G 3556 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本金網団体連合
会 (MCJ) /財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を改正すべきとの申
出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによっ
てJIS G 3556 : 1989は改正され,この規格に置き換えられる。
今回の改正は,日本工業規格を国際規格に整合させるため,ISO 9044 : 1999 (Industrial woven wire cloth
−Requirements and tests) 及びISO 4783-2 : 1989 (Industrial wire screens and woven wire cloth−Guide to the
choice of aperture size and wire diameter combinations−Part 2 : Preferred combinations for woven wire cloth) を
基礎として用いた。
JIS G 3556には,次に示す附属書がある。
附属書(参考) JISと対応する国際規格との対比表
G 3556 : 2002
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 種類及び記号 ·················································································································· 2
5. 要求事項 ························································································································ 3
5.1 線径及び目開きの組合せ·································································································· 3
5.2 目開きに関する許容差の割合 ···························································································· 3
5.3 主要欠陥の許容数 ·········································································································· 5
5.4 全体寸法の許容差 ·········································································································· 5
5.5 平面度 ························································································································· 5
5.6 表面状態 ······················································································································ 5
5.7 材料 ···························································································································· 5
6. 製造方法 ························································································································ 5
7. 試験方法 ························································································································ 6
7.1 線径 (d) ······················································································································· 6
7.2 目開き (w) ···················································································································· 6
7.3 全体の幅及び長さの測定·································································································· 7
7.4 製織上の欠陥 ················································································································ 7
8. 発注情報 ························································································································ 7
8.1 注文書 ························································································································· 7
8.2 追加情報 ······················································································································ 8
9. 受渡し ··························································································································· 8
9.1 ロール ························································································································· 8
9.2 こん(梱)包 ················································································································ 8
9.3 ラベル表示 ··················································································································· 8
10. 製品の呼び方 ················································································································ 8
11. 報告書類 ······················································································································ 8
附属書(参考) JISと対応する国際規格との対比表 ·································································· 18
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3556 : 2002
工業用織金網
Industrial woven wire cloth
序文 この規格は,1999年に第2版として発行されたISO 9044 (Industrial woven wire cloth−Requirements
