G 3521:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類,種類の記号及び適用線径 ··························································································· 1
4 材料······························································································································· 2
5 製造方法························································································································· 2
6 機械的性質 ······················································································································ 2
6.1 引張強さ ······················································································································ 2
6.2 巻付け性 ······················································································································ 3
6.3 ねじり特性 ··················································································································· 3
6.4 曲げ性 ························································································································· 3
7 線径及びその許容差 ·········································································································· 4
7.1 標準線径 ······················································································································ 4
7.2 線径の許容差及び偏径差 ································································································· 4
8 外観······························································································································· 4
9 試験······························································································································· 4
9.1 試験片の採り方 ············································································································· 4
9.2 引張試験 ······················································································································ 4
9.3 巻付試験 ······················································································································ 4
9.4 ねじり試験 ··················································································································· 5
9.5 曲げ試験 ······················································································································ 5
9.6 線径の測定 ··················································································································· 5
10 検査 ····························································································································· 5
10.1 検査 ··························································································································· 5
10.2 再検査 ························································································································ 5
11 表示 ····························································································································· 5
12 報告 ····························································································································· 5
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 6
G 3521:2018
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,線材製品協会(JWPA)
から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会の審議を経
て,経済産業大臣が改正した日本工業規格である。これによって,JIS G 3521:1991は改正され,この規格
に置き換えられた。
