2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3542-1993
着色塗装亜鉛めっき鉄線
Precoated color zinc-coated steel wires
1. 適用範囲 この規格は,主にひし形金網に使用される着色塗装亜鉛めっき鉄線(以下,塗装線という。)
について規定する。
備考 この規格の引用規格を,次に示す。
JIS G 3547 亜鉛めっき鉄線
JIS H 0401 溶融亜鉛めっき試験方法
JIS S 6006 鉛筆及び色鉛筆
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
JIS Z 2371 塩水噴霧試験方法
2. 用語の定義 この規格で用いる主な用語の定義は,次による。
(1) 着色塗装亜鉛めっき鉄線 JIS G 3547に適合した亜鉛めっき鉄線に,耐久性のある合成樹脂塗料を塗
装し,焼付けを行った線。
(2) 心線 塗装線に用いるJIS G 3547に適合した亜鉛めっき鉄線。
(3) 塗膜 心線に塗られた塗料が焼き付けられ,硬化してできた固体被膜。
3. 種類,記号及び適用線径 塗装線の種類は,素線の材質及び亜鉛付着量によって9種類とし,その記
号及び適用線径は表1による。
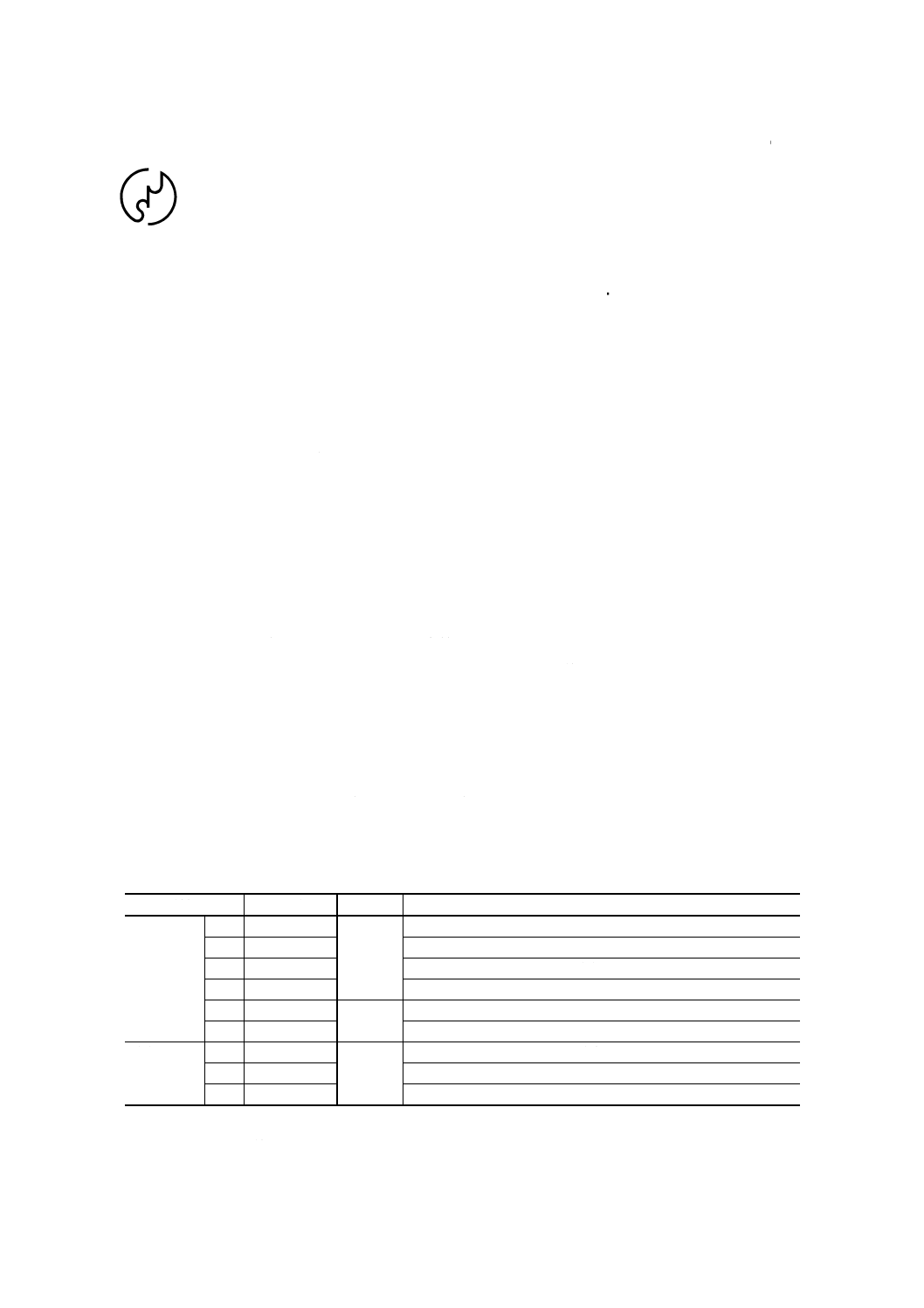
表1 種類,記号及び適用線径
単位 mm
種類
記号
適用線径
摘要
着色塗装
亜鉛めっき
鉄線 (S)
2種 SWMCGS-2
1.80以上
6.00以下
JIS G 3547のSWMGS-2に着色塗料を塗装,焼き付けたもの。
3種 SWMCGS-3