and tests) 及びISO 4783-2 (Industrial wire screens and woven wire cloth−Guide to the choice of aperture size and
wire diameter combinations−Part 2 : Preferred combinations for woven wire cloth) を翻訳し,技術的内容を変更
して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格の内容を変更して規定した事項である。変
更の一覧表をその説明を付けて,附属書1(参考)に示す。
1. 適用範囲 この規格は,ふるい分け用の工業用織金網(以下,織金網という。)に関する用語を定義し,
許容差,要求事項及び試験方法を規定する。
この規格は,鉄線,硬鋼線,ステンレス鋼線で製造する正方目の織金網に適用する。
ふるい分け以外の目的に使用する織金網に対しては,発注を行うときに受渡当事者間の協定による。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 9044 : 1999 Industrial woven wire cloth−Requirements and tests (MOD)
ISO 4783-2 : 1989 Industrial wire screens and woven wire cloth−Guide to the choice of aperture size
and wire diameter combinations−Part 2 : Preferred combinations for woven wire cloth (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7184 測定投影機
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
JIS B 7512 鋼製巻尺
JIS G 3521 硬鋼線
JIS G 3532 鉄線
JIS G 4309 ステンレス鋼線
JIS Z 8401 数値の丸め方
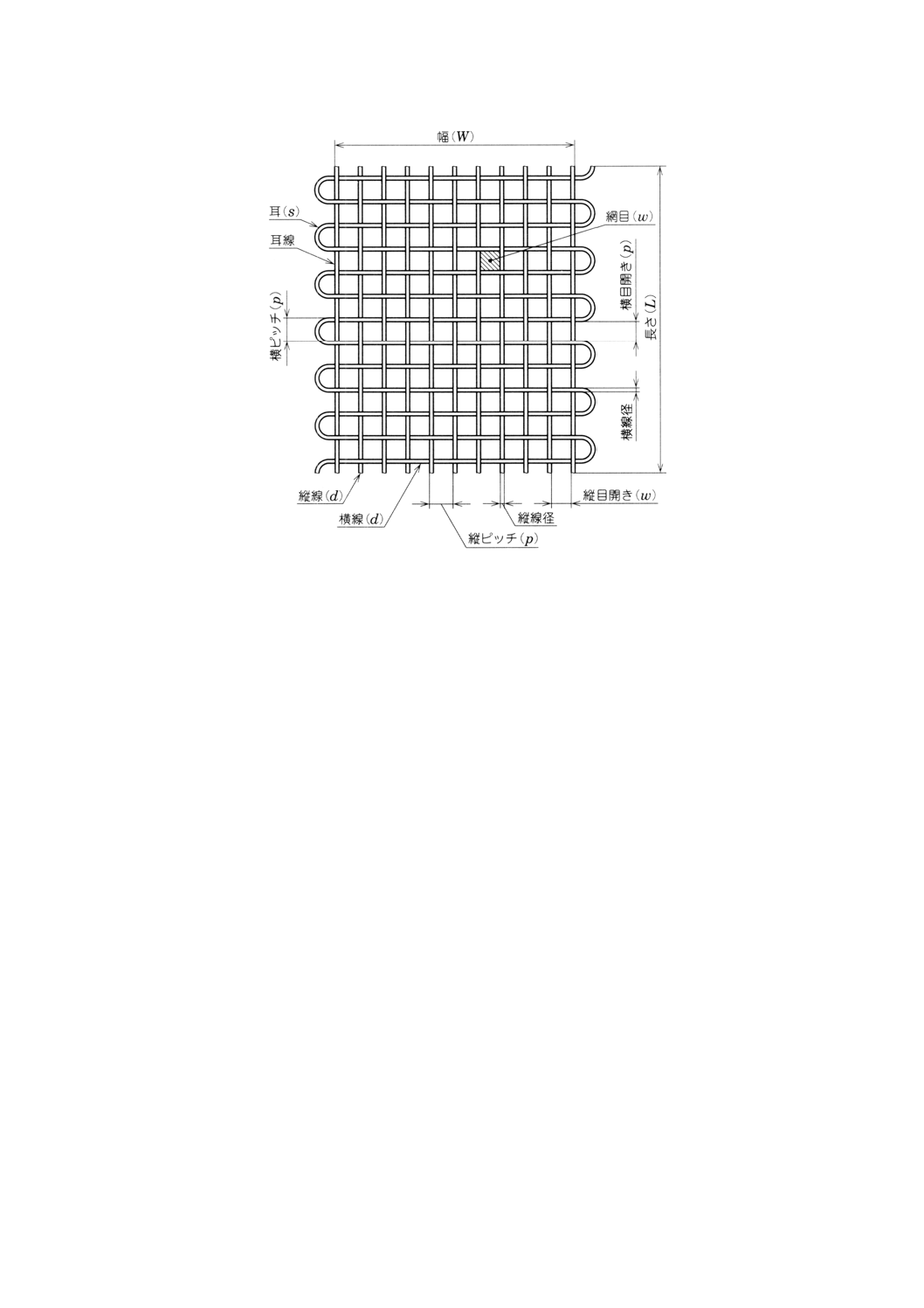
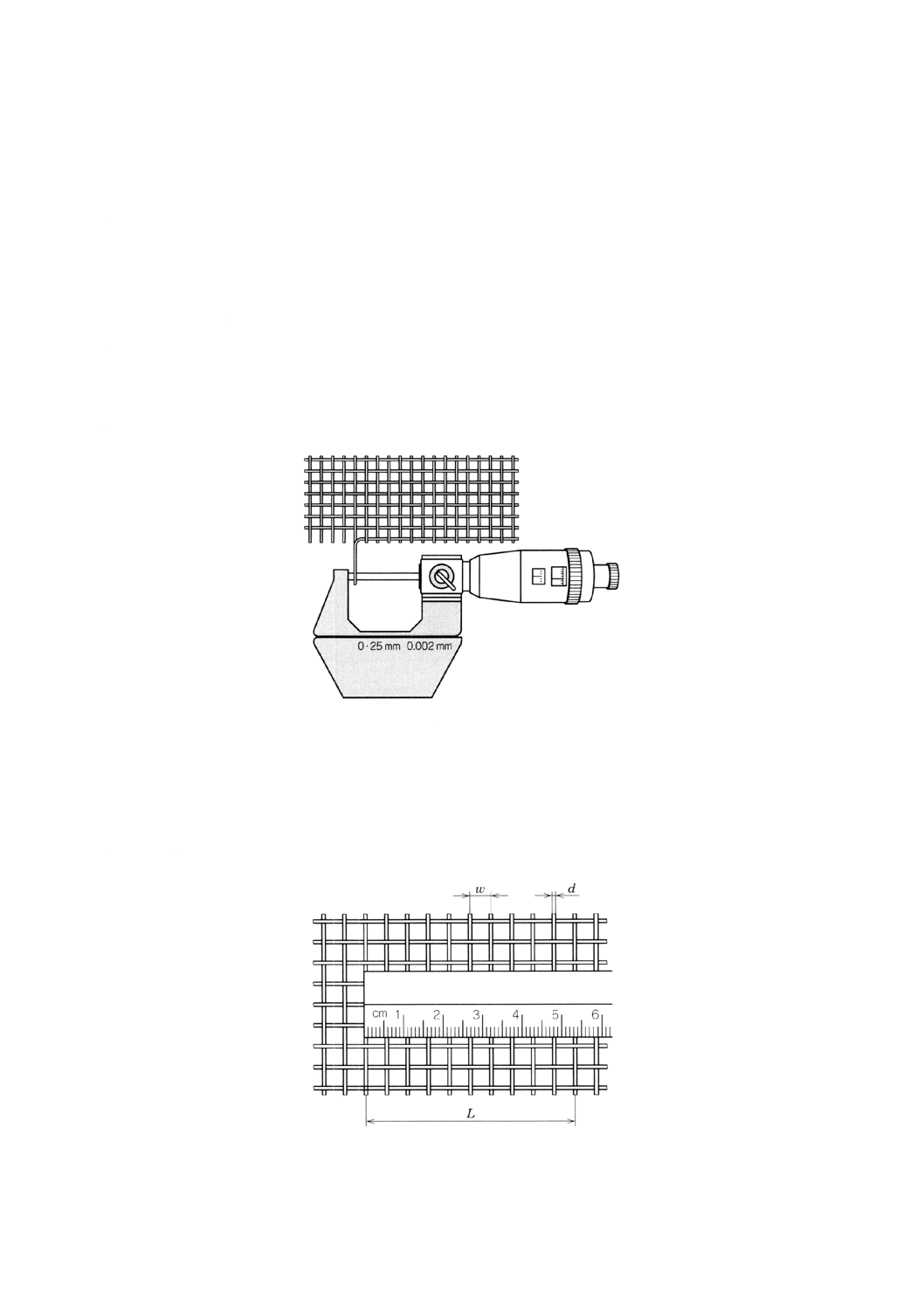
3. 定義 この規格で用いる主な用語の定義及び記号は,次による(図3参照)。
a) 目開き (aperture width, w) 二本の隣接する縦線又は横線間の距離。
2
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 線径 (wire diameter, d) 織金網の線の直径。
c) ピッチ (pitch, p) 目開きと線径の和。
d) 縦線 (warp) 織金網の長さ方向に走るすべての線(両側の外側の線を耳線と呼ぶ。)。
e) 横線 (weft) 織金網の横方向に走るすべての線。
f)
幅 (width, W) 耳線の外側から外側までの距離。
g) 長さ (length, L) 縦線の端から端までの距離。
h) 耳 (selvedge, s) 横線の両端の折返し(ループ状)の部分。
i)
網目 (opening unit area) 縦線と横線とで囲われた部分。
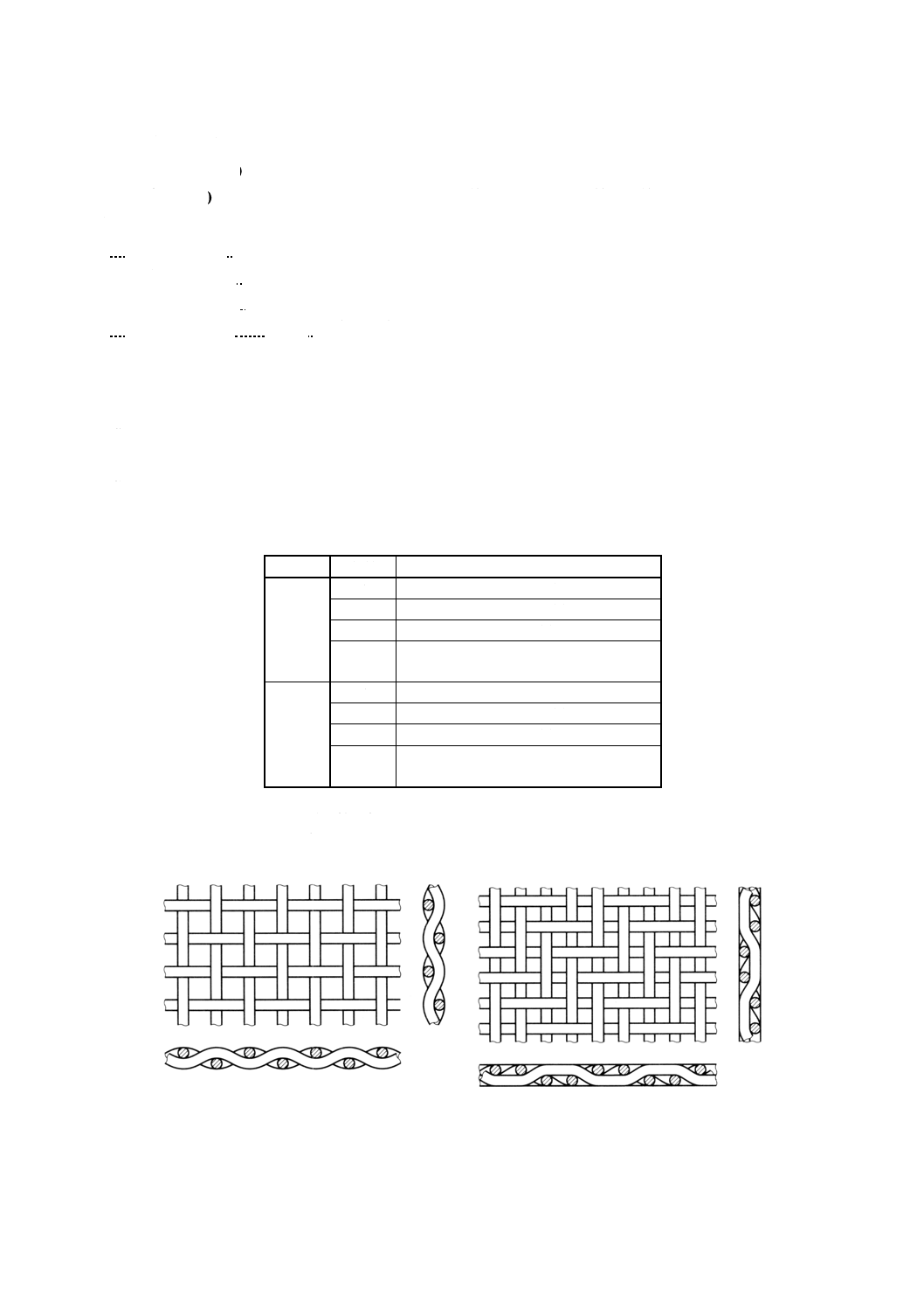
4. 種類及び記号
a) 織金網の,織り方によって平織金網と綾織金網との2種類とする。
1) 平織金網は,図1による。
2) 綾織金網は,図2による。
3) 各部の名称は,図3による。
b) 織金網は,材料によって,8種類とし,その記号は表1による。
表1 種類及び記号
種類
記号
適要
平織金網 PW-A
JIS G 3532のSWM-Aを用いたもの。
PW-B
JIS G 3532のSWM-Bを用いたもの。
PW-H
JIS G 3521のSW-Aを用いたもの。
PW-S
JIS G 4309のステンレス鋼線の調質記号
W1及びW2を用いたもの。
綾織金網 TW-A
JIS G 3532のSWM-Aを用いたもの。
TW-B
JIS G 3532のSWM-Bを用いたもの。
TW-H
JIS G 3521のSW-Aを用いたもの。
TW-S
JIS G 4309のステンレス鋼線の調質記号
W1及びW2を用いたもの。
備考 ステンレス鋼線製織金網には,記号の後に鋼種を表す番
号を付記する。
例 PW-S 304
図1 平織金網
図2 綾織金網
3
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 各部の名称
備考 この図は,単に名称を示すものであって,形状及び構造
の基準を示すものではない。
5. 要求事項
5.1
線径及び目開きの組合せ 受渡当事者間の協定がない場合には,線径及び目開きの組合せは付表1
又は付表2 (ISO 4783-2) から選択する。
5.2
目開きに関する許容差の割合 目開きに関する許容差は付表1で示し,目開きに関する許容差の割
合は表2(付表2に対応する。)に示す。
4
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 目開きの許容差割合
基準
目開き
(w)
mm
目開き (w) の許容差割合 (%)
ステンレス鋼線
普通鉄線・なまし鉄線・硬鋼線
平均値
±Y
偏差値
+Z
最大値
+X
平均値
±Y
偏差値
+Z
最大値
+X
16
5
9
12
6
10
14
12.5
5
9
13
6
10
15
10
5
9
14
6
11
16
8.0
5
10
15
6
12
18
6.3
5
10
16
6
12
19
5.0
5
11
17
6
13
20
4.0
5
12
18
6
14
22
3.15
5
12
20
6
14
23
2.5
5
13
21
6
15
25
2.0
5
14
23
6
16
27
1.6
5
15
24
6
17
29
1.25
5
16
26
6
18
31
1.0
5
17
28
6
19
33
0.8
5
18
30
6
21
36
0.63
5
19
33
6
22
39
0.5
5
21
36
7
24
42
0.4
6
22
39
7
26
46
0.315
6
24
42
7
28
50
0.25
6
26
46
7
31
55
0.2
6
28
50
8
34
60
0.16
7
31
55
8
37
66
0.125
7
34
61
9
41
73
0.10
7
37
67
9
45
80
0.08
8
41
74
9
49
89
0.063
9
46
83
10
55
99
0.05
10
51
93
0.04
11
56
100
0.032
13
56
100
0.025
15
57
100
0.020
17
59
100
備考 表中のX,Y,Zは,5.2.1〜5.2.3による。
5.2.1
平均値Yは,縦線及び横線の両方向に別々に測定し計算した目開きの算術平均値に対する許容差で
ある。算術平均目開きは,基準寸法から±Y以上偏ってはならない。式(1)から式(3)の中で,X,Y,Z及び
wはマイクロメートルで表す。
ここに,
1.5
1.6
27
0.98
×
+
=w
Y
····································································· (1)
5.2.2
偏差値Zは,X及びYの算術平均である。
2
Y
X
Z
+
=
················································································ (2)
測定した全目開き個数のうち,“基準目開き+X”及び“基準目開き+Z”間の寸法のものが,6%以上あ
5
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ってはならない。
5.2.3
基準寸法から最大値Xを超える目開きのものがあってはならない。これは一方向(縦又は横)に
測定した単一の目の最大許容差で,次の式によって計算する。
2
4
3
2
0.25
0.75
×
w
w
X
+
=
································································· (3)
ただし,Xの最大値=w
Xの値を超える目開きは,主要欠陥とみなす。
経験上から,単一の目開きの幅の偏りは,ふるい分け工程に影響しないため,Z及びXの値は正だけの
偏りをもっている。
5.3
主要欠陥の許容数
5.3.1
織金網は,生産上何らかの製造欠陥なしに生産することはできない。受渡当事者は,織金網単位面
積当たりの許容できる主要欠陥の数と性質について協定しなければならない。網の歩留まりは受渡当事者
間で協定しなければならない。
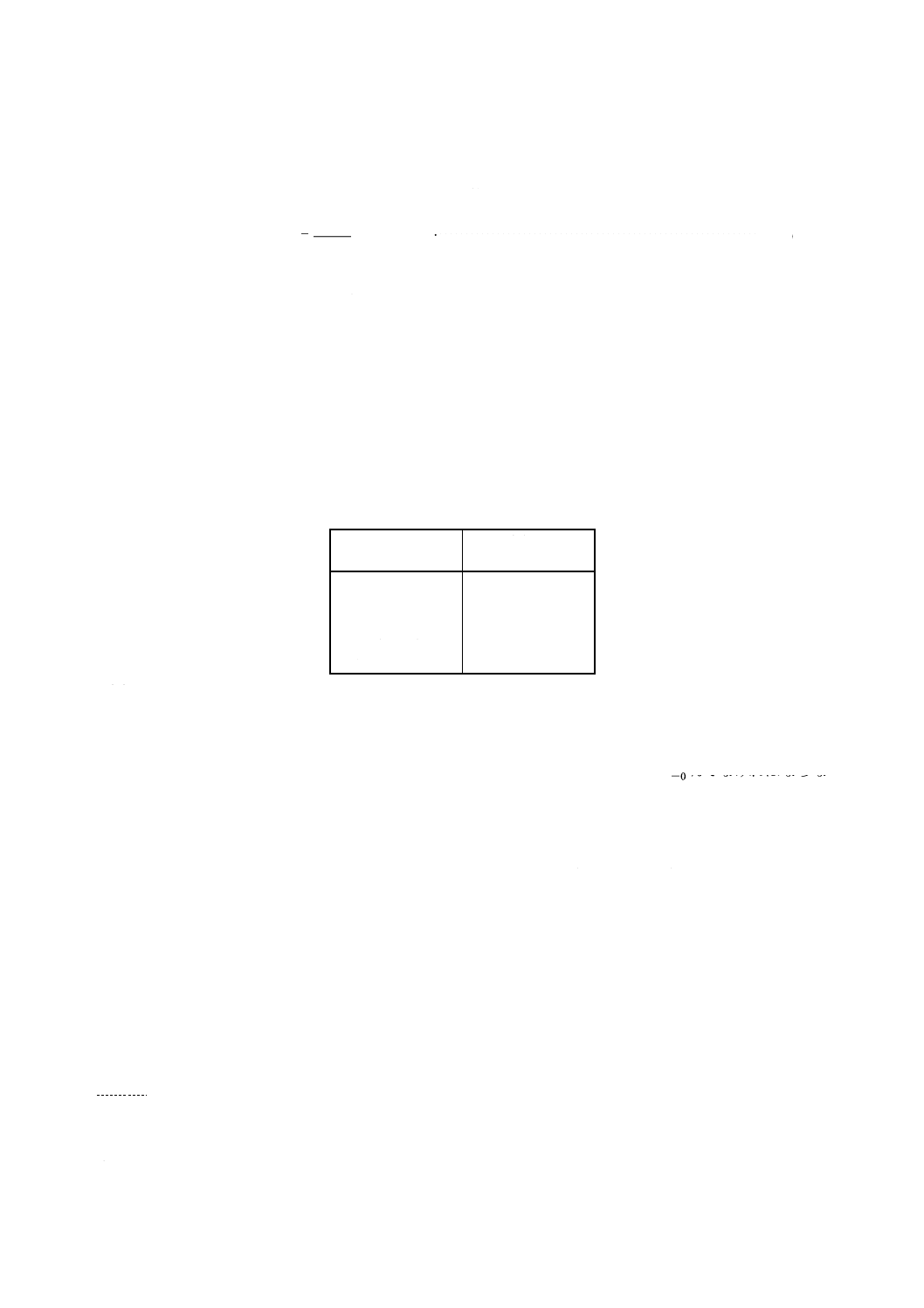
受渡当事者間に協定がない場合には,主要欠陥の最大数は表3に示す値を超えてはならない。
表3 主要欠陥の許容数
基準目開き幅 (w)