なお,平成31年2月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS G 3521:1991によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
G 3521:2018
硬鋼線
Hard drawn steel wires
序文
この規格は,2002年に第2版として発行されたISO 8458-1及びISO 8458-2を基とし,技術的内容を変
更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,主として静的な力を受けるばねに適用される硬鋼線(以下,線という。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 8458-1:2002,Steel wire for mechanical springs−Part 1: General requirements
ISO 8458-2:2002,Steel wire for mechanical springs−Part 2: Patented cold-drawn non-alloy steel wire
(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 3506 硬鋼線材
JIS Z 2241 金属材料引張試験方法
3
種類,種類の記号及び適用線径
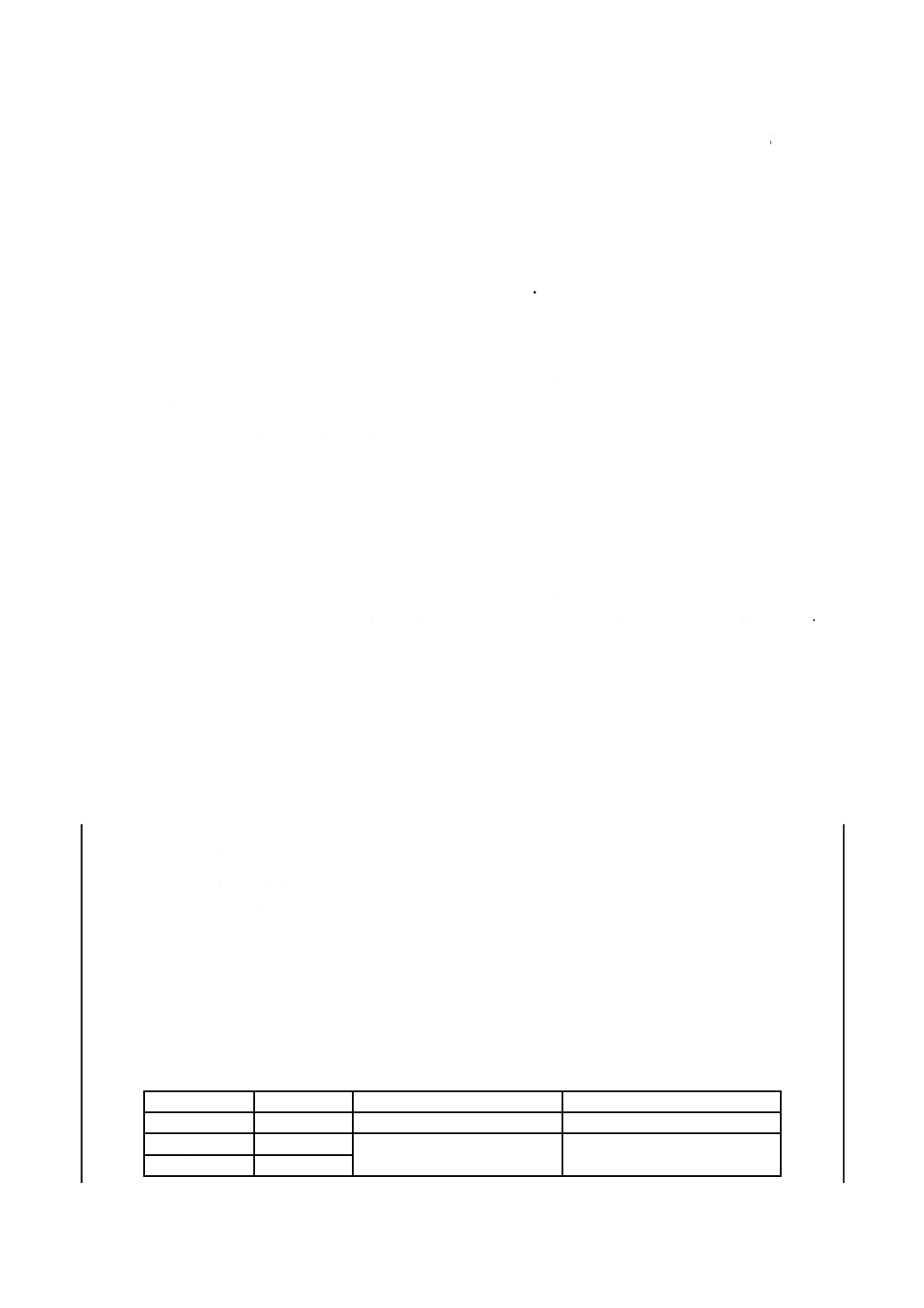
線の種類は3種類とし,種類の記号及び適用線径は,表1による。
表1−種類,種類の記号及び適用線径
種類
種類の記号
適用線径
摘要(参考)
硬鋼線A種
SW-A
0.08 mm以上10.0 mm以下
−
硬鋼線B種
SW-B
0.08 mm以上13.0 mm以下
主として静的な力を受けるばね
用
硬鋼線C種
SW-C
2
G 3521:2018
4
材料
線の製造に用いる材料は,JIS G 3506に適合した線材とする。
5
製造方法
線の製造方法は,熱処理を行った後,冷間加工を行う。
なお,この熱処理には,線材の熱間圧延後の冷却工程で行うパテンチング処理(インラインパテンチン
グ処理)も含まれる。
6
機械的性質
6.1
引張強さ
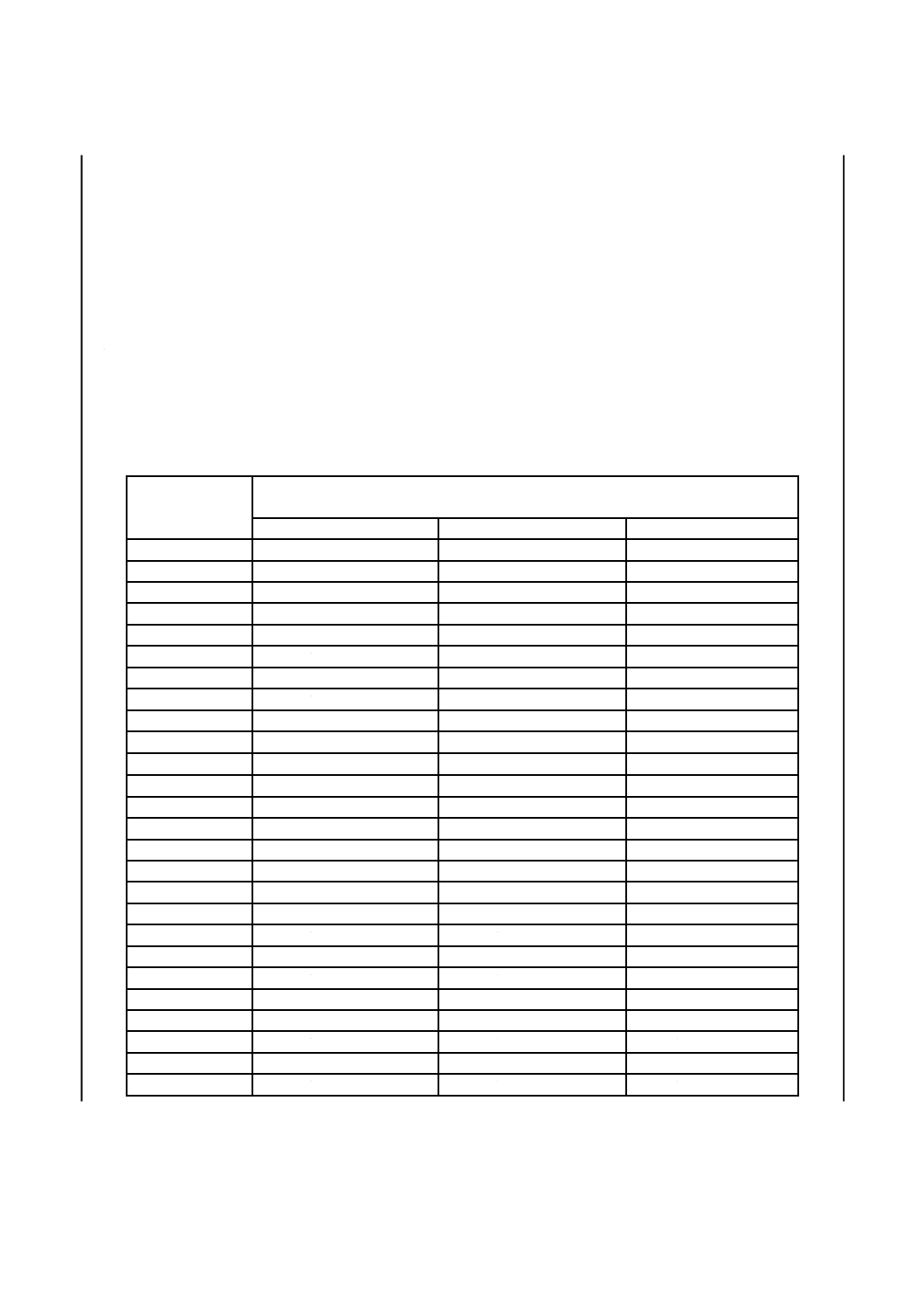
線は,9.2の試験を行い,その引張強さは表2による。
表2−引張強さ
標準線径
mm
引張強さa)
N/mm2
SW-A
SW-B
SW-C
0.08
2 110〜2 450
2 450〜2 790
2 790〜3 140
0.09
2 060〜2 400
2 400〜2 750
2 750〜3 090
0.10
2 010〜2 350
2 350〜2 700
2 700〜3 040
0.12
1 960〜2 300
2 300〜2 650
2 650〜2 990
0.14
1 960〜2 260
2 260〜2 600
2 600〜2 940
0.16
1 910〜2 210
2 210〜2 550
2 550〜2 890
0.18
1 910〜2 210
2 210〜2 500
2 500〜2 840
0.20
1 910〜2 210
2 210〜2 500
2 500〜2 790
0.23
1 860〜2 160
2 160〜2 450
2 450〜2 750
0.26
1 810〜2 110
2 110〜2 400
2 400〜2 700
0.29
1 770〜2 060
2 060〜2 350
2 350〜2 650
0.32
1 720〜2 010
2 010〜2 300
2 300〜2 600
0.35
1 720〜2 010
2 010〜2 300
2 300〜2 600
0.40
1 670〜1 960
1 960〜2 260
2 260〜2 550
0.45
1 620〜1 910
1 910〜2 210
2 210〜2 500
0.50
1 620〜1 910
1 910〜2 210
2 210〜2 500
0.55
1 570〜1 860
