G 3507-2:2005
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,線材製品協会(JWPA)から,工業標準原案を
具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が制
定した日本工業規格である。
これによって,JIS G 3539:1991は廃止され,この規格に置き換えられる。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 4954:1993,Steels for cold heading
and cold extrudingを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS G 3507-2には