mm
10 m2当たりの
主要欠陥の最大数
1<=w<=16
3
0.25<=w<1
5
0.125<=w<0.25
6
0.063<=w<0.125
9
w<0.063
10
5.3.2
過大な目開きを含まない小さな製織上の欠陥,又は織金網の表面上の性質に大きく影響しない小さ
な製織上の欠陥は,特に指定のない限り,受け入れなければならない。
5.4
全体寸法の許容差 織金網の切断片の全体の寸法は,次の要求事項に合致しなければならない。
5.4.1
織金網のロール幅及びロール長さの許容差は,受渡当事者間で決めた値の
20
+
−%でなければならな
い。
5.4.2
シート状の正方形及び長方形の網の長さ並びに幅の許容差は,受渡当事者間で決めた値の±0.5%
又は±1ピッチを超えてはならない。
5.4.3
切断片の主要欠陥の許容数及びその位置は,受渡当事者間の協定による。協定のない場合は,表3
による。
5.5
平面度 受渡当事者間で協定がない場合には,必ずしも平面で供給する必要はない。購入者が平ら
な網を要求する場合には,平面度は,受渡当事者間の協定による。
5.6
表面状態 織金網は,製織工程の結果,著しい油汚れがあってはならない。また,著しい腐食こん
(痕)跡があってはならない。
5.7
材料 織金網に用いる材料は,表1による。
5.7.1
基準線径 織金網の基準線径は,付表1又は付表2による。
5.7.2
線径許容差 製織後の線径許容差を指定する場合は,受渡当事者間の協定による。
線径は,7.1に示す方法で測定する。
6. 製造方法 織金網の製造方法は,次による。
6
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 平織金網は,縦線及び横線を一定の間隔に保ち,1本ずつ相互に交わらせて製造する。ただし,目開
き寸法が比較的大きいものは,目開き寸法の狂いを防ぐため,あらかじめ金属線に屈曲を施して製造
してもよい。
b) 綾織金網は,縦線及び横線を一定の間隔に保ち,相互に2本ずつ乗り越し交わらせて製造する。
c) 両側の耳は,受渡当事者間の協定によって,なくしてもよい。
7. 試験方法 織金網の試験は,線径,目開き,材料,幅及び長さ,製織上の欠陥について行う。
7.1
線径 (d) 線径の測定は,次による。
a) 測定は,JIS B 7184,JIS B 7502,JIS B 7507,又はこれらと同等の性能をもつ測定器を用いて行い,
縦線径及び横線径を測定する。
b) 測定箇所は,任意の箇所とし,縦線は2本以上,横線は1本以上とする。
c) 測定結果は,縦線,横線ごとに測定値を平均し,JIS Z 8401によって,整数で表す。
図4 線径測定法の例
7.2
目開き (w)
7.2.1
平均目開き
7.2.1.1
4.0mm以上の目開き 鋼製巻尺を,織金網の縦線方向及び横線方向に沿って置き,10ピッチの
長さを測定する。試験結果を10で除し,平均ピッチを求め,それから線径を差し引いて平均目開きとする
(図5参照)。
図5 10ピッチ,長さ52.5mmの測定
7
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2.1.2
1.0mmから4.0mmまでの目開き 7.2.1.1と同様に20ピッチの長さを測定し,その結果を20で
除し,平均ピッチを求め,それから線径を差し引いて平均目開きとする。
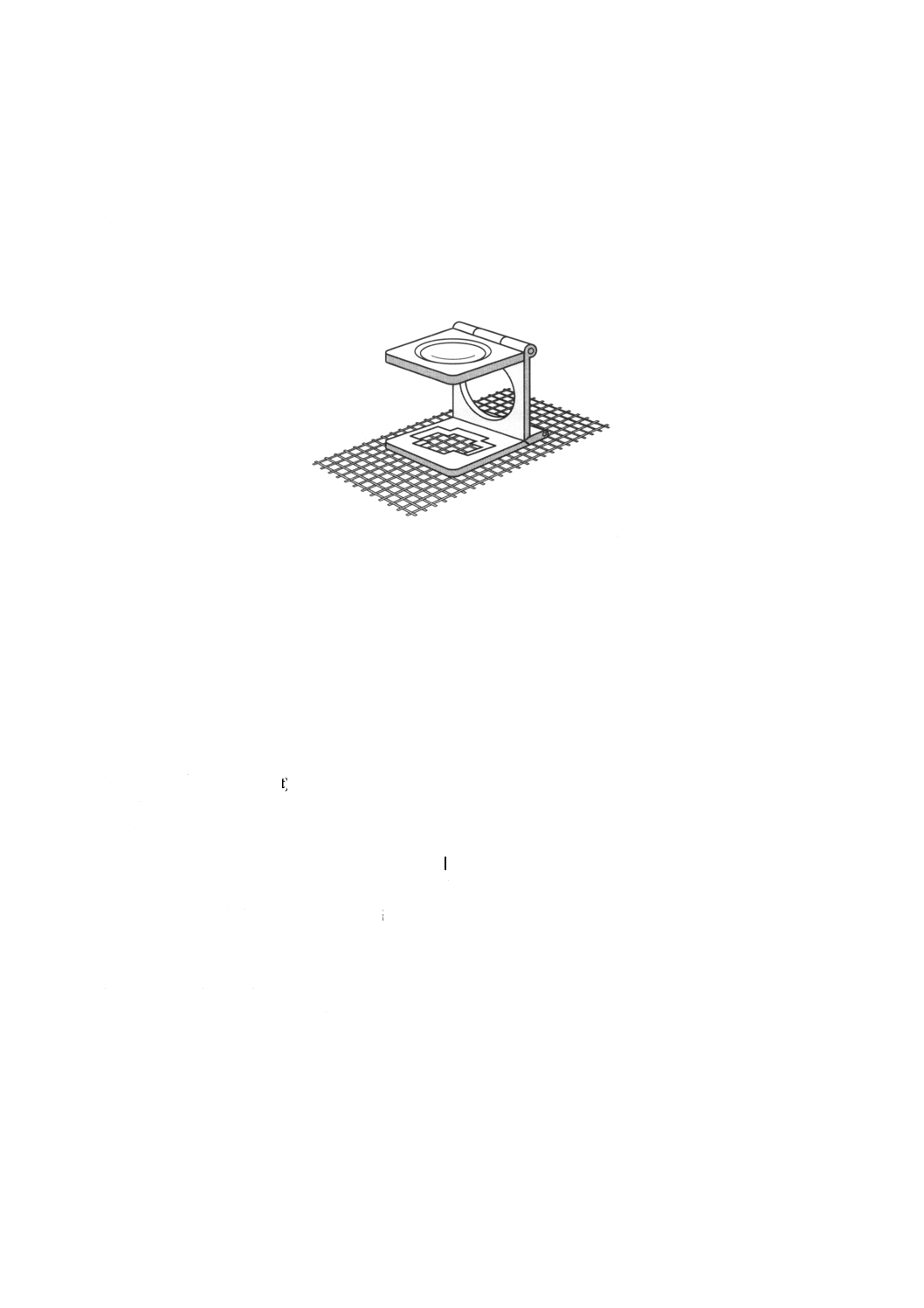
7.2.1.3
1.0mm以下の目開き 次のいずれかの方法で測定する。
a) 計数グラス(図6参照)
b) ルノメーター(光学的干渉法)
c) 測定投影機又は同等の測定器
a),b),c)の方法から平均ピッチを求め,それから線径を差し引いて平均目開きとする。
図6 1mm以下の目開きを測定するための計数グラス
7.2.2
目開きの最大許容差 測定箇所は,織金網の任意の箇所の網目とする。ただし,耳線から10mmま
での網目及び目開きが5.0mm以上の織金網については,耳線から二つ目までの網目は除く(7.4参照)。
7.3
全体の幅及び長さの測定 幅及び長さは,JIS B 7512又はこれと同等以上の性能をもつ測定器を用
いて測定する。
なお,測定結果は,JIS Z 8401によって丸める。
7.4
製織上の欠陥 織金網の欠陥は,目視によって検査する。次の欠陥は主要欠陥とみなす。
主要欠陥
a) 著しい裂けきず (smash) 製織パターンの著しい裂けきず。
b) 裂けきず・き裂 (burst) 製織中に耐えられない張力によって発生する織金網の種々の長さの裂けき
ず。
注 バーストは,通常,エッジ付近で生じる。
o) 織りはずれ・織りたぐれ [(broken shot) (weft)] 破断した横線が,次の横線の並びを部分的に妨害し
たときにできる広い目開き又は広い目開きの線。
d) 網目欠点 (variation in weft count) 織金網のある長さにわたって,横線数が不規則になること。
e) 織りはずれ (draw-over) 織金網の横線のない長さ部分。
f)
横ゆるみ [slack shot (weft) or loop] 隣接する横線よりも長い横線。
g) 縦ゆるみ (creeper) 隣接する縦線よりも長い縦線。
h) 縦目不良 (reed mark) 縦線方向の目開き幅の広い一本の列。
8. 発注情報
8.1
注文書 購入者は,供給者が正確な商品を提供できるように,引き合い又は発注のときに,次の情
報を供給者に与える。
a) 数量
8
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 目開き
c) 線径
d) 材質
e) 織り方
f)
幅及び長さ
8.2
追加情報 問合せ又は発注を行うとき,購入者は特別な要求を明確に示すことが望ましい。
例 もし報告書類を要求する場合には,その様式を指定する(11.参照)。
9. 受渡し
9.1
ロール
9.1.1
標準のロールの長さは,25m又は30mとする。ロールの長さは,±10%の許容差をもってもよい。
受渡し長さは,送り状に記述した長さでなければならない。
9.1.2
織金網のロールは,最大3枚つなぎで構成してもよい。1枚の最小長さは,2.5mでなければならな
い。
9.1.3
ロール及びシート片に対して,織金網の幅は受渡当事者間で決めた寸法に対して
20
+
−%とする。
9.2
こん(梱)包 受渡当事者間に協定がない場合には,供給者の判断でこん(梱)包する。
9.3
ラベル表示 商品には,次の情報を表示する。
a) 製造業者名及び/又は略号
b) 基準目開き寸法
c) 基準線径
d) 材質,種類,織り方
e) 幅,長さ,数量
f)
製造年月日
10. 製品の呼び方 製品の呼び方は,種類の記号,目開き,線径,幅及び長さによる。
例 PWA 2.0 0.8 1 000×30
なまし鉄線平織り金網で,目開き 2.0mm,線径 0.8mm,幅 1 000mm,長さ 30m
11. 報告書類 注文者から要求された場合,製造業者は規定された項目の成績書を提出しなければならな
い。
9
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
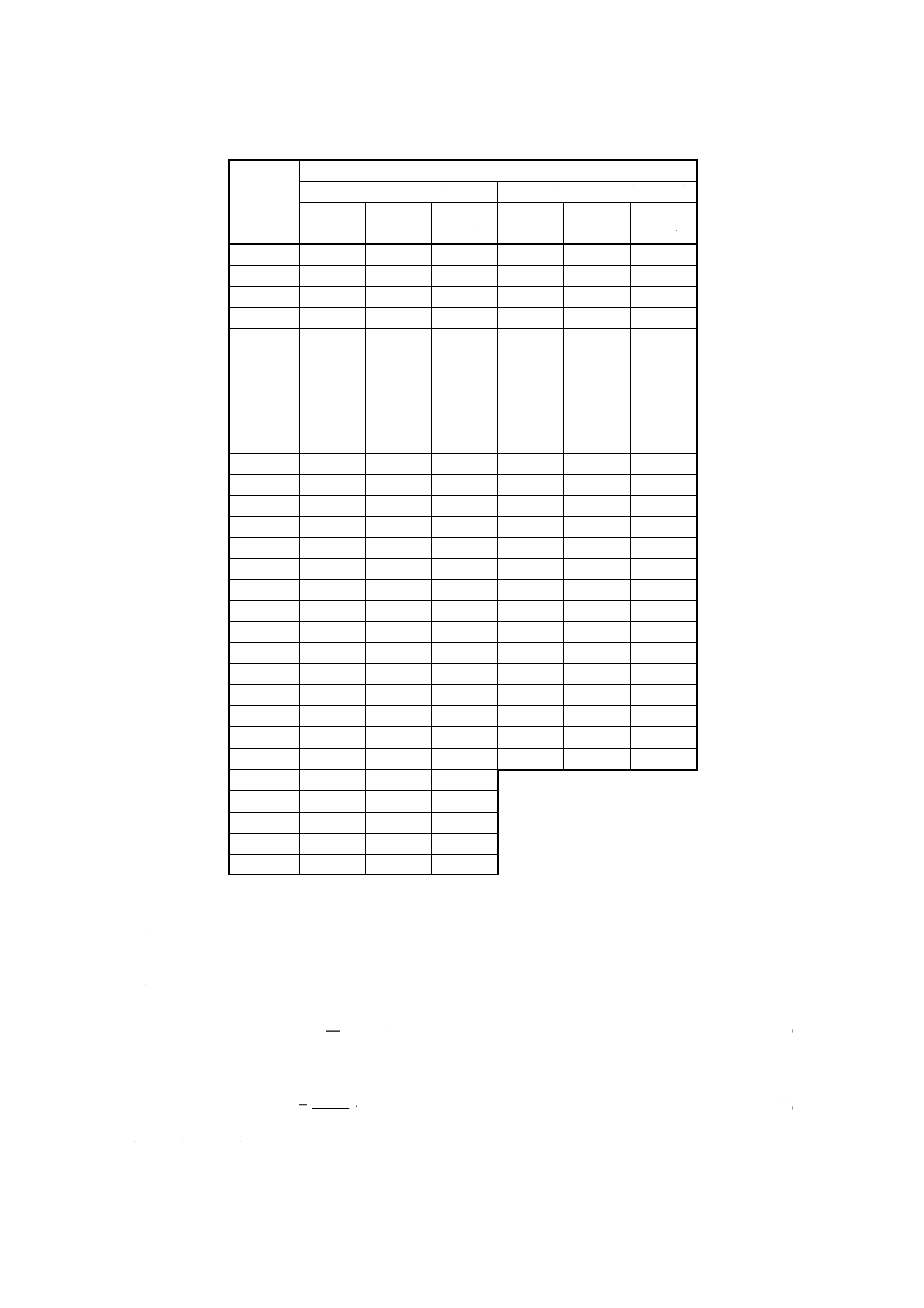
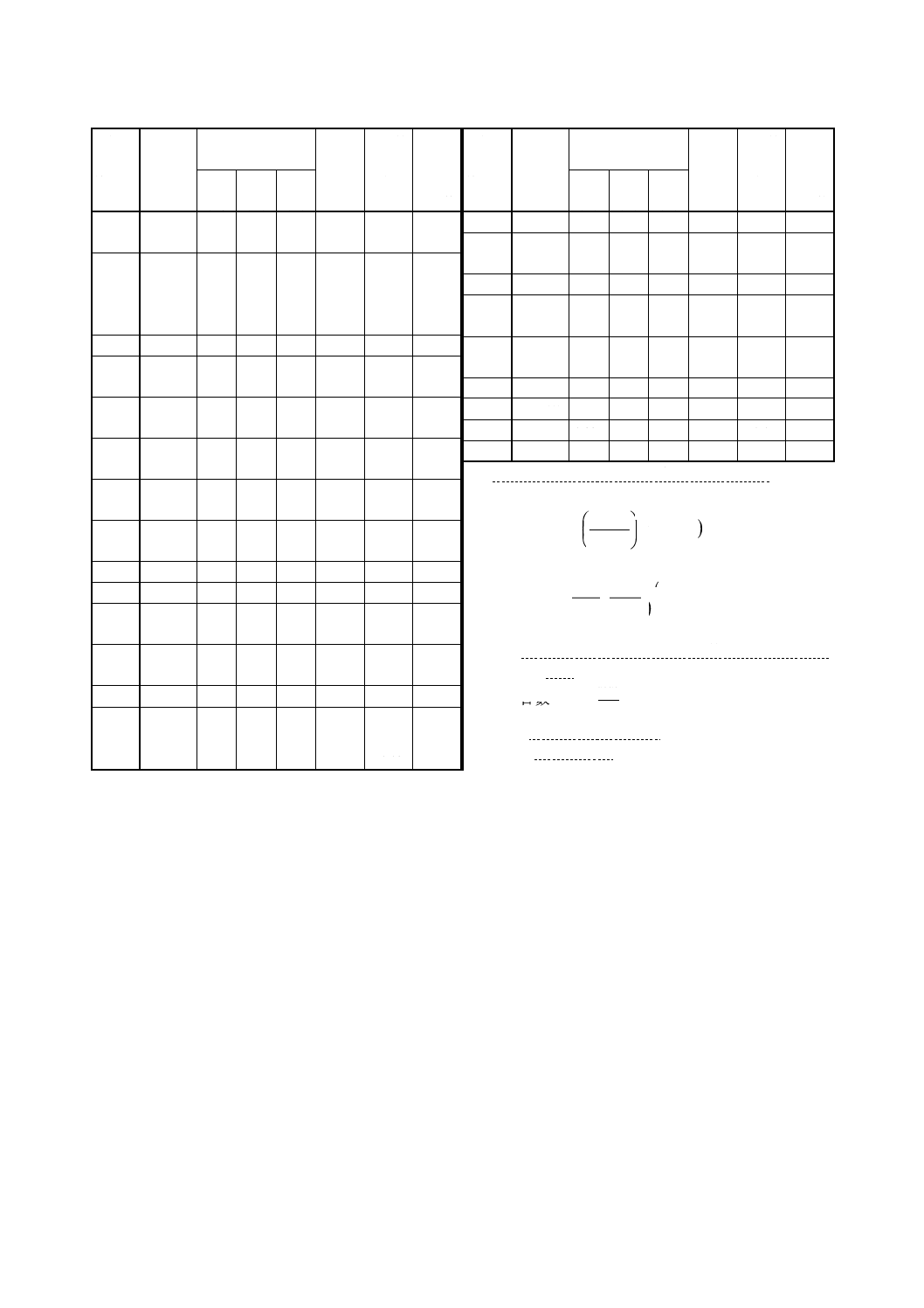
付表1 線径及び目開きの組合せ並びに目開きの許容差
目開き
基準寸
法
mm
基準
線径
mm
目開きの許容差
mm
空間率
%
質 量
kg/m2
鉄
25.4
mm
の一辺
の目数
最大
(+)
平均
(±)
偏差
(+)
16.00
5.00
1.6
0.8
1.28
58
15.12
1.21
4.50
61
12.55
1.24
4.00
64
10.16
1.27
3.55
67
8.19
1.30
3.15
70
6.58
1.33
14.00
5.00
1.4
0.7
1.12
54
16.71
1.34
4.50
57
13.90
1.37
4.00
60
11.29
1.41
3.55
64
9.12
1.45
3.15
67
7.35
1.48
13.20
4.50
1.32
0.66
1.06
56
14.53
1.44
4.00
59
11.81
1.48
3.55
62
9.56
1.52
3.15
65
7.71
1.55
2.80
68
6.22
1.59
2.50
71
5.06
1.62
12.50
4.50
1.25
0.63
1.00
54
15.13
1.49
4.00
57
12.32
1.54
3.55
61
9.97
1.58
3.15
64
8.05
1.62
2.80
67
6.51
1.66
11.20
4.00
1.12
0.56
0.90
54
13.37
1.67
3.55
58
10.85
1.72
3.15
61
8.78
1.77
2.80
64
7.11
1.81
2.50
67
5.79
1.85
2.00
72
3.85
1.92
1.60
77
2.54
1.98
10.00
4.00
1.00
0.50
0.80
51