1 860〜2 160
2 160〜2 450
0.60
1 570〜1 810
1 810〜2 110
2 110〜2 400
0.65
1 570〜1 810
1 810〜2 110
2 110〜2 400
0.70
1 520〜1 770
1 770〜2 060
2 060〜2 350
0.80
1 520〜1 770
1 770〜2 010
2 010〜2 300
0.90
1 520〜1 770
1 770〜2 010
2 010〜2 260
1.00
1 470〜1 720
1 720〜1 960
1 960〜2 210
1.20
1 420〜1 670
1 670〜1 910
1 910〜2 160
1.40
1 370〜1 620
1 620〜1 860
1 860〜2 110
1.60
1 320〜1 570
1 570〜1 810
1 810〜2 060
3
G 3521:2018
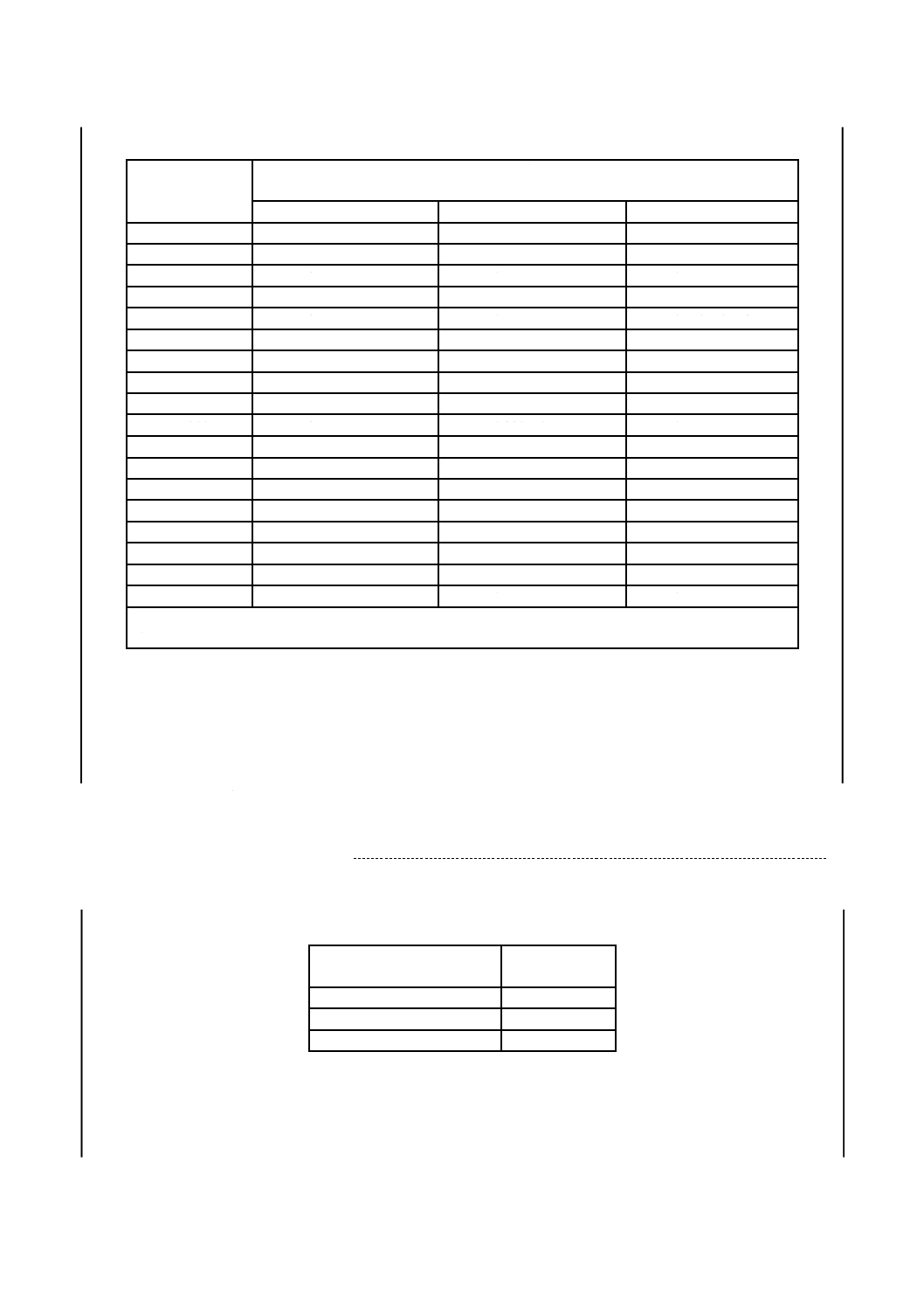
表2−引張強さ(続き)
標準線径
mm
引張強さa)
N/mm2
SW-A
SW-B
SW-C
1.80
1 270〜1 520
1 520〜1 770
1 770〜2 010
2.00
1 270〜1 470
1 470〜1 720
1 720〜1 960
2.30
1 230〜1 420
1 420〜1 670
1 670〜1 910
3.20
1 180〜1 370
1 370〜1 570
1 570〜1 810
3.50
1 180〜1 370
1 370〜1 570
1 570〜1 770
4.00
1 180〜1 370
1 370〜1 570
1 570〜1 770
4.50
1 130〜1 320
1 320〜1 520
1 520〜1 720
5.00
1 130〜1 320
1 320〜1 520
1 520〜1 720
5.50
1 080〜1 270
1 270〜1 470
1 470〜1 670
6.00
1 030〜1 230
1 230〜1 420
1 420〜1 620
6.50
1 030〜1 230
1 230〜1 420
1 420〜1 620
7.00
980〜1 180
1 180〜1 370
1 370〜1 570
8.00
980〜1 180
1 180〜1 370
1 370〜1 570
9.00
930〜1 130
1 130〜1 320
1 320〜1 520
10.0
930〜1 130
1 130〜1 320
1 320〜1 520
11.0
−
1 080〜1 270
1 270〜1 470
12.0
−
1 080〜1 270
1 270〜1 470
13.0
−
1 030〜1 230
1 230〜1 420
注記 1 N/mm2=1 MPa
注a) 標準線径以外の呼称線径の引張強さは,その呼称線径を超えて最も近い標準線径の規定値による。
6.2
巻付け性
線径0.70 mm未満の線の巻付け性の評価は,9.3の試験を行い,線の表面に有害なきずを生じたり破断
したりしてはならない。
6.3
ねじり特性
線径0.70 mm以上6.00 mm以下の線のねじり特性の評価は,9.4の試験を行い,破断したときのねじり
回数は,表3に規定するねじり回数以上でなければならない。破断したときの破断面は,線軸に直角で,
きず,割れなどがあってはならない。ねじれの状況は,全長にわたり均等で,きず及び局部ねじれがなく,
著しいらせん状になってはならない。
表3−ねじり回数
線径
mm
ねじり回数
0.70以上 2.00以下
20
2.00を超え 3.50以下
15
3.50を超え 6.00以下
10
6.4
曲げ性
線径6.00 mmを超える線の曲げ性の評価は,9.5の試験を行い,線の表面に有害なきずを生じたり破断
したりしてはならない。
4
G 3521:2018
7
線径及びその許容差
7.1
標準線径
標準線径は,表2による。
7.2
線径の許容差及び偏径差
