G 3559:2019
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類,種類の記号及び材料 ································································································· 2
5 材料······························································································································· 2
6 製造方法························································································································· 3
7 機械的性質 ······················································································································ 3
8 外観······························································································································· 3
9 溶接点の剝離 ··················································································································· 3
10 寸法及びその許容差 ········································································································ 3
10.1 幅及び長さの許容差 ······································································································ 3
10.2 網目寸法及びその許容差 ································································································ 3
10.3 網目寸法,突出し長さ及び線の長さ・本数 ········································································ 4
11 試験 ····························································································································· 5
11.1 試験片の採り方 ············································································································ 5
11.2 試験方法 ····················································································································· 5
12 検査 ····························································································································· 6
13 結束 ····························································································································· 6
14 溶接金網の呼び方 ··········································································································· 6
15 表示 ····························································································································· 6
16 報告 ····························································································································· 7
G 3559:2019
(2)
まえがき
この規格は,工業標準化法に基づき,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本
工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格に従うことは,次の者の有する特許権等の使用に該当するおそれがあるので,留意する。
− 氏名:株式会社ノブハラ
− 住所:岡山県備前市八木山849-7
特許番号:第6031654号 多角形断面線材用ダイス
特許公開番号:第2017-177225号 多角形断面線材用ダイス
上記の,特許権等の権利者は,非差別的かつ合理的な条件でいかなる者に対しても当該特許権等の実施
の許諾等をする意思のあることを表明している。ただし,この規格に関連する他の特許権等の権利者に対
しては,同様の条件でその実施が許諾されることを条件としている。
この規格に従うことが,必ずしも,特許権の無償公開を意味するものではないことに注意する必要があ
る。
この規格の一部が,上記に示す以外の特許権等に抵触する可能性がある。経済産業大臣及び日本工業標
準調査会は,このような特許権等に関わる確認について,責任はもたない。
なお,ここで“特許権等”とは,特許権,出願公開後の特許出願又は実用新案権をいう。
日本工業規格 JIS
G 3559:2019
ねじり角鉄線を用いた溶接金網
Welded wiremesh using twisted low carbon square steel wires
1
適用範囲
この規格は,JIS G 3558に規定するねじり角鉄線を用いたねじり角鉄線溶接金網(以下,溶接金網とい
う。)について規定する。
なお,この規格の溶接金網をコンクリート構造物の補強材などの用途に用いる場合には,溶接金網の強
度などを,受渡当事者間で協議するのがよい。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 3558 ねじり角鉄線
JIS Z 2241 金属材料引張試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
