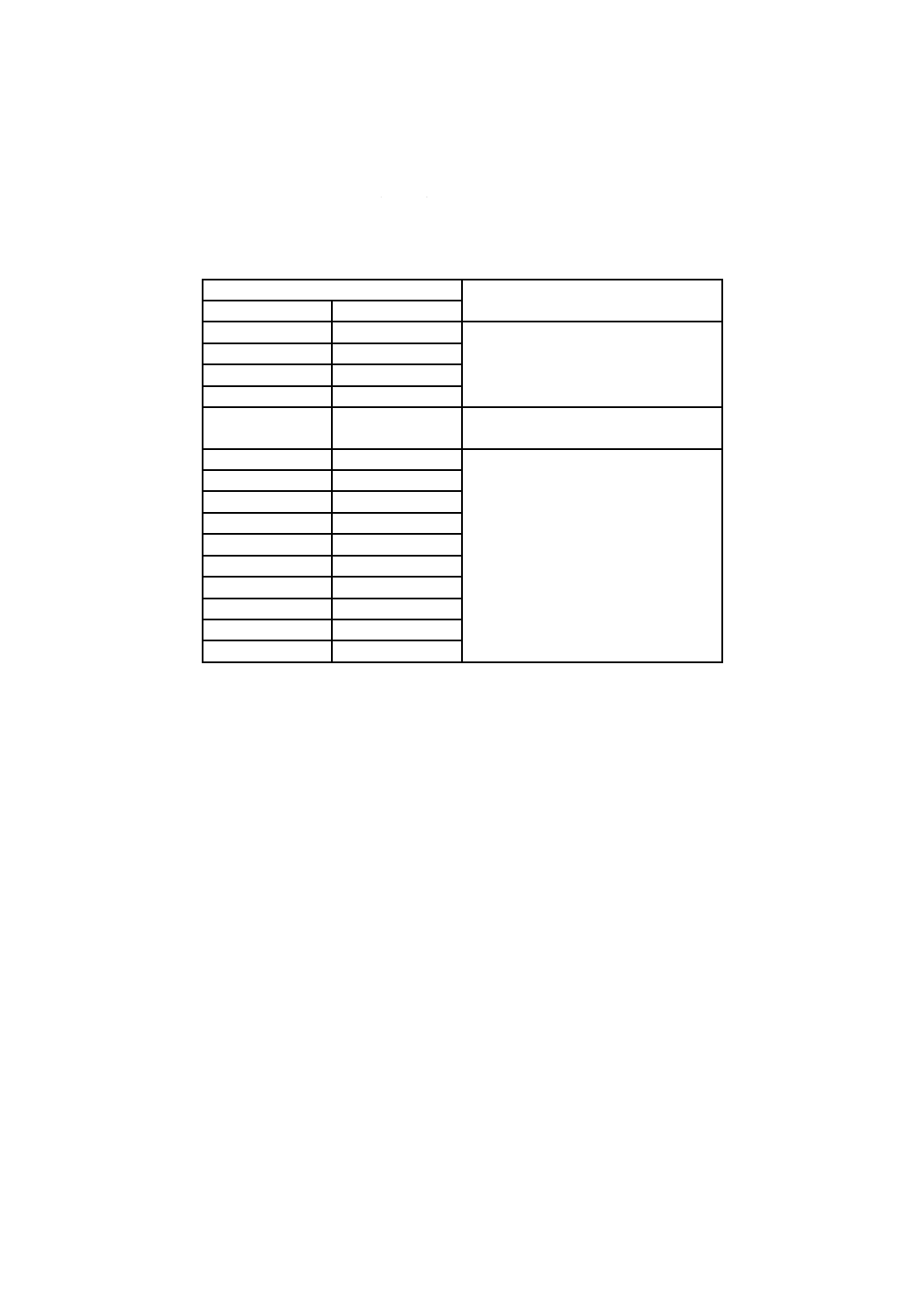
鋼材の種類は15種類とし,その記号は表1による。
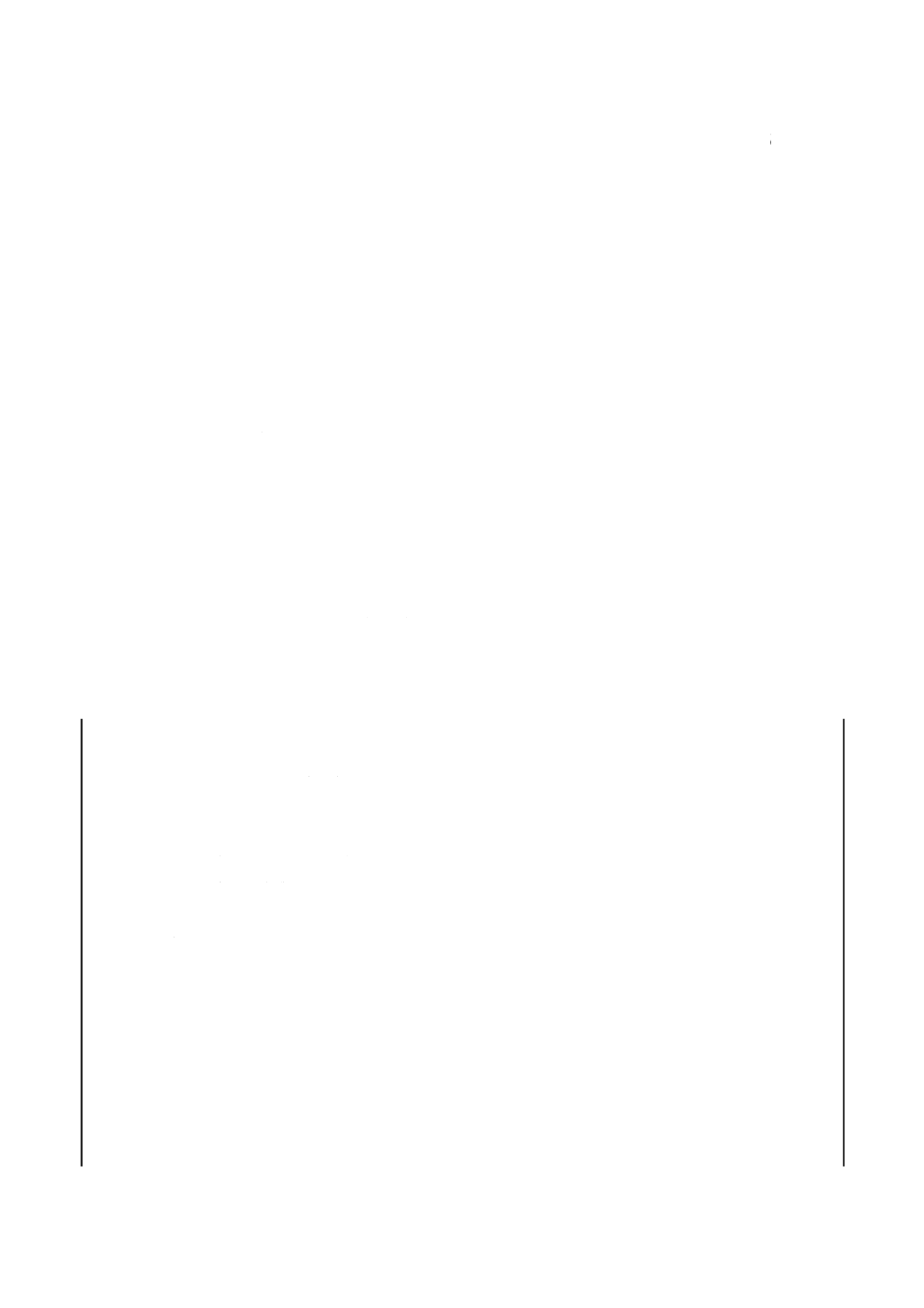
表1−種類の記号
種類の記号
分類
SKH2
タングステン系高速度工具鋼鋼材
SKH3
SKH4
SKH10
SKH40
粉末冶金で製造したモリブデン系高速度工具鋼鋼材
SKH50 a)
モリブデン系高速度工具鋼鋼材
SKH51
SKH52 a)
SKH53
SKH54
SKH55
SKH56
SKH57
SKH58
SKH59
注記 種類の記号の対応国際規格との対比表を,附属書JAに示す。
注a) 次回改正時に,削除する。
4
製造方法
製造方法は,次による。
a) 鋼材は,キルド鋼から製造する。ただし,SKH40は,粉末冶金法で製造する。
b) 鋼材は,鍛錬成形比6S以上に圧延又は鍛造する。鍛錬成形比の表し方は,JIS G 0701による。ただし,
鋼材寸法の関係から6S未満となる場合は,据込鍛造によって補うことができる。
c) 鋼材には,焼なましを行う。
5
化学成分
鋼材は,10.1の試験を行い,その溶鋼分析値は,表2による。ただし,粉末冶金,ESR(エレクトロス
ラグ再溶解)など溶鋼分析試料が採取できない鋼材の場合は,10.1の試験を行い,その製品分析値は,表
2による。
3
G 4403:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
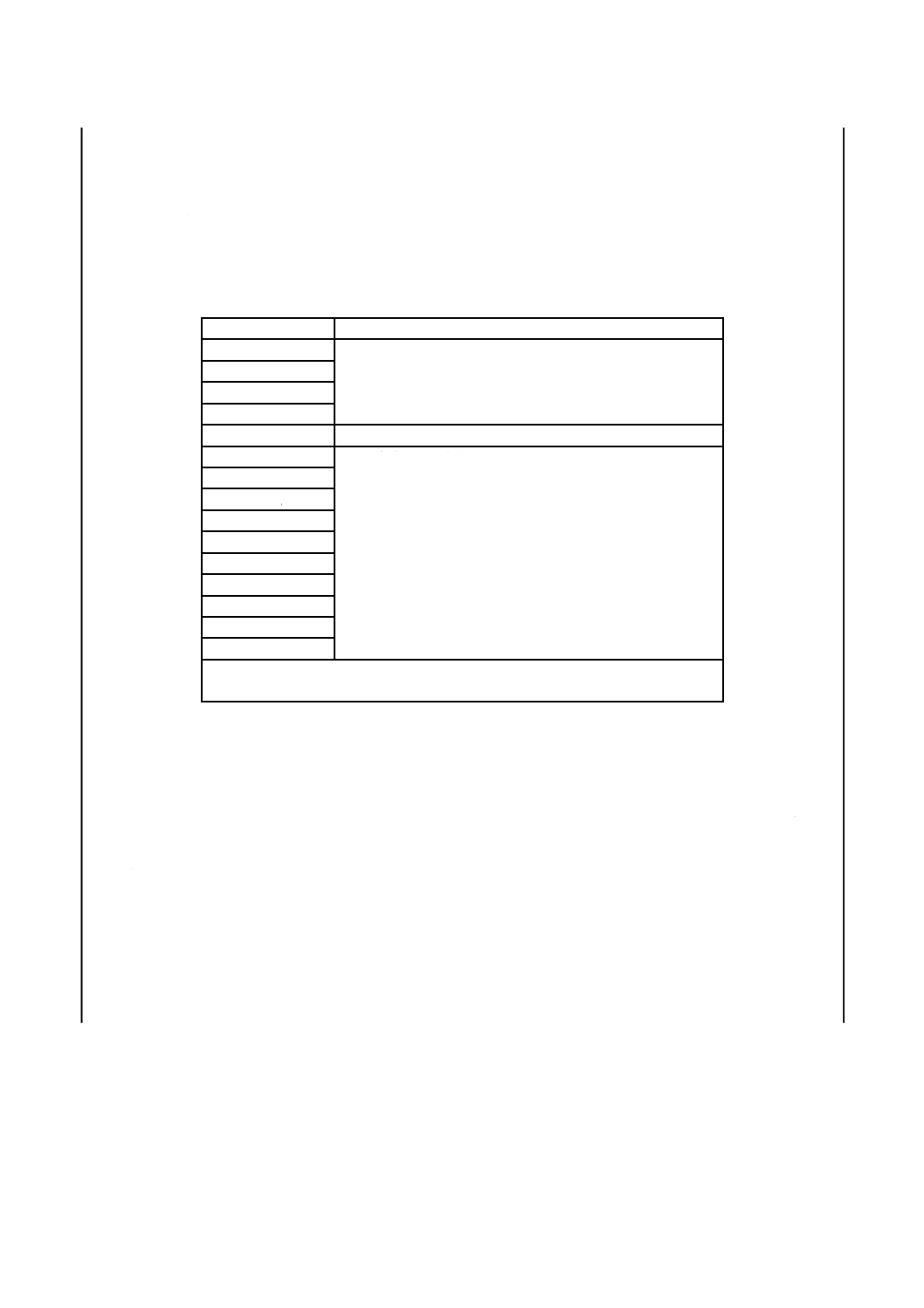
表2−化学成分
単位 %
種類の
記号
化学成分
用途例
(参考)
C
Si
Mn
P
S
Cr
Mo
W
V
Co
Cu
SKH2
0.73〜
0.83
0.45
以下
0.40
以下
0.030
以下
0.030
以下
3.80〜
4.50
a)
17.20
〜
18.70
1.00〜
1.20
a)
0.25
以下
一般切削用,
その他各種工具
SKH3
0.73〜
0.83
0.45
以下
0.40
以下
0.030
以下
0.030
以下
3.80〜
4.50
a)
17.00
〜
19.00
0.80〜
1.20
4.50〜
5.50
0.25
以下
高速重切削用,
その他各種工具
SKH4
0.73〜
0.83
0.45
以下
0.40
以下
0.030
以下
0.030
以下
3.80〜
4.50
a)
17.00
〜
19.00
1.00〜
1.50
9.00〜
11.00
0.25
以下
難削材切削用,
その他各種工具
SKH10
1.45〜
1.60
0.45
以下
0.40
以下
0.030
以下
0.030
以下
3.80〜
4.50
a)
11.50
〜
13.50
4.20〜
5.20
4.20〜
5.20
0.25
以下
高難削材切削用,
その他各種工具
SKH40
1.23〜
1.33
0.45
以下
0.40
以下
0.030
以下
