G 3509-1:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 種類及び記号 ··················································································································· 1
4 製造方法 ························································································································· 2
5 化学成分 ························································································································· 2
6 鋼質······························································································································· 4
6.1 脱炭層深さ ··················································································································· 4
6.2 非金属介在物 ················································································································ 4
6.3 焼入性 ························································································································· 4
6.4 オーステナイト結晶粒度 ································································································· 5
7 外観,形状,寸法及びその許容差 ························································································ 6
7.1 外観 ···························································································································· 6
7.2 標準径 ························································································································· 6
7.3 形状及び寸法の許容差 ···································································································· 6
8 試験······························································································································· 6
8.1 分析試験 ······················································································································ 6
8.2 脱炭層深さ測定試験 ······································································································· 6
8.3 非金属介在物試験 ·········································································································· 7
8.4 焼入性試験 ··················································································································· 7
8.5 オーステナイト結晶粒度試験···························································································· 7
8.6 表面きず検出試験 ·········································································································· 7
9 検査······························································································································· 7
10 表示 ····························································································································· 7
11 報告 ····························································································································· 8
附属書JA(規定)焼入性を保証した鋼材の焼入性バンド ····························································· 9
附属書JB(規定)特別品質規定 ····························································································· 31
附属書JC(参考)JISと対応国際規格との対比表 ······································································ 35
G 3509-1:2010
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本鉄鋼
連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査
会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 3509-1:2003は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
JIS G 3509の規格群には,次に示す部編成がある。
JIS G 3509-1 第1部 線材
JIS G 3509-2 第2部 線
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3509-1:2010
冷間圧造用合金鋼−第1部 線材
Low-alloyed steels for cold heading-Part 1: Wire rods