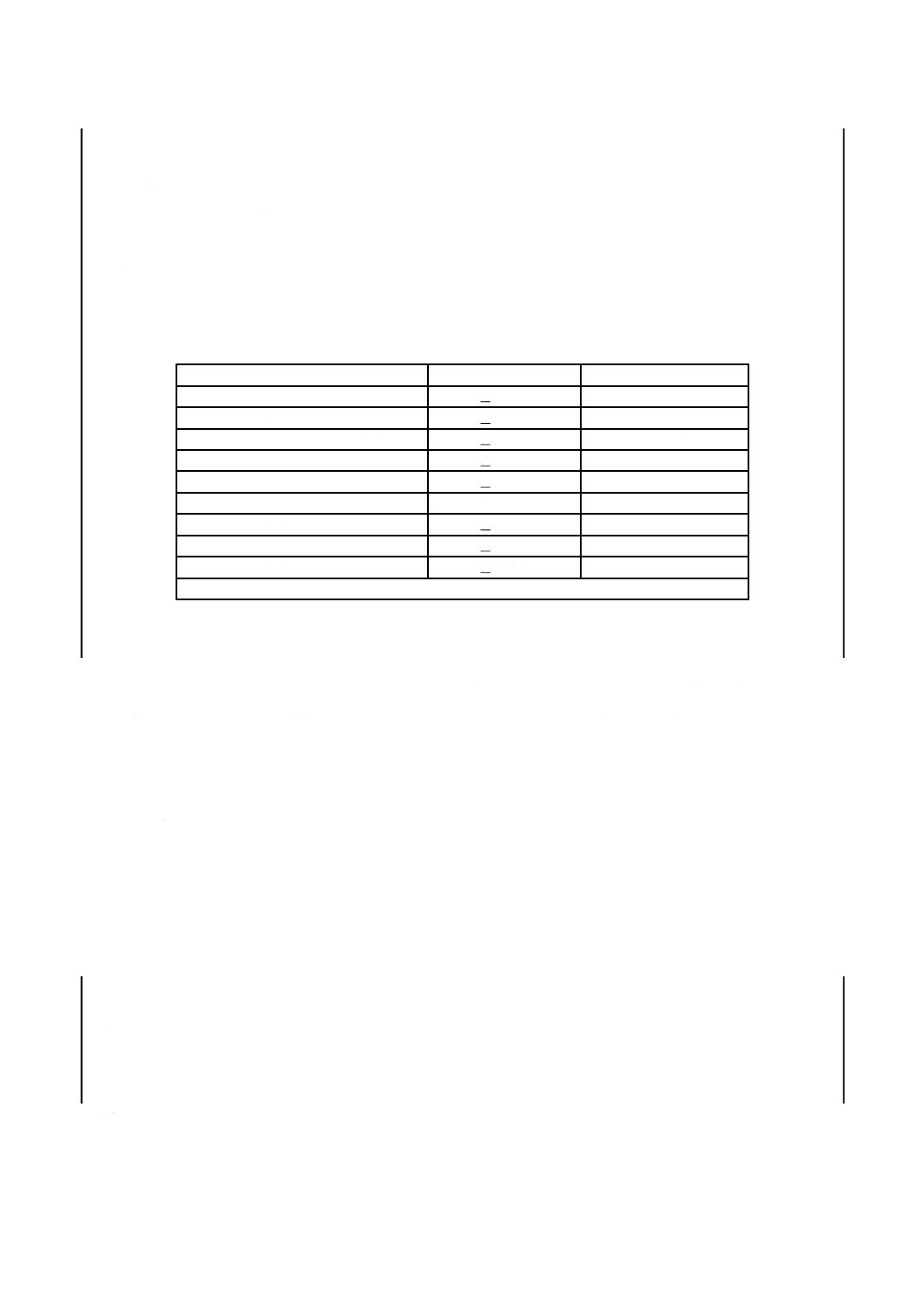
線径は,9.6の測定を行い,その許容差及び偏径差は,表4による。ただし,偏径差は,B種及びC種
に適用する。
表4−線径の許容差及び偏径差
単位 mm
線径
許容差
偏径差a)
0.08 以上 0.10 以下
± 0.006
0.006 以下
0.10 を超え 0.20 以下
± 0.008
0.008 以下
0.20 を超え 0.50 以下
± 0.015
0.015 以下
0.50 を超え 1.00 以下
± 0.020
0.020 以下
1.00 を超え 2.00 以下
± 0.030
0.030 以下
2.00 を超え 3.20 以下
± 0.040
0.040 以下
3.20 を超え 5.50 以下
± 0.050
0.050 以下
5.50 を超え 8.50 以下
± 0.060
0.060 以下
8.50 を超え
13.0 以下
± 0.070
0.070 以下
注a) 偏径差とは,線の同一断面における径の最大値と最小値との差をいう。
8
外観
線の外観は,表面が滑らかで,きずを含む使用上有害な欠点があってはならない。ただし,線は,一般
に検査によって全長にわたっての欠点の検出及びその除去は困難であるため,欠点を含む場合がある。コ
イル内に発見された使用上有害と判断される欠点については,必要な場合,その取扱いについては,受渡
当事者間の協定による。
9
試験
9.1
試験片の採り方
引張試験片,巻付試験片,ねじり試験片及び曲げ試験片は,同一加工条件で連続して最終冷間加工され
たロット1)を代表する線の片端から各試験片を1個採る。
注記 “連続して最終冷間加工”には,最終製品を小結束するための一時停止も含まれる。
注1) ロットとは,最終冷間加工直前の熱処理された材料であって,その1コイルから最終冷間加工
されたものをいう。
9.2
引張試験
引張試験は,JIS Z 2241によって行い,引張強さを求める。つかみの間隔は,線径1.00 mm未満の線は
約100 mm,線径1.00 mm以上の線は約200 mmとする。
なお,試験片がつかみの部分から破断した場合は,その試験を無効とし,更に同一の線から試験片を採
り,試験をやり直す。
9.3
巻付試験
巻付試験は,試験片を線径と同じ直径の心金に4回以上巻き付け,破断の有無及びきず発生の状況を調
べる。
5
G 3521:2018
9.4
ねじり試験
ねじり試験は,試験片の両端を線径の100倍のつかみの間隔で固くつかみ,たわまない程度に緊張しな
がら,片端を同一方向に破断するまで回転し,そのときのねじり回数,破断面の状況及びねじれの状況を
調べる。ただし,線径の100倍のつかみの間隔で試験できない場合は,線径の100倍以外のつかみの間隔
で試験してもよい。その場合のねじり回数は,つかみの間隔に正比例して増減し,線径の100倍の場合の
回数に換算する。
9.5
曲げ試験
曲げ試験は,試験片の2か所を異なった方向に,その線径を半径とする円弧に沿い,曲げ角度90°に曲
げ,破断の有無及びきず発生の状況を調べる。
注記 異なった方向とは,目視で直角程度又はそれ以上の角度を示す。
9.6
線径の測定
線径の測定は,JIS B 7502に規定するマイクロメータ又は同等の測定器を使用して,任意の箇所の同一
断面における最大径及び最小径を測定する。
10 検査
10.1 検査
検査は,次による。
a) 機械的性質は,箇条6に適合しなければならない。
b) 線径は,箇条7に適合しなければならない。
c) 外観は,箇条8に適合しなければならない。
10.2 再検査
引張試験又はねじり試験の結果,規定の値に適合しない場合,再試験を行うことができる。この場合,
試験片は改めて2個採り,その成績が全て規定に適合しなければならない。
11 表示
検査に合格した線には,線1条ごとに次の事項を表示する。
a) 線の製造に用いた線材の種類の記号
b) 種類の記号
c) 線径
d) 製造業者名又はその略号
12 報告