JIS G 3547のSWMGS-3に着色塗料を塗装,焼き付けたもの。
4種 SWMCGS-4
JIS G 3547のSWMGS-4に着色塗料を塗装,焼き付けたもの。
5種 SWMCGS-5
JIS G 3547のSWMGS-5に着色塗料を塗装,焼き付けたもの。
6種 SWMCGS-6
2.60以上
6.00以下
JIS G 3547のSWMGS-6に着色塗料を塗装,焼き付けたもの。
7種 SWMCGS-7
JIS G 3547のSWMGS-7に着色塗料を塗装,焼き付けたもの。
着色塗装
亜鉛めっき
鉄線 (H)
2種 SWMCGH-2
1.80以上
6.00以下
JIS G 3547のSWMGH-2に着色塗料を塗装,焼き付けたもの。
3種 SWMCGH-3
JIS G 3547のSWMGH-3に着色塗料を塗装,焼き付けたもの。
4種 SWMCGH-4
JIS G 3547のSWMGH-4に着色塗料を塗装,焼き付けたもの。
4. 機械的性質 塗装線の引張強さは,10.1及び10.2の試験を行い,その値は,表2による。
2
G 3542-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
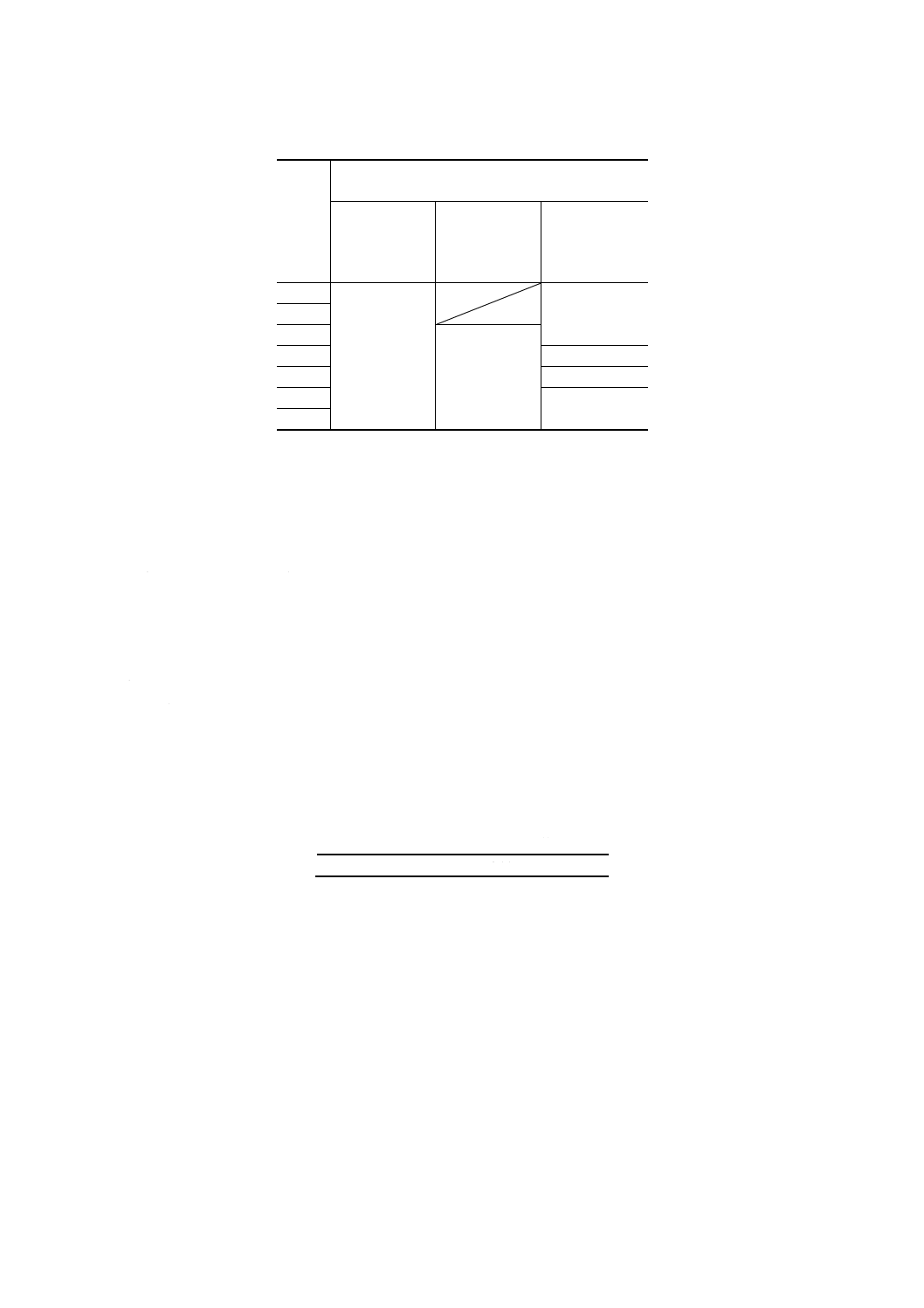
表2 機械的性質
線径
mm
引張強さ
N/mm2
SWMCGS-2
SWMCGS-3
SWMCGS-4
SWMCGS-5
SWMCGS-6
SWMCGS-7
SWMCGH-2
SWMCGH-3
SWMCGH-4
1.80
290〜590
590〜880
2.00
2.60
290〜590
3.20
540〜830
4.00