序文
この規格は,1993年に第2版として発行されたISO 4954を基に技術的内容を変更して作成した日本工
業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,主として冷間圧造用合金鋼線の製造に用いられる冷間圧造用合金鋼線材(以下,線材とい
う。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 4954:1993,Steels for cold heading and cold extruding(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0321 鋼材の製品分析方法及びその許容変動値
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
注記 対応国際規格:ISO 10474:1991,Steel and steel products−Inspection documents(IDT)
JIS G 0551 鋼−結晶粒度の顕微鏡試験方法
JIS G 0555 鋼の非金属介在物の顕微鏡試験方法
JIS G 0558 鋼の脱炭層深さ測定方法
JIS G 0561 鋼の焼入性試験方法(一端焼入方法)
3
種類及び記号
線材の種類は51種類とし,その記号は,表1による。
2
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
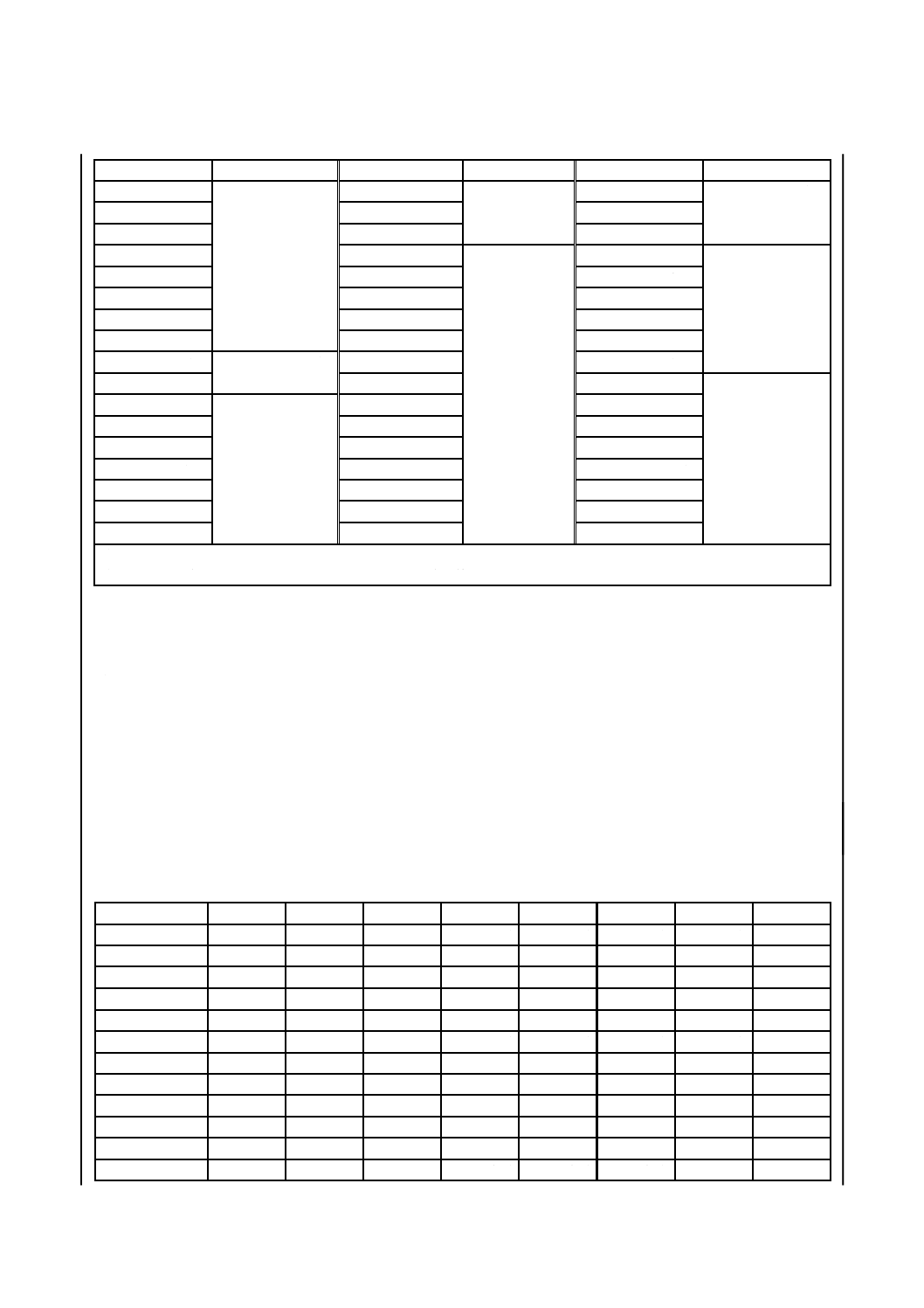
表1−種類の記号
種類の記号
分類
種類の記号
分類
種類の記号
分類
SMn420RCH*
マンガン鋼
SCr435HRCH
クロム鋼
SCM445HRCH
クロムモリブデン
鋼
SMn420HRCH*
SCr440RCH
SCM822RCH*
SMn433RCH
SCr440HRCH
SCM822HRCH*
SMn433HRCH
SCM415RCH*
クロムモリブデ
ン鋼
SNC415RCH*
ニッケルクロム鋼
SMn438RCH
SCM415HRCH*
SNC415HRCH*
SMn438HRCH
SCM418RCH*
SNC631RCH
SMn443RCH
SCM418HRCH*
SNC631HRCH
SMn443HRCH
SCM420RCH*
SNC815RCH*
SMnC420RCH*
マンガンクロム鋼 SCM420HRCH*
SNC815HRCH*
SMnC443RCH
SCM425RCH*
SNCM220RCH*
ニッケルクロムモ
リブデン鋼
SCr415RCH*
クロム鋼
SCM425HRCH*
SNCM220HRCH*
SCr415HRCH*
SCM430RCH
SNCM240RCH
SCr420RCH*
SCM435RCH
SNCM420RCH*
SCr420HRCH*
SCM435HRCH
SNCM420HRCH*
SCr430RCH
SCM440RCH
SNCM439RCH
SCr430HRCH
SCM440HRCH
SNCM447RCH
SCr435RCH
SCM445RCH
SNCM616RCH*
注記1 この表の種類の記号で,末尾にHRCHを付したものは,焼入性を保証した鋼材とする。
注記2 *印を付した種類の記号は,主に,はだ焼用途に使用する。
4
製造方法
製造方法は,次による。
a) 線材は,キルド鋼から製造する。
b) 線材は,鋼塊(連続鋳造で製造した鋳片を含む。)からの鍛錬成形比4S以上の圧延を行わなければな
らない。
5
化学成分
線材は,8.1の試験を行い,その溶鋼分析値は,表2による。
表2−化学成分
単位 %
種類の記号
C
Si a)
Mn
P
S
Ni
Cr
Mo
SMn420RCH
0.17〜0.23 0.15〜0.35 1.20〜1.50 0.030以下 0.030以下
0.25以下
0.35以下
−
SMn420HRCH
0.16〜0.23 0.15〜0.35 1.15〜1.55 0.030以下 0.030以下
0.25以下
0.35以下
−
SMn433RCH
0.30〜0.36 0.15〜0.35 1.20〜1.50 0.030以下 0.030以下
0.25以下
0.35以下
−
SMn433HRCH
0.29〜0.36 0.15〜0.35 1.15〜1.55 0.030以下 0.030以下
0.25以下
0.35以下
−
SMn438RCH
0.35〜0.41 0.15〜0.35 1.35〜1.65 0.030以下 0.030以下
0.25以下
0.35以下
−
SMn438HRCH
0.34〜0.41 0.15〜0.35 1.30〜1.70 0.030以下 0.030以下
0.25以下
0.35以下
−
SMn443RCH
0.40〜0.46 0.15〜0.35 1.35〜1.65 0.030以下 0.030以下
0.25以下
0.35以下
−
SMn443HRCH
0.39〜0.46 0.15〜0.35 1.30〜1.70 0.030以下 0.030以下
0.25以下
0.35以下
−
SMnC420RCH
0.17〜0.23 0.15〜0.35 1.20〜1.50 0.030以下 0.030以下
0.25以下
0.35〜0.70
−
SMnC443RCH
0.40〜0.46 0.15〜0.35 1.35〜1.65 0.030以下 0.030以下
0.25以下
0.35〜0.70
−
SCr415RCH
0.13〜0.18 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下
0.25以下
0.90〜1.20
−
SCr415HRCH
0.12〜0.18 0.15〜0.35 0.55〜0.95 0.030以下 0.030以下
0.25以下
0.85〜1.25
−
3
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−化学成分(続き)
単位 %
種類の記号
C
Si a)
Mn
P
S
Ni
Cr
Mo
SCr420RCH
0.18〜0.23 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下
0.25以下
0.90〜1.20
−
SCr420HRCH
0.17〜0.23 0.15〜0.35 0.55〜0.95 0.030以下 0.030以下
0.25以下
0.85〜1.25
−
SCr430RCH
0.28〜0.33 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下
0.25以下
0.90〜1.20
−
SCr430HRCH
0.27〜0.34 0.15〜0.35 0.55〜0.95 0.030以下 0.030以下
0.25以下
0.85〜1.25
−
SCr435RCH
0.33〜0.38 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下
0.25以下
0.90〜1.20
−
SCr435HRCH
0.32〜0.39 0.15〜0.35 0.55〜0.95 0.030以下 0.030以下
0.25以下
0.85〜1.25
−
SCr440RCH
0.38〜0.43 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下
0.25以下
0.90〜1.20
−
SCr440HRCH
0.37〜0.44 0.15〜0.35 0.55〜0.95 0.030以下 0.030以下
0.25以下
0.85〜1.25
−
SCM415RCH
0.13〜0.18 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下
0.25以下
0.90〜1.20 0.15〜0.25
SCM415HRCH
0.12〜0.18 0.15〜0.35 0.55〜0.95 0.030以下 0.030以下
0.25以下
0.85〜1.25 0.15〜0.30
SCM418RCH
0.16〜0.21 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下