14.51
1.81
3.55
54
11.81
1.87
3.15
58
9.58
1.93
2.80
61
7.78
1.98
2.50
64
6.35
2.03
2.24
67
5.21
2.08
9.50
3.55
0.95
0.48
0.76
53
12.26
1.95
3.15
56
9.96
2.01
2.80
60
8.09
2.07
2.50
63
6.61
2.12
2.24
65
5.43
2.16
2.00
68
4.42
2.21
9.0
3.55
0.90
0.45
0.72
51
12.75
2.02
3.15
55
10.37
2.09
2.80
58
8.44
2.15
2.50
61
6.90
2.21
2.24
64
5.67
2.26
目開き
基準寸
法
mm
基準
線径
mm
目開きの許容差
mm
空間率
%
質 量
kg/m2
鉄
25.4
mm
の一辺
の目数
最大
(+)
平均
(±)
偏差
(+)
8.00
3.55
0.80
0.40
0.64
48
13.86
2.20
3.15
51
11.30
2.28
2.80
55
9.22
2.35
2.50
58
7.56
2.42
2.24
61
6.22
2.48
2.00
64
5.08
2.54
1.80
67
4.20
2.59
7.10
3.55
0.80
0.36
0.58
44
15.03
2.38
3.15
48
12.29
2.48
2.80
51
10.06
2.57
2.50
55
8.27
2.65
2.24
58
6.82
2.72
2.00
61
5.58
2.79
6.70
3.15
0.70
0.34
0.52
46
12.79
2.58
2.80
50
10.48
2.67
2.50
53
8.63
2.76
2.24
56
7.13
2.84
2.00
59
5.84
2.92
1.80
62
4.84
2.99
1.60
65
3.92
3.06
6.30
3.15
0.70
0.32
0.51
44
13.34
2.69
2.80
48
10.94
2.79
2.50
51
9.02
2.89
2.24
54
7.46
2.97
2.00
58
6.12
3.06
1.80
60
5.08
3.14
1.60
64
4.12
3.22
1.40
67
3.23
3.30
6.00
2.80
0.65
0.30
0.48
46
11.31
2.89
2.50
50
9.34
2.99
2.24
53
7.73
3.08
2.00
56
6.35
3.18
1.80
59
5.28
3.26
1.60
62
4.28
3.34
1.40
66
3.36
3.43
1.25
68
2.74
3.50
5.60
2.80
0.65
0.28
0.47
44
11.85
3.02
1.80
57
5.56
3.43
1.60
60
4.52
3.53
0.90
74
1.58
3.91
0.80
77
1.27
3.97
5.00
2.24
0.63
0.25
0.44
48
8.80
3.51
1.60
57
4.93
3.85
1.40
61
3.89
3.97
1.25
64
3.18
4.06
0.71
77
1.12
4.45
10
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目開き
基準寸
法
mm
基準
線径
mm
目開きの許容差
mm
空間率
%
質 量
kg/m2
鉄
25.4
mm
の一辺
の目数
最大
(+)
平均
(±)
偏差
(+)
4.75
2.50
0.62
0.24
0.43
43
10.95
3.50
1.60
56
5.12
4.00
1.00
68
2.21
4.42
0.90
71
1.82
4.50
0.80
73
1.46
4.58
4.50
2.80
0.62
0.23
0.43
38
13.64
3.48
1.80
51
6.53
4.03
1.25
61
3.45
4.42
1.12
64
2.83
4.52
0.71
75
1.23
4.88
4.00
2.24
060
0.20
0.40
41
10.21
4.07
1.60
51
5.81
4.54
1.40
55
4.61
4.70
1.00
64
2.54
5.08
0.63
75
1.09
5.49
3.55
1.60
0.57
0.18
0.39
48
6.31
4.93
1.12
58
3.41
5.44
1.00
61
2.79
5.58
0.71
69
1.50
5.96
3.35
2.24
0.54
0.17
0.37
36
11.40
4.54
1.80
42
7.99
4.93
1.60
46
6.57
5.13
1.25
53
4.31
5.52
0.90
62
2.42
5.98
0.80
65
1.96
6.12
3.15
2.50
0.50
0.16
0.35
31
14.05
4.50
2.00
37
9.86
4.93
1.40
48
5.47
5.58
1.12
54
3.73
5.95
1.00
58
3.06
6.12
2.80
2.24
0.45
0.14
0.31
31
12.64
5.04
1.80
37
8.95
5.52
1.40
44
5.93
6.05
1.12
51
4.06
6.48
0.90
57
2.78
6.86
0.80
60
2.26
7.06
0.45
74
0.79
7.82
2.50
1.80
0.40
0.13
0.28
34
9.57
5.91
1.12
48
4.40
7.02
0.71
61
1.99
7.91
0.63
64
1.61
8.12
2.36
1.25
0.38
0.12
0.26
43
5.50
7.04
1.00
49
3.78
7.56
0.80
56
2.57
8.04
0.50
68
1.11
8.88
目開き
基準寸
法
mm
基準
線径
mm
目開きの許容差
mm
空間率
%
質 量
kg/m2
鉄
25.4
mm
の一辺
の目数
最大
(+)
平均
(±)
偏差
(+)
2.24
2.00
0.36
0.11
0.25
28
11.98
5.99
1.40
38
6.84
6.98
0.90
51
3.28
8.09
0.63
61
1.76
8.85
0.56
64
1.42
9.07
2.00
1.60
0.32
0.10
0.22
31
9.03
7.06
1.12
41
5.11
8.14
0.90
48
3.55
8.76
0.80
51
2.90
9.07
0.56
61
1.56
9.92
0.50
64
1.27
10.16
1.80
1.400
0.32
0.09
0.21
32
7.78
7.94
1.000
41
4.54
9.07
0.710
51
2.55
10.12
0.560
58
1.69
10.76
0.500
61
1.38
11.04
0.355
70
0.74
11.79
1.70
1.120
0.30
0.09
0.20
36
5.65
9.01
0.800
46
3.25
10.16
0.630
53
2.16
10.90
0.450
63
1.20
11.81
0.400
66
0.97
12.10
1.60
1.600
0.30
0.08
0.19
25
10.16
7.94
1.250
32
6.96
8.91
0.900
41
4.11
10.16
0.710
48
2.77
11.00
0.560
55
1.84
11.76
0.500
58
1.51
12.10
1.50
1.000
0.30
0.08
0.19
36
5.08
10.16
0.800
43
3.53
11.04
0.630
50
2.37
11.92
0.315
68
0.69
13.99
1.40
1.120
0.28
0.07
0.18
31
6.32
10.08
0.900
37
4.47
11.04
0.710
44
3.03
12.04
0.400
66
1.13
14.11
1.25
0.900
0.25
0.06
0.16
34
4.78
11.81
0.560
48
2.20
14.03
0.355
61
1.00
15.83
0.315
64
0.81
16.23
1.18
0.710
0.24
0.06
0.15
39
3.39
13.44
0.630
43
2.78
14.03
0.400
56
1.29
16.08
0.224
71
0.45
18.09
11
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目開き
基準寸
法
mm
基準
線径
mm
目開きの許容差
mm
空間率
%
質 量
kg/m2
鉄
25.4
mm
の一辺
の目数
最大
(+)
平均
(±)
偏差
(+)
1.12
1.000
0.22
0.06
0.15
28
5.99
11.98
0.710
37
3.50
13.88
0.450
51
1.64
16.18
0.315
61
0.88
17.70
0.280
64
0.71
18.14
1.00
0.800
0.21
0.05
0.13
31
4.52
14.11
0.560
41
2.55