490〜780
5.00
390〜780
6.00
備考1. 中間にある線径については,表2のそれより大き
い線径の機械的性質の値を適用する。
2. 表2に示された/(スラッシュ)のものについて
は,製品がないため規定外とする。
5. 塗膜の特性
5.1
塗膜の耐久性 塗装線の塗膜の耐久性は,10.1及び10.3の試験を行い,試験片に重要な異常を認め
てはならない。
5.2
塗膜の物理的性質 塗装線の塗膜の物理的性質は,次による。
(1) 塗装線の巻付性は,10.1及び10.4の試験を行い,巻き付けた部分にき裂又ははく離を生じてはならな
い。
(2) 塗装線の塗膜の硬度は,10.1及び10.5の試験を行い,塗膜に引っかききずを生じてはならない。
6. 標準線径,線径の許容差及び最小質量
6.1
標準線径 塗装線の標準線径は,表3による。
表3 標準線径
単位 mm
1.80 2.00 2.60 3.20 4.00 5.00 6.00
6.2
線径の許容差 線径は,10.6の測定を行い,その許容差は,表4による。
3
G 3542-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 線径の許容差
単位 mm
線径
SWMCGS-2
SWMCGS-3
SWMCGS-4
SWMCGS-5
SWMCGS-6
SWMCGS-7
SWMCGH-2
SWMCGH-3
SWMCGH-4
1.80
±0.05
±0.05
2.00
2.60
±0.07
±0.09
±0.06
3.20
4.00
±0.08
±0.10
±0.07
5.00
±0.10
±0.12
±0.08
6.00
±0.12