製造業者は,検査文書を注文者に提出しなければならない。報告は,JIS G 0404の箇条13(報告)によ
る。ただし,報告する検査文書の種類は,注文時に特に指定がない場合は,JIS G 0415の5.1(検査証明書
3.1)による。
6
G 3521:2018
附属書JA
(参考)
JISと対応国際規格との対比表
JIS G 3521:2018 硬鋼線
ISO 8458-1:2002,Steel wire for mechanical springs−Part 1: General requirements
ISO 8458-2:2002,Steel wire for mechanical springs−Part 2: Patented cold-drawn
non-alloy steel wire
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
ISO
8458-1
ISO
8458-2
1
1
機械ばねの製造に適用
される円形断面のばね
鋼線の一般要求事項。
静的な力及び動的な力
が課せられる機械構造
ばねの製造に適用され
る冷間引抜鋼線。
変更
JISは,静的な力を受けるばね用鋼
線を対象とし,動的な力を受けるば
ね用鋼線は,JIS G 3522(ピアノ線)
として別に規定している。
規格体系の違いによるものであ
り,その変更は市場の混乱を招く
おそれがあるため,旧規格どおり
とする。
2 引用規格
3 種類,種
類の記号及
び適用線径
ISO
8458-2
3
引張強さに応じて,静的
な力を受けるばね用鋼
線3種類及び動的な力
を受けるばね用鋼線2
種類を規定。
変更
JISは,静的な力を受けるばね用鋼
線として3種類を規定しているが,
種類,種類の記号及び適用線径を変
更している。
JISでは,適用線径は使用実態に
応じて規定しているため支障ない
が,今後ISO規格との整合の必要
性を検討する。
4 材料
ISO
8458-2
5.1
ISO 16120-1及びISO
16120-2に準拠した鋼。
化学成分としてC,Si,
Mn,P,S及びCuを規定。
なお,Cは0.95 %以下
として規定。
変更
JISの硬鋼線材は高炭素鋼に限られ
るため,JIS G 3506に適合した線材
(0.24 % Cから0.86 % Cまでの高
炭素鋼)に変更している。
規格体系の違いによるものであ
り,材料の変更は市場の混乱を招
くおそれがあるため,旧規格どお
りとする。
5 製造方法
−
−
−
追加
JISでは,熱処理(インラインパテ
ンチング処理を含む。)後,冷間加
工を行う製造方法を追加している。
JISの内容をISOに提案すること
を検討する。
4
G
3
5
2
1
:
2
0
1
8
7
G 3521:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 機械的性
質
6.1 引張強さ
ISO
8458-2
5.4
5種類の線の引張強さ
を規定。
変更
JISでは,3種類の線の引張強さを
規定しているが,その規定値を変更
している。
ISO規格との整合は,市場の混乱
を招くおそれがあるため,旧規格
どおりとする。
6.2 巻付け性
ISO
8458-2
5.5.1
公称径3 mmより小さい
線に適用。
変更
JISでは,線径0.70 mm未満の線へ
の適用に変更している。
JISのじん(靭)性試験は,線径
範囲で試験内容を決めており,そ
の内容をISOに提案することを検
討する。
6.3 ねじり特性
ISO
8458-2
5.5.2
公称径0.70 mmから
6.00 mmの線に適用。公
称径6 mmを超え10 mm
以下の線は協定による。
破断するまで回転させ,
破断したときのねじり
回数及び破断面の状況
を規定。
変更
JISでは,公称径を線径に変更する
とともに,線径6.00 mmを超える線
での試験を削除している。
JISのじん性試験は,線径範囲で
試験内容を決めており,その内容
をISOに提案することを検討す
る。