0.25以下
0.90〜1.20 0.15〜0.25
SCM418HRCH
0.15〜0.21 0.15〜0.35 0.55〜0.95 0.030以下 0.030以下
0.25以下
0.85〜1.25 0.15〜0.30
SCM420RCH
0.18〜0.23 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下
0.25以下
0.90〜1.20 0.15〜0.25
SCM420HRCH
0.17〜0.23 0.15〜0.35 0.55〜0.95 0.030以下 0.030以下
0.25以下
0.85〜1.25 0.15〜0.30
SCM425RCH
0.23〜0.28 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下
0.25以下
0.90〜1.20 0.15〜0.30
SCM425HRCH
0.23〜0.28 0.15〜0.35 0.55〜0.95 0.030以下 0.030以下
0.25以下
0.85〜1.25 0.15〜0.30
SCM430RCH
0.28〜0.33 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下
0.25以下
0.90〜1.20 0.15〜0.30
SCM435RCH
0.33〜0.38 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下
0.25以下
0.90〜1.20 0.15〜0.30
SCM435HRCH
0.32〜0.39 0.15〜0.35 0.55〜0.95 0.030以下 0.030以下
0.25以下
0.85〜1.25 0.15〜0.35
SCM440RCH
0.38〜0.43 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下
0.25以下
0.90〜1.20 0.15〜0.30
SCM440HRCH
0.37〜0.44 0.15〜0.35 0.55〜0.95 0.030以下 0.030以下
0.25以下
0.85〜1.25 0.15〜0.35
SCM445RCH
0.43〜0.48 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下
0.25以下
0.90〜1.20 0.15〜0.30
SCM445HRCH
0.42〜0.49 0.15〜0.35 0.55〜0.95 0.030以下 0.030以下
0.25以下
0.85〜1.25 0.15〜0.35
SCM822RCH
0.20〜0.25 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下
0.25以下
0.90〜1.20 0.35〜0.45
SCM822HRCH
0.19〜0.25 0.15〜0.35 0.55〜0.95 0.030以下 0.030以下
0.25以下
0.85〜1.25 0.35〜0.45
SNC415RCH
0.12〜0.18 0.15〜0.35 0.35〜0.65 0.030以下 0.030以下 2.00〜2.50 0.20〜0.50
−
SNC415HRCH
0.11〜0.18 0.15〜0.35 0.30〜0.70 0.030以下 0.030以下 1.95〜2.50 0.20〜0.55
−
SNC631RCH
0.27〜0.35 0.15〜0.35 0.35〜0.65 0.030以下 0.030以下 2.50〜3.00 0.60〜1.00
−
SNC631HRCH
0.26〜0.35 0.15〜0.35 0.30〜0.70 0.030以下 0.030以下 2.45〜3.00 0.55〜1.05
−
SNC815RCH
0.12〜0.18 0.15〜0.35 0.35〜0.65 0.030以下 0.030以下 3.00〜3.50 0.60〜1.00
−
SNC815HRCH
0.11〜0.18 0.15〜0.35 0.30〜0.70 0.030以下 0.030以下 2.95〜3.50 0.55〜1.05
−
SNCM220RCH
0.17〜0.23 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下 0.40〜0.70 0.40〜0.60 0.15〜0.25
SNCM220HRCH 0.17〜0.23 0.15〜0.35 0.60〜0.95 0.030以下 0.030以下 0.35〜0.75 0.35〜0.65 0.15〜0.30
SNCM240RCH
0.38〜0.43 0.15〜0.35 0.70〜1.00 0.030以下 0.030以下 0.40〜0.70 0.40〜0.60 0.15〜0.30
SNCM420RCH
0.17〜0.23 0.15〜0.35 0.40〜0.70 0.030以下 0.030以下 1.60〜2.00 0.40〜0.60 0.15〜0.30
SNCM420HRCH 0.17〜0.23 0.15〜0.35 0.40〜0.70 0.030以下 0.030以下 1.55〜2.00 0.35〜0.65 0.15〜0.30
SNCM439RCH
0.36〜0.43 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下 1.60〜2.00 0.60〜1.00 0.15〜0.30
SNCM447RCH
0.44〜0.50 0.15〜0.35 0.60〜0.90 0.030以下 0.030以下 1.60〜2.00 0.60〜1.00 0.15〜0.30
SNCM616RCH
0.13〜0.20 0.15〜0.35 0.80〜1.20 0.030以下 0.030以下 2.80〜3.20 1.40〜1.80 0.40〜0.60
− この表のすべての鋼種は,不純物としてCuが,0.30 %を超えてはならない。
− 受渡当事者間の協定によって,結晶粒細粒化のためにAlを添加してもよい。
− この表に規定のない元素は,受渡当事者間の協定がない限り,溶鋼を仕上げる目的以外に意図的に添加してはな
らない。
− 受渡当事者間の協定によって,鋼材の製品分析を行う場合のこの表の溶鋼分析規制値に対する許容変動値は,JIS
G 0321の表4による。
注a) Siの下限値は,受渡当事者間の協定によって0.15 %未満の値に設定してもよい。
4
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
鋼質
6.1
脱炭層深さ
注文者の指定がある場合は,8.2の試験を行い,その平均脱炭層深さは,表3による。
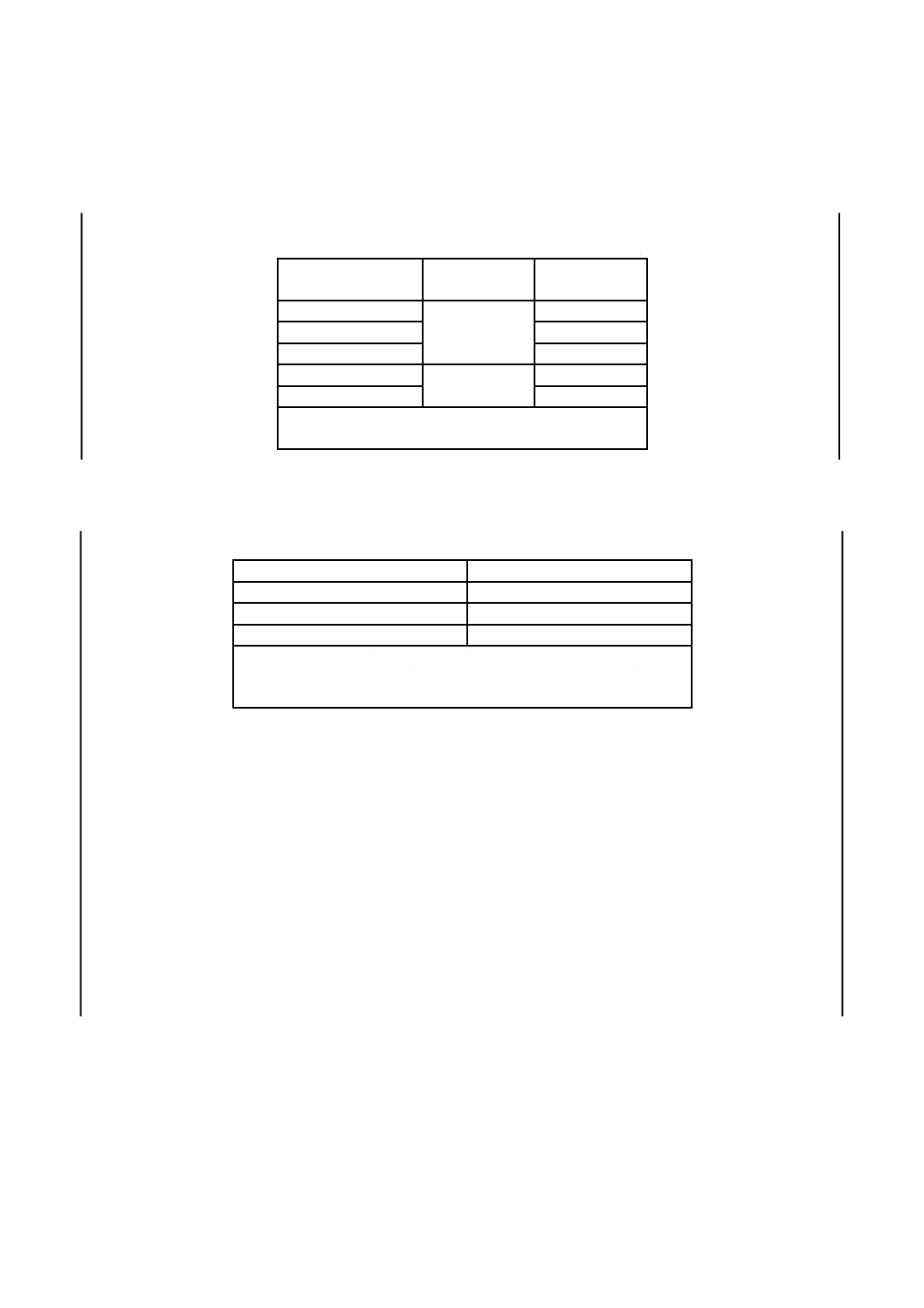
表3−平均脱炭層深さ
単位 mm
径
フェライト
脱炭層深さ
全脱炭層
深さ
15以下
0.02以下
0.12以下
15を超え25以下
0.15以下
25を超え32以下
0.20以下
32を超え40以下
0.03以下
0.25以下
40を超え50以下
0.30以下
径が50 mmを超える線材については,受渡当事者間の
協定による。
6.2
非金属介在物
非金属介在物は,注文者の指定がある場合に8.3の試験を行い,その清浄度の許容値は,表4による。
表4−非金属介在物
介在物の種類
清浄度(%)
A系介在物
0.25以下
B+C系介在物
0.10以下
A+B+C系介在物
0.35以下
A系介在物,B系介在物及びC系介在物の定義は,JIS G 0555の附属
書1(点算法による非金属介在物の顕微鏡試験方法)の4.3(介在物の
種類)による。
6.3
焼入性
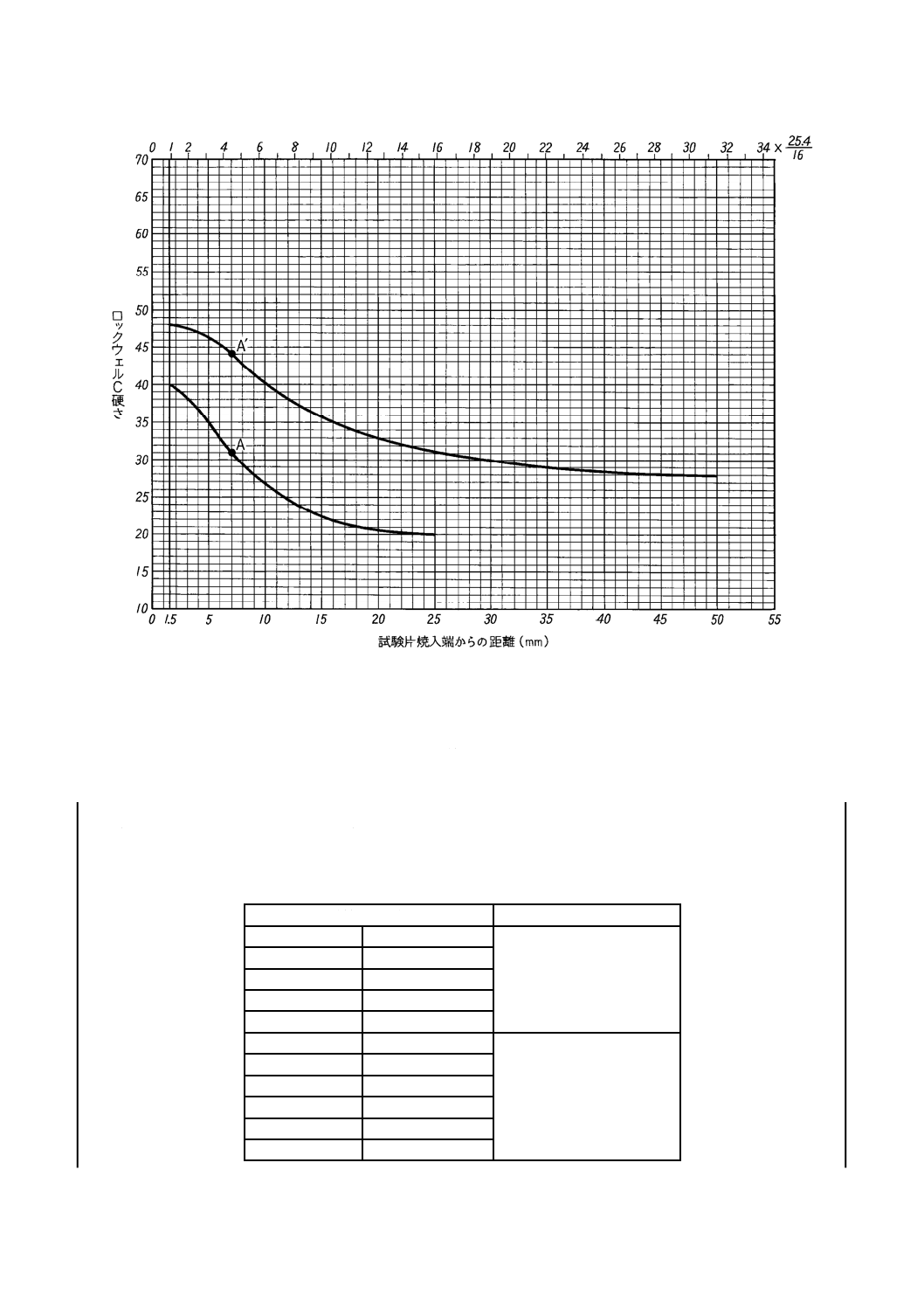
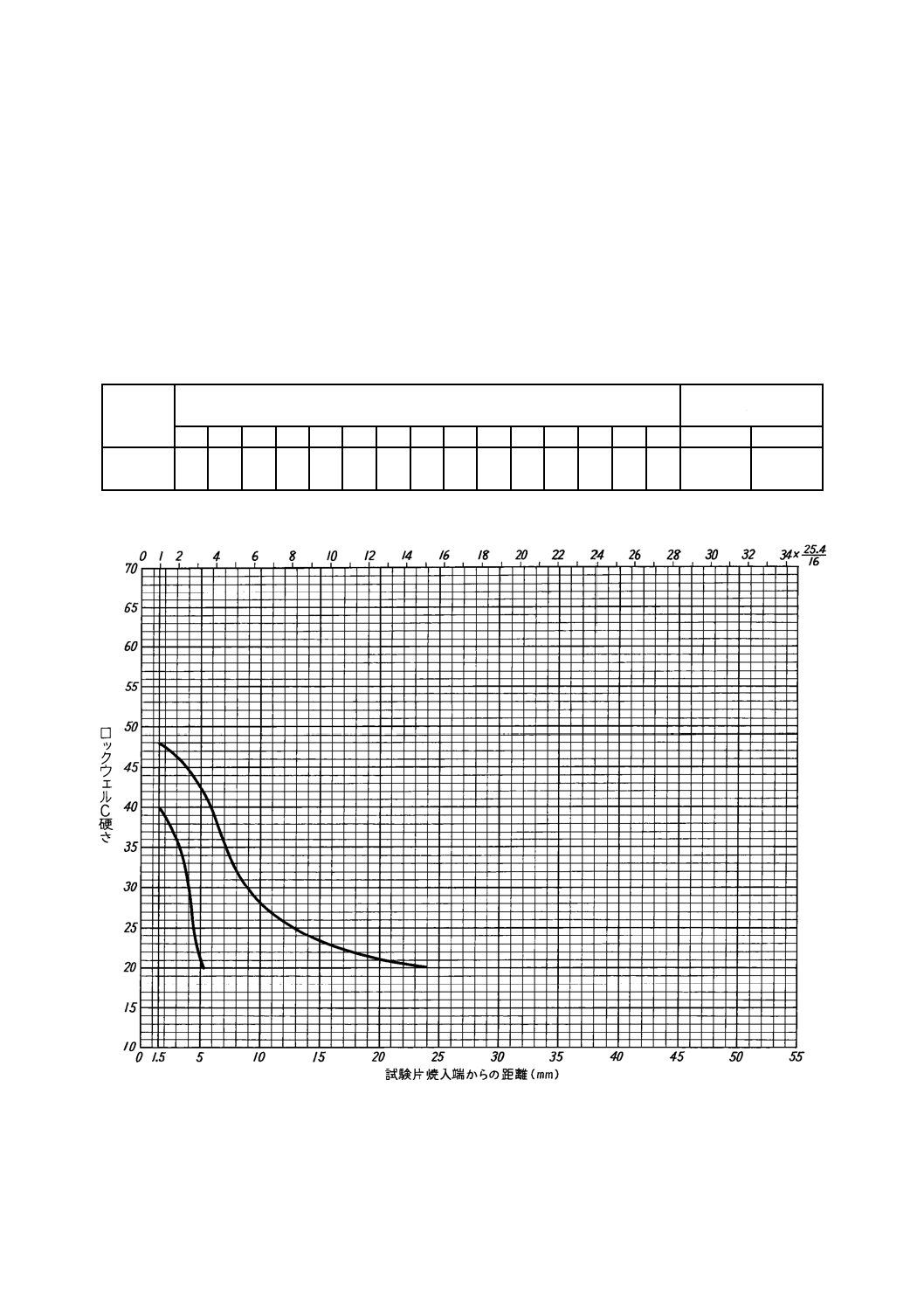
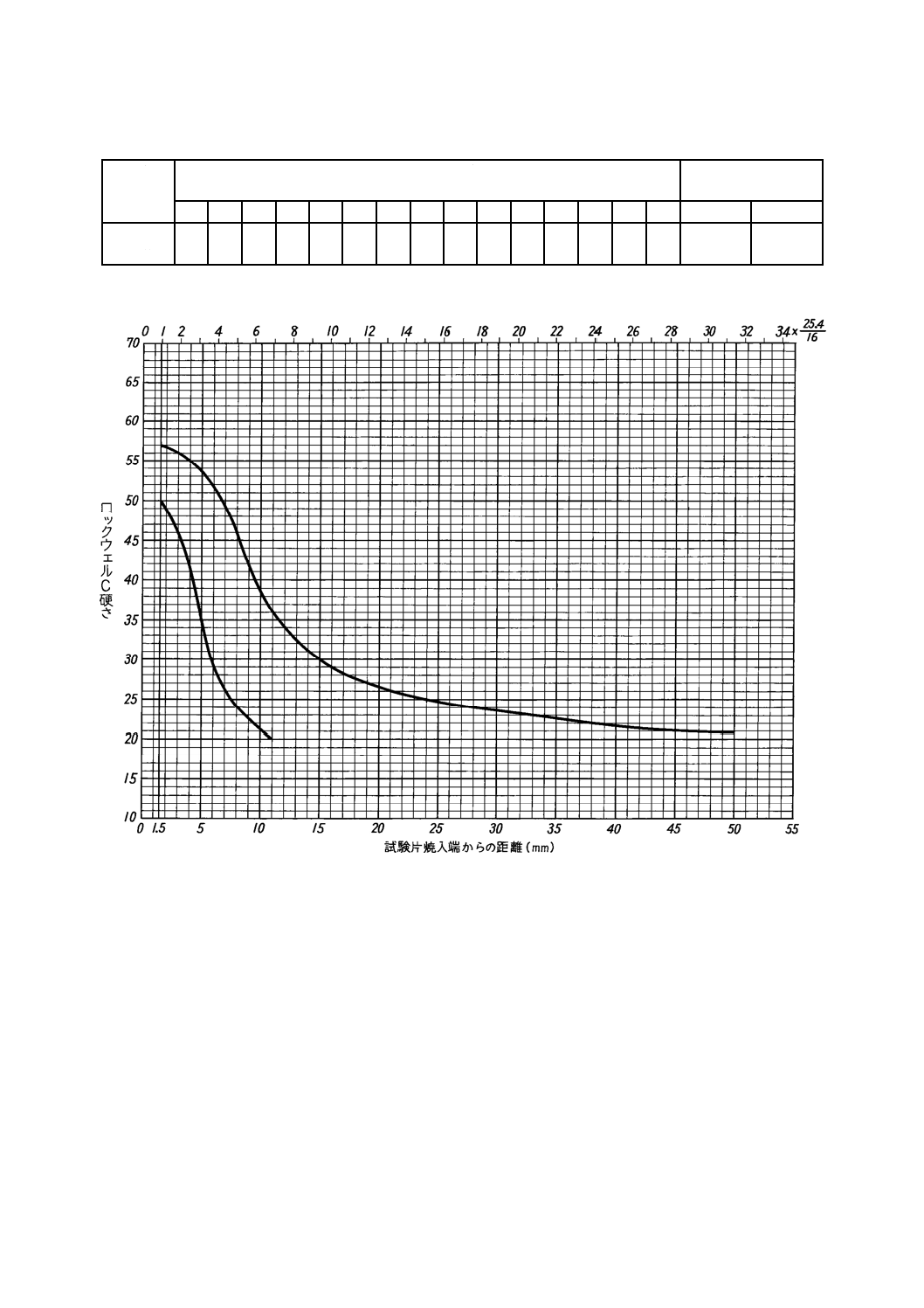
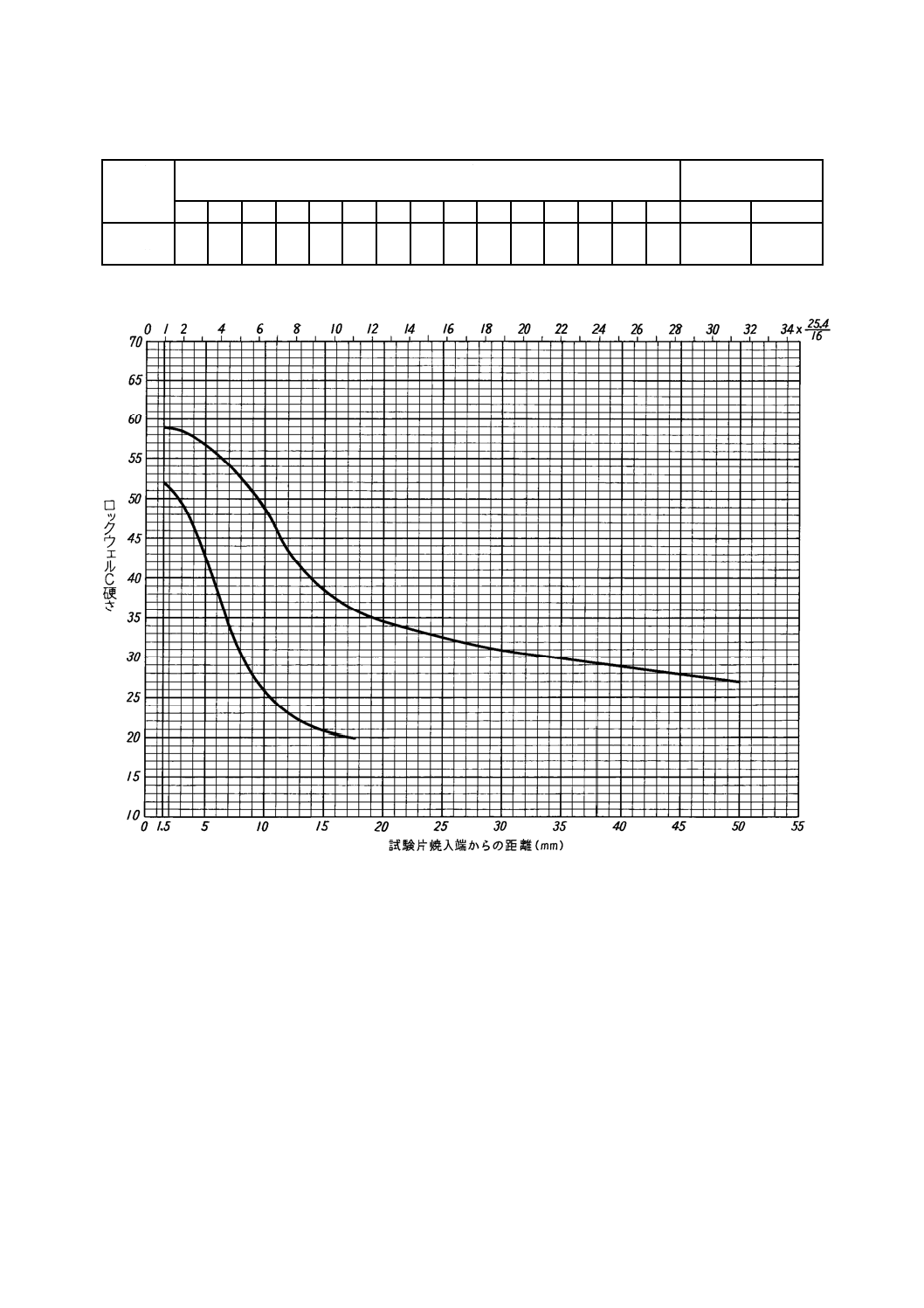
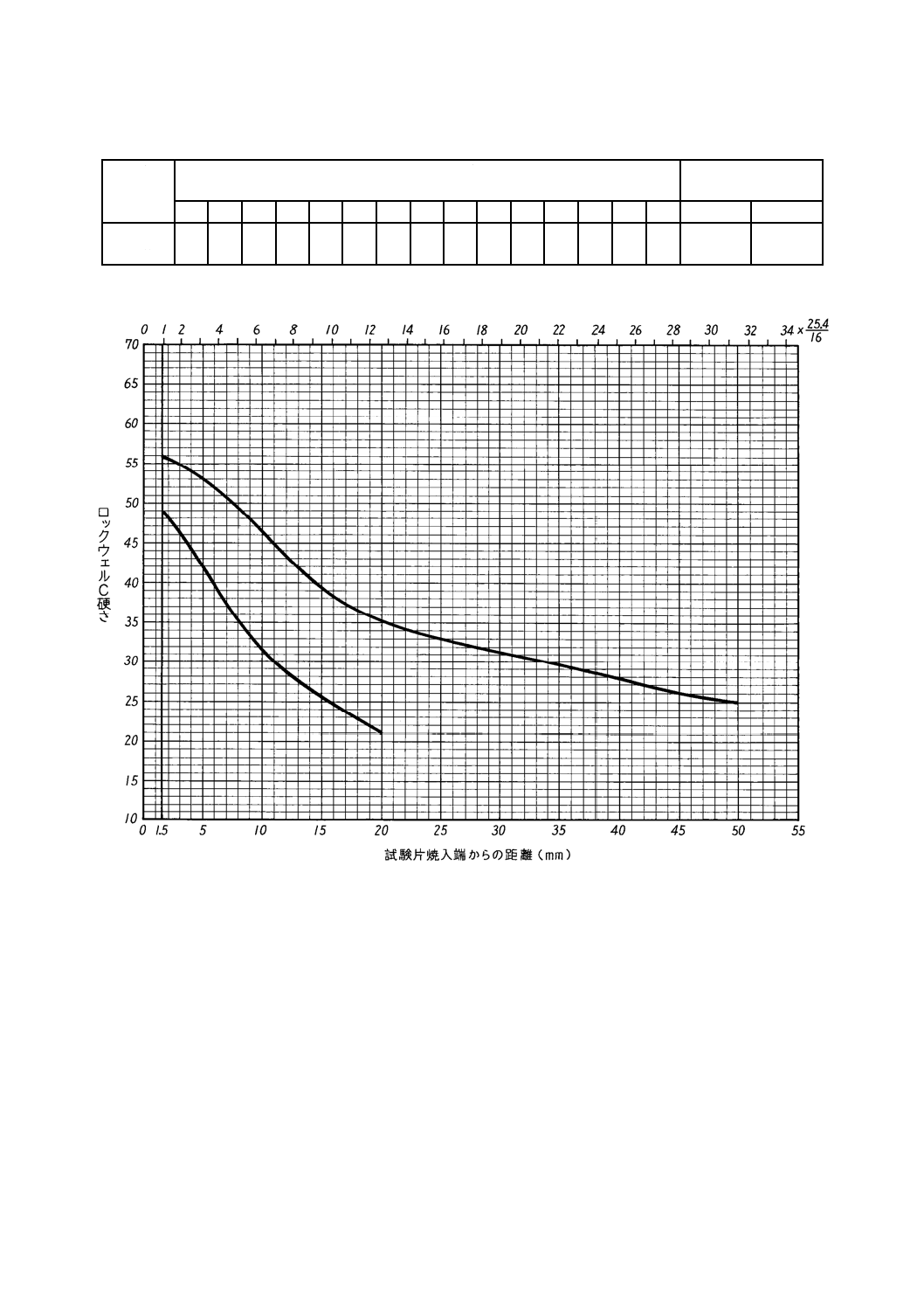
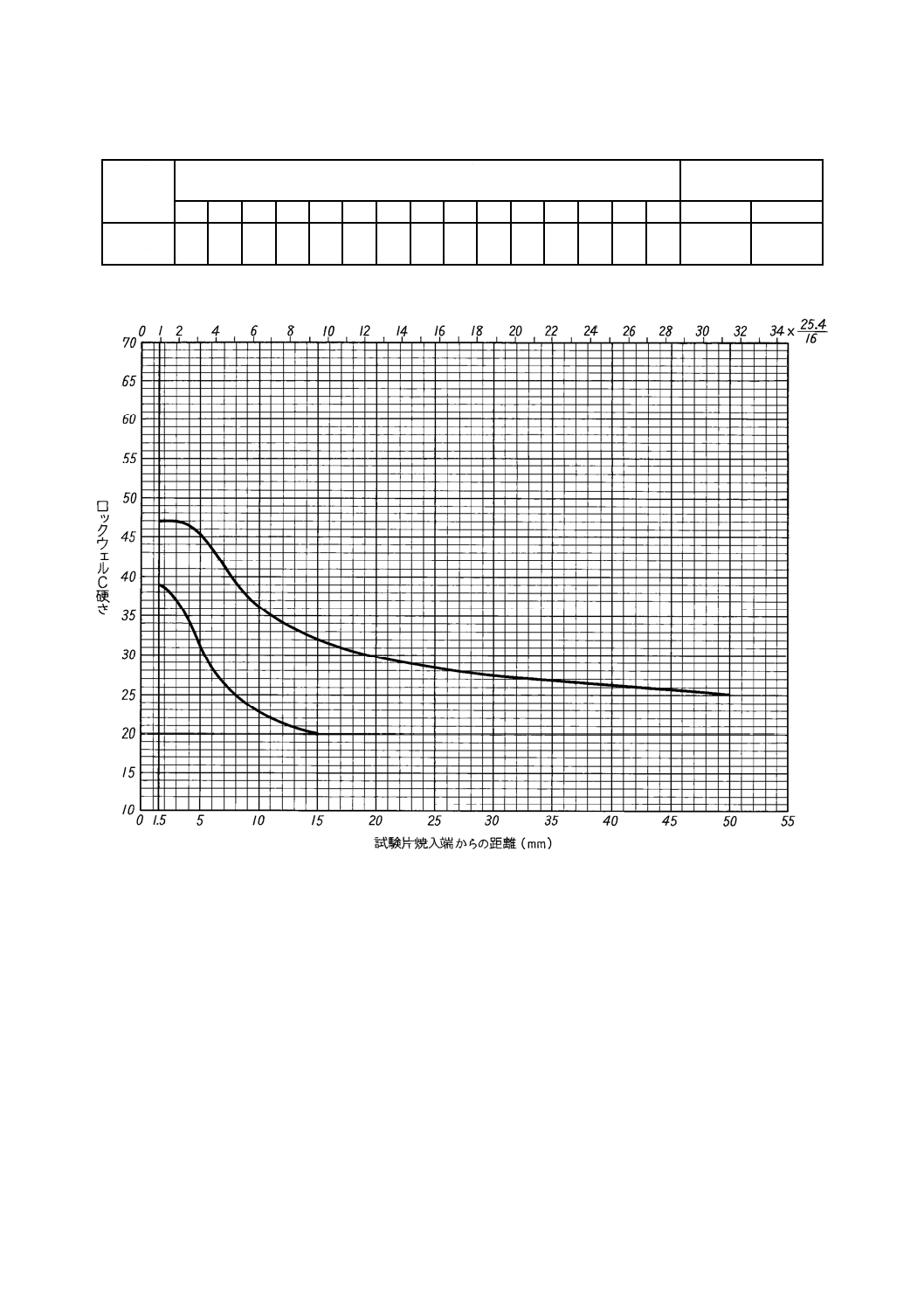