0.030
以下
3.80〜
4.50
4.70〜
5.30
5.70〜
6.70
2.70〜
3.20
8.00〜
8.80
0.25
以下
硬さ,じん性,耐摩
耗性を必要とする一
般切削用・その他各
種工具
SKH50
0.77〜
0.87
0.70
以下
0.45
以下
0.030
以下
0.030
以下
3.50〜
4.50
8.00〜
9.00
1.40〜
2.00
1.00〜
1.40
a)
0.25
以下
じん性を必要とする
一般切削用・その他
各種工具
SKH51
0.80〜
0.88
0.45
以下
0.40
以下
0.030
以下
0.030
以下
3.80〜
4.50
4.70〜
5.20
5.90〜
6.70
1.70〜
2.10
a)
0.25
以下
SKH52
1.00〜
1.10
0.45
以下
0.40
以下
0.030
以下
0.030
以下
3.80〜
4.50
5.50〜
6.50
5.90〜
6.70
2.30〜
2.60
a)
0.25
以下
比較的じん性を必要
とする高硬度材切削
用・その他各種工具
SKH53
1.15〜
1.25
0.45
以下
0.40
以下
0.030
以下
0.030
以下
3.80〜
4.50
4.70〜
5.20
5.90〜
6.70
2.70〜
3.20
a)
0.25
以下
SKH54
1.25〜
1.40
0.45
以下
0.40
以下
0.030
以下
0.030
以下
3.80〜
4.50
4.20〜
5.00
5.20〜
6.00
3.70〜
4.20
a)
0.25
以下
高難削材切削用,
その他各種工具
SKH55
0.87〜
0.95
0.45
以下
0.40
以下
0.030
以下
0.030
以下
3.80〜
4.50
4.70〜
5.20
5.90〜
6.70
1.70〜
2.10
4.50〜
5.00
0.25
以下
比較的じん性を必要
とする高速重切削
用・その他各種工具
SKH56
0.85〜
0.95
0.45
以下
0.40
以下
0.030
以下
0.030
以下
3.80〜
4.50
4.70〜
5.20
5.90〜
6.70
1.70〜
2.10
7.00〜
9.00
0.25
以下
SKH57
1.20〜
1.35
0.45
以下
0.40
以下
0.030
以下
0.030
以下
3.80〜
4.50
3.20〜
3.90
9.00〜
10.00
3.00〜
3.50
9.50〜
10.50
0.25
以下
高難削材切削用,そ
の他各種工具
SKH58
0.95〜
1.05
0.70
以下
0.40
以下
0.030
以下
0.030
以下
3.50〜
4.50
8.20〜
9.20
1.50〜
2.10
1.70〜
2.20
a)
0.25
以下
じん性を必要とする
一般切削用・その他
各種工具
SKH59
1.05〜
1.15
0.70
以下
0.40
以下
0.030
以下
0.030
以下
3.50〜
4.50
9.00〜
10.00