追加
JISでは,線の強度ばらつきによっ
て生じるねじれの状況について追
加している。
JISの内容をISOに提案すること
を検討する。
6.4 曲げ性
ISO
8458-2
5.5.3
公称径3 mmを超える線
に適用。
変更
JISでは,線径6.00 mmを超える線
への適用に変更している。
JISのじん性試験は,線径範囲で
試験内容を決めており,その内容
をISOに提案することを検討す
る。
7 線径及び
その許容差
7.1 標準線径
ISO
8458-1
5.1.1
公称径を0.05 mmから
20.00 mmまでを規定。
変更
JISでは,線径を0.08 mmから13.0
mmに変更している。
ISO規格との整合を検討する。
7.2 線径の許容差
及び偏径差
ISO
8458-1
(ISO
8458-2)
5.1.1
5.1.2
(4.1)
寸法許容差を,Class A
又はClass Bで規定。
偏径差は,許容差範囲の
50 %以下として規定。
変更
JISでは,線径の区分,その許容差
及び偏径差を国内の実態に合わせ
て変更している。
ISO規格との整合を検討する。
8外観
ISO
8458-1
5.2
線の表面は平滑で,使用
上有害な欠陥があって
はならないと規定。
追加
JISでは,全長保証に関する規定を
追加している。
PL法への対応及び製造実態を明
確にしたものであり,JISの内容
をISOに提案することを検討す
る。
4
G
3
5
2
1
:
2
0
1
8
8
G 3521:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
9 試験
9.1 試験片の採り
方
ISO
8458-1
6.2
ISO 377に基づき試料を
採取する。
一致
−
9.2 引張試験
ISO
8458-1
6.4
ISO 6892に基づき引張
試験を実施する。
変更
ISO規格では,つかみの間隔は,線
径4.00 mm未満の線は150 mm又は
250 mmであり,線径4.00 mm以上
の線は規定はない。
JISでは,線径1.00 mmを基準に2
種類が規定されており,また,つか
みの部分から破断した場合の試験
無効を規定している。
JISの内容をISOに提案すること
を検討する。
9.3 巻付試験
ISO
8458-1
ISO
8458-2
6.5
5.5.1
一致
−
9.4 ねじり試験
ISO
8458-1
ISO
8458-2
6.7
5.5.2
ISO 7800に基づきねじ
り試験を実施する。
変更
ISO規格では,つかみの間隔は,線
径3 mm以上の場合に線径の100倍
以外としてよいと規定するととも
に,試験速度を規定している。
ISO規格との整合を検討する。
9.5 曲げ試験
ISO
8458-1
ISO
8458-2
6.8
5.5.3
ISO 7438に基づき曲げ
試験を実施する。
変更
ISO規格では,U字状の180°折り
曲げとなっており,円弧は線径によ
って2種類に分けている。
JISでは,90°曲げに変更するとと
もに,円弧は線径を半径とする円弧
に変更している。
JISの内容をISOに提案すること
を検討する。
9.6 線径の測定
ISO
8458-1
6.9
同一断面において,マイ
クロメータ又は適切な
計測機器を用いて測定
すると規定。
変更
JISでは,任意の箇所の同一断面に
おける最大径及び最小径を測定す
ることに変更している。
JISの内容をISOに提案すること
を検討する。
4
G
3
5
2
1
:
2
0
1
8
9
G 3521:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
10 検査
10.1 検査
ISO
8458-2
6
一致
−
10.2 再検査
ISO
8458-1
6.11
一致
−
11 表示
ISO
8458-1
7.1
7.2
ISO 404に記載されてい
る識別及び表示の一般
条件を適用すると規定。
バンドル又はコイルへ