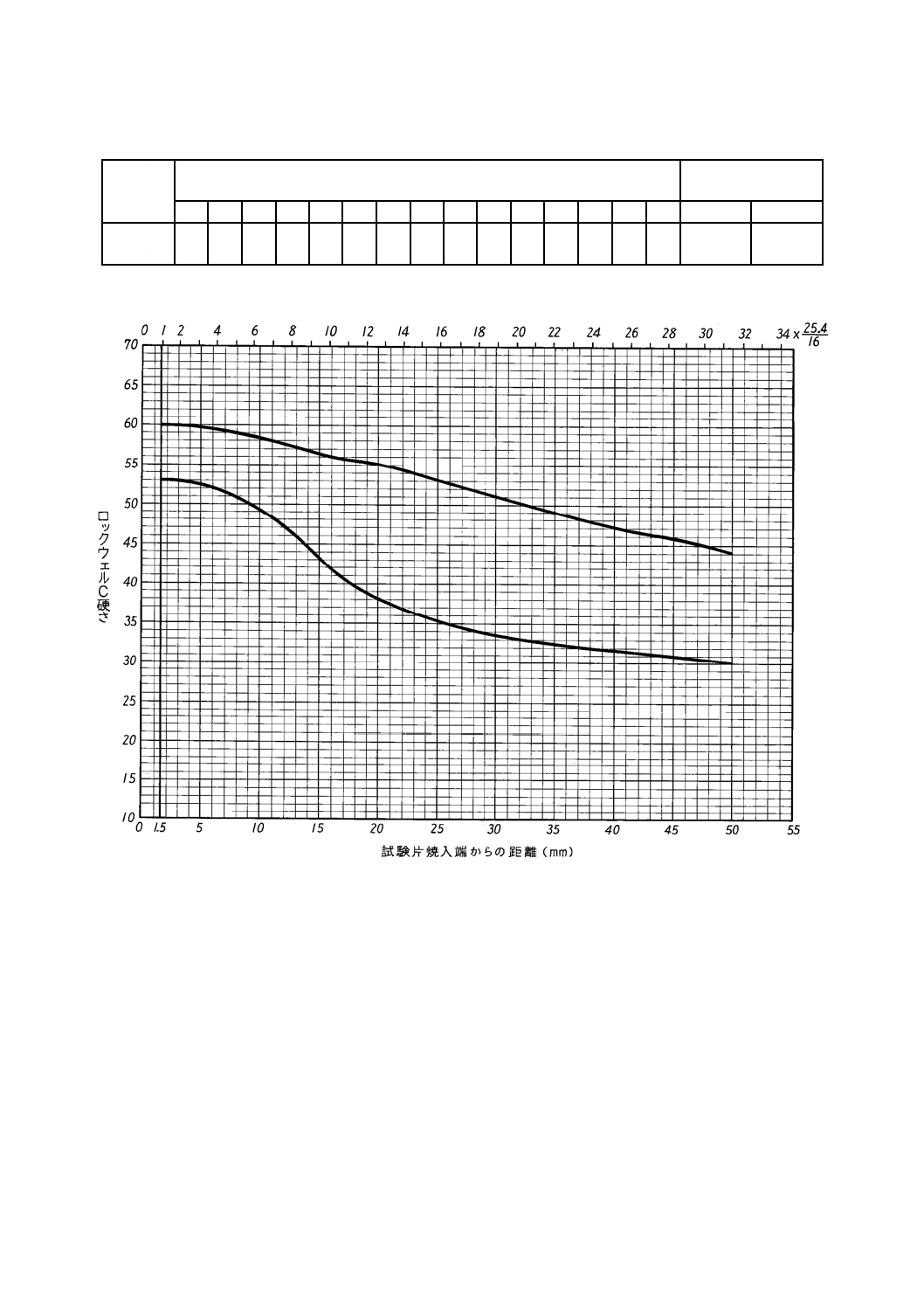
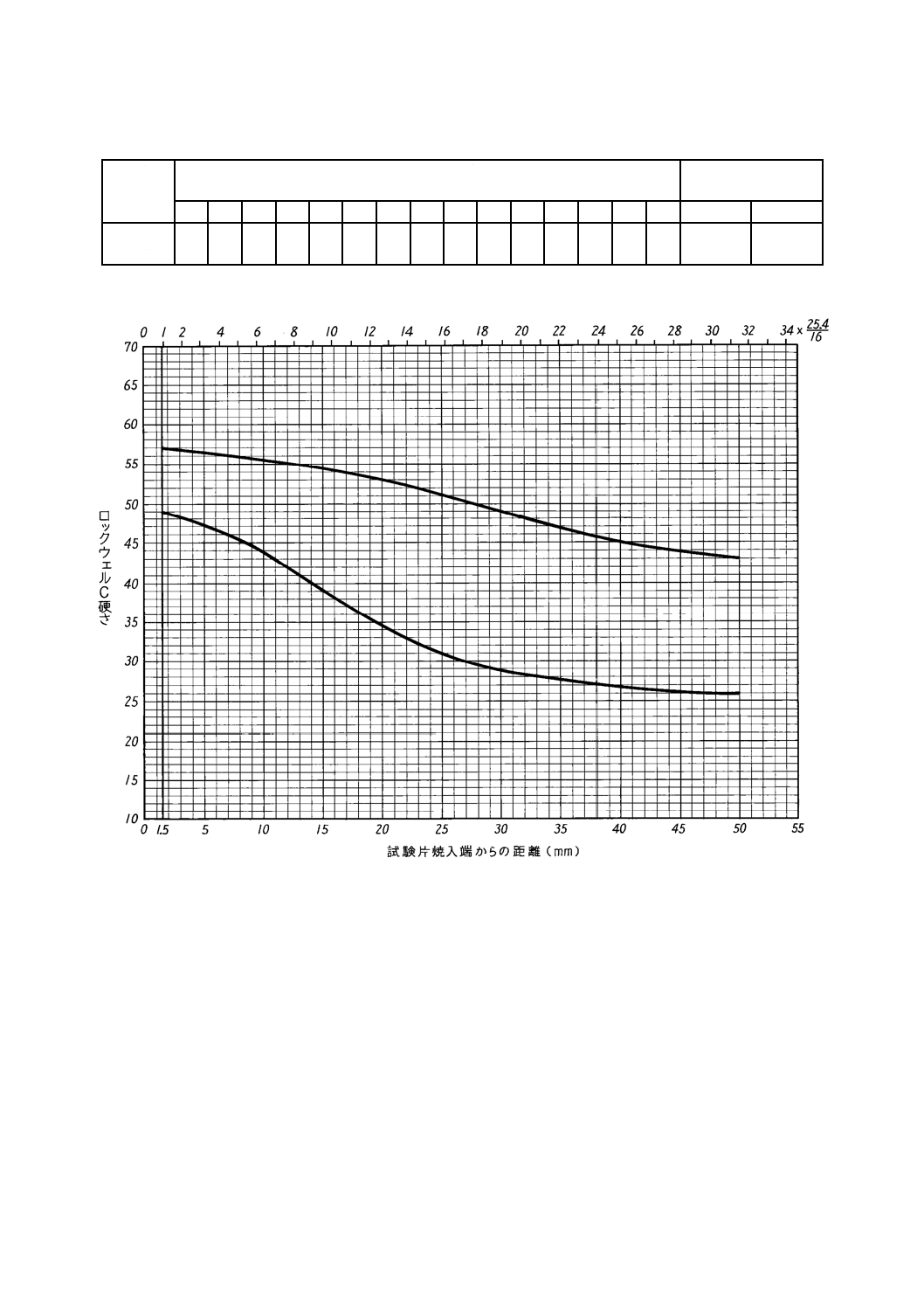
焼入性を保証する種類の記号の末尾がHRCHの線材の焼入性は,次による。
a) 線材は,8.4の試験を行い,指定された距離における焼入性は,表JA.1〜表JA.22の値による。ただ
し,焼入端からの距離が表に示されていないときは,図から読み取った値を参考にして,受渡当事者
間の協定によって決める。
b) 注文時に表JA.1〜表JA.22の焼入性バンド内の上側75 %又は下側75 %の範囲を特に指定された場合
は,表JB.1の値による。この場合も焼入端からの距離が表に示されていないときは,図から読み取っ
た値を参考にして,受渡当事者間の協定によって決める。
c) 焼入性を指定する方法は,指定する距離における最低及び最高の硬さによる。
例 図1に示すA−A'点で,J 7 mm=31/44とする。
5
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−焼入性の指定方法
6.4
オーステナイト結晶粒度
種類の記号の末尾がHRCHの焼入性を保証する線材は,8.5の試験を行い,そのオーステナイト結晶粒
度は,表5による。
種類の記号の末尾がRCHの線材についても受渡当事者間の協定によってオーステナイト結晶粒度試験
を追加してもよい。ただし,その場合は,JB.5による。
表5−オーステナイト結晶粒度
種類の記号
オーステナイト結晶粒度
SMn433HRCH
SMn438HRCH
熱処理平均粒度番号
5.0 以上
SMn443HRCH
SCr430HRCH
SCr435HRCH
SCr440HRCH
SCM435HRCH
SCM440HRCH
SCM445HRCH
SNC631HRCH
SMn420HRCH
SCr415HRCH
浸炭平均粒度番号
6.0 以上
SCr420HRCH
SCM415HRCH
SCM418HRCH
SCM420HRCH
SCM425HRCH
SCM822HRCH
SNC815HRCH
SNC415HRCH
SNCM220HRCH SNCM420HRCH
6
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
外観,形状,寸法及びその許容差
7.1
外観
線材の外観は,次による。
a) 線材は,表面が滑らかで,b) で許容する表面きず以外の使用上有害なきずがあってはならない。ただ
し,線材は,一般に検査によって全長にわたってのきずの検出は困難であり,また,その除去の機会
がないため,正常でない部分を含むことがある。したがって,正常でない部分の取扱いについては,
受渡当事者間の協定による。
b) 線材の表面きずは,8.6の試験を行い,そのきずの深さは0.10 mm以下とする。きず深さを特別に管
理する必要がある場合,線材の径が25 mm以下については受渡当事者間の協定によって,表JB.3の
クラスAを指定してもよい。
7.2
標準径
線材の標準径は,表6による。
表6−標準径
単位 mm
5.5,6,6.4,7,8,9,9.5,10,11,12,13,14,15,16,17,18,19,20,22,24,25,26,28,
30,32,34,36,38,40,42,44,46,48,50
7.3
形状及び寸法の許容差
線材の径の許容差及び偏径差1) は,表7による。径の許容差及び偏径差を特別に管理する必要がある場
合,線材の径が32 mm以下については受渡当事者間の協定によって,表JB.2のクラスA又はクラスBを
指定してもよい。
注1)
偏径差とは,線材の同一断面における径の最大値と最小値との差をいう。
表7−径の許容差及び偏径差
単位 mm
径
許容差
偏径差
15以下
±0.3
0.4以下
15を超え25以下
±0.4
0.5以下
25を超え32以下
±0.5
0.6以下
32を超え50以下
±0.6
0.7以下
径が50 mmを超える線材については,受渡当事者間の協
定による。
8
試験
8.1
分析試験
分析試験は,次による。
a) 化学成分は,溶鋼分析によって求め,分析試験の一般事項及び分析試料の採り方は,JIS G 0404の8.
(化学成分)による。
b) 溶鋼分析の方法は,JIS G 0320による。
8.2
脱炭層深さ測定試験
脱炭層深さ測定試験は,次による。
7
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 供試材の採り方は,同一溶鋼,同一圧延チャンス及び同一寸法ごとに1個を採取する。
b) 試験方法は,JIS G 0558の6.1(顕微鏡による測定方法)による。ただし,線材断面の平均脱炭層深さ
は,最大脱炭深さの箇所を基点にして,円周を等分する4か所で測定し,その平均値を求める。
8.3
非金属介在物試験
非金属介在物試験は,次による。
a) 供試材の採り方及び試験片の数は,受渡当事者間の協定による。
b) 試験方法は,JIS G 0555の附属書1の点算法による。
8.4
焼入性試験
焼入性試験は,次による。
a) 供試材の採り方は,受渡当事者間の協定による。
b) 試験方法は,JIS G 0561による。
8.5
オーステナイト結晶粒度試験
結晶粒度試験は,次による。
a) 供試材の採り方及び試験片の数は,受渡当事者間の協定による。
b) 試験方法は,JIS G 0551による。
なお,熱処理平均粒度番号を求める場合は,熱処理粒度試験方法によって行い,特に指定のない限り,
焼入焼戻し法(Gh)又は酸化法(Go)のいずれかとする。浸炭粒度試験番号を求める場合は,浸炭粒度試
験方法とする。
8.6
表面きず検出試験
表面きず検出試験は,次による。
a) 同一溶鋼,同一圧延チャンス,同一寸法ごとに,1コイルの片端から試験片を1個採取する。
b) きず検出試験方法は,磁粉探傷法,酸洗法など適切な方法で行う。試験片は適切な精度をもつ測定器
によって表面きず深さを測定する。
9
検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条5に適合しなければならない。
c) 脱炭層深さは,注文者が指定する場合に適用し,6.1に適合しなければならない。
d) 非金属介在物は,注文者が指定する場合に適用し,6.2に適合しなければならない。
e) 焼入性の指定のある場合は,6.3に適合しなければならない。焼入性試験に合格しなかった鋼材は,JIS
G 0404の9.8(再試験)によって再試験を行って合否を判定してもよい。
f)
オーステナイト結晶粒度の指定のある場合は,6.4に適合しなければならない。
g) 外観は,7.1に適合しなければならない。
h) 形状,寸法及びその許容差は,7.3に適合しなければならない。
i)
その他,受渡当事者間の協定によって,附属書JBの特別品質規定の指定がある場合は,その規定に
適合しなければならない。
10 表示
検査に合格した線材は,1コイルごと又は1結束ごとに,次の項目を適切な方法で表示しなければなら
8
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ない。ただし,受渡当事者間の協定によって,次の項目の一部を省略してもよい。
a) 種類の記号
b) 溶鋼番号又は検査番号
c) 線材の径
d) 製造業者名又はその略号
11 報告
報告は,JIS G 0404の13.(報告)による。報告する検査文書の種類は,注文時に特に指定がない場合は
JIS G 0415の表1(検査文書の総括表)の記号2.3(受渡試験報告書)又は3.1.B(検査証明書3.1.B)とす
る。
なお,特別品質規定で規定した項目についての報告は,受渡当事者間の協定による。
9
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
焼入性を保証した鋼材の焼入性バンド
この附属書は,線材の種類と記号の末尾にHRCHが付された焼入性を保証した鋼材について,適用する。
なお,受渡当事者間の協定によって,焼入性バンド内の上側75 %又は下側75 %の範囲内を特に指定す
る場合は,表JB.1の値による。
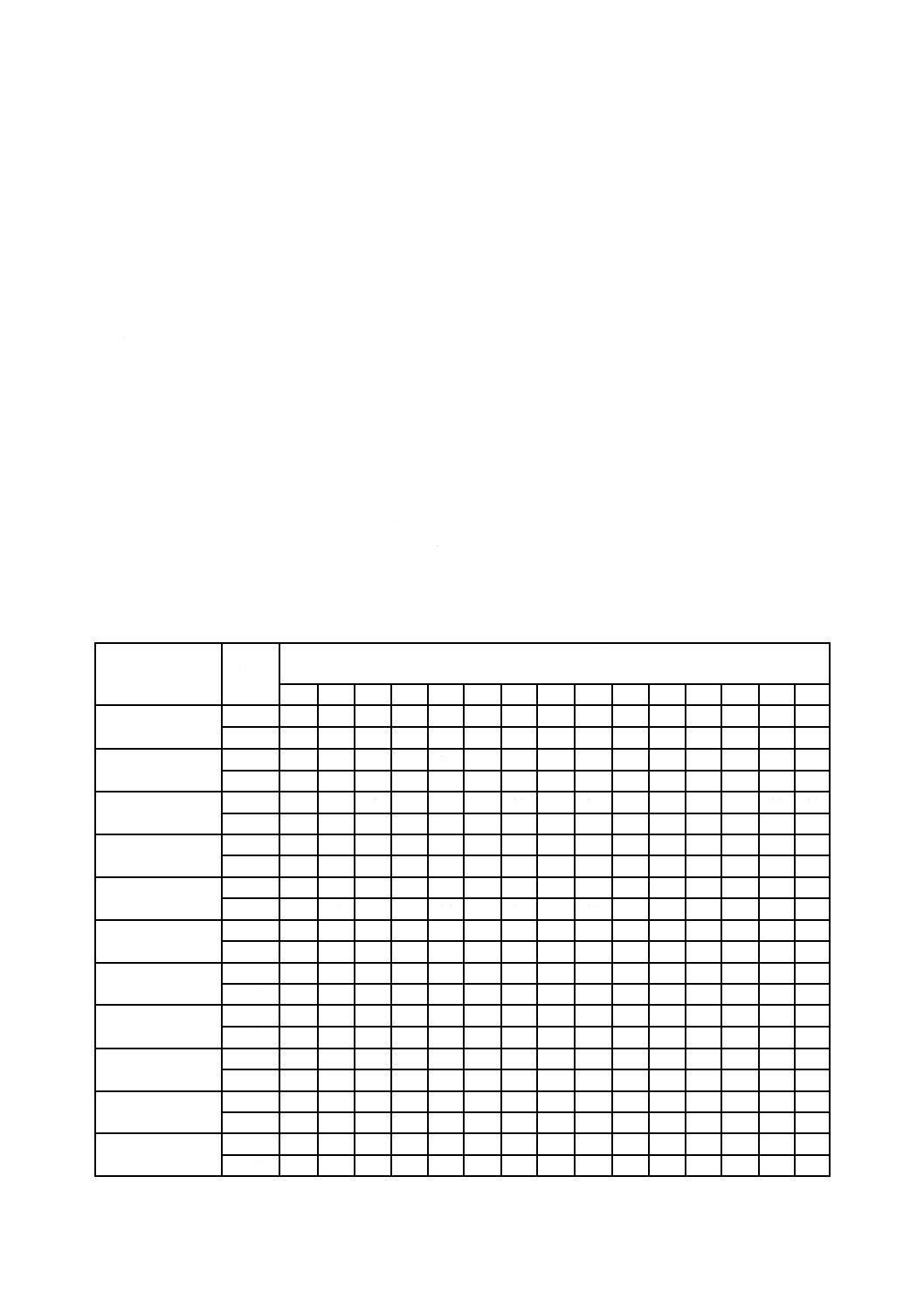