1.20〜
1.90
0.90〜
1.30
7.50〜
8.50
0.25
以下
比較的じん性を必要
とする高速重切削
用・その他各種工具
この表にない元素は,溶鋼を仕上げる目的以外に意図的に添加してはならない。
注a) 意図的に添加してはならない。
6
焼なまし硬さ
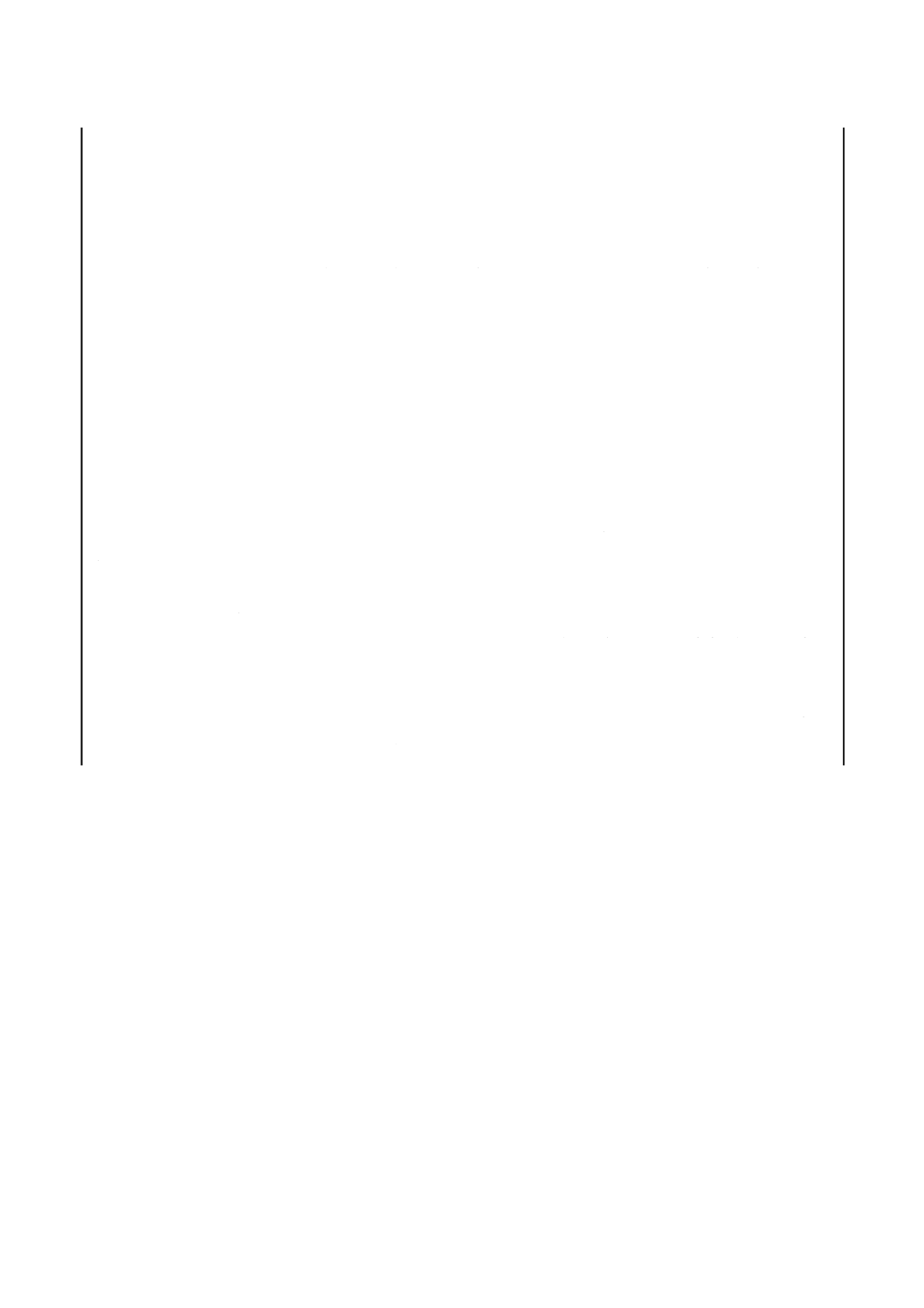
鋼材の焼なまし硬さは,表3の焼なまし温度で焼なましを行った後,10.2の試験を行い,表3による。
ただし,ブリネル硬さの測定が困難な鋼材については,ロックウェル硬さ又はビッカース硬さによること
ができる。この場合,硬さの値は,受渡当事者間の協定による。
4
G 4403:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
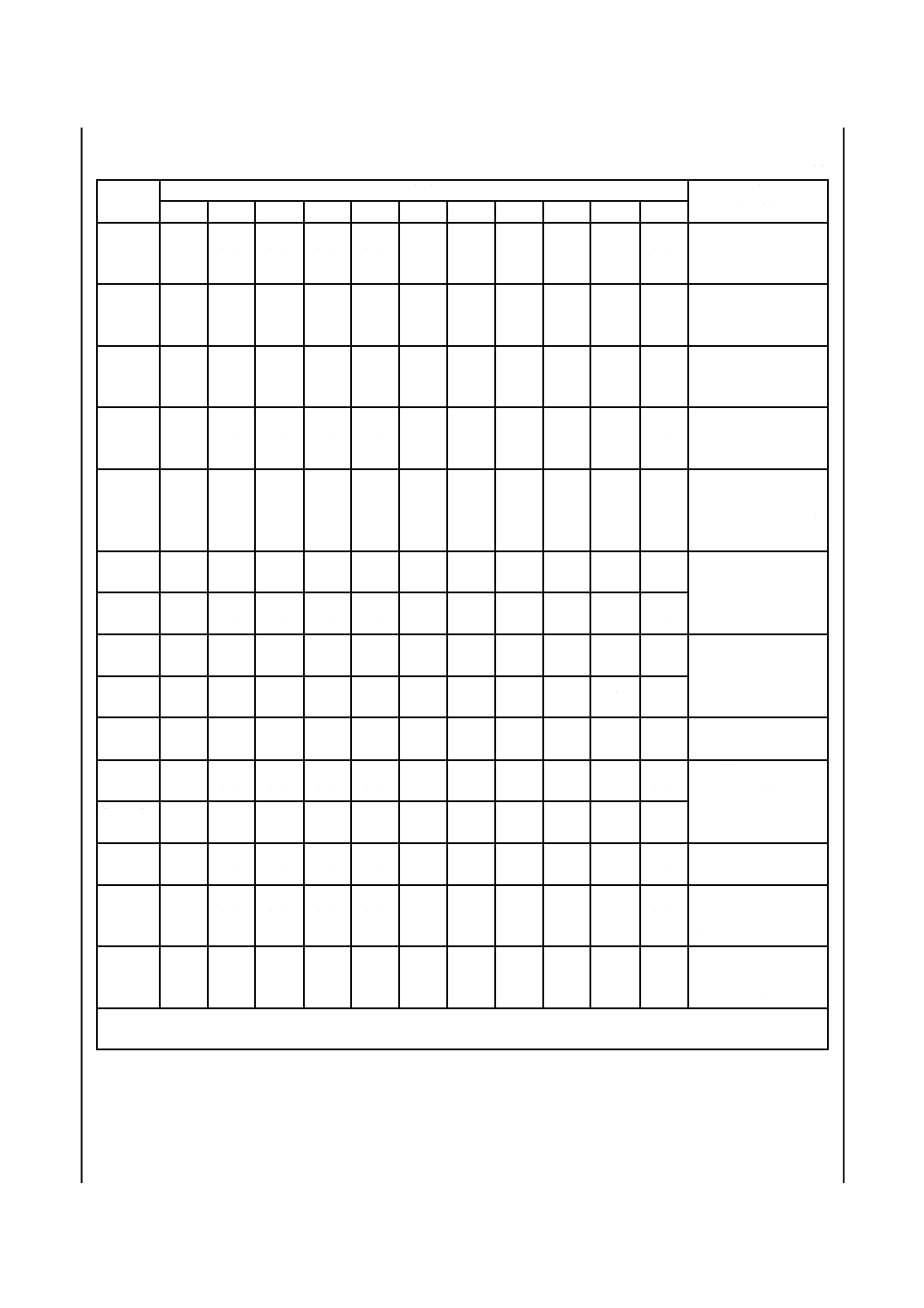
表3−鋼材の焼なまし硬さ
種類の記号
焼なまし温度
℃
焼なまし硬さ
HBW
SKH2
820〜880 徐冷
269以下
SKH3
840〜900 徐冷
269以下
SKH4
850〜910 徐冷
285以下
SKH10
820〜900 徐冷
285以下
SKH40
800〜880 徐冷
302以下
SKH50
800〜880 徐冷
262以下
SKH51
800〜880 徐冷
262以下
SKH52
800〜880 徐冷
262以下
SKH53
800〜880 徐冷
269以下
SKH54
800〜880 徐冷
269以下
SKH55
800〜880 徐冷
269以下
SKH56
800〜880 徐冷
285以下
SKH57
800〜880 徐冷
293以下
SKH58
800〜880 徐冷
269以下
SKH59
800〜880 徐冷
277以下
7
外観
鋼材の外観は仕上げ良好で,使用上有害な欠点があってはならない。ただし,線材は,一般に検査によ
って全長にわたっての欠点の検出及びその除去は困難であるため,コイル内に発見された使用上有害と判
断される欠点については,必要な場合,その取扱いについては受渡当事者間の協定による。
8
寸法及びその許容差
8.1
熱間圧延丸鋼
8.1.1
標準寸法
熱間圧延丸鋼の標準径は,表4による。
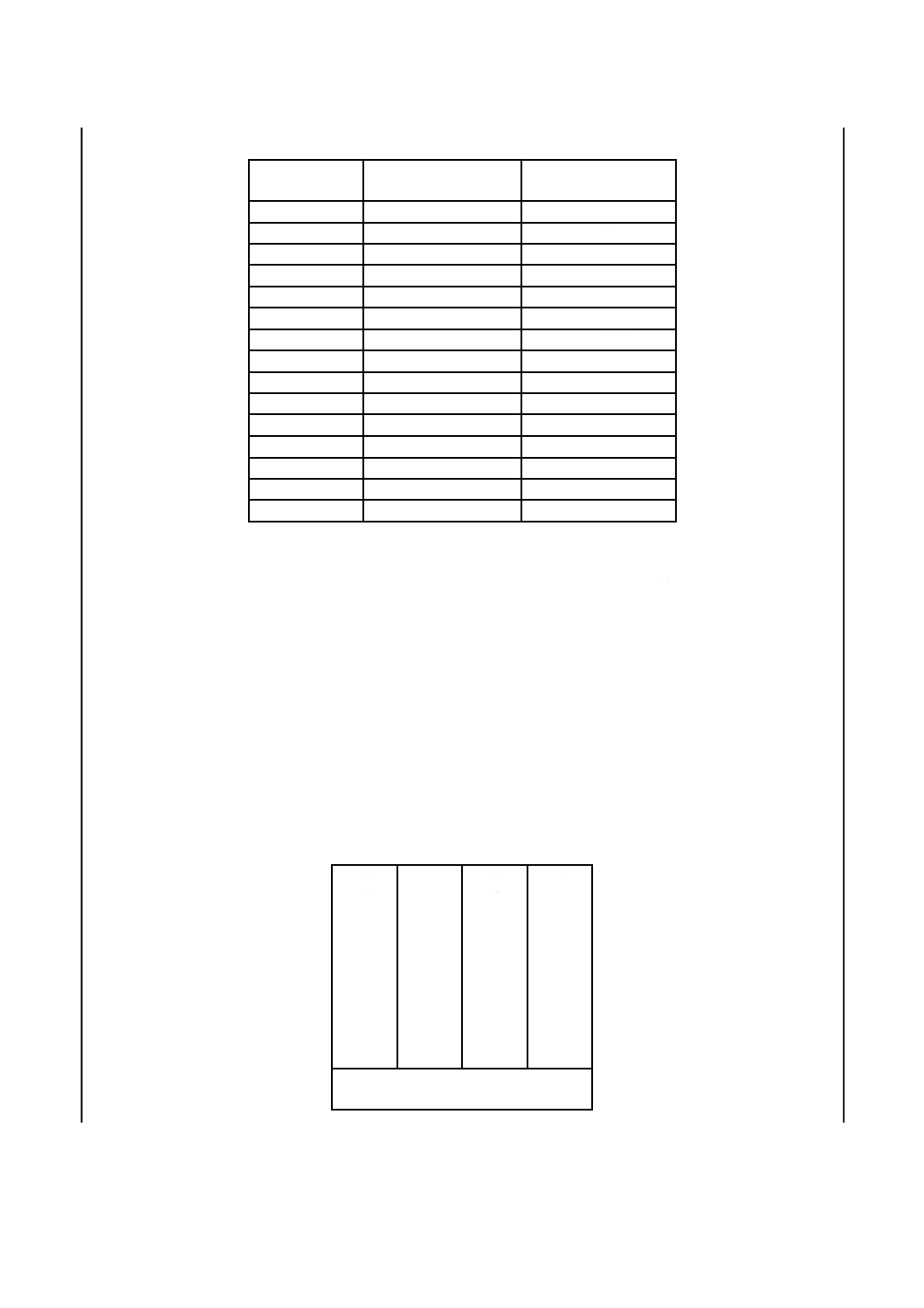
表4−標準径
単位 mm
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
32
34
36
38
40
42
44
46
48
50
55
60
65
70
この表は,断面形状が円形の線材及び
バーインコイルに適用してもよい。
5
G 4403:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.1.2
寸法の許容差及び偏径差
熱間圧延丸鋼の焼なまし後の径の許容差及び偏径差は,表5による。
表5−径の許容差及び偏径差
単位 mm
径