備考1. 中間にある線径については,表4のそれより大き
い線径の許容差を適用する。
2. 表4に示された/(スラッシュ)のものについて
は,製品がないため規定外とする。
6.3
最小質量 塗装線1条の最小質量は,表5による。ただし,受渡当事者間の協定によって,表5以
外の値を用いることができる。
表5 最小質量
線径
mm
1条の最小質量
kg
1.80以上 2.00以下
10
2.00を超え 3.20以下
20
3.20を超え 5.50以下
30
5.50を超え 6.00以下
50
7. 外観 塗装線の表面には,さび,きず,き裂,はく離,色むら,その他の有害な欠点があってはなら
ない。
8. 材料
8.1 心線 塗装線の心線に用いる材料は,JIS G 3547の記号SWMGS-2,SWMGS-3,SWMGS-4,SWMGS-5,
SWMGS-6,SWMGS-7,SWMGH-2,SWMGH-3及びSWMGH-4に適合した亜鉛めっき鉄線とする。
8.2
塗膜 塗装線の塗膜に用いる材料は,耐久性のある安全な合成樹脂塗料とする。
9. 製造方法 塗装線の製造方法は,心線に耐久性のある合成樹脂塗料を均一に塗装し,焼付けを行う。
10. 試験
10.1 試験片の採り方 引張試験,塩水噴霧試験,巻付試験及び鉛筆硬度試験の試験片は,コイルの一端
からそれぞれ1個を採る。
10.2 引張試験 引張試験は,次による。
(1) 試験片は,JIS Z 2201の4.(試験片の形状及び寸法)の9B号試験片を用いる。
(2) 試験方法は,JIS Z 2241による。
(3) 引張試験において,試験片がつかみの部分で破断した場合は,その試験を無効とし,更に同一コイル
4