表示する項目を規定。
変更
JISでは,検査に合格した線への,
線の製造に用いた線材の種類の記
号,種類の記号,線径,及び製造業
者名又はその略号の表示が規定さ
れている。
JISの内容をISOに提案すること
を検討する。
12 報告
ISO
8458-1
6.1
6.12
注文時の協定によって,
ISO 10474に規定されて
いる4種類の検査文書
のうち,1種類を提出で
きるとしている。
追加
JISでは,“報告は,JIS G 0404の
箇条13(報告)による。”を追加し
た。
国内の実態に整合させたものであ
り,ISO規格との整合は,市場の
混乱を招くおそれがあるため,旧
規格どおりとする。
変更
JISでは,検査文書の種類は特定し
ていない。ただし,注文時に指定が
ない場合は,JIS G 0415の検査証明
書3.1によるとしている。
−
−
ISO
8458-1
3
用語及び定義を規定。
削除
JISでは,削除している。
国内の業界においては既知の用語
であるため,その記載を省略して
いる。
−
−
ISO
8458-1
4
注文時の要求事項を規
定。
削除
JISでは,削除している。
注文時の要求事項は,通常,JIS
では規定しない。
−
−
ISO
8458-1
6.1
検査及び試験の一般事
項を規定。
削除
JISでは,削除している。
JISでは,要求される試験方法は
箇条9,検査資料については箇条
12に規定している。
−
−
ISO
8458-1
6.3
化学分析方法を規定。
削除
JISでは,削除している。
JISでは,化学成分を規定したJIS
G 3506に適合した線材を用いる
ため,削除している。
−
−
ISO
8458-1
ISO
8458-2
6.6
5.5.4
コイリング試験を規定。 削除
JISでは,削除している。
国内では,ばね加工メーカが行う
試験である。
4
G
3
5
2
1
:
2
0
1
8
10
G 3521:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
−
−
ISO
8458-1
6.10
表面品質試験方法を規
定。
削除
JISでは,削除している。
酸腐食試験はめっき鋼線に適用,
過流探傷試験及び脱炭層深さ試験
は動的な力を受けるばね用鋼線に
適用されるものである。
−
−
ISO
8458-1
8
疑義への対応を規定。
削除
JISでは,削除している。
疑義が生じた場合の対応であり,
通常,JISでは規定していない。
−
−
ISO
8458-2
4.2
溶接部の処置を規定。
削除
JISでは,削除している。
作業性向上の措置であり,通常,
JISでは規定していない。
なお,最終製品では溶接部分は
取り除かれる。
−
−
ISO
8458-2
4.3
線くせの状態を規定。
削除
JISでは,削除している。
顧客及び用途によって線くせの状
態は様々であり,規定化すること
は困難であり,市場の混乱を招く。
−
−
ISO
8458-2
4.4
切断線の真直性を規定。 削除
JISでは,削除している。
線に真直性(直線加工)は求めら
れていない国内の実態を反映し
た。
−
−
ISO
8458-2
5.2
線の表面に対するめっ
きの種類及びめっき厚
さを規定。
削除
JISでは,削除している。
JIS G 3548(亜鉛めっき鋼線)と
して別に規定している。
−
−
ISO
8458-2
5.3
動的な力を受けるばね
用線の表面きず及び脱
炭層の許容基準を規定。
削除
JISでは,削除している。
動的な力を受けるばね用鋼線は,
JIS G 3522として別に規定してい
る。
JISと国際規格との対応の程度の全体評価:(ISO 8458-1:2002,ISO 8458-2:2002,MOD)
4
G
3
5
2
1
:
2
0
1
8
11
G 3521:2018
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
4
G
3
5
2
1
:
2
0
1
8