径の許容差a)
偏径差b)
10以上 16未満
+0.6
−0.3
径の許容差範囲の70 %以下
16以上 30未満
+0.7
−0.3
30以上 70以下
+2.5 %
−1.0 %
この表は,断面形状が円形の線材及びバーインコイルに適用してもよい。
注a) 径が,10 mm未満又は70 mmを超える丸鋼の許容差は,受渡当事者
間の協定による。
b) 偏径差とは,丸鋼の同一断面における径の最大値と最小値との差をい
う。
8.2
熱間圧延丸鋼以外の鋼材の寸法及びその許容差
熱間圧延丸鋼以外の鋼材の寸法及びその許容差は,受渡当事者間の協定による。
9
脱炭層深さ
鋼材の脱炭層深さの測定は,10.3によって行い,熱間圧延丸鋼の焼なまし後の脱炭層深さは,表6によ
る。熱間圧延丸鋼以外の鋼材の脱炭層深さは,受渡当事者間の協定による。
表6−熱間圧延丸鋼の脱炭層深さ
単位 mm
径a)
脱炭層深さ
15未満
0.30以下
15以上 25未満
0.50以下
25以上 50未満
0.80以下
50以上 70以下
1.10以下
この表は,断面形状が円形の線材及びバーインコイル
に適用してもよい。
注a) 径が70 mmを超える丸鋼の脱炭層深さの許容限度
は,受渡当事者間の協定による。
10
試験
10.1
分析試験
10.1.1
一般事項及び分析用試料の採り方
化学成分は,溶鋼分析によって求め,分析試験の一般事項及び分析用試料の採り方は,JIS G 0404の箇
条8(化学成分)による。ただし,粉末冶金法,ESR(エレクトロスラグ再溶解)法など,溶鋼分析試料
が採取できない場合は,その分析用試料は,鋼塊,鋼片又は製品から採取する。この場合の製品分析用試
料の採り方は,JIS G 0321の箇条4(分析用試料採取方法)による。
6
G 4403:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.1.2
分析方法
溶鋼分析の方法は,JIS G 0320による。製品分析の方法は,JIS G 0321による。
10.2
硬さ試験
10.2.1
供試材の採り方
焼なまし硬さの試験単位は,同一溶鋼に属し,同一熱処理チャンス及び同一寸法のものを一括して一組
とする。測定は,供試材を試験単位から1個採取し実施する。ただし,70 mm以下の丸鋼の場合,同一寸
法とは,表6の同一径群とする。鋼板又は鋼帯の場合には,同一寸法とは同一厚みとする。
10.2.2
試験方法
試験方法は,次のいずれかによる。
JIS Z 2243,JIS Z 2244,JIS Z 2245
10.3
脱炭層深さの測定
10.3.1
試験片の採り方
熱間圧延丸鋼の脱炭層深さの試験単位は,同一溶鋼に属し,同一圧延チャンス及び同一径群のものを一
括して一組とする。測定は,焼なまし後,供試材を試験単位から1個採取し実施する。ただし,熱間圧延
丸鋼以外は,受渡当事者間の協定による。
なお,製造業者によって切削を行う鋼材については,受渡当事者間の協定によって試験を省略してもよ
い。