16.28
0.400
51
1.45
18.14
0.280
61
0.78
19.84
0.250
64
0.64
20.32
0.90
0.710
0.20
0.05
0.13
31
3.98
15.78
0.500
41
2.27
18.14
0.355
51
1.28
20.24
0.250
61
0.69
22.09
0.85
0.560
0.20
0.05
0.13
36
2.82
18.01
0.500
40
2.35
18.81
0.400
46
1.63
20.32
0.315
53
1.08
21.80
0.224
63
0.59
23.65
0.200
66
0.48
24.19
0.80
0.630
0.19
0.05
0.12
31
3.52
17.76
0.450
41
2.06
20.32
0.355
48
1.39
21.99
0.280
55
0.92
23.52
0.250
58
0.76
24.19
0.75
0.500
0.19
0.05
0.12
36
2.54
20.32
0.400
43
1.77
22.09
0.315
50
1.18
23.85
0.71
0.560
0.18
0.05
0.12
31
3.14
20.00
0.450
37
2.22
21.90
0.355
44
1.50
23.85
0.280
51
1.01
25.66
0.630
0.224
0.158 0.045 0.102
54
0.75
29.74
0.200
58
0.61
30.60
0.600
0.450
0.152 0.040 0.096
33
2.45
24.19
0.400
36
2.03
25.40
0.315
43
1.38
27.76
0.250
50
0.93
29.88
0.200
56
0.64
31.75
0.560
0.500
0.146 0.037 0.092
28
3.00
23.96
0.355
37
1.75
27.76
0.280
44
1.19
30.24
0.224
51
0.81
32.40
0.180
57
0.56
34.32
目開き
基準寸
法
mm
基準
線径
mm
目開きの許容差
mm
空間率
%
質 量
kg/m2
鉄
25.4
mm
の一辺
の目数
最大
(+)
平均
(±)
偏差
(+)
0.500
0.400
0.134 0.030 0.082
31
2.26
28.22
0.355
34
1.87
29.71
0.280
41
1.28
32.56
0.224
48
0.88
35.08
0.140
61
0.39
39.69
0.450
0.400
0.126 0.028 0.077
28
2.39
29.88
0.355
31
1.99
31.55
0.180
51
0.65
40.32
0.425
0.315
0.122 0.026 0.074
33
1.70
34.32
0.280
36
1.41
36.03
0.200
46
0.81
40.64
0.400
0.315
0.118 0.024 0.071
31
1.76
35.52
0.224
41
1.02
40.71
0.160
51
0.58
45.36
0.355
0.280
0.108 0.021 0.065
31
1.57
40.00
0.250
34
1.31
41.98
0.160
48
0.63
49.32
0.315
0.200
0.101 0.019 0.060
37
0.99
49.32
0.112
54
0.37
59.48
0.300
0.224
0.098 0.018 0.058
33
1.22
48.47
0.200
36
1.02
50.80
0.160
43
0.71
55.22
0.125
50
0.47
59.76
0.280
0.224
0.094 0.017 0.056
31
1.26
50.40
0.180
37
0.89
55.22
0.140
44
0.59
60.48
0.112
51
0.41
64.80
0.250
0.180
0.087 0.015 0.051
34
0.96
59.07
0.140
41
0.64
65.13
0.112
48
0.44
70.17
0.224
0.200
0.081 0.015 0.048
28
1.20
59.91
0.140
38
0.68
69.78
0.090
51
0.33
80.89
0.212
0.180※ 0.078 0.014 0.046
29
1.05
64.80
0.160
32
0.87
68.28
0.100
46
0.41
81.41
0.200
0.160
0.075 0.014 0.045
31
0.90
70.56
0.140
35
0.73
74.71
0.112
41
0.51
81.41
0.180
0.140
0.071 0.012 0.042
32
0.78
79.38
0.125
35
0.65
84.28
0.100
41
0.45
90.71
0.160
0.160※ 0.066 0.011 0.038
25
1.02
79.38
0.125
32
0.70
89.12
0.112
35
0.59
93.38
0.090
41
0.41
101.60
12
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目開き
基準寸
法
mm
基準
線径
mm
目開きの許容差
mm
空間率
%
質 量
kg/m2
鉄
25.4
mm
の一辺
の目数
最大
(+)
平均
(±)
偏差
(+)
0.150
0.100
0.065 0.011 0.038
36
0.51
101.60
0.080
43
0.35
110.43
0.140
0.140※ 0.063 0.010 0.037
25
0.89
90.71
0.112
31
0.63
100.79
0.090
37
0.45
110.43
0.071
44
0.30
120.38
0.125
0.090
0.062 0.009 0.036
34
0.48
118.14
0.112
0.100※ 0.058 0.009 0.034
28
0.60
119.81
0.071
38
0.35
138.80
0.106
0.071
0.056 0.008 0.032
36
0.36
143.50
0.063
39
0.30
150.30
0.100
0.071
0.054 0.008 0.031
34
0.37
148.54
0.056
41
0.26
162.82
0.090
0.063
0.050 0.007 0.029
35
0.33
166.01
0.050
41
0.23
181.43
0.085
0.056
0.048 0.007 0.028
36
0.28
180.14
0.040
46
0.16
203.20
0.080
0.045
0.046 0.007 0.027
41
0.21
203.20
0.075
0.050
0.044 0.007 0.026
36
0.25
203.20
0.071
0.056※ 0.043 0.007 0.025
31
0.31
200.00
0.045
38
0.22
218.97
0.063
0.045※ 0.040 0.006 0.023
34
0.24
235.19
0.040
37
0.20
246.60
0.056
0.030
0.037 0.006 0.022
42
0.13
295.35
0.053
0.050※ 0.036 0.006 0.021
26
0.31
246.60
0.040※
32
0.22
273.12
0.036
35
0.18
285.39
目開き
基準寸
法
mm
基準
線径
mm
目開きの許容差
mm
空間率
%
質 量
kg/m2
鉄
25.4
mm
の一辺
の目数
最大
(+)
平均
(±)
偏差
(+)
0.050
0.028
0.035 0.006 0.021
41
0.13
325.64
0.045
0.040※ 0.033 0.006 0.020
28
0.24
298.82
0.032
34
0.17
329.87
0.040
0.032※ 0.031 0.005 0.018
31
0.18
352.78
0.038
0.028※ 0.030 0.004 0.017
33
0.15
384.84
0.025
36
0.13
403.17
0.036
0.036※ 0.029 0.004 0.017
25
0.23
352.78
0.028※
32
0.16
396.88
0.034
0.030※ 0.028 0.004 0.016
28
0.18
396.88
0.032
0.025※ 0.027 0.004 0.016
32
0.14
445.61
0.028
0.025※ 0.027 0.004 0.016
28
0.15
479.24
0.026
0.025※ 0.025 0.004 0.015
26
0.16
498.04
備考1. 表中の※印は,通常,綾識とする。
2. 空間率の計算式は,次の式による。
()
%
100
2
×
d
W
W
+
空間率=
(1)
3. 質量の計算式は,次の式による。
(
)(
)
2
2
m
/
kg
1.
