G 3603:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類及び記号 ··················································································································· 2
5 化学成分························································································································· 2
6 機械的性質 ······················································································································ 2
7 接合状態························································································································· 3
8 形状,寸法及びその許容差 ································································································· 4
8.1 幅及び長さの許容差 ······································································································· 4
8.2 厚さの許容差 ················································································································ 4
8.3 平たん度 ······················································································································ 4
9 外観······························································································································· 4
10 材料 ····························································································································· 4
11 製造方法 ······················································································································· 5
12 試験 ····························································································································· 5
12.1 試験の適用 ·················································································································· 5
12.2 機械試験片の採取方法 ··································································································· 5
12.3 分析方法,合せ材の厚さ測定,機械試験,超音波探傷試験及び外観試験 ································· 6
13 検査 ····························································································································· 6
14 再検査 ·························································································································· 6
15 製品の記号 ···················································································································· 6
16 表示 ····························································································································· 6
17 報告 ····························································································································· 6
G 3603:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本高圧
力技術協会(HPI)から団体規格(HPIS-B106)を基に作成した工業標準原案を具して日本工業規格を改正
すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 3603:2005は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3603:2012
チタンクラッド鋼
Titanium clad steels
序文
この規格は,1980年に制定され,その後4回の改正を経て今日に至っている。前回の改正は2005年に
行われたが,その後のクラッド鋼に関する技術の進歩などに対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,圧力容器,ボイラ,原子炉,貯槽などに使用する合せ材をチタンとしたクラッド鋼につい
て規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0306 鍛鋼品の製造,試験及び検査の通則
JIS G 0404 鋼材の一般受渡し条件
JIS G 0601 クラッド鋼の試験方法
JIS G 3101 一般構造用圧延鋼材
JIS G 3103 ボイラ及び圧力容器用炭素鋼及びモリブデン鋼鋼板
JIS G 3106 溶接構造用圧延鋼材
JIS G 3114 溶接構造用耐候性熱間圧延鋼材
JIS G 3115 圧力容器用鋼板
JIS G 3118 中・常温圧力容器用炭素鋼鋼板
JIS G 3119 ボイラ及び圧力容器用マンガンモリブデン鋼及びマンガンモリブデンニッケル鋼鋼板
JIS G 3120 圧力容器用調質型マンガンモリブデン鋼及びマンガンモリブデンニッケル鋼鋼板
JIS G 3124 中・常温圧力容器用高強度鋼鋼板
JIS G 3126 低温圧力容器用炭素鋼鋼板
JIS G 3128 溶接構造用高降伏点鋼板
JIS G 3136 建築構造用圧延鋼材
JIS G 3193 熱間圧延鋼板及び鋼帯の形状,寸法,質量及びその許容差
JIS G 3201 炭素鋼鍛鋼品
JIS G 3202 圧力容器用炭素鋼鍛鋼品
JIS G 3203 高温圧力容器用合金鋼鍛鋼品
2
G 3603:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 3204 圧力容器用調質型合金鋼鍛鋼品
JIS G 3205 低温圧力容器用鍛鋼品
JIS G 3206 高温圧力容器用高強度クロムモリブデン鋼鍛鋼品
JIS G 3221 クロムモリブデン鋼鍛鋼品
JIS G 3222 ニッケルクロムモリブデン鋼鍛鋼品