10.3.2
試験方法
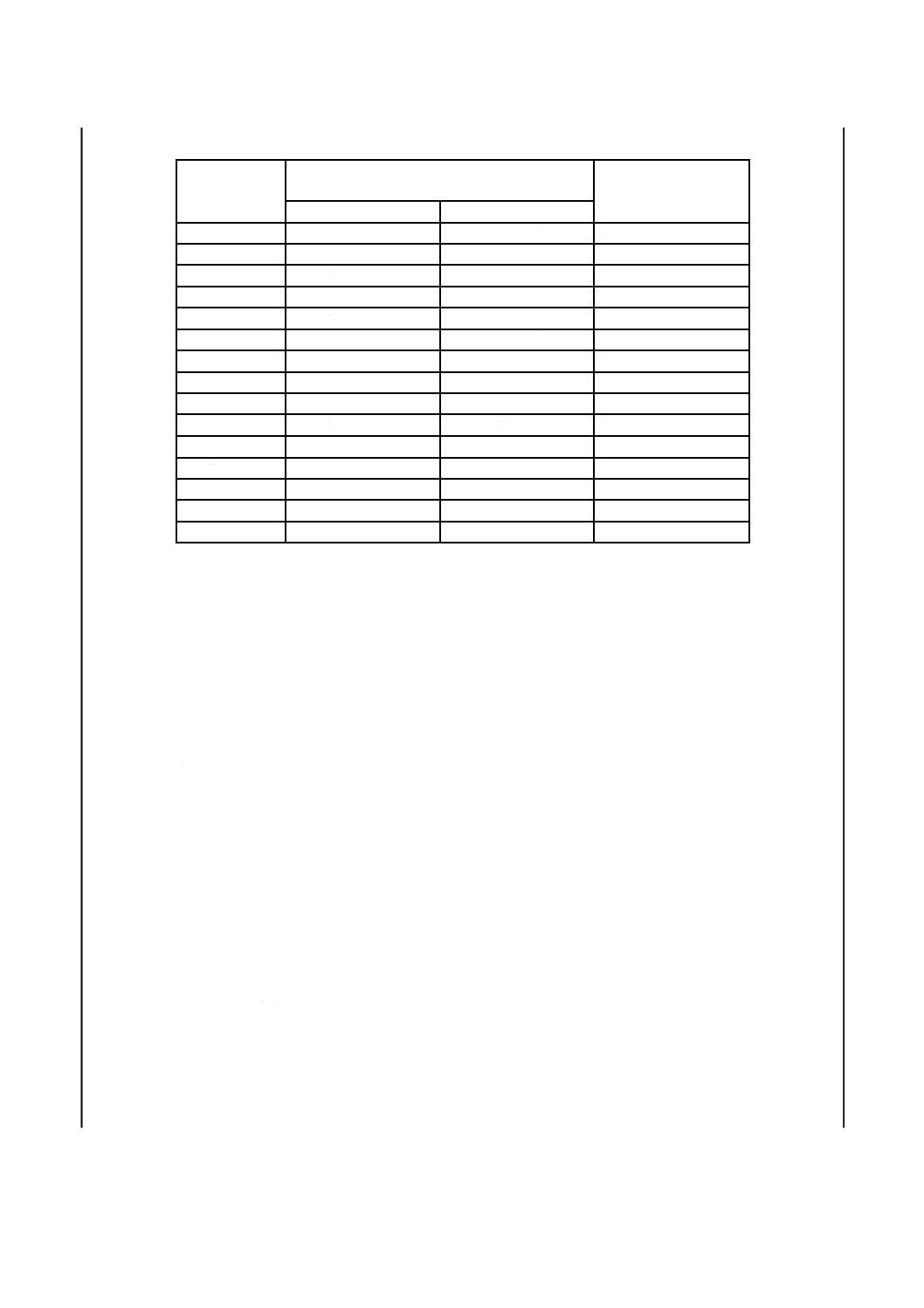
試験方法は,JIS G 0558の6.1(顕微鏡による測定方法)に従い,測定は,全脱炭層深さ(DM-T)によ
る。ただし,顕微鏡による測定が困難な場合は,JIS G 0558の6.2(硬さ試験による測定方法)による実用
脱炭層深さ(DH-P)で測定してもよい。この場合,試験片の熱処理は表7によって,実用脱炭層深さは,
表7に示す硬さに達するまでの表面からの深さとする。試験片は,表層部を含む試験片を採取する。
試験片の熱処理温度の許容範囲は,焼入処理及び焼戻処理のいずれでも表7の温度±10 ℃とする。各種
類とも焼戻しは,全ての種類に対して2回繰り返す。
7
G 4403:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−実用脱炭層深さ測定用の熱処理条件及び硬さ
種類の記号
熱処理温度及び冷却方法
℃
焼入焼戻し硬さ
HV
焼入れ
焼戻し
SKH2
1 260 油冷
560 空冷
772
SKH3
1 270 油冷
560 空冷
800
SKH4
1 270 油冷
560 空冷
800
SKH10
1 230 油冷
560 空冷
800
SKH40
1 180 油冷
560 空冷
832
SKH50
1 190 油冷
560 空冷
772
SKH51
1 220 油冷
560 空冷
800
SKH52
1 200 油冷
560 空冷
800
SKH53
1 200 油冷
560 空冷
800
SKH54
1 210 油冷
560 空冷
800
SKH55
1 210 油冷
560 空冷
800
SKH56
1 210 油冷
560 空冷
800
SKH57
1 230 油冷
560 空冷
865
SKH58
1 200 油冷
560 空冷
800
SKH59
1 190 油冷
550 空冷
865
10.4
その他の試験
受渡当事者間の協定によって次の試験を行ってもよい。ただし,試験を行う場合には,供試材の採り方
などについて,あらかじめ受渡当事者間で協定しなければならない。
磁粉探傷,超音波探傷,非金属介在物,マクロ組織及び顕微鏡組織
なお,試験方法は,それぞれ次による。
− 磁粉探傷
JIS Z 2320-1
− 超音波探傷
JIS Z 2344
− 非金属介在物
JIS G 0555
− マクロ組織
JIS G 0553
顕微鏡組織の試験方法は,受渡当事者間の協定による。
11
検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条5に適合しなければならない。
c) 焼なまし硬さは,箇条6に適合しなければならない。
d) 外観は,箇条7に適合しなければならない。
e) 寸法及びその許容差は,箇条8に適合しなければならない。
f)
脱炭層深さは,箇条9に適合しなければならない。
g) その他の検査。10.4に規定する試験のいずれかを実施した場合は,受渡当事者間の協定によって合意