表JA.1−SMn420HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
48
46
42
36
30
27
25
24
21
−
−
−
−
−
−
925
925
下限
40
36
21
−
−
−
−
−
−
−
−
−
−
−
−
10
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.2−SMn433HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
57
56
53
49
42
36
33
30
27
25
24
23
22
21
21
900
870
下限
50
46
34
26
23
20
−
−
−
−
−
−
−
−
−
11
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.3−SMn438HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
59
59
57
54
51
46
41
39
35
33
31
30
29
28
27
870
845
下限
52
49
43
34
28
24
22
21
−
−
−
−
−
−
−
12
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.4−SMn443HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
62
61
60
59
57
54
50
45
37
34
32
31
30
29
28
870
845
下限
55
53
49
39
33
29
27
26
23
22
20
−
−
−
−
13
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.5−SCr415HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
46
45
41
35
31
28
27
26
23
20
−
−
−
−
−
925
925
下限
39
34
26
21
−
−
−
−
−
−
−
−
−
−
−
14
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.6−SCr420HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
48
48
46
40
36
34
32
31
29
27
26
24
23
23
22
925
925
下限
40
37
32
28
25
22
21
−
−
−
−
−
−
−
−
15
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.7−SCr430HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
56
55
53
51
48
45
42
39
35
33
31
30
28
26
25
900
870
下限
49
46
42
37
33
30
28
26
21
−
−
−
−
−
−
16
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.8−SCr435HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
58
57
56
55
53
51
47
44
39
37
35
34
33
32
31
870
845
下限
51
49
46
42
37
32
29
27
23
21
−
−
−
−
−
17
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.9−SCr440HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
60
60
59
58
57
55
54
52
46
41
39
37
37
36
35
870
845
下限
53
52
50
48
45
41
37
34
29
26
24
22
−
−
−
18
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.10−SCM415HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
46
45
42
38
34
31
29
28
26
25
24
24
23
23
22
925
925
下限
39
36
29
24
21
20
−
−
−
−
−
−
−
−
−
19
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.11−SCM418HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
47
47
45
41
38
35
33
32
30
28
27
27
26
26
25
925
925
下限
39
37
31
27
24
22
21
20
−
−
−
−
−
−
−
20
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.12−SCM420HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
48
48
47
44
42
39
37
35
33
31
30
30
29
29
28
925
925
下限
40
39
35
31
28
25
24
23
20
20
−
−
−
−
−
21
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.13−SCM425HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
52
52
51
50
48
46
43
41
37
35
33
32
31
31
31
900
870
下限
44
43
40
37
34
32
29
27
23
21
20
−
−
−
−
22
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.14−SCM435HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
58
58
57
56
55
54
53
51
48
45
43
41
39
38
37
870
845
下限
51
50
49
47
45
42
39
37
32
30
28
27
27
26
26
23
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.15−SCM440HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
60
60
60
59
58
58
57
56
55
53
51
49
47
46
44
870
845
下限
53
53
52
51
50
48
46
43
38
35
33
33
32
31
30
24
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.16−SCM445HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
63
63
62
62
61
61
61
60
59
58
57
56
55
55
54
870
845
下限
56
55
55
54
53
52
52
51
47
43
39
37
35
35
34
25
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.17−SCM822HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
50
50
50
49
48
46
43
41
39
38
37
36
36
36
36
925
925
下限
43