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4109 ボイラ及び圧力容器用クロムモリブデン鋼鋼板
JIS G 4110 高温圧力容器用高強度クロムモリブデン鋼及びクロムモリブデンバナジウム鋼鋼板
JIS G 5101 炭素鋼鋳鋼品
JIS G 5102 溶接構造用鋳鋼品
JIS H 4600 チタン及びチタン合金−板及び条
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS G 0601による。
4
種類及び記号
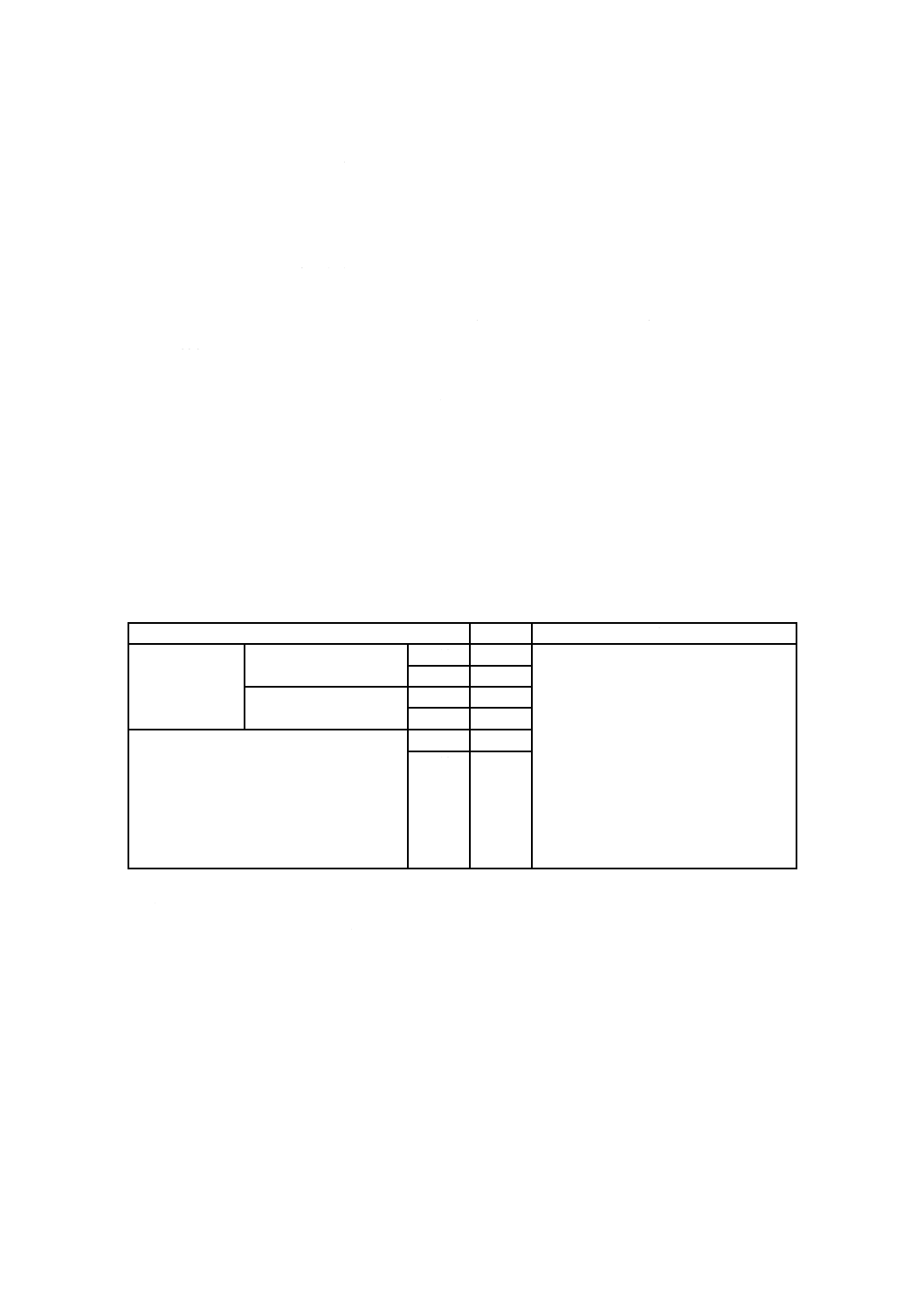
クラッド鋼の種類及び記号は,製造方法及び用途によって区分し,表1による。
表1−種類及び記号
種類
記号
摘要
圧延クラッド鋼
圧延クラッド鋼
1種
R1
1種:合せ材を含めて強度部材として設
計したもの及び特別の用途のも
の。特別の用途の例としては,構
造物の製作時に厳しい加工を施
す場合などを対象としたもの。
2種:1種以外のクラッド鋼に対して適
用するもの。例えば,合せ材を腐
れ代として設計したもの,ライニ
ングの代わりに使用するものな
ど。
2種
R2
爆着圧延クラッド鋼
1種
BR1
2種
BR2
爆着クラッド鋼
1種
B1
2種
B2
5
化学成分
合せ材及び母材の化学成分は,箇条10による。
6
機械的性質
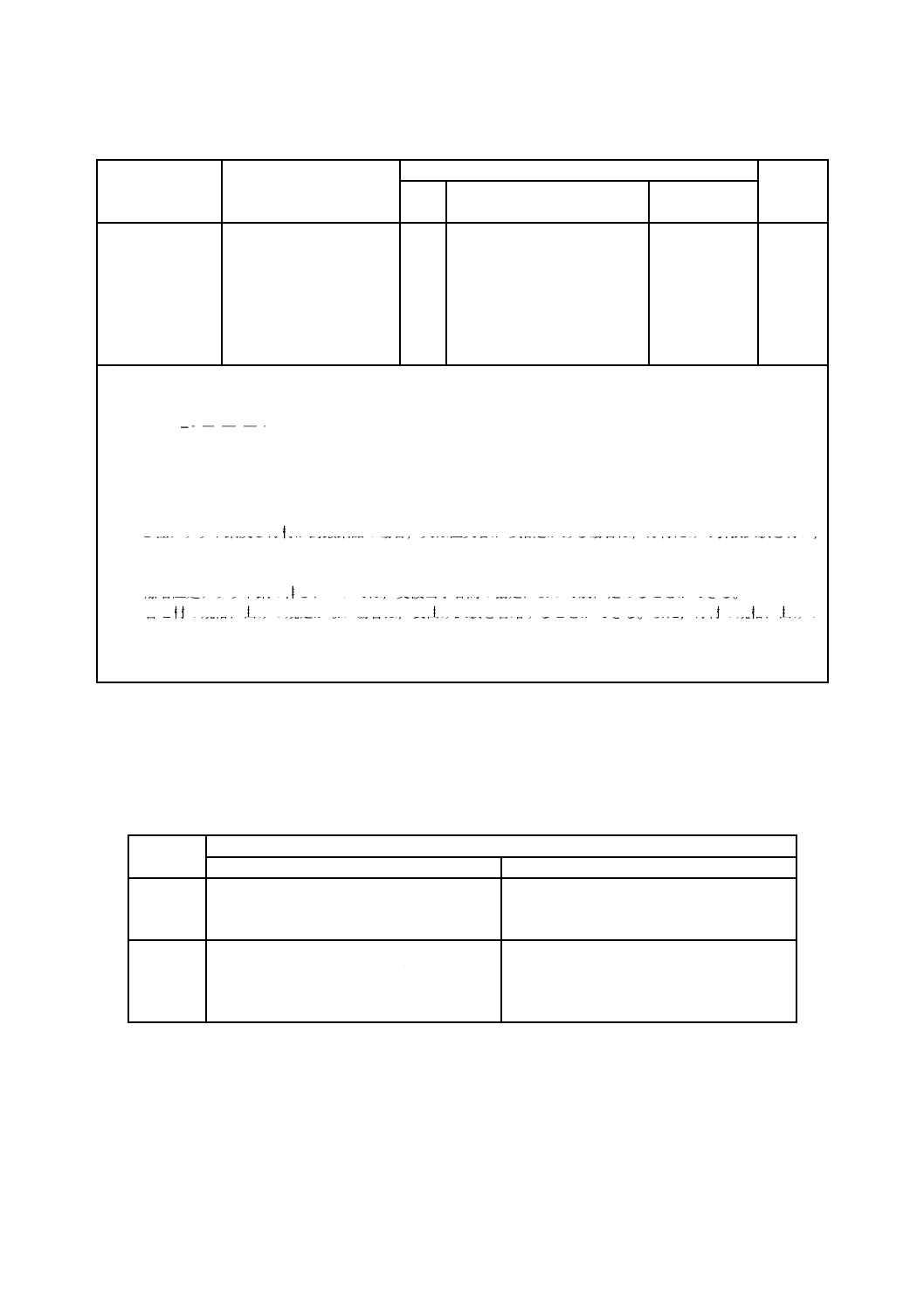
クラッド鋼は,箇条12の試験を行い,引張強さ,伸び,曲げ及びせん断強さは,表2による。
3
G 3603:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−機械的性質
引張強さ
N/mm2
伸び
%
曲げ
せん断
強さ
N/mm2
曲げ
角度
曲げ内側半径
品質
σB a), b)以上
母材又は合せ材の規格値
のうち,いずれか低い方の
規格値以上c)
180° 表曲げの場合,合せ材の規格
によるd)。
裏曲げの場合,母材の規格に
よるd)。
ただし,母材の規格に規定す
る内側半径が全厚の1倍未満
のものは,1倍とする。
曲げ部の外側
に亀裂が生じ
てはならない。
140以上
注記 1 N/mm2=1 MPa
注a) クラッド鋼の引張強さの規格下限値σBは,次によって算出する。
2
1
2
2
1
1
t
t
t
t
B
B
B
+
+
=
σ
σ
σ
ここに,σB1:母材の引張強さの規格下限値(N/mm2)
σB2:合せ材の引張強さの規格下限値(N/mm2)
t1:母材の厚さ(mm)
t2:合せ材の厚さ(mm)
b) 2種クラッド鋼及び母材が鋳鍛鋼品の場合,又は注文者から指定がある場合は,母材だけで引張試験を行い,
降伏点又は耐力,及び引張強さは,その母材の規格下限値を満足しなければならない。ただし,受渡当事者
間の協定によって全厚での引張試験に代えることができる。
c) 爆着圧延クラッド鋼の伸びについては,受渡当事者間の協定によって別に定めることができる。