した合否判定基準に適合しなければならない。
8
G 4403:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12
表示
鋼材の表示は,鋼材ごとに,次の項目を適切な方法で表示しなければならない。ただし,鋼板,鋼帯,
平鋼及び径又は対辺距離が30 mm未満の棒鋼及び線材は,これを結束して,1結束ごとに適切な方法で表
示してもよい。径又は対辺距離が30 mm以上の棒鋼の場合は,受渡当事者間の協定によって,これを結束
して1結束ごとに適切な方法で表示してもよい。また,受渡当事者間の協定によって,製品識別が可能な
範囲で項目の一部を省略してもよい。
a) 種類の記号
b) 溶鋼番号又はその他の製造(検査)番号
c) 寸法。寸法の表し方は,JIS G 3191,JIS G 3193及びJIS G 3194による。ただし,線材の寸法の表し
方は,JIS G 3191の4.2(バーインコイルの寸法)による。
d) 数量又は質量
e) 製造業者名又はその略号
13
報告
JIS G 0404の箇条13(報告)による。ただし,注文時に特に指定がない場合は,検査文書の種類はJIS G
0415の表1(検査文書の総括表)の記号3.1(検査証明書3.1)とする。
なお,10.4についての報告は,受渡当事者間の協定による。
9
G 4403:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との種類の記号の対比表
表JA.1−JISと対応国際規格との種類の記号の対比表
種類の記号
分類
JIS
ISO 4957
SKH2
HS18-0-1
タングステン系高速度工具鋼鋼材
SKH3
−
SKH4
−
SKH10
−
SKH40
HS6-5-3-8
粉末冶金で製造したモリブデン系高速
度工具鋼鋼材
SKH50
HS1-8-1
モリブデン系高速度工具鋼鋼材
SKH51
HS6-5-2
SKH52
HS6-6-2
SKH53
HS6-5-3
SKH54
HS6-5-4
SKH55
HS6-5-2-5
SKH56
−
SKH57
HS10-4-3-10
SKH58
HS2-9-2
SKH59
HS2-9-1-8
10
G 4403:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
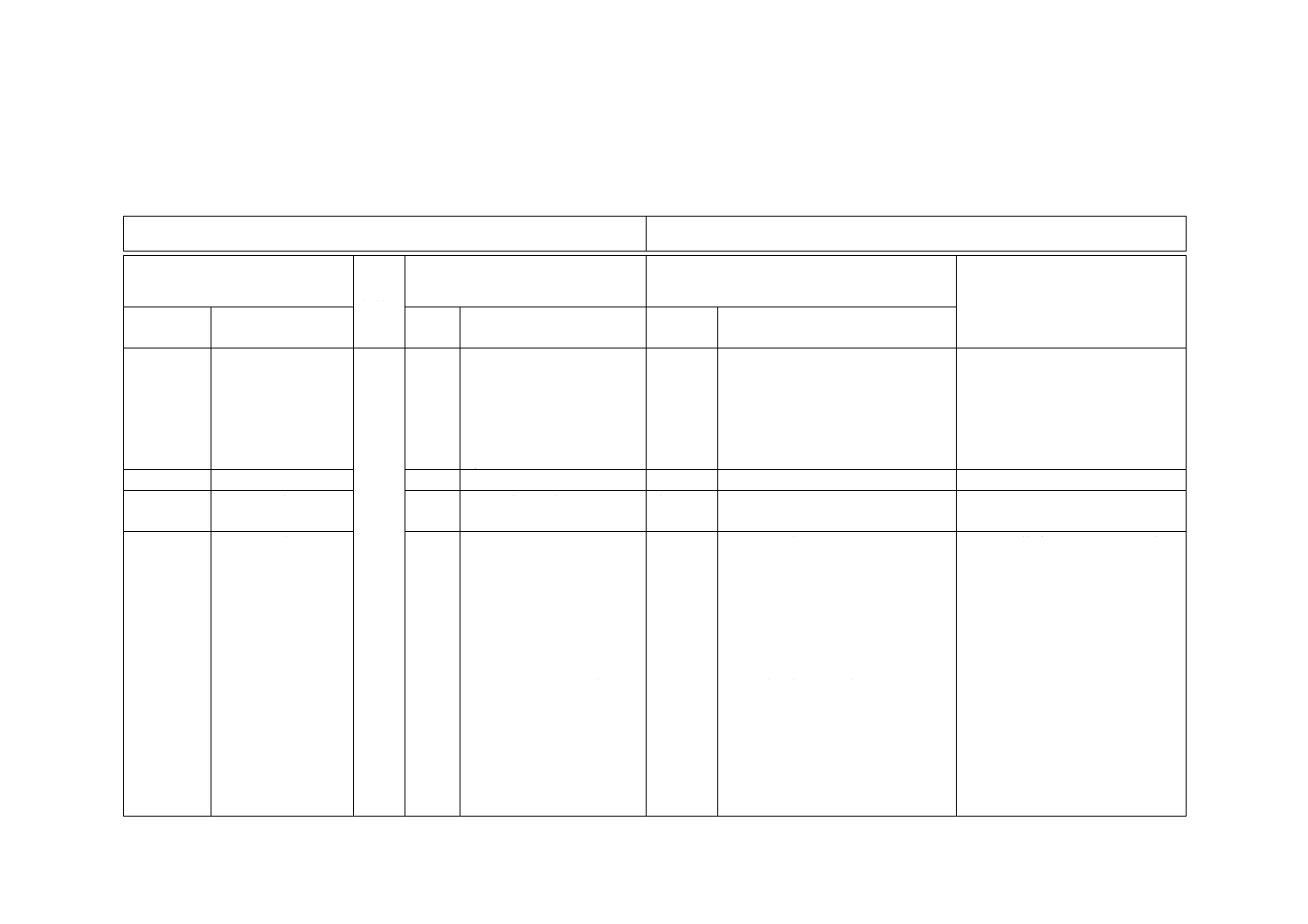
JIS G 4403:2015 高速度工具鋼鋼材
ISO 4957:1999,Tool steels
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 熱間圧延又は鍛造
による鋼材。
・高速度工具鋼鋼材
1
熱間圧延,鍛造,冷間引抜
又は冷間圧延製品に適用。
a) 冷間加工用炭素工具鋼
b) 冷間加工用合金工具鋼
c) 熱間加工用合金工具鋼
d) 高速度工具鋼
削除