618
850
7
d
W
d
+
質量=
(1)
ここに,7 850は,鉄の密度を示す。
4. 25.4mmの一辺の目数の計算式は,次の式によ
る。
d
W
mm
+
目数=25.4
(1)
注(1) W:目開き基準寸法 (mm),
d:基準線径 (mm)
13
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
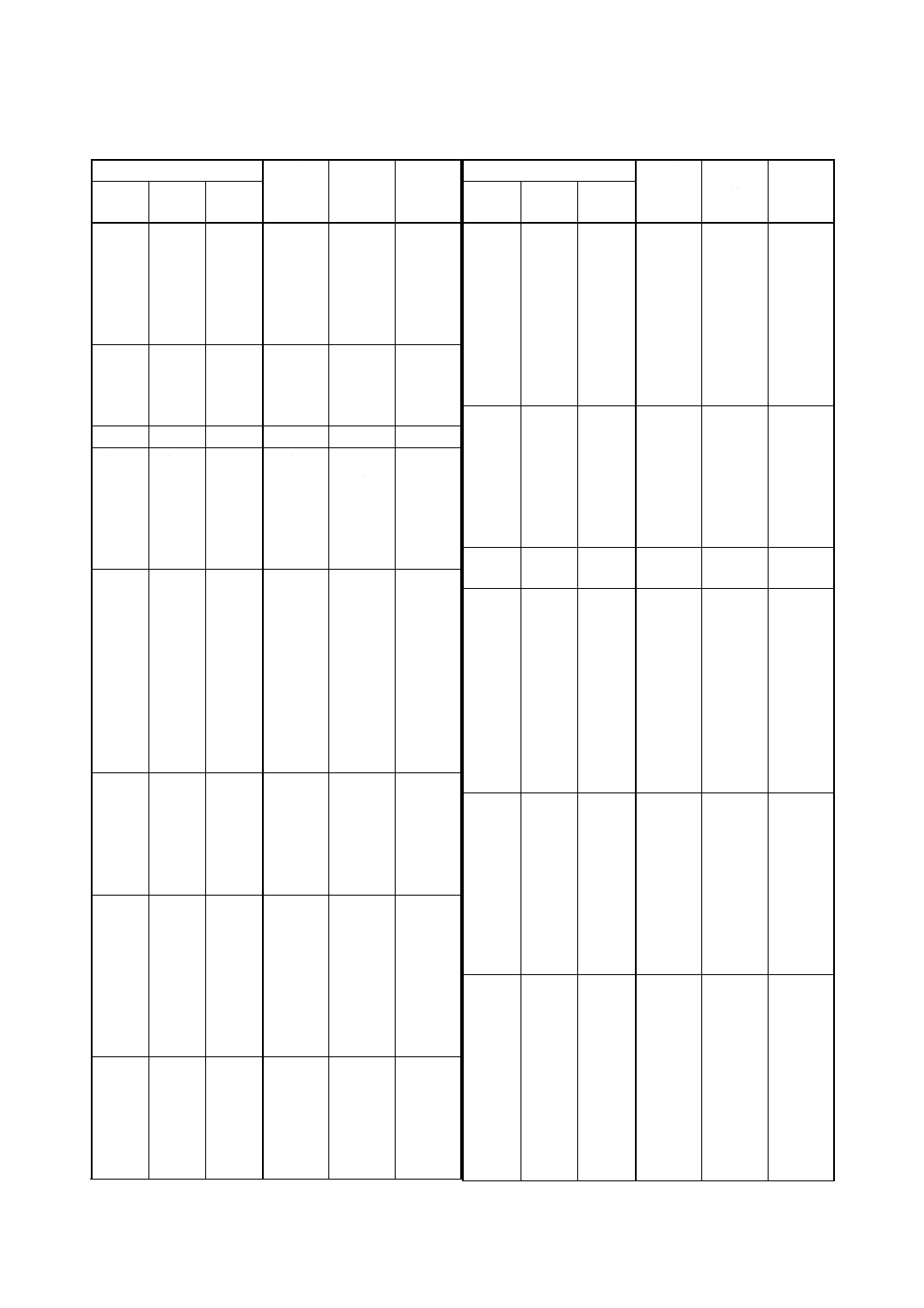
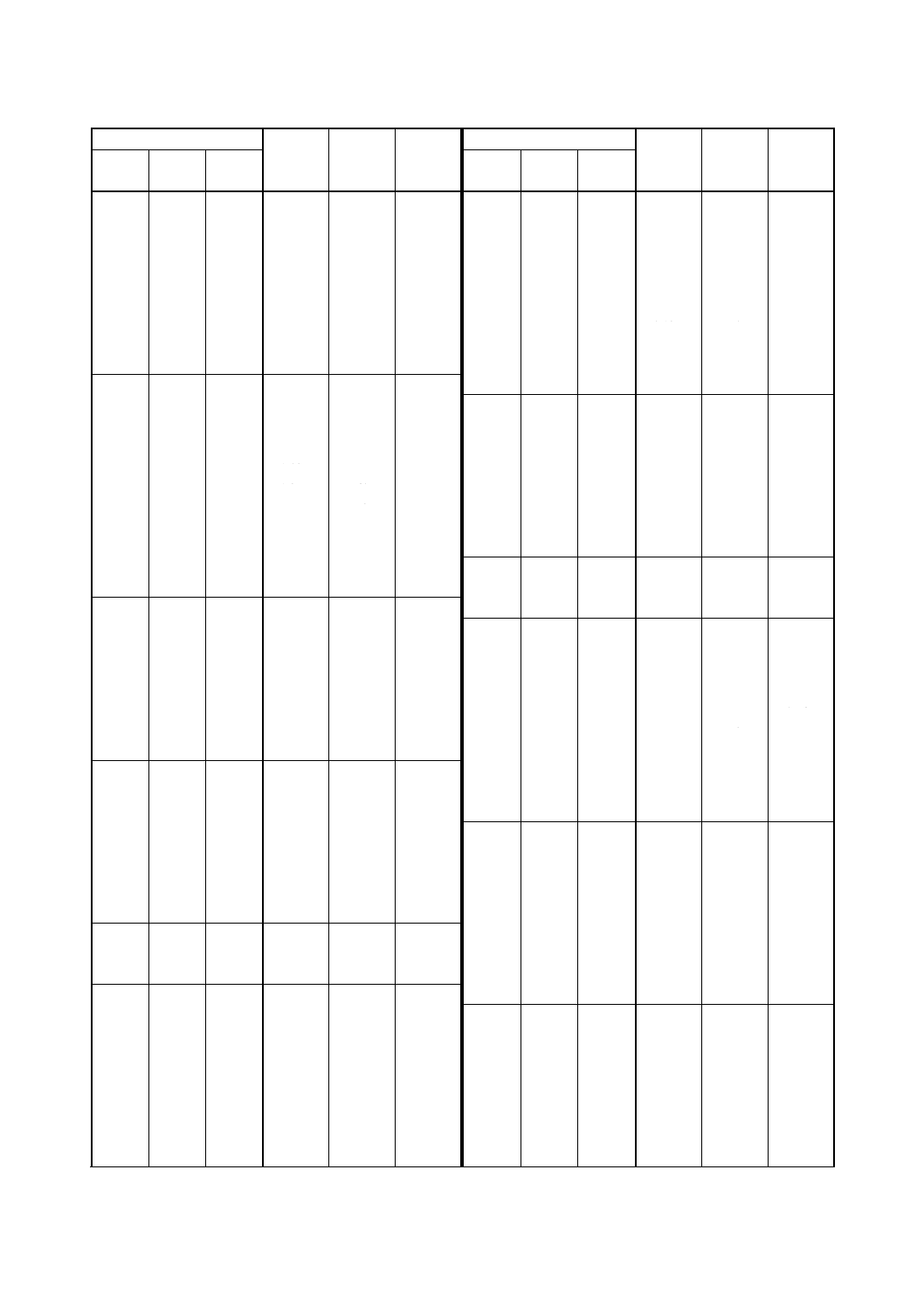
付表2 線径及び目開きの組合せ
目開き基準寸法
基準線径
mm
空間率
%
単位面積
当たり質量
kg/m2
R10
mm
R20
mm
R40/3
mm
16
16
16
1.60
83
1.85
1.80
81
2.31
2.00
79
2.82
2.24
77
3.49
3.15
70
6.58
3.55
67
8.19
14
1.40
83
1.62
1.80
79
2.60
2.24
74
3.92
2.80
69
5.93
13.2
2.80
68
6.22
12.5
12.5
1.25
83
1.44
1.60
79
2.31
1.80
76
2.88
2.00
74
3.50
2.24
72
4.31
2.80
67
6.51
11.2
11.2
1.12
83
1.29
1.25
81
1.59
1.40
79
1.98
1.80
74
3.17
2.00
72
3.85
2.24
69
4.74
2.50
67
5.79
2.80
64
7.11
3.15
61
8.78
3.55
57
10.58
10
10
1.12
81
1.43
1.40
77
2.18
1.60
74
2.80
1.80
72
3.49
2.00
69
4.23
2.50
64
6.35
9.5
1.40
76
2.28
1.80
71
3.64
2.00
68
4.42
2.24
65
5.43
2.50
63
6.61
2.80
60
8.09
3.15
56
9.96
3.55
53
12.27
9
1.00
81
1.27
1.25
77
1.94
1.40
75
2.39
1.60
73
3.07
1.80
69
3.81
2.24
64
5.67
目開き基準寸法
基準線径
mm
空間率
%
単位面積
当たり質量
kg/m2
R10
mm
R20
mm
R40/3
mm
8
8
8
1.00
79
1.41
1.25
75
2.15
1.40
72
2.65
1.60
69
3.39
1.80
67
4.20
2.00
64
5.08
2.24
61
6.22
2.50
58
7.56
2.80
55
9.22
7.1
0.900
79
1.29
1.12
75
1.94
1.25
72
2.38
1.40
70
2.93
1.60
67
3.74
1.80
64
4.62
2.00
61
5.58
6.7
1.80
62
4.84
3.15
46
12.80
6.3
6.3
0.800
79
1.14
1.00
74
1.74
1.12
72
2.15
1.40
67
2.23
1.80
60
5.08
2.00
58
6.12
2.24
54
7.46
2.50
51
9.02
2.80
48
10.94
3.15
44
13.34
5.6
5.6
0.710
79
1.01
0.800
77
1.27
0.900
74
1.58
1.12
69
2.37
1.25
67
2.90
1.40
64
3.56
1.60
60
4.52
1.80
57
5.56
2.24
51
8.13
5
5
0.710
77
1.12
0.900
72
1.74
1.00
69
2.12
1.25
64
3.18
1.40
61
3.89
1.60
57
4.93
1.80
54
6.05
2.00
51
7.26
2.24
48
8.80
2.50
44
10.58
2.80
41
12.77
14
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目開き基準寸法
基準線径
mm
空間率
%
単位面積
当たり質量
kg/m2
R10
mm
R20
mm
R40/3
mm
4.75
0.900
71
1.82
1.25
63
3.31
1.40
60
4.05
1.60
56
5.12
1.80
53
6.28
2.00
50
7.53
2.24
46
9.12
2.50
43
10.95
2.80
40
13.19
4.5
0.630
77
0.98
0.800
72
1.53
0.900
69
1.91
1.00
67
2.31
1.12
64
2.83
1.25
61
3.45
1.40
58
4.22
1.60
54
5.33
1.80
51
6.53
2.00
48
7.82
2.24
45
9.46
4
4
4
0.560
77
0.87
0.630
75
1.09
0.710
72
1.36
0.900
67
2.10
1.00
64
2.54
1.12
61
3.11
1.25
58
3.78
1.40
55
4.61
3.55
0.500
77
0.78
0.560
75
0.97
0.630
72
1.21
0.800
67
1.87
0.900
64
2.31
1.00
61
2.79
1.12
58
3.41
1.25
55
4.13
3.55
0.560
73
1.02
0.900
62
2.42
1.25
53
4.31
3.15
3.15
0.450
77
0.71
0.500
74
0.87
0.560
72
1.07
0.710
67
1.66
0.800
64
2.05
0.900
60
2.54
1.12
54
3.73
1.25
51
4.51
目開き基準寸法
基準線径
mm
空間率
%
単位面積
当たり質量
kg/m2
R10
mm
R20
mm
R40/3
mm
2.8
2.8
0.450
74
0.79
0.500
72
0.96
0.560
69
1.19
0.710
64
1.82
0.800
60
2.26
0.900
57
2.78
1.12
51
4.06
1.60
40
7.39
1.80
37
8.95
2.00
34
10.85
2.5
2.5
0.400
74
0.70
0.450
72
0.87
0.500
69
1.06
0.630
64
1.61
0.710
61
1.99
0.800
57
2.46
0.900
54
3.08
1.00
51
3.63
2.36
0.800
56
2.57
1.00
49
3.78
1.80
32
9.89
2.24
0.355
75
0.62
0.400
72
0.77
0.450
69
0.96
0.560
64
1.42
0.630
61
1.76
0.710
58
2.17
0.900
51
3.28
2
2
2
0.315
74
0.60
0.400
69
0.85
0.560
61
1.56
0.630
58
1.92
0.710
54
2.36
0.900
48
3.55
1.00
44
4.23
1.25
38
6.11
1.60
31
9.03
1.8
0.315
72
0.60
0.355
70
0.74
0.400
67
0.92
0.500
61
1.38
0.560
58
1.69
0.630
55
2.07
0.800
48
3.13
15
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目開き基準寸法
基準線径
mm
空間率
%
単位面積
当たり質量
kg/m2
R10
mm
R20
mm
R40/3
mm
1.7
0.400
66
0.97
0.630
53
2.16
0.800
46
3.25
1.12
36
5.65
1.40
30
8.03
1.6
1.6
0.280
72
0.53
0.315
70
0.66
0.355
67
0.82
0.450
61
1.25
0.500
58
1.51
0.560
55
1.84
0.630
51
2.26
0.710
48
2.77
0.800
44
3.39
1.00
38
4.88
1.4
0.250
72
0.48
0.315
67
0.73
0.450
57
1.39
0.560
51
2.03
0.630
48
2.48
0.710
44
3.03
0.900
37
4.47
1.25
28
7.49
1.25
1.25
0.250
69
0.53
0.280
67
0.65
0.315
64
0.81
0.400
57
1.23
0.500
51
1.81
0.560
48
2.20
0.630
44
2.68
0.800
37
3.96
1.18
0.450
52
1.58
0.630
43
2.78
0.800
36
4.11
1.00
29
5.83
1.12
0.250
67
0.58
0.315
61
0.88
0.355
58
1.09
0.400
54
1.34
0.450
51
1.64
0.560
44
2.37
1.00
31
5.64
目開き基準寸法
基準線径
mm
空間率
%