d) 合せ材の規格に曲げの規定がない場合は,表曲げ試験を省略することができる。また,母材の規格に曲げの
規定がない場合は,裏曲げ試験を省略することができる。
なお,いずれの場合も,注文者から指定がある場合は,曲げの内側半径を通常全厚の2倍以上として実施
する。
7
接合状態
クラッド鋼は,箇条12の試験を行い,その超音波探傷試験による接合状態は,次による。
a) クラッド鋼の超音波探傷試験による接合状態は,表3による。
表3−超音波探傷試験による接合状態
項目
等級
F
S
探傷範囲
全面探傷
縦・横200 mmピッチの線上と,周辺50 mm
以内又は開先予定線を中心とし,両側25 mm
以内を探傷する。
非接合部
の長さ及
び面積
1個の非接合部の長さ75 mm以下で,かつ,
1個の非接合部の面積が45 cm2以下であり,
さらに,非接合部の全面積がクラッド鋼の全
面積の2 %以下とする。
1個の非接合部の面積が60 cm2以下であり,
さらに,検出した非接合部の全面積がクラッ
ド鋼の全面積の5 %以下とする。
b) クラッド鋼の超音波探傷試験による接合状態の等級は,1種の場合はF,2種の場合はSとする。ただ
し,受渡当事者間の協定によって,1種S又は2種Fの組合せを指定することもできる。
4
G 3603:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
形状,寸法及びその許容差
8.1
幅及び長さの許容差
クラッド鋼の幅及び長さの許容差は,箇条10に規定する母材による。ただし,受渡当事者間の協定によ
ることもできる。
8.2
厚さの許容差
クラッド鋼の厚さの許容差は,次による。
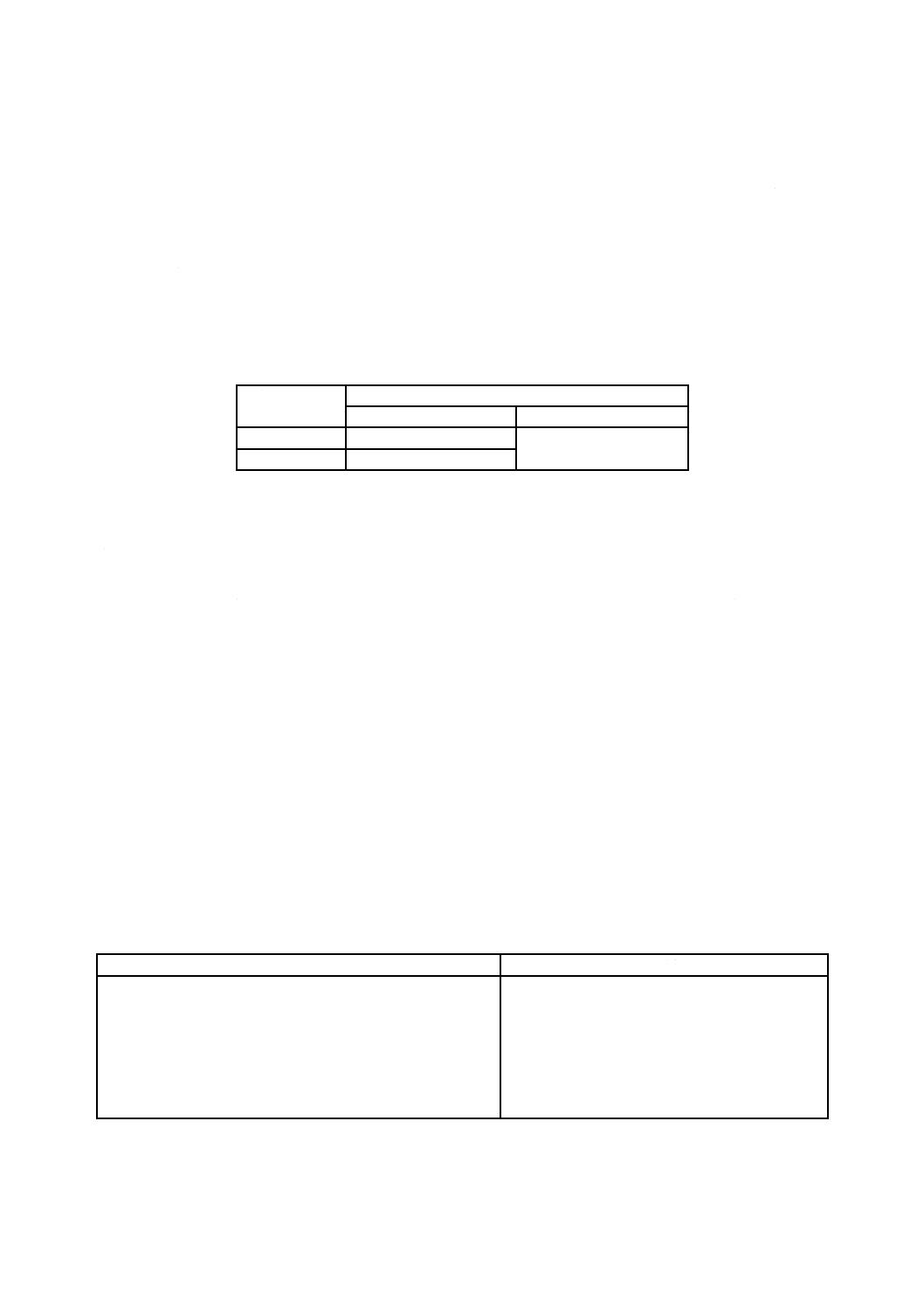
a) 合せ材厚さの許容差は,表4による。合せ材を含めて強度部材として設計したもの,及び腐れ代など
の設計上特別な上のせ代の許容差については,受渡当事者間の協定による。
表4−合せ材厚さの許容差
合せ材厚さ
mm
厚さの許容差
マイナス側
プラス側
1以上5未満
合せ材呼び厚さの10 %
規定しない
5以上
0.5 mm
b) 母材厚さの許容差は,マイナス側は母材の規格による。プラス側は規定しない。ただし,特に必要な
場合のプラスの許容差については,受渡当事者間の協定による。
c) 全厚の許容差は,次による。
− マイナス側は,母材マイナス側許容差と合せ材マイナス側許容差との合計。
− プラス側は,全厚を呼び寸法としたときの母材規格のプラス側許容差と上のせ代との合計。ただし,
上のせ代については,受渡当事者間の協定による。
8.3
平たん度
クラッド鋼の平たん度の最大値は,JIS G 3193の表11(鋼板の平たん度の最大値)による。ただし,母
材が鋳鍛鋼品及び爆着クラッド鋼の場合については,受渡当事者間の協定による。
9
外観