ねじり角鉄線を用いた溶接金網,溶接金網
ねじり角鉄線を直交して配列し,それらの交点を電気抵抗溶接して,格子状にした溶接金網。溶接金網
には,レギュラーねじり角鉄線溶接金網及びデザインねじり角鉄線溶接金網がある。
3.1.1
レギュラーねじり角鉄線溶接金網
網目形状が定められた正方形のもので,各縦線・各横線がそれぞれ定められた同一の線径をもち,幅1 m
×長さ2 m及び幅2 m×長さ4 mの溶接金網。
3.1.2
デザインねじり角鉄線溶接金網
レギュラーねじり角鉄線溶接金網以外の溶接金網。
3.2
溶接金網の幅(width of fabric)
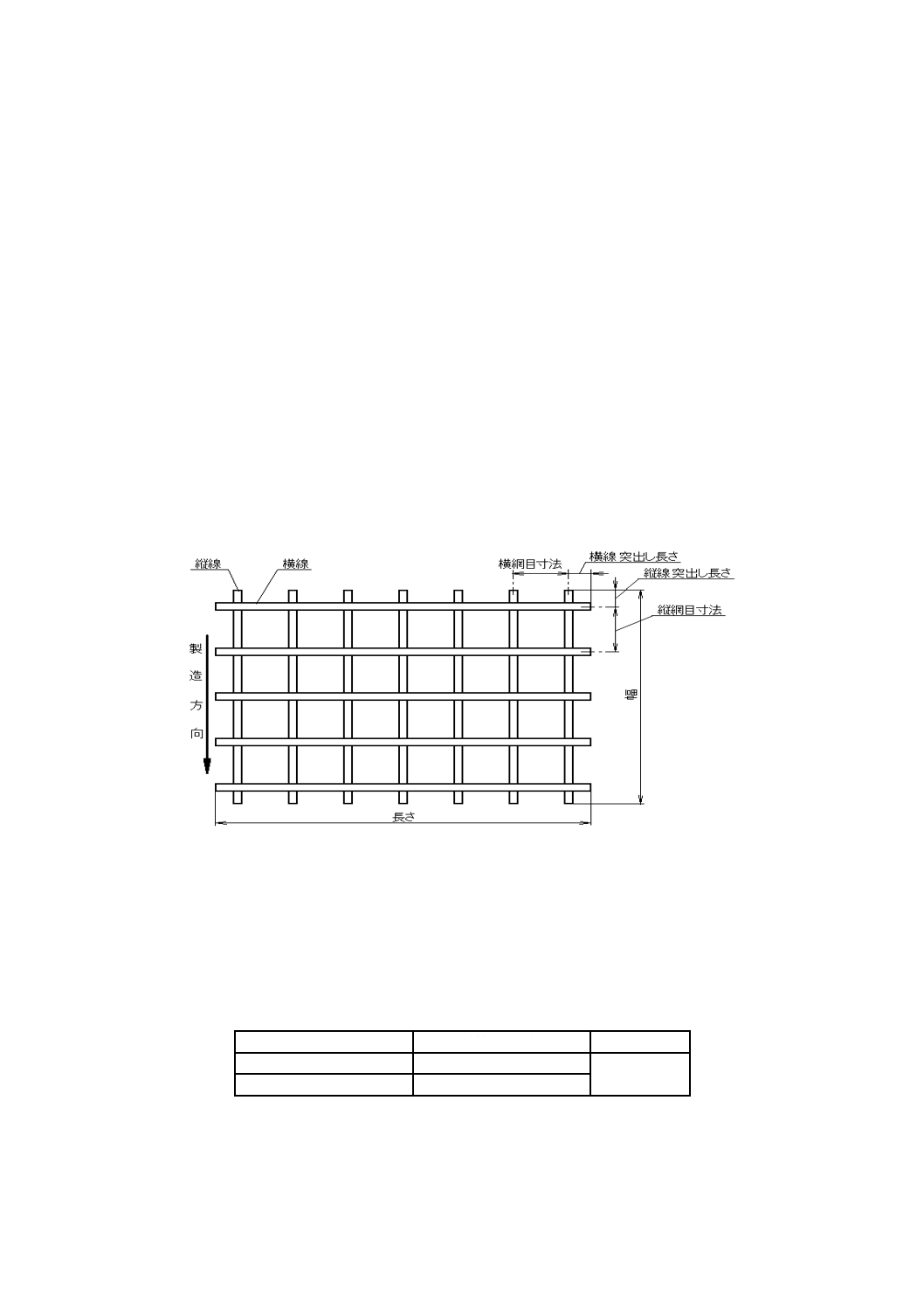
製造方向にかかわらず溶接金網の短い方の寸法(図1参照)。
2
G 3559:2019
3.3
溶接金網の長さ(length of fabric)
製造方向にかかわらず溶接金網の長い方の寸法(図1参照)。
3.4
溶接金網の縦線(longitudinal wire)
製造方向(機械の送り方向)のねじり角鉄線(図1参照)。
3.5
溶接金網の横線(transverse wire)
製造方向(機械の送り方向)と直角方向のねじり角鉄線(図1参照)。
3.6
突出し長さ(overhang)
縦線又は横線の外側線の中心から,横線又は縦線の先端までの長さ(図1参照)。
3.7
網目寸法(spacing)
隣接した縦線又は横線の中心から中心までの距離(図1参照)。縦網目寸法及び横網目寸法がある。
図1−溶接金網の例
4
種類,種類の記号及び材料
溶接金網の種類は,レギュラー型及びデザイン型の2種類とし,その種類の記号及び材料は,表1によ
る。
表1−溶接金網の種類,記号及び材料
種類
種類の記号
材料
レギュラー型
WFT
SWM-T
デザイン型
WFT-D
5
材料
溶接金網に用いる材料は,JIS G 3558に規定するねじり角鉄線とする。
3
G 3559:2019
6
製造方法
溶接金網の製造方法は,縦線と横線とを直交して配列し,交点を電気抵抗溶接する。
7
機械的性質
溶接金網の機械的性質は,次による。
a) 引張特性 溶接金網の引張特性は,11.2 a)の試験を行う。ねじり角鉄線の隅及び隅,隅及び平面,平
面及び平面のそれぞれの溶接点を含む線の引張強さの中で,最小引張強さを,490 N/mm2以上とする。
なお,絞りは,30 %以上とする。
b) 曲げ性 溶接金網の縦線及び横線の曲げ性は,11.2 b)の試験を行い,曲げた部分の外側にき裂を生じ