単位面積
当たり質量
kg/m2
R10
mm
R20
mm
R40/3
mm
1
1
1
0.224
67
0.52
0.250
64
0.64
0.280
61
0.78
0.315
58
0.96
0.355
54
1.18
0.400
51
1.45
0.450
48
1.77
0.500
44
2.12
0.560
41
2.55
0.710
34
3.74
0.900
28
5.41
0.9
0.200
67
0.46
0.224
64
0.57
0.250
61
0.69
0.315
55
1.04
0.355
51
1.28
0.400
48
1.56
0.450
45
1.91
0.500
41
2.27
0.85
0.355
50
1.33
0.400
44
1.63
0.500
40
2.35
0.630
33
3.41
0.800
27
4.93
0.8
0.8
0.200
64
0.51
0.250
58
0.76
0.280
55
0.92
0.315
51
1.13
0.355
48
1.39
0.450
41
2.06
0.500
38
2.44
0.71
0.71
0.180
64
0.46
0.200
61
0.56
0.250
55
0.83
0.280
51
1.01
0.315
48
1.23
0.355
44
1.50
0.450
37
2.22
0.560
31
3.14
0.63
0.63
0.160
64
0.41
0.180
60
0.51
0.224
54
0.75
0.250
51
0.90
0.280
48
1.09
0.315
44
1.33
0.400
37
1.97
16
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目開き基準寸法
基準線径
mm
空間率
%
単位面積
当たり質量
kg/m2
R10
mm
R20
mm
R40/3
mm
0.6
0.280
46
1.13
0.400
36
2.03
0.450
33
2.45
0.56
0.160
60
0.45
0.224
51
0.81
0.280
44
1.19
0.355
37
1.75
0.5
0.5
0.5
0.140
61
0.39
0.160
57
0.49
0.200
51
0.73
0.224
48
0.88
0.250
44
1.06
0.280
41
1.28
0.315
38
1.55
0.355
34
1.87
0.400
31
2.26
0.45
0.140
58
0.42
0.200
48
0.78
0.250
41
1.13
0.280
38
1.36
0.315
35
1.65
0.425
0.200
46
0.81
0.280
36
1.41
0.355
30
2.05
0.4
0.4
0.125
58
0.38
0.180
48
0.71
0.224
41
1.02
0.250
38
1.22
0.280
35
1.46
0.355
0.355
0.125
55
0.41
0.140
51
0.50
0.180
44
0.77
0.200
41
0.92
0.224
38
1.10
0.250
34
1.31
0.280
31
1.57
0.315
28
1.88
0.355
25
2.25
0.315
0.315
0.112
54
0.37
0.160
44
0.69
0.200
37
0.99
0.250
31
1.40
0.3
0.160
43
0.71
0.200
36
1.02
0.224
33
1.18
0.250
30
1.44
目開き基準寸法
基準線径
mm
空間率
%
単位面積
当たり質量
kg/m2
R10
mm
R20
mm
R40/3
mm
0.28
0.100
54
0.33
0.112
51
0.41
0.140
44
0.59
0.160
40
0.74
0.180
37
0.89
0.224
31
1.26
0.25
0.25
0.25
0.100
51
0.36
0.125
44
0.53
0.140
41
0.64
0.160
37
0.79
0.180
34
0.96
0.200
31
1.13
0.224
0.090
51
0.33
0.100
48
0.39
0.125
41
0.57
0.160
34
0.85
0.180
31
1.02
0.212
0.100
46
0.41
0.140
36
0.71
0.160
32
0.87
0.2
0.2
0.080
51
0.29
0.090
48
0.35
0.112
41
0.51
0.125
38
0.61
0.140
35
0.73
0.160
31
0.90
0.18
0.18
0.080
48
0.31
0.090
44
0.38
0.112
38
0.55
0.125
35
0.65
0.140
32
0.78
0.16
0.16
0.071
48
0.28
0.100
38
0.49
0.112
35
0.59
0.125
32
0.70
0.15
0.063
50
0.24
0.080
43
0.36
0.100
36
0.51
0.112
33
0.61
0.14
0.063
48
0.25
0.090
37
0.45
0.100
34
0.53
0.112
31
0.63
0.125
0.125
0.125
0.056
48
0.22
0.063
44
0.27
0.080
37
0.40
0.090
34
0.48
0.100
31
0.56
17
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目開き基準寸法
基準線径
mm
空間率
%
単位面積
当たり質量
kg/m2
R10
mm
R20
mm
R40/3
mm
0.112
0.056
44
0.24
0.071
38
0.35
0.080
34
0.42
0.090
31
0.51
0.106
0.050
46
0.20
0.056
43
0.25
0.063
39
0.30
0.071
36
0.36
0.080
31
0.45
0.1
0.1
0.050
44
0.21
0.063
38
0.31
0.071
34
0.37
0.080
31
0.40
0.09
0.09
0.040
48
0.16
0.045
44
0.19
0.050
41
0.23
0.056
38
0.27
0.063
35
0.33
0.071
31
0.40
0.08
0.08
0.040
44
0.17
0.045
41
0.21
0.050
38
0.24
0.056
35
0.29
0.063
31
0.35
0.075
0.036
46
0.15
0.040
43
0.18
0.050
36
0.25
0.056
33
0.30
0.071
0.040
41
0.18
0.045
38
0.22
0.050
34
0.26
0.056
31
0.31
0.063
0.063
0.063
0.036
41
0.17
0.040
37
0.20
0.045
34
0.24
0.050
31
0.28
目開き基準寸法
基準線径
mm
空間率
%
単位面積
当たり質量
kg/m2
R10
mm
R20
mm
R40/3
mm
0.056
0.032
41
0.15
0.036
37
0.18
0.040
34
0.21
0.045
31
0.26
0.053
0.036
36
0.19
0.040
33
0.22
0.05
0.05
0.028
41
0.13
0.030
39
0.14
0.032
37
0.16
0.036
34
0.19
0.040
31
0.23
0.045
0.045
0.032
34
0.17
0.036
31
0.20
0.04
0.04
0.025
38
0.12
0.030
33
0.16
0.032
31
0.18
0.038
0.025
36
0.13
0.030
30
0.17
0.036
0.028
32
0.16
0.030
30
0.17
0.032
0.032
0.032
0.025
32
0.14
0.028
28
0.17
0.025
0.025
0.022
28
0.13
0.025
26
0.16
0.02
0.02
0.020
25
0.13
18
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考) JISと対応する国際規格との対比表
JIS G 3556 : 2002 工業用織金網
ISO 9044 : 1999 工業用織金網−技術的要求事項及び試験法
ISO 4783-2 : 1989 工業用金網及び織りワイヤークロス−開口寸法とワイ
ヤー直径の組合せの選択のための指針
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との
技術的差異の項目ごと
の評価及びその内容
表示箇所:本体及び附属書
表示方法:点線の下線又は
実線の側線
(V)JISと国際規格との
技術的差異の理由及び
今後の対策
項目番号
内容
項目番号
内容
項目ごとの
評価
技術的差異
の内容
1. 適用範囲 鉄線,ステンレス
線で製造された織
金網
ISO 9044
1.