JISは,炭素工具鋼をJIS G 4401に,
高速度工具鋼をJIS G 4403に規定。
規格の体系の違い。
この対比表では,JISに合わせて,
高速度工具鋼に焦点を当てて,記載
する。
適用範囲の差異は,規格の使い勝
手(馴染み)の問題であり,両者
の対応関係をみるうえでも大きな
問題はない。当面は,従来のまま
で静観する。
2 引用規格
3 種類及び
記号
JIS記号体系によ
る。
ISO規格記号体系による。 変更
JISとISO規格とは,記号体系が異
なる。
4 製造方法 ・ キルド鋼
・ 鍛錬成形比6S以
上
・ 鋼材は,焼なま
し。
5.1
製造工程
a) 製造工程は,製造業者
に一任。
b) 購入者の要求によっ
て,製造工程は,購入
者に知らされる。
c) 注文時に特に規定され
なければ,次の鋼種以
外は焼なまし状態で供
給される。
C45U,35CrMo7,
X38CrMo16,
40CrMnNiMo8-6-4,
55NiCrMoV7
追加
・ ISO規格のa),b) は,一般的か
つ常識的。ISO 404に記載すれ
ばよさそうな内容。
・ JISの鍛錬成形比は,一般的に
満足させられている厳しくない
数値であるが,国内ニーズから
規定は必要。
・ 通常,鋼板及び鋼帯は,そのま
ま切削又は冷間加工することは
ないため,JISの規定内容にな
っている。
JISの鍛錬成形比に関する規定並
びに鋼板及び鋼帯の製造方法の相
違については,次回見直し時ISO
に提案する。
3
G
4
4
0
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
G 4403:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
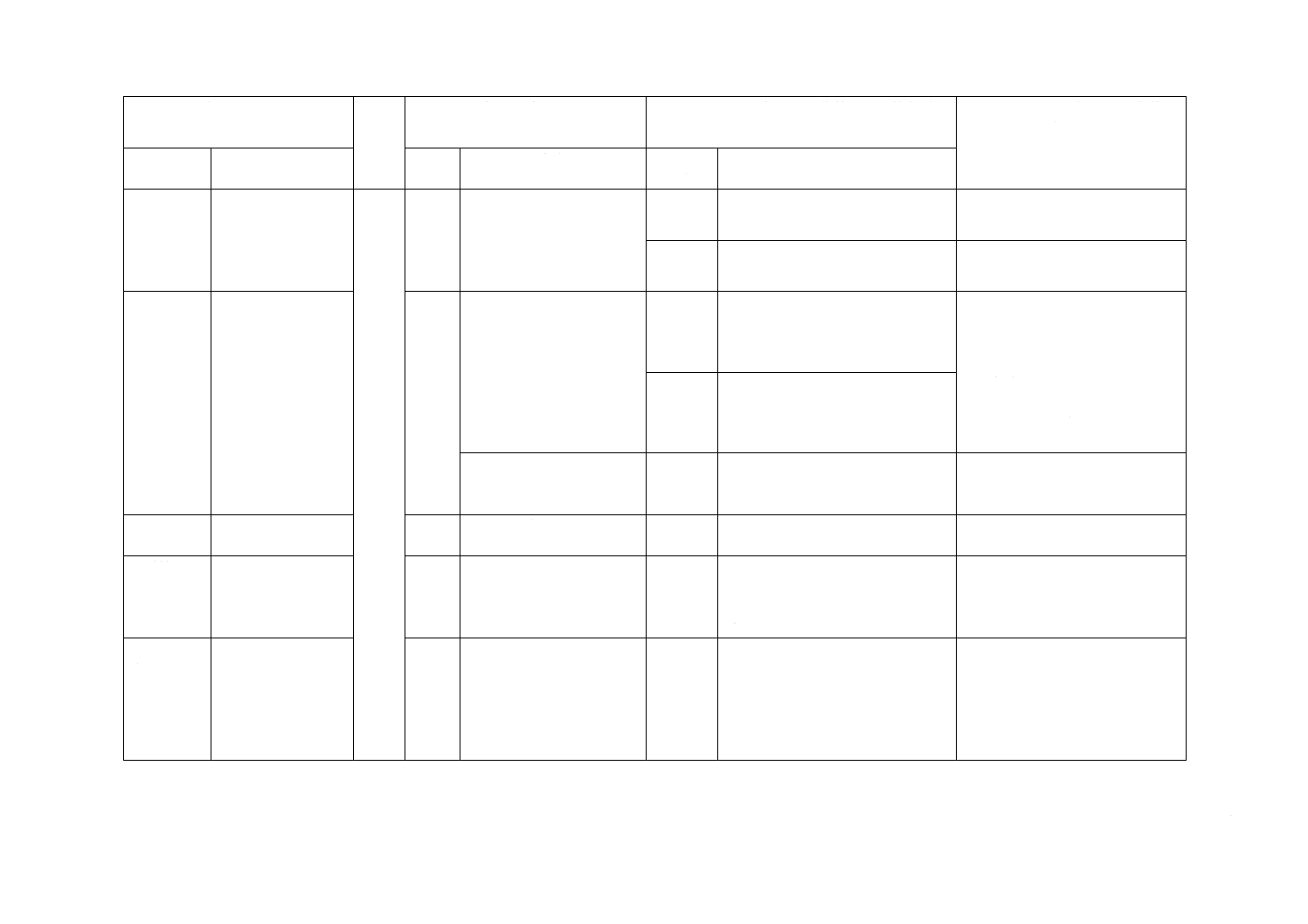
5 化学成分 15鋼種を規定。
内容的には,従来
JIS(4鋼種)+ISO
規格鋼種(11鋼種)
になっている。
5.2
高速度鋼として,16鋼種を
規定。
削除
ISO規格の鋼種で,国内市場ニーズ
に対応しない5鋼種を削除。
国内ニーズからぜひ必要な鋼種は
残し,ISO規格の鋼種と整合化。
追加
市場に定着した従来JISの4鋼種も
規定。
JIS独自の鋼種は,ISOに組み入
れるよう今後提案していく。
6 焼なまし
硬さ
鋼種ごとの標準焼
なまし熱処理後の
最高硬さを規定。
5.2
機械的性質:一般的な焼な
まし出荷状態の最高硬さ
のデータを提供。焼なまし
の条件に関する記載はな
し。
削除
ISO規格に規定されている“焼きな
まし条件は任意”を削除。
ISO規格は,焼なまし条件は任意
で,焼なまし出荷状態の最高硬さ
規定値の保証だけ。これは,使用
者側で焼なまし−冷間加工するこ
とを想定したJISと異なるが,規
定の数値も同等と考えられること
から,当面,国内取引を反映した
JIS規定内容のままとする。
追加
JISでは,鋼種ごとの標準焼なまし
熱処理後の最高硬さを追加。