てはならない。
c) 溶接点せん断強さ 溶接金網の縦線と横線の接合点の溶接点せん断強さは,11.2 c)の試験を行う。ね
じり角鉄線の隅及び隅,隅及び平面,平面及び平面のそれぞれの溶接点せん断強さの平均値は,220
N/mm2以上とする。
8
外観
溶接金網の表面には,油類,ペイントなどの付着物及びさび,きず,裂け目その他の使用上有害な欠点
があってはならない。
9
溶接点の剝離
溶接点の剝離は,次による。
a) 溶接点の剝離は,目視によって,全溶接点を確認し,全数の4 %以下としなければならない。
b) 同一横線上又は縦線上における剝離は,a)の規定にかかわらず,同一線上の全溶接点の1/2を,かつ,
同一線上の全溶接点の2 %を超えてはならない。
10 寸法及びその許容差
10.1 幅及び長さの許容差
溶接金網の幅の許容差は,±5.0 mm又は±0.3 %のうち,いずれか大きい値とする。溶接金網の長さの
許容差は,±10.0 mm又は±0.3 %のうち,いずれか大きい値とする。
10.2 網目寸法及びその許容差
網目寸法及びその許容差は,次による。
a) レギュラー型 レギュラー型の溶接金網の網目寸法は,50,75,100,150,200,250及び300 mmと
する。また,呼びに対する網目寸法は,表2による。また,レギュラー型の網目寸法の許容差は,そ
れぞれ網目寸法に対して±10 mm又は±7.5 %のうち,いずれか大きい値とする。
b) デザイン型 デザイン型の溶接金網の網目寸法は,受渡当事者間の協定による。デザイン型の網目寸
法の許容差は,それぞれ網目寸法に対して±10 mm又は±7.5 %のうち,いずれか大きい値とする。
4
G 3559:2019
表2−レギュラー型の溶接金網の呼びに対する網目寸法
単位 mm
呼び
網目寸法
50
75
100
150
200
250
300
3.0
○
○
○
○
−
−
−
3.5
○
○
○
○
−
−
−
4.0
○
○
○
○
○
○
−
4.5
○
○
○
○
○
○
○
5.0
○
○
○
○
○
○
○
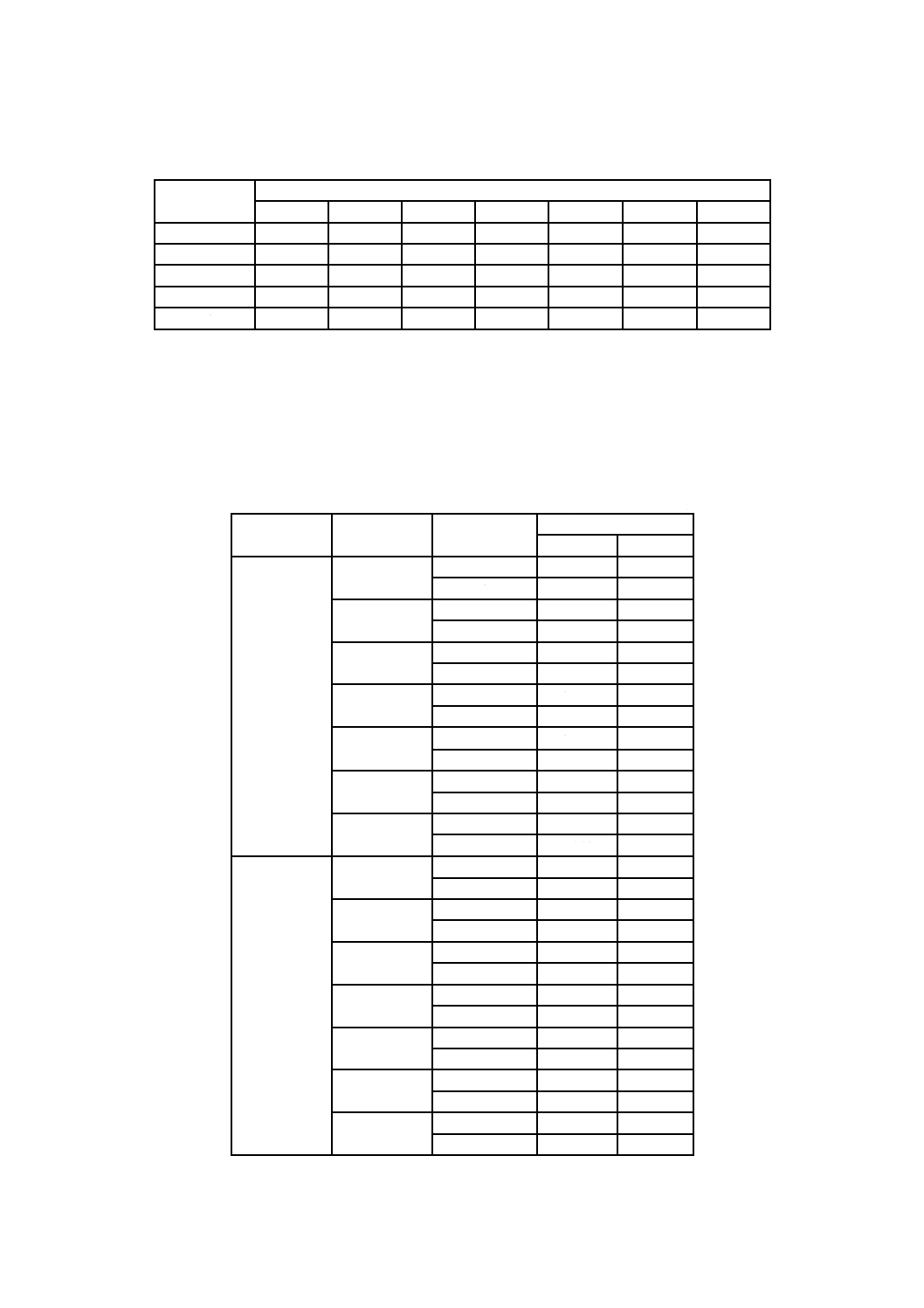
10.3 網目寸法,突出し長さ及び線の長さ・本数
レギュラー型の溶接金網の網目寸法,突出し長さ及び線の長さ・本数は,表3による。また,突出し長
さの許容差は,突出し長さに対して±10 mmとする。
表3−レギュラー型の溶接金網の網目寸法,突出し長さ及び線の長さ・本数
単位 mm