G 3542-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
から試験片を採って試験をやり直す。
10.3 塩水噴霧試験 塩水噴霧試験は,次による。
(1) 試験片の長さは,300mm以上とする。
(2) 試験方法は,JIS Z 2371による。
(3) 試験時間は,連続200時間とする。
10.4 巻付試験 巻付試験は,JIS H 0401の5.4(巻付試験)による。巻付試験に用いる円筒の直径は表6
によって,巻付回数は,6回以上とする。ただし,受渡当事者間の協定によって,表6に示す径より小さ
い直径の円筒を用いてもよい。
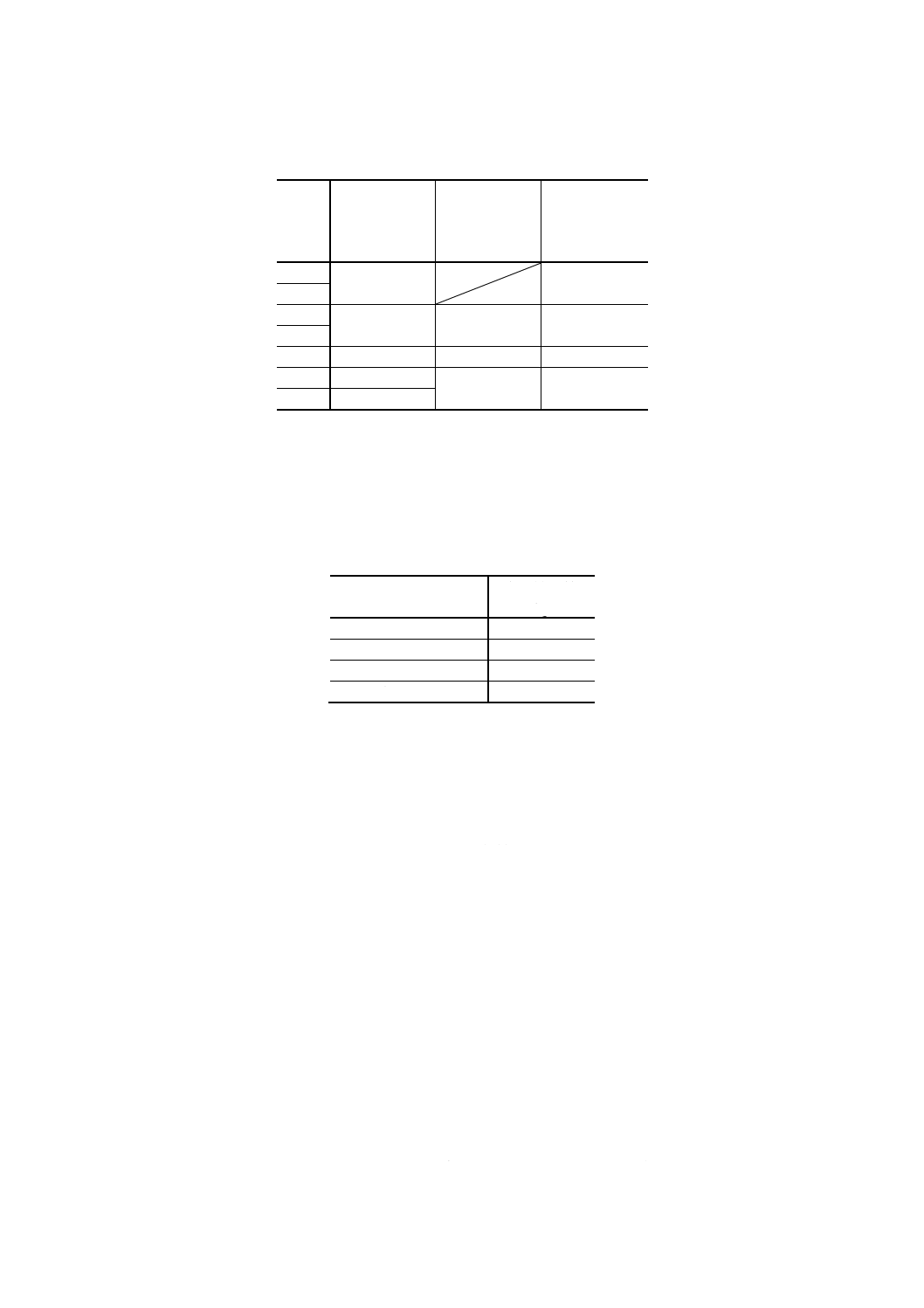
表6 巻付試験に用いる円筒の直径
種類の記号
巻付試験に用いる円筒の直径
(線径の倍数)
SWMCGS-2
2
SWMCGS-3
SWMCGH-2
SWMCGH-3
SWMCGS-4
4
SWMCGS-5
SWMCGS-6
SWMCGS-7
SWMCGH-4
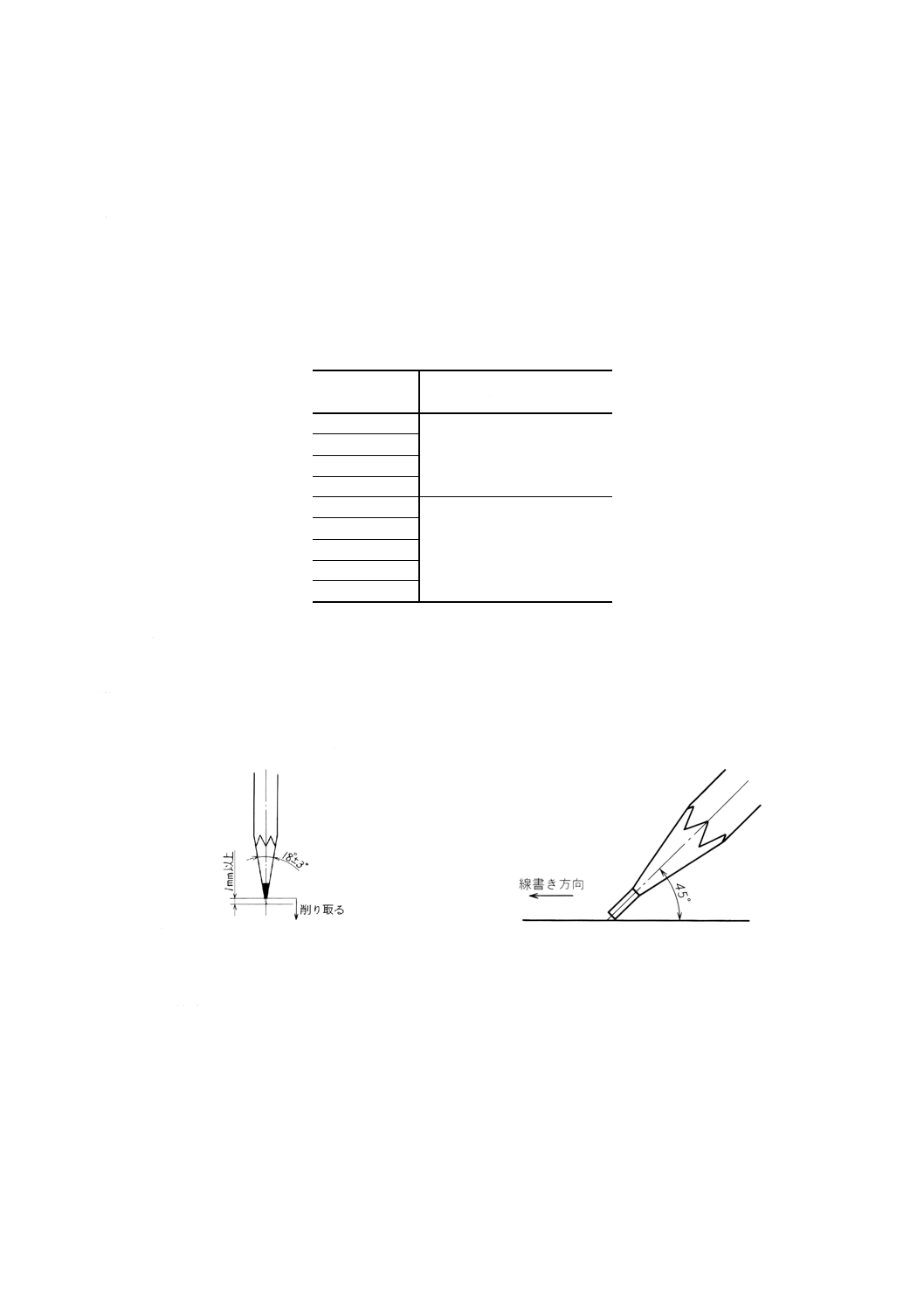
10.5 鉛筆硬度試験 鉛筆硬度試験は,次による。
(1) 鉛筆は,JIS S 6006の濃度記号Hを用い,図1に示すように鉛筆のしんの長さ方向に対し,先端が平
らで,角が鋭くなるように準備する。
(2) 準備された鉛筆を試験片に対し45°を保ちつつ図2に示す方向に線書きする。この線の長さは,20mm
以上とし,線書きした部分の表面状態を目視によって調べる。
図1 鉛筆の研ぎ方
図2 試験方法
参考 線書きの際の荷重は,10N程度とする。
10.6 線径の測定 塗装線の線径の測定は,任意の箇所の同一断面における最大径と最小径を測定する。