クラッド鋼は,使用上,有害な欠陥があってはならない。
10 材料
クラッド鋼の材料は,表5によるものとし,合せ材と母材とを適切に組み合わせることができる。ただ
し,表5以外の材料については,受渡当事者間の協定による。
表5−材料
合せ材
母材
JIS H 4600の
TP270H,TP270C,TP340H,TP340C,TP480H,TP480C,
TP270PdH,TP270PdC,TP340PdH,TP340PdC,TP480PdH,
TP480PdC,TP450NPRCH,TP450NPRCC,TP343TaH,TP343TaC,
TP240PdH,TP240PdC,TP345PdH,TP345PdC,TP345PCoH,
TP345PCoC,TP450PCoH,TP450PCoC,TP275RNH,TP275RNC,
TP410RNH,TP410RNC,TP483RNH,TP483RNC
JIS G 3101,JIS G 3103,JIS G 3106,JIS G 3114,
JIS G 3115,JIS G 3118,JIS G 3119,JIS G 3120,
JIS G 3124,JIS G 3126,JIS G 3128,JIS G 3136,
JIS G 3201,JIS G 3202,JIS G 3203,JIS G 3204,
JIS G 3205,JIS G 3206,JIS G 3221,JIS G 3222,
JIS G 4051,JIS G 4109,JIS G 4110,JIS G 5101,
JIS G 5102
5
G 3603:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11 製造方法
製造方法は,次による。
a) クラッド鋼は,圧延法1) 又は爆発圧着法によって製造する。
注1) 爆着圧延法を含む。
b) クラッド鋼の熱処理を行う場合は,受渡当事者間の協定によって,合せ材と母材との性質を考慮し,
熱処理条件を定める。
c) クラッド鋼は,あらかじめ溶接した合せ材を用いて製造することができる。この場合,溶接方法及び
溶接部の検査方法は,受渡当事者間の協定による。
12 試験
12.1 試験の適用
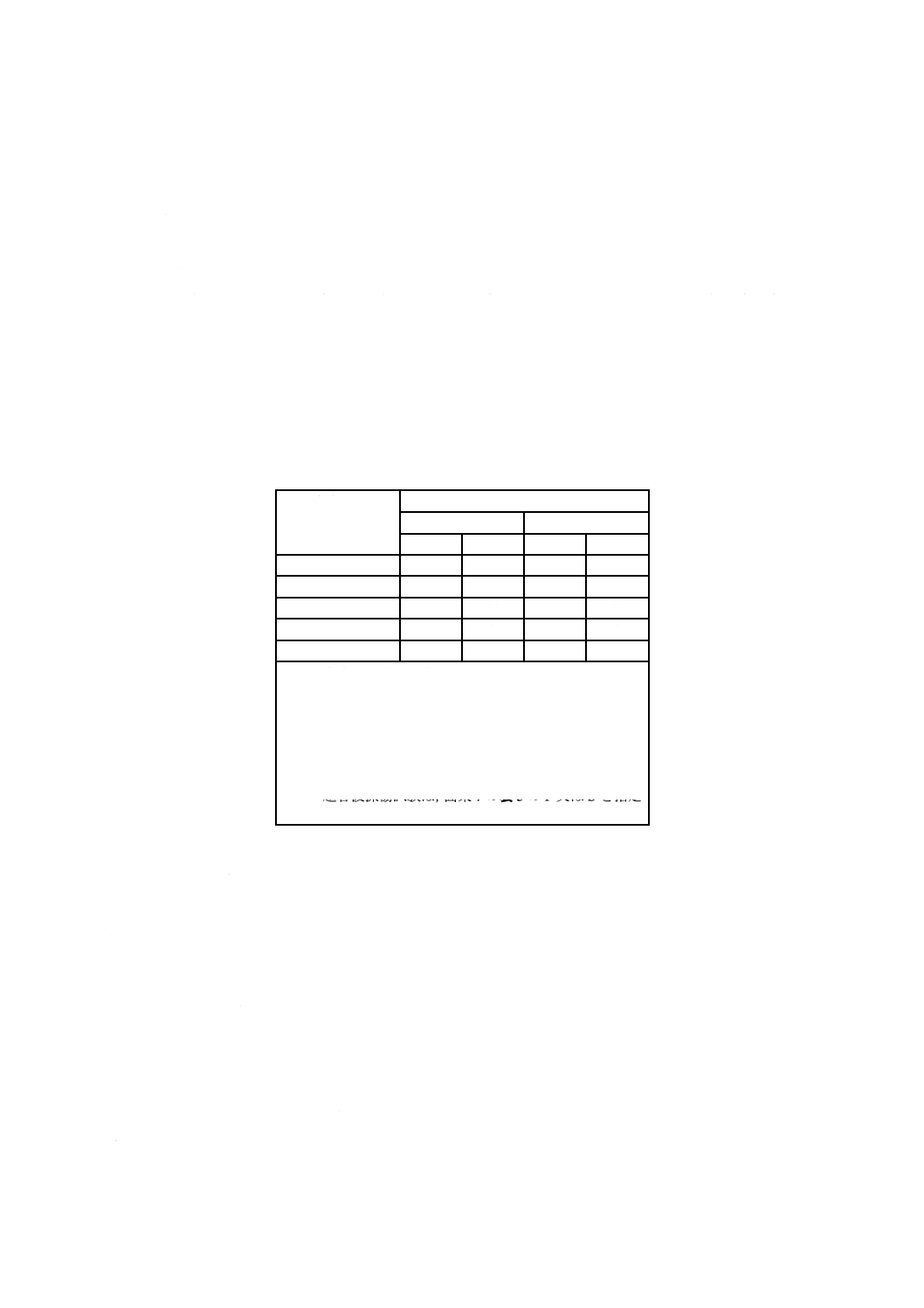
機械試験及び超音波探傷試験の適用は,通常,表6による。
表6−試験の種類及び適用
試験項目
クラッド鋼の種類
圧延クラッド鋼
爆着クラッド鋼
1種
2種
1種
2種
引張試験
○
△
△
△
表曲げ試験
△
△
△
△
裏曲げ試験
△
×
△
×
せん断強さ試験a)
○
△
○
△
超音波探傷試験b)
○
○
○
○
注記 表中の記号は,次による。
○:必ず適用する試験
△:受渡当事者間の協定によって適用する試験
×:試験を行う必要がないもの
注a) クラッド鋼の全厚が6 mm以上で合せ材の厚さ1.5
mm以上に適用する。
b) 超音波探傷試験は,箇条7の表3のF又はSを指定