焼入焼戻し硬さ:標準焼入
焼戻し条件での最低硬さ
を規定。
追加
JISでは,焼入焼戻しを追加した。 国内ニーズに合ったJIS規定値を
適用する。
7 外観
使用上有害なきず
のないこと。
3.7
JISにほぼ同じ
変更
同左
8 寸法及び
その許容差
寸法及びその許容
差を具体的な数値
で規定。
5.4
寸法の許容差:協定によ
る。
追加
ISO規格は,はっきり規定していな
い。JISは,国内市場ニーズに合っ
た規定値がきちんと決められてい
る。
国内ニーズに合ったJIS規定値を
適用する。
9 脱炭層深
さ
著しい脱炭があっ
てはならないと規
定。また,丸鋼は,
具体的な脱炭層深
さの許容限度の規
定がある。
−
規定なし。
追加
JISの丸鋼には,具体的な脱炭層深
さの許容限度の規定がある。
次回見直し時ISOに提案する。
3
G
4
4
0
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12
G 4403:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
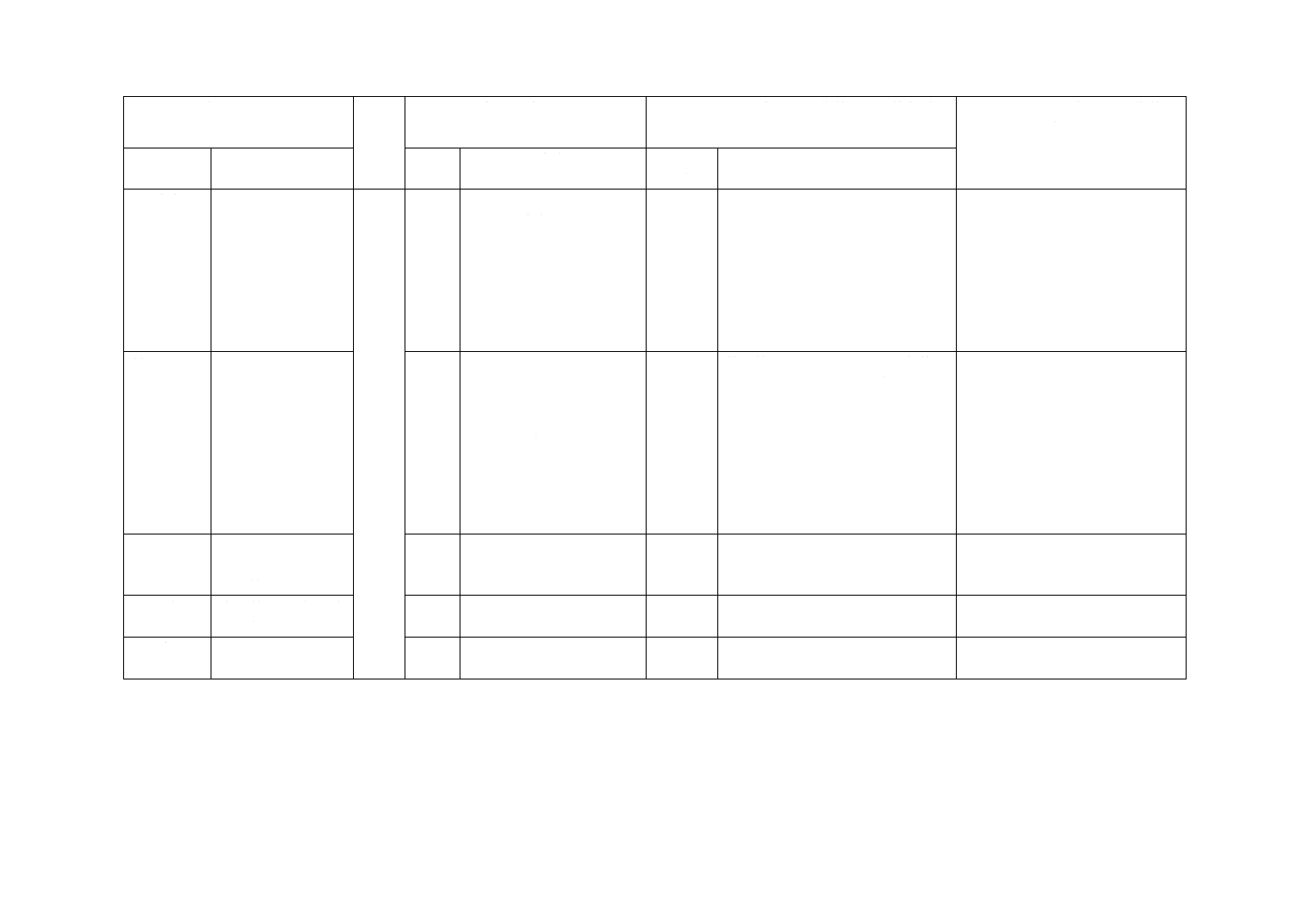
10 試験
次の3種類の試験を
規定。
10.1 分析試験
10.2 硬さ試験
10.3 脱炭層深さの
測定
4
次の3種類の試験を規定。
− 分析試験,
− 硬さ試験
− 表面品質試験
表面品質(表面脱炭層及び
表面きず)試験方法は,受
渡当事者間の協定によっ
て決める。
追加
試験の内容はほぼ同じである。ただ
し,JISの脱炭層深さの試験は,受
渡当事者間の協定となっている。
次回見直し時ISOに提案する。
11 検査
次の検査項目を規
定。
− 化学成分
− 焼なまし硬さ
− 外観
− 寸法及びその許
容差
− 脱炭層深さ
− その他の検査
3
次の検査項目を規定。
− 化学成分
− 焼なまし硬さ,焼入焼
戻し硬さ
− 表面状態
− 寸法
追加
基本的な項目は,JISとISO規格と
は同じであるが,JISの方が受渡当
事者間の協定による試験項目は多
い。
国内ニーズに合った検査項目を
JISでは実施する。
12 表示
種類の記号,溶鋼番
号,製造業者名,寸
法,質量
JISとほぼ同じ。
変更
同左
13 報告
基本的な報告様式
を規定。
JISとほぼ同じ。
追加
同左
附属書JA
(参考)
3
G
4
4
0
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13
G 4403:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:ISO 4957:1999,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
G
4
4
0
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。