幅・長さ
網目寸法
突出し長さ
線の長さ・本数
長さ
本数(n)
1 000×2 000
50
25
1 000
40
25
2 000
20
75
12.5
1 000
27
25
2 000
14
100
50
1 000
20
50
2 000
10
150
50
1 000
14
25
2 000
7
200
100
1 000
10
100
2 000
5
250
125
1 000
8
125
2 000
4
300
50
1 000
7
100
2 000
4
2 000×4 000
50
25
2 000
80
25
4 000
40
75
25
2 000
54
12.5
4 000
27
100
50
2 000
40
50
4 000
20
150
25
2 000
27
50
4 000
14
200
100
2 000
20
100
4 000
10
250
125
2 000
16
125
4 000
8
300
100
2 000
14
50
4 000
7
5
G 3559:2019
11 試験
11.1 試験片の採り方
試験片の採り方は,次による。
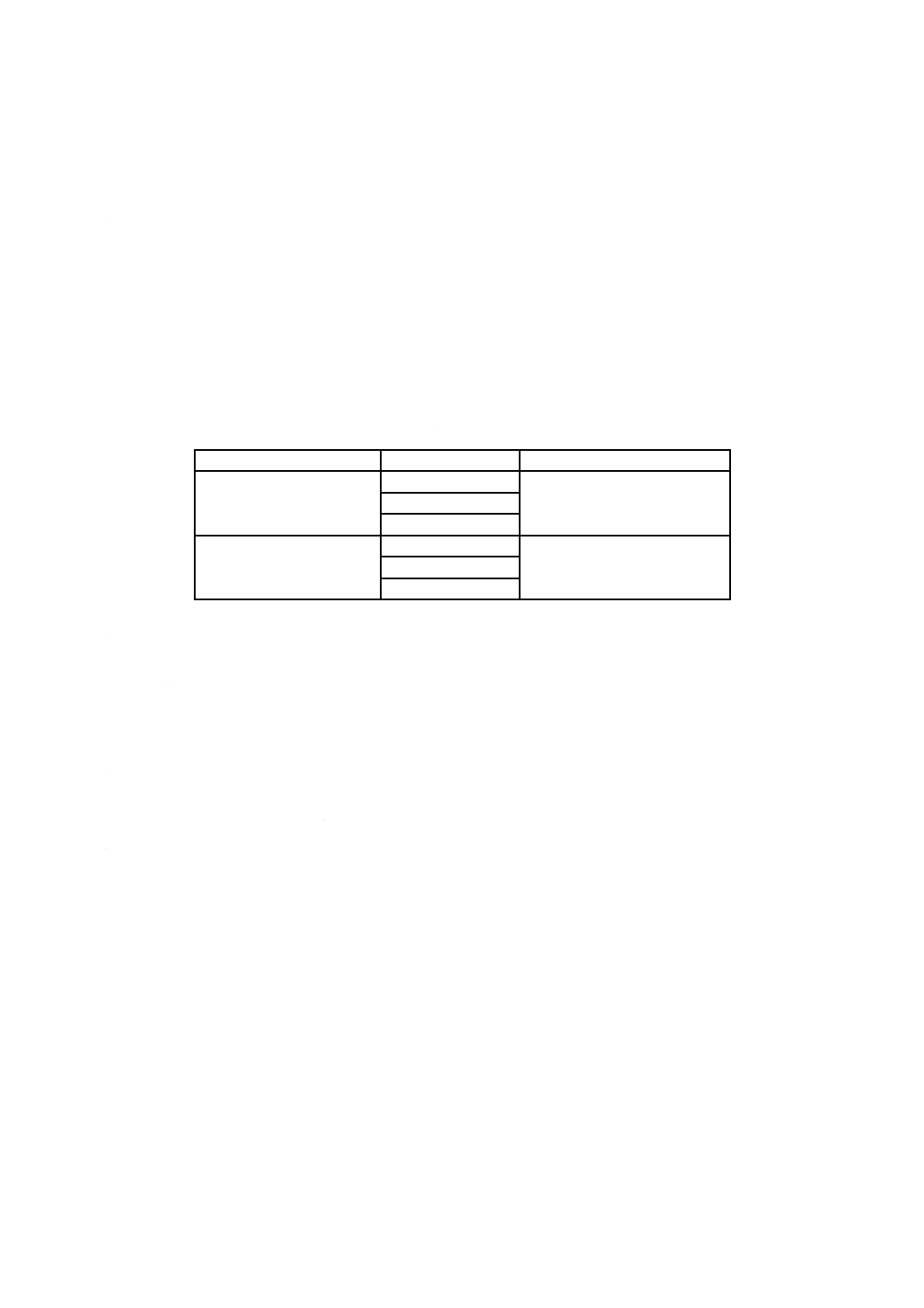
a) 引張試験の試験片は,縦線及び横線からロットごと及び接合状態に応じて少なくとも一つの接合点を
含め,表4に示す試験片数をそれぞれ採取する。試験片は,交差する線が付いたままの十字試験片と
する。試験片は,JIS Z 2241の附属書C(径又は辺が4 mm未満の線及び棒に使用される線状又は棒
状試験片の種類)及び附属書D(厚さ3 mm以上の板及び径又は対辺距離が4 mm以上の線及び棒の
試験片の種類)の9B号相当とする。
ロットは使用材料,溶接金網製品の形状・寸法,製造条件(電流,通電時間,加圧力)の全てが同
一条件のものとする。
表4−接合状態及び溶接部を含む引張試験片数
溶接点
接合状態
引張試験片数
縦線
隅及び隅
各3本/ロット
隅及び平面
平面及び平面
横線
隅及び隅
各3本/ロット
隅及び平面
平面及び平面
b) 曲げ試験の試験片は,縦線及び横線から同一ロットごとに1本採取する。
c) 溶接点せん断強さ試験の試験片は,両外側線を除いた横線から最も大きい断面積のものをロットごと
に,溶接点が,隅及び隅,隅及び平面,平面及び平面のそれぞれから4本採取し試験片とする。
11.2 試験方法
試験方法は,次による。
a) 引張試験は,JIS Z 2241による。ただし,試験片は,交差する線がほぼ中央となるように試験機にセ