42
41
39
36
32
29
27
24
24
23
22
22
21
21
26
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.18−SNC415HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
45
44
39
35
31
28
26
24
21
−
−
−
−
−
−
925
925
下限
37
32
24
−
−
−
−
−
−
−
−
−
−
−
−
27
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.19−SNC631HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
57
57
56
56
55
55
55
54
53
51
49
47
45
44
43
900
870
下限
49
48
47
46
45
43
41
39
35
31
29
28
27
26
26
28
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.20−SNC815HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
46
46
46
46
45
44
43
41
38
35
34
34
33
33
32
925
845
下限
38
37
36
34
31
29
27
26
24
22
22
22
21
21
21
29
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.21−SNCM220HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
48
47
44
40
35
32
30
29
26
24
23
23
23
22
22
925
925
下限
41
37
30
25
22
20
−
−
−
−
−
−
−
−
−
30
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.22−SNCM420HRCHの焼入性
硬さ
HRC
焼入端からの距離
mm
熱処理温度
℃
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50 焼ならし
焼入れ
上限
48
47
46
42
39
36
34
32
29
26
25
24
24
24
24
925
925
下限
41
38
34
30
27
25
23
22
−
−
−
−
−
−
−
31
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(規定)
特別品質規定
この附属書は,受渡当事者間の協定によって適用する。適用した場合の鋼材の種類の記号の表示及び各
試験結果の報告等についても受渡当事者間の協定による。
JB.1 製品分析
線材の製品分析を指定してもよい。指定した場合の表2の溶鋼分析値に対する製品分析値の許容変動値
は,JIS G 0321の表4による。
JB.2 焼入性
種類の記号の末尾にHRCHを付した線材は,受渡当事者間の協定によって,焼入性バンドの上側又は下
側75 %の範囲の焼入性を指定してもよい。その場合の種類の記号及び焼入性バンド内の上側又は下側75 %
範囲の硬さの値を表JB.1に示す。注文者は,種類の記号をSxxxxHRCHに代わって表JB.1に示す
SxxxxH1RCH又はSxxxxH2RCHのいずれかで指定してもよい。
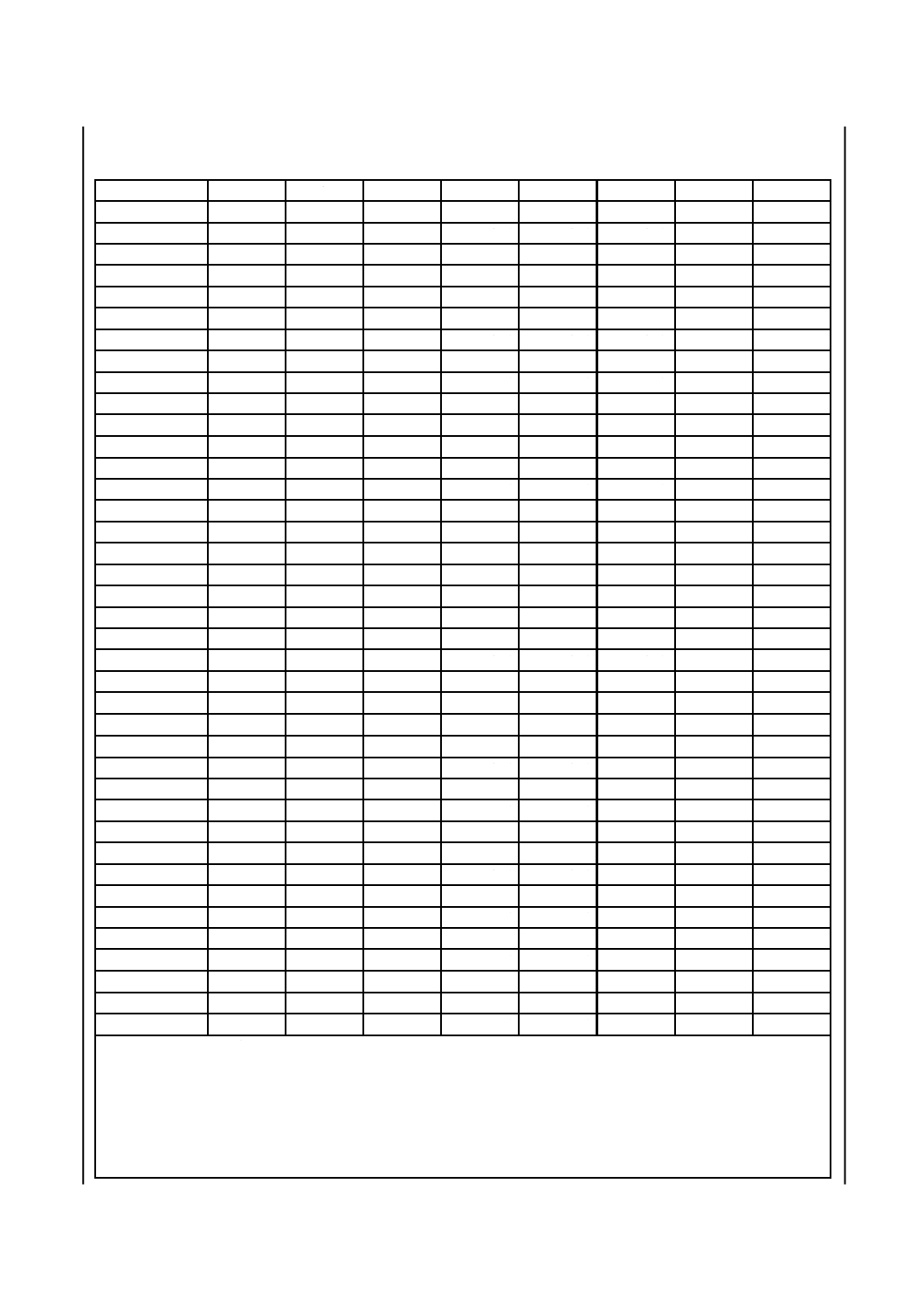
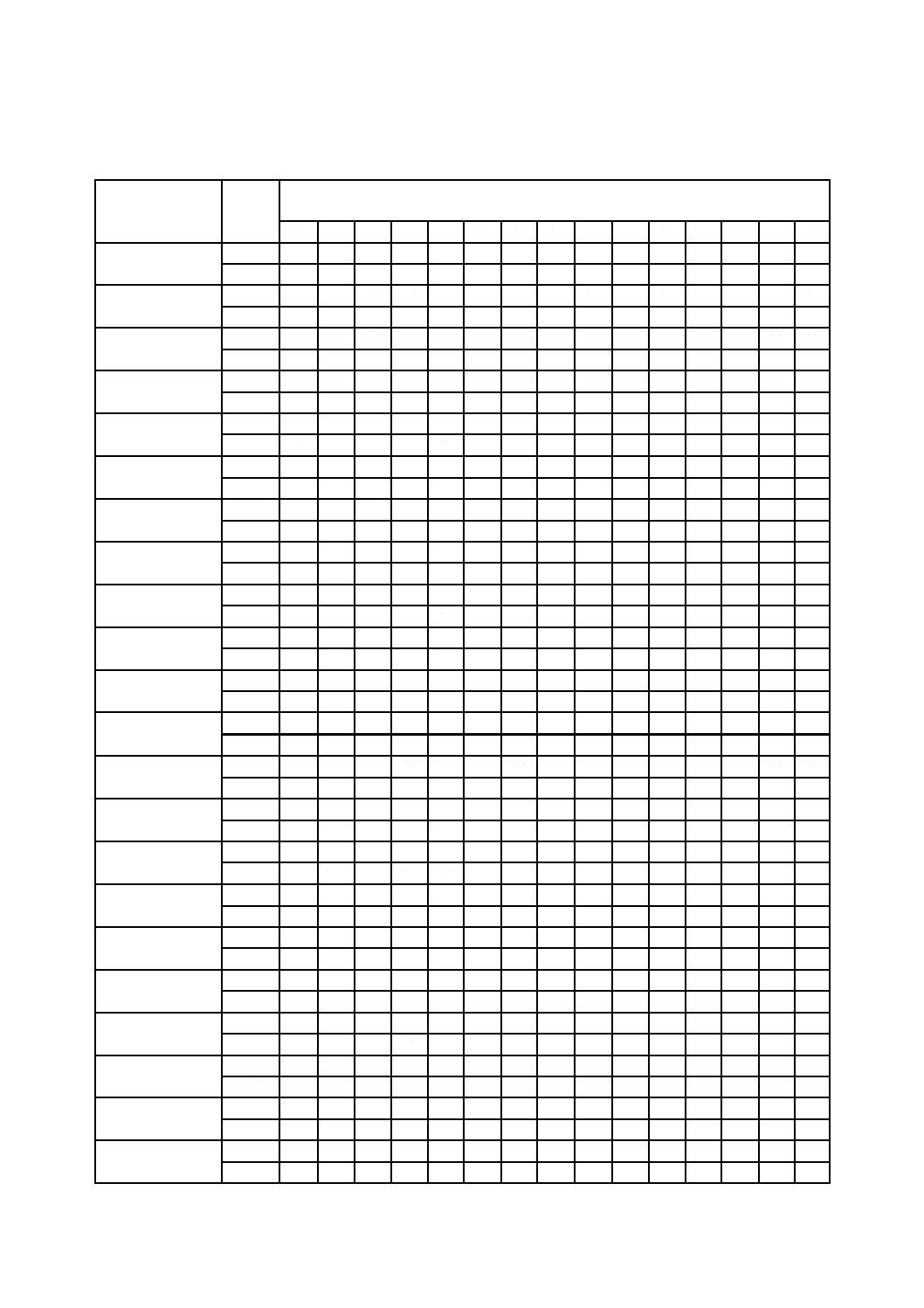
表JB.1−種類の記号及び焼入性バンド内の上側又は下側75 %範囲の硬さ
単位 HRC
種類の記号
範囲
焼入端からの距離
mm
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50
SMn420H1RCH
上限
48
46
42
36
30
27
25
24
21
−
−
−
−
−
−
下限
42
38
26
−
−
−
−
−
−
−
−
−
−
−
−
SMn420H2RCH
上限
46
44
37
31
25
22
20
−
−
−
−
−
−
−
−
下限
40
36
21
−
−
−
−
−
−
−
−
−
−
−
−
SMn433H1RCH
上限
57
56
53
49
42
36
33
30
27
25
24
23
22
21
21
下限
52
48
39
32
28
24
21
−
−
−
−
−
−
−
−
SMn433H2RCH
上限
55
53
48
43
37
32
29
26
23
21
20
−
−
−
−
下限
50
46
34
26
23
20
−
−
−
−
−
−
−
−
−
SMn438H1RCH
上限
59
59
57
54
51
46
41
39
35
33
31
30
29
28
27
下限
54
51
46
39
34
29
27
25
21
−
−
−
−
−
−
SMn438H2RCH
上限
57
57
54
49
45
41
36
35
31
29
27
26
25
24
23
下限
52
49
43
34
28
24
22
21
−
−
−
−
−
−
−
SMn443H1RCH
上限
62
61
60
59
57
54
50
45
37
34
32
31
30
29
28
下限
57
55
52
44
39
35
33
31
26
25
23
−
−
−
−
SMn443H2RCH
上限
60
59
57
54
51
48
44
41
34
31
29
28
27
26
25
下限
55
53
49
39
33
29
27
26
23
22
20
−
−
−
−
SCr415H1RCH
上限
46
45
41
35
31
28
27
26
23
20
−
−
−
−
−
下限
41
37
30
24
20
−
−
−
−
−
−
−
−
−
−
SCr415H2RCH
上限
44
42
37
32
28
25
24
23
20
−
−
−
−
−
−
下限
39
34
26
21
−
−
−
−
−
−
−
−
−
−
−
SCr420H1RCH
上限
48
48
46
40
36
34
32
31
29
27
26
24
23
23
22
下限
42
40
35
31
28
25
24
23
21
−
−
−
−
−
−
32
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JB.1−種類の記号及び焼入性バンド内の上側又は下側75 %範囲の硬さ(続き)
単位 HRC
種類の記号
範囲
焼入端からの距離
mm
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50
SCr420H2RCH
上限
46
45
43
37
33
31
29
28
26
24
23
21
20
20
−
下限
40
37
32
28
25
22
21
−
−
−
−
−
−
−
−
SCr430H1RCH
上限
56
55
53
51
48
45
42
39
35
33
31
30
28
26
25
下限
51
48
45
40
37
34
31
29
24
22
20
−
−
−
−
SCr430H2RCH
上限
54
53
50
46
44
41
39
36
32
30
28
27
25
23
22
下限
49
46
42
37
33
30
28
26
21
−
−
−
−
−
−
SCr435H1RCH
上限
58
57
56
55
53
51
47
44
39
37
35
34
33
32
31
下限
53
51
48
45
41
37
33
31
27
25
23
22
21
20
−
SCr435H2RCH
上限
56
55
54
52
49
46
43
40
35
33
31
30
29
28
27
下限
51
49
46
42
37
32
29
27
23
21
−
−
−
−
−
SCr440H1RCH
上限
60
60
59
58
57