11. 検査 検査は,次による。
(1) 機械的性質は,4.に適合しなければならない。
(2) 塗膜の耐久性は,5.1に適合しなければならない。
また,塗膜の物理的性質は,5.2に適合しなければならない。
(3) 線径及び最小質量は,6.に適合しなければならない。
(4) 外観は,7.に適合しなければならない。
5
G 3542-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12. 製品の呼び方 製品の呼び方は,種類又はその記号,線径及び色名又はその略号による。
例1. 着色塗装亜鉛めっき鉄線 (S) ,3種,4.00, 緑
[着色塗装亜鉛めっき鉄線 (S) 3種で線径が4.00 mm, 色名が緑(1)の場合。]
例2. SWMCGH-3,5.00, 青
[着色塗装亜鉛めっき鉄線 (H) 3種で線径が5.00 mm, 色名が青(1)の場合。]
注(1) 色名又はその略号は,受渡当事者間の協定による。
13. 表示 検査に合格した塗装線には,コイル(2)ごとに次の項目を適当な方法で表示しなければならない。
(1) 種類の記号
(2) 線径
(3) 色名又はその略号
(4) 正味質量
(5) 製造年月又はその略号
(6) 製造業者名又はその略号
注(2) 線を束状にしたものをいい,条数を意味しない。
14. 報告 注文者から要求された場合,製造業者は指定された項目の成績書を提出しなければならない。
6
G 3542-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
線材製品(普通線)JIS検討委員会 構成表