ットする。溶接部で破断したものについては無効とし,更に試験を1回やり直すことができる。引張
強さと絞りは,原断面積と破断部の面積を適切な方法で測定し求める。
b) 曲げ試験は,適切な方法で試験片の隅にあてて,160°〜180°の範囲内で折り曲げる。曲げの内側半
径は,呼びの1.5倍とする。
なお,曲げの部分は,溶接点から少なくとも25 mm以上離れた部分で行う。
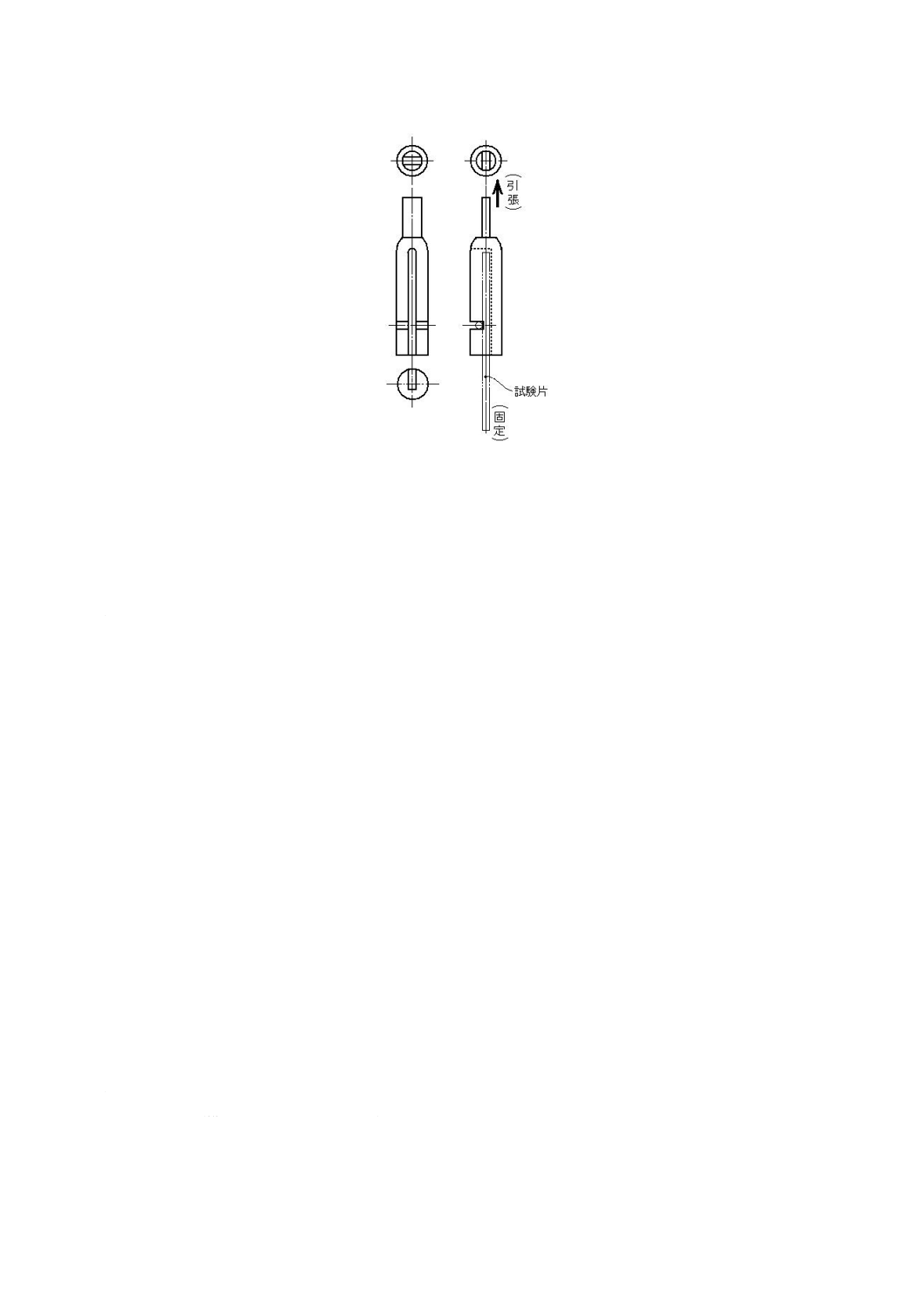
c) 溶接点せん断強さ試験は,引張試験機を使用し,図2の例に示す試験用ジグを用いて行い,せん断す
るまでに耐えた最大荷重を,適切な方法で測定した線の原断面積で除した値を溶接点せん断強さとす
る。
6
G 3559:2019
図2−試験用ジグの例
12 検査
検査は,次による。
a) 機械的性質は,箇条5に適合しなければならない。
b) 外観は,箇条6に適合しなければならない。
c) 溶接点の剝離は,箇条7に適合しなければならない。
d) 寸法及びその許容差は,箇条8に適合しなければならない。
13 結束
溶接金網は,枚数をまとめて,運搬に支障のないように2か所以上を結束する。
14 溶接金網の呼び方
溶接金網の呼び方は,規格番号,種類の記号,呼び,網目寸法及び幅・長さとする。ただし,デザイン
型の溶接金網については,種類の記号は,受渡当事者間の協定によってもよい。
例 JIS G 3559,WFT,5.0,100×100,1 000×2 000
(ねじり角鉄線を用いたレギュラーねじり角鉄線溶接金網で呼び5.0,横網目寸法100 mm,縦
網目寸法100 mm,幅1 m,長さ2 mの場合)
15 表示
この規格の全ての要求事項に適合した溶接金網には,1結束ごとに,次の項目を表示する。ただし,デ
ザイン型ねじり角鉄線溶接金網については,b)〜d)を箇条14の略号によることができる。
a) 規格番号及び種類の記号
b) 呼び
c) 網目寸法(横網目寸法×縦網目寸法)
d) 幅及び長さ
7
G 3559:2019
e) 枚数
f)
検査番号又はロット番号
g) 製造年月又はその略号
h) 製造業者名又はその略号
16 報告
報告は,あらかじめ注文者の要求がある場合には,製造業者は,検査文書を注文者に提出しなければな
らない。報告は,JIS G 0404の箇条13(報告)による。検査文書の種類は,注文時に特に指定がない場合,
JIS G 0415の5.1(検査証明書3.1)による。