55
54
52
46
41
39
37
37
36
35
下限
55
54
52
50
48
44
41
38
33
30
28
26
9
9
9
SCr440H2RCH
上限
58
58
57
56
54
52
50
48
42
37
35
33
28
27
26
下限
53
52
50
48
45
41
37
34
29
26
24
22
−
−
−
SCM415H1RCH
上限
46
45
42
38
34
31
29
28
26
25
24
24
23
23
22
下限
41
38
32
27
24
23
21
20
−
−
−
−
−
−
−
SCM415H2RCH
上限
44
43
39
35
31
28
26
25
23
22
21
21
20
20
−
下限
39
36
29
24
21
20
−
−
−
−
−
−
−
−
−
SCM418H1RCH
上限
47
47
45
41
38
35
33
32
30
28
27
27
26
26
25
下限
41
39
34
30
27
25
24
23
21
−
−
−
−
−
−
SCM418H2RCH
上限
45
45
40
38
35
32
30
29
27
25
24
24
23
23
22
下限
39
37
31
27
24
22
21
20
−
−
−
−
−
−
−
SCM420H1RCH
上限
48
48
47
44
42
39
37
35
33
31
30
30
29
29
28
下限
42
41
38
34
31
28
27
26
23
23
7
7
7
7
7
SCM420H2RCH
上限
46
46
44
41
39
36
34
32
30
28
23
23
22
22
21
下限
40
39
35
31
28
25
24
23
20
20
−
−
−
−
−
SCM425H1RCH
上限
52
52
51
50
48
46
43
41
37
35
33
32
31
31
31
下限
46
45
43
40
37
35
32
30
26
24
24
8
8
8
8
SCM425H2RCH
上限
50
50
48
47
45
43
40
38
34
32
30
24
23
23
23
下限
44
43
40
37
34
32
29
27
23
21
20
−
−
−
−
SCM435H1RCH
上限
58
58
57
56
55
54
53
51
48
45
43
41
39
38
37
下限
53
52
51
49
47
45
42
40
36
34
32
30
30
29
29
SCM435H2RCH
上限
56
56
55
54
53
51
50
48
44
39
39
38
36
35
34
下限
51
50
49
47
45
42
39
37
32
30
28
27
27
26
26
SCM440H1RCH
上限
60
60
60
59
58
58
57
56
55
53
51
49
47
46
44
下限
55
55
54
53
52
50
49
46
42
39
37
37
36
35
33
SCM440H2RCH
上限
58
58
58
57
56
56
54
53
51
49
47
45
43
42
41
下限
53
53
52
51
50
48
46
43
38
35
33
33
32
31
30
SCM445H1RCH
上限
63
63
62
62
61
61
61
60
59
58
57
56
55
55
54
下限
58
57
57
56
55
54
54
53
50
47
43
42
40
40
39
SCM445H2RCH
上限
61
61
60
60
59
59
59
58
56
54
53
51
50
50
49
下限
56
55
55
54
53
52
52
51
47
43
39
37
35
35
34
SCM822H1RCH
上限
50
50
50
49
48
46
43
41
39
38
37
36
36
36
36
下限
45
44
43
41
39
35
32
30
28
27
26
25
25
25
25
33
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
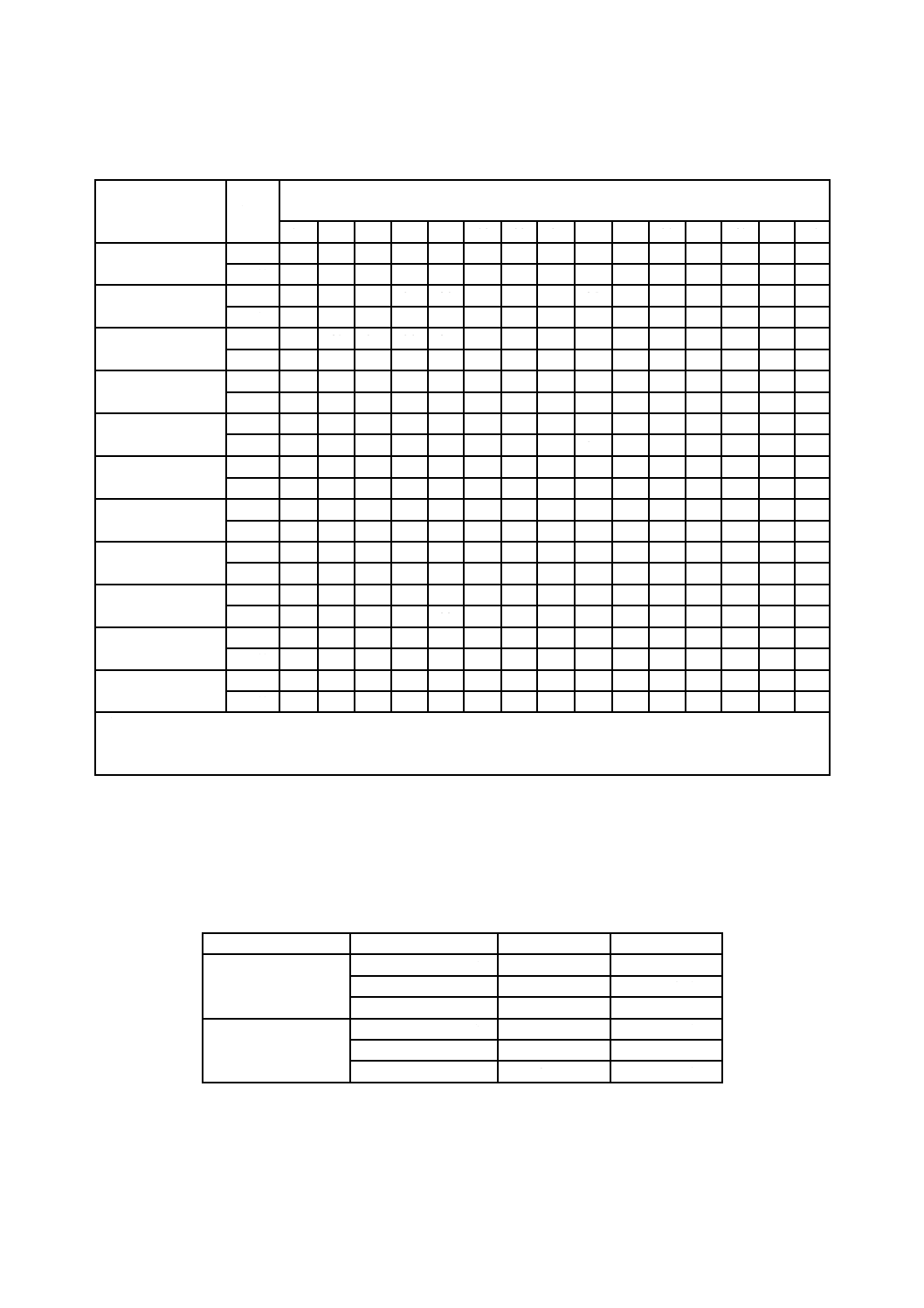
表JB.1−種類の記号及び焼入性バンド内の上側又は下側75 %範囲の硬さ(続き)
単位 HRC
種類の記号
範囲
焼入端からの距離
mm
1.5
3
5
7
9
11
13
15
20
25
30
35
40
45
50
SCM822H2RCH
上限
48
48
48
47
45
43
40
38
35
35
34
33
33
32
32
下限
43
42
41
39
36
32
29
27
24
24
23
22
22
21
21
SNC415H1RCH
上限
45
44
39
35
31
28
26
24
21
−
−
−
−
−
−
下限
39
35
28
24
20
−
−
−
−
−
−
−
−
−
−
SNC415H2RCH
上限
43
41
35
31
27
24
22
20
−
−
−
−
−
−
−
下限
37
32
24
−
−
−
−
−
−
−
−
−
−
−
−
SNC631H1RCH
上限
57
57
56
56
55
55
55
54
53
51
49
47
45
44
43
下限
51
50
49
48
47
46
44
43
39
36
34
33
31
30
30
SNC631H2RCH
上限
55
55
54
54
53
52
52
50
49
46
44
42
41
40
39
下限
49
48
47
46
45
43
41
39
35
31
29
28
27
26
26
SNC815H1RCH
上限
46
46
46
46
45
44
43
41
38
35
34
34
33
33
32
下限
40
39
38
37
34
33
31
30
27
25
25
25
24
24
24
SNC815H2RCH
上限
44
44
44
43
42
40
39
37
35
32
31
31
30
30
29
下限
38
37
36
34
31
29
27
26
24
22
22
22
21
21
21
SNCM220H1RCH
上限
48
47
44
40
35
32
30
29
26
24
23
23
23
22
22
下限
43
39
33
29
25
23
21
20
−
−
−
−
−
−
−
SNCM220H2RCH
上限
46
45
41
36
32
29
27
26
23
21
20
20
20
−
−
下限
41
37
30
25
22
20
−
−
−
−
−
−
−
−
−
SNCM420H1RCH
上限
48
47
46
42
39
36
34
32
29
26
25
24
24
24
24
下限
43
40
37
33
30
28
26
24
21
−
−
−
−
−
−
SNCM420H2RCH
上限
46
45
43
39
36
33
31
30
27
24
23
22
22
22
22
下限
41
38
34
30
27
25
23
22
−
−
−
−
−
−
−
注記 種類の記号,SxxxxHRCHに代わってSxxxxH1RCHとHの後に1を追加したものは,その鋼材の焼入性が焼
入性バンド内の上側75 %の範囲にあることを示し,SxxxxH2RCHとHの後に2を追加したものは,その鋼材
の焼入性が,焼入性バンド内の下側75 %の範囲にあることを示す。
JB.3 形状及び寸法の許容差
径の許容差及び偏径差については,受渡当事者間の協定によって,表JB.2のクラスA又はクラスBを
適用してもよい。
表JB.2−径の許容差及び偏径差
単位 mm
クラス
径
許容差
偏径差
A
15以下
±0.15
0.23以下
15を超え25以下
±0.20
0.30以下
25を超え32以下
±0.25
0.38以下
B
15以下
±0.23
0.35以下
15を超え25以下
±0.30
0.45以下
25を超え32以下
±0.38
0.57以下
34
G 3509-1:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JB.4 表面きず
表面きずの深さについては,受渡当事者間の協定によって,表JB.3のクラスAを適用することができ