鉄線,ステ
ンレス線で
製造された
金網
IDT
非鉄金属線
で製造され
た織金網
MOD/削除
JISには非
鉄は含まな
いため,非
鉄材料は除
外した。
国内の使用実績を考慮
し,非鉄材料を除外,
硬鋼線を追加した。
硬鋼線で製造され
た織金網
MOD/追加 硬鋼線を追
加した。
2. 引用規格 JIS B 7184
ISO 9044
2.
MOD/追加
測定器具については,
JISに規定されている
ものを追加した。
JIS B 7502
MOD/追加
測定器具については,
JISに規定されている
ものを追加した。
JIS B 7507
MOD/追加
測定器具については,
JISに規定されている
ものを追加した。
JIS B 7512
MOD/追加
測定器具については,
JISに規定されている
ものを追加した。
JIS G 3521
MOD/追加
国内で入手できる材料
を追加した。将来ISO
へ移行するか系統併記
を提案していく。
19
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との
技術的差異の項目ごと
の評価及びその内容
表示箇所:本体及び附属書
表示方法:点線の下線又は
実線の側線
(V)JISと国際規格との
技術的差異の理由及び
今後の対策
項目番号
内容
項目番号
内容
項目ごとの
評価
技術的差異
の内容
2. 引用規格 JIS G 3532
MOD/追加
国内で入手できる材料
を追加した。将来ISO
へ移行するか系統併記
を提案していく。
JIS G 4309
MOD/追加
国内で入手できる材料
を追加した。将来ISO
へ移行するか系統併記
を提案していく。
JIS Z 8401
MOD/追加
数値の丸め方はJISに
よる。
2.
ISO 2194 :
1991
MOD/削除
工業用織金網以外のも
のが含まれている。
ISO 4782 :
1987
MOD/削除
国内で入手できるJIS
G 3521,JIS G 3532,
JIS G 4309を用いるこ
ととした。
ISO 4783-1 :
1989
MOD/削除
工業用織金網以外のも
のが含まれている。
3. 定義
主な用語の定義
a) 目開き
ISO 9044
3.1
IDT
b) 線径
3.2
IDT
c) ピッチ
3.3
IDT
名称が広く日本で普及
しているため,追加し
た。
d) 縦線
3.4
MOD/追加 ISOでは規
定していな
い。
ISOへ今後時期をみて
提案する予定である。
e) 横線
3.5
IDT
f) 幅
MOD/追加 ISOでは規
定していな
い。
ISOへ今後時期をみて
提案する予定である。
g) 長さ
MOD/追加 ISOでは規
定していな
い。
ISOへ今後時期をみて
提案する予定である。
h) 耳
MOD/追加 ISOでは規
定していな
い。
ISOへ今後時期をみて
提案する予定である。
i)
網目
単位当たり
の目の数
MOD/追加 ISOでは規
定していな
い。
ISOへ今後時期をみて
提案する予定である。
3.6
空間率
織り方
MOD/削除
あいまいな表示で,記
号もないため削除し
た。
20
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との
技術的差異の項目ごと
の評価及びその内容
表示箇所:本体及び附属書
表示方法:点線の下線又は
実線の側線
(V)JISと国際規格との
技術的差異の理由及び
今後の対策
項目番号
内容
項目番号
内容
項目ごとの
評価
技術的差異
の内容
3.7
織網の硬さ IDT
付表1の備考欄に記載。
3.8
IDT
6.に記載。
3.9
単位面積当
たりの質量
MOD/削除
あいまいな表示で数値
がないため削除した。
3.10
主要欠陥
IDT
付表1の備考欄に記載。
3.11
IDT
7.4に記載。
4. 種類及び
記号
織り方 a)種類
b)記号
MOD/追加 ISOでは規
定していな
い。
商習慣上必要なため,
将来のJISの規定を追
加した。
ISOへ今後時期をみて
提案する予定である。
5. 要求事項 5.1 線径及び目開
きの組合せ
ISO 9044
4.1
付表1
付表1
MOD/追加 従来のJIS
の付表1を
追加した。
国内の使用実績を考慮
し,従来のJISの付表
を追加した。
付表2
付表2
ISO 4783-2
IDT
5.2 目開きに関す
る許容差の割
合
4.2
付表1
付表1
MOD/追加 従来のJIS
の付表1を
追加した。
付表2
付表2
ISO 9044
IDT
5.2.1 平均値
4.2.1
IDT
5.2.2 偏差値
4.2.2
IDT
5.2.3 最大値
4.2.3
IDT
5.3 主要欠陥の許
容数
4.3
IDT
5.3.1
4.3.1
IDT
5.3.2
4.3.2
IDT
5.4 全体寸法の許
容差
4.4
IDT
5.5 平面度
4.5
IDT
5.6 表面状態
4.6
IDT
5.7 材料
4.7
IDT
5.7.1 基準線径
4.7.1
付表1
付表1
MOD/追加 従来のJIS
の付表を規
定した。
付表2
付表2
ISO 4783-2
IDT
21
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との
技術的差異の項目ごと
の評価及びその内容
表示箇所:本体及び附属書
表示方法:点線の下線又は
実線の側線
(V)JISと国際規格との
技術的差異の理由及び
今後の対策
項目番号
内容
項目番号
内容
項目ごとの
評価
技術的差異
の内容
5.7.2 線径許容差
4.7.2
MOD/追加 ISOでは規
定していな
い。
ISOへ今後時期をみて
提案する予定である。
6. 製造方法
ISO 9044
3.8
IDT
7. 試験方法 7.1 線径 (d)
a)
b)
c)
ISO 9044
5.1
IDT
7.2 目開き (w)
5.2
IDT
7.2.1 平均目開き
許容差,Y
ISO 9044
5.2.1
IDT
5.2.1.1
IDT
7.2.1.1 4.0mm以
上の目開
き
5.2.1.2
IDT
7.2.1.2 1mmから
4mmまで
の目開き
5.2.1.3
IDT
7.2.1.3 1mm以下
の目開き
5.2.2
IDT
7.2.2 目開きの最
大許容差
5.4
IDT
7.3 全体の寸法
3.11
IDT
7.4 製織上の欠陥
8. 発注情報 8.1 注文書
ISO 9044
7.1
IDT
8.2 追加情報
7.2
IDT
9. 受渡し
9.1 ロール
ISO 9044
8.1.1
IDT
9.1.2
8.1.2
IDT
9.1.3
8.1.3
IDT
9.2 こん(梱)包
8.2
IDT
9.3 ラベル表示
8.3
MOD/変更 製造年月日
を追加し
た。
商習慣上必要なため,
JIS独自の項目を追加。
ISOへ今後時期をみて
提案する予定である。
10. 製品の呼
び方
MOD/追加 ISOには規
定がない。
商習慣上必要なため,
JIS独自の項目を追加。
11. 報告書類
ISO 9044
6.1
IDT
6.2
IDT
6.3
IDT
6.4
IDT
6.5
IDT
22
G 3556 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との
技術的差異の項目ごと
の評価及びその内容
表示箇所:本体及び附属書
表示方法:点線の下線又は
実線の側線
(V)JISと国際規格との
技術的差異の理由及び
今後の対策
項目番号
内容
項目番号
内容
項目ごとの
評価
技術的差異
の内容
付表1
線径及び目開きの
組合せ並びに目開
きの許容差
MOD/追加 ISOには規
定がない。
国内での使用実績を考
慮し,従来のJISの規
定を追加。
付表2
線径及び目開きの
組合せ
ISO 4783-2
IDT
JISと国際規格との対応の程度の全体評価:ISO 9044 : 1999 ; MOD, ISO 4783-2 : 1989 ; MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT ················· 技術的差異がない。
− MOD/削除 ······· 国際規格の規定項目又は規定内容を削除している。
− MOD/追加 ······· 国際規格にない規定項目又は規定内容を追加している。
− MOD/変更 ······· 国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
−MOD ················· 国際規格を修正している。
日本工業標準調査会標準部会 鉄鋼技術専門委員会 構成表
氏名
所属
(委員会長)
木 原 諄 二
姫路工業大学環境人間学部
(委員)
大河内 春 乃
東京理科大学理学部II部化学科
大 橋 守
新日本製鐵株式会社技術総括部
國 府 勝 郎
東京都立大学大学院工学研究科
佐久間 健 人
東京大学大学院新領域創成科学研究科
中 島 正 博
日本鋼管株式会社鉄鋼技術総括部
中 島 將 文
社団法人日本鉄道施設協会
福 永 規
住友金属工業株式会社技術部
前 原 郷 治
社団法人日本鉄鋼連盟標準化センター
松 田 邦 男
川崎製鉄株式会社技術総括部
村 上 陽 一
社団法人日本電機工業会
矢 部 丈 夫
ステンレス協会
山 内 学
株式会社神戸製鋼所鉄鋼部門生産本部生産技術部