する。
12.2 機械試験片の採取方法
機械試験の一般事項は,JIS G 0404の箇条9(機械的性質)による。ただし,供試材の採り方は,JIS G
0404の7.6(試験片採取条件及び試験片)のA類とする。試験片の数及び採取位置は,次による。
a) 圧延クラッド鋼は,同一圧延原板ごと及び同一熱処理条件ごとに,試験片を1個採取する。
b) 爆着クラッド鋼は,爆着後の同一熱処理条件ごとに,製品余材から試験片を1個採取する。
c) 鋳鍛鋼品を母材とする爆着クラッド鋼では,製品とできるだけ同じ条件で,別に製造したクラッド鋼
から試験片を1個採取する。
d) 機械試験片の採取位置については,次による。
1) 引張試験片は,母材の日本工業規格による。
2) 曲げ試験片は,母材の圧延方向に対して直角に採取する。ただし,鋳鍛鋼品の場合のクラッド鋼に
ついては,受渡当事者間の協定による。
3) せん断強さ試験片,爆着クラッド鋼の引張試験片及び曲げ試験片の採取方向は,受渡当事者間の協
定による。
6
G 3603:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.3 分析方法,合せ材の厚さ測定,機械試験,超音波探傷試験及び外観試験
分析方法,合せ材の厚さ測定,機械試験及び超音波探傷試験は,JIS G 0601による。また,外観試験は,
目視によって行う。
13 検査
クラッド鋼の検査は,次による。
a) 化学成分は,箇条5に適合しなければならない。
b) 機械的性質は,箇条6に適合しなければならない。
c) 超音波探傷試験における接合状態は,箇条7に適合しなければならない。
d) 形状,寸法及びその許容差並びに平たん度は,箇条8に適合しなければならない。
e) 外観は,箇条9に適合しなければならない。
14 再検査
箇条6に適合しなかった場合には,JIS G 0404の9.8(再試験)及びJIS G 0306の5.(再試験)によっ
て再試験を行い,合否を決定することができる。
15 製品の記号
製品の記号は,クラッド鋼の母材の種類並びに合せ材の種類,クラッド鋼の種類の記号及びクラッド鋼
の接合状態の等級の記号の順に配列する。ただし,クラッド鋼の種類の記号は,表1に示す記号を用いる
ものとする。
製品の記号の例 SB410+TP270H−R1 F
クラッド鋼の接合状態の等級の記号
クラッド鋼の種類の記号
合せ材の種類
クラッド鋼の母材の種類
16 表示
クラッド鋼には,次の事項を容易に消えない方法で表示する。
a) 製品の記号
b) 製造番号
c) 寸法 板の場合は(母材厚さ+合せ材厚さ)×幅×長さとし,その他の場合は,少なくとも(母材厚
さ+合せ材厚さ)を表示する。
d) 製造業者名又はその略号
e) その他必要な事項(熱処理の有無など)
17 報告
報告は,JIS G 0404の箇条13(報告)又はJIS G 0306の8.(報告)による。