る。
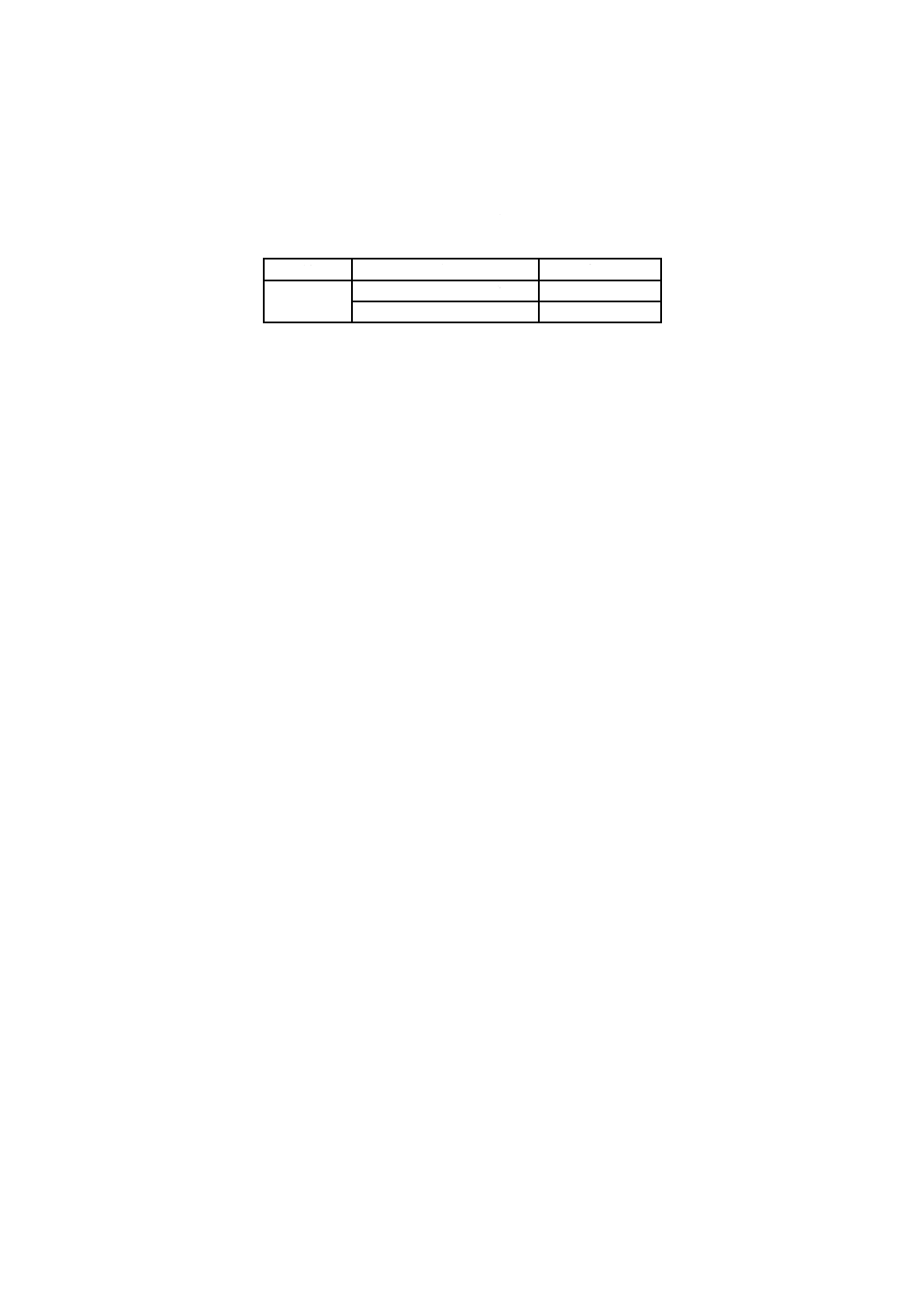
表JB.3−表面きずの深さ
単位 mm
クラス
径
きずの深さ
A
15以下
0.05
15を超え25以下
0.07
JB.5 オーステナイト結晶粒度
注文者は,オーステナイト結晶粒度を指定してもよい。この場合,試験方法及びその規定値は,受渡当
事者間の協定による。
附属書JC
(参考)
JISと対応国際規格との対比表
JIS G 3509-1 : 2010 冷間圧造用合金鋼−第1部 線材
ISO 4954:1993,Steels for cold heading and cold extruding
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
冷間圧造用合金鋼
線に用いられる合
金鋼線材。
1.1
冷間圧造用及び押出用に
用いられる炭素鋼及び合
金鋼の線材,線及び棒鋼。
規格の構成:
S-1一般要求事項
S-2非熱処理用鋼
S-3はだ焼用鋼
S-4焼入焼戻し用鋼
S-5ステンレス用鋼
削除
規格体系が異なる。
ISO規格は,熱処理用途ごとに
分類。また,線製品と線材製品
の区分なし。JISは,製品で分
類,かつ,鋼種ごとに分けて規
格化し,熱処理用途に関する言
及なし。また,ISO規格には押
出が含まれるがJISにはない。
規格体系は,商取引の市場の実態
の差と推定。つまり,国内では分
業が進み,線材メーカと伸線メー
カが分かれていること及び使用す
る熱処理は,鋼材を使用する最終
使用者がそれぞれの用途に応じて
任意に選択。
以下は,ISO規格のS-5を除く合金
鋼との比較。
2 引用規
格
3 種類及
び記号
種類として,Mn鋼,
Mn-Cr鋼,Cr鋼,
Cr-Mo鋼,Ni-Cr鋼,
Ni-Cr-Mo鋼を51種
類規定。
1.4.5
ISO/TR 4949による。種
類としてMn-Cr鋼,Cr鋼,
Cr-Mo鋼,Mn-Mo鋼,
Ni-Cr-Mo鋼の17種類を
規定。
合金鋼以外に炭素鋼20,
ボロン鋼6,ステンレス鋼
18種類を規定。
変更
JIS,ISO規格それぞれの規定
による。
内容的に同等な鋼種は17種
類。JISでは炭素鋼,ボロン鋼
及びステンレス鋼は別規格で
扱っている。
種類の記号は,それぞれの国の市
場に定着したものを使用してよい
申合せ(ISO/TC17)。
3
5
G
3
5
0
9
-1
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4 製造方
法
鋼種はキルド鋼。鍛
錬成形比を規定。
1.4.1
鋼種の指定。
追加
JISは,鍛錬成形比を規定。
規定内容そのものは,貿易障壁に
なるような厳しい値ではないが,
品質確保の歯止めとしてJISは規
定。ISOにも規定追加の提案中。
5 化学成
分
51種類の鋼材につ
いて化学成分を規
定。
2.2.2
3.2
4.2.2
21種類の鋼材について化
学成分を規定。
変更
JIS 51鋼種中18鋼種がISO規
格と対応している。それ以外の
鋼種は,国内使用実績のない別
鋼種。
品質劣化につながるP,S(JIS
0.030 %以下,ISO 0.035 %以下)は,
次回見直し時,ISOに改正提案す
る。
6 鋼質
6.1 脱炭層深さ:フ
ェライト脱炭層深
さ,全脱炭層深さを
規定。
1.4.8.2
フェライト脱炭層深さは
ゼロ,全脱炭層深さは,
熱処理条件別に規定。部
分脱炭は,当事者間で協
定してもよいとしてい
る。
変更
現実を配慮し,JISはある程度
のフェライト脱炭深さを許容。
ただし,全脱炭層深さはJISの
方が厳しい。
JISは,取引の実態を基礎にしたも
のであり,ISO規格の次回見直し
時にJIS内容も取り入れるよう改
正提案する予定。
6.2 非金属介在物:
清浄度を規定。
1.4.9.2
はだ焼用途,焼入焼戻し
用途鋼は,協定によって
非金属介在物試験実施。
追加
JISは,規定。内容的には主要
使用者ニーズに基づいた適正
な品質レベルを規定。
国内市場ニーズを反映。ISO規格
には,見直し時JIS内容を取り入
れるよう提案。
6.3 焼入性:焼入性
保証鋼について一
端焼入れ性試験の
硬さを規定。
1.4.6
一端焼入れ硬さの上下限
値を規定。
変更
化学成分規定がほぼ同等のも
のは硬さ規定値も同等。
−
6.4 オーステナイト
結晶粒度:焼入性保
証鋼についてオー
ステナイト結晶粒
度を規定。粒度5〜6
以上。
1.4.7
要求された場合に実施。
粒度5以上。
変更
JISは規定。ISO規格は当事者
間の協定。
規定内容は,実質的には,ほぼ同
等。
3
6
G
3
5
0
9
-1
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7 外観,形
状,寸法及
びその許
容差
外観は,許容表面き
ず深さを規定。寸
法,形状は,径の許
容差,偏径差を規
定。
1.4.8.1
1.4.11
外観,寸法とも当事者間
の協定による。
追加
ISO規格は,明確に規定してい
ない。JISは,国内市場ニーズ
を反映させた値を規定。
JISは,国内ニーズにあった規定値
を適用する。
8 試験
分析試験(溶鋼分析
及び製品分析),脱
炭層深さ,非金属介
在物,焼入性,オー
ステナイト結晶粒
度,表面きず検出試
験について規定。
1.5.4
2.2.2〜
2.2.3
3.2.2〜
3.2.4
4.2.2〜
4.2.3
化学成分,焼入性,機械
的性質,非金属介在物,
その他(冷間圧造性,脱
炭層深さ)
削除
ISO規格では,熱処理なし,は
だ焼用途及び焼入焼戻し用途
別に分類し,かつ,機械的性質
を規定している。
9検査参照
9 検査
化学成分,脱炭層深
さ,非金属介在物,
焼入性,オーステナ
イト結晶粒度,外
観,形状,寸法及び
その許容差
その他の検査(附属
書JB)
1.5.1
化学成分,焼入性,機械
的性質,オーステナイト
結晶粒度,非金属介在物,
外観,冷間圧造性,脱炭
層深さ
変更
JISでは,化学成分,外観,寸
法及びその許容差並びに焼入
性の指定以外の場合の試験・検
査については,注文者の指定が
ある場合に実施する。ISO規格
の検査項目は,注文時の受渡当
事者間の協定としている。ただ
し,機械的性質を除けば,JIS,
ISO規格とも,ほぼ同じであ
る。
JISは冷間圧造用合金鋼として適
した材料を提供することに主眼を
置いているため,焼入性保証鋼の
焼入性を除いて使用者が行う熱処
理後の材料の特性については特に
規定していない。その理由は使用
者側で実施される焼入焼戻し後の
機械的性質は,設備及び焼入れ処
理技術に大きく影響されるため,
その機械的性質の規定値を規定す
るのは,かえって,誤解を招くお
それがあるためである。
一方,ISO規格は,熱処理後の材
料特性まできめ細かく規定してい
るが,上述のように使用者の設備
及び技術能力によって特性が異な
るため,ISO規格の一律の値設定
には問題がある。したがって,JIS
は,従来どおり規定しない。
3
7
G
3
5
0
9
-1
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
10 表示
種類の記号,溶鋼番
号,製造業者名,線
材の径
1.5.1
協定による。
変更
JISは,具体的に規定している。
ISO規格は,受渡当事者間の協
定による。
11 報告
基本的な報告様式
を規定。
1.5.1
[1.3.1 e)]
協定による。
追加
JISは,具体的に規定している。
ISO規格は,受渡当事者間の協
定による。
附属書JA
焼入性を保証した
鋼材の焼入性バン
ド
Table 12
Table 21
変更
JIS,ISO規格ともに鋼種ごと
の特性に応じた焼入性バンド
を規定している。
附属書JB
特別品質規定
Table 21
変更
同上
JISと国際規格との対応の程度の全体評価:ISO 4954:1993,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
3
8
G
3
5
0
9
-1
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。