氏名
所属
(委員長)
木 原 諄 二
東京大学
(副委員長)
水 野 幸四郎
線材製品団体技術連絡会(社団法人日本鉄鋼協会)
青 柳 桂 一
通商産業省基礎産業局
服 部 幹 雄
工業技術院標準部
宮 本 一 郎
社団法人日本鉄鋼協会(株式会社神戸製鋼所)
前 原 郷 治
社団法人日本鉄鋼協会(新日本製鐵株式会社)
池 畑 重 希
社団法人日本鉄鋼協会(住友金属工業株式会社)
村 山 周 治
線材製品協会(鈴木金属工業株式会社)
徳 梅 和 雄
CH懇談会(株式会社セントラルヨシダ)
西 村 精 一
安田工業株式会社
加 藤 伸 一
日亜鋼業株式会社
岩 崎 利 勝
株式会社小沢製線所
朝比奈 通 辰
江戸川製線株式会社
橋 本 勇
東洋製線株式会社
有 田 典 彦
東京製線株式会社
小 原 利 昭
北海鋼機株式会社
春 山 次 人
村上鋼業株式会社
小 島 博
株式会社サンロックオーヨド
大 塚 寿 宏
木津川製線株式会社
栗 山 俊 幸
日本溶接金網協会(富士金網株式会社)
井 上 忠 彦
日本溶接金網協会(昭和産業株式会社)
鎌 倉 正 司
日本溶接金網協会(住倉鋼材株式会社)
曾 根 政 男
日本金網団体連合会(鶴見金網株式会社)
伊 藤 三 郎
日本蛇籠協会(湘南鉄網株式会社)
山 本 忠 彦
全国ヒューム管協会(テイヒュー株式会社)
深 沢 優
ALC協会(旭硝子建材株式会社)
板 井 宏 有
社団法人コンクリートポール・パイル協会
(日本コンクリート工業株式会社)
渡 辺 邦 昭
全国コンクリート製品協会
(東京セメント工業株式会社)
花 市 穎 悟
社団法人日本建設業団体連合会
(事務局)
本 橋 保 久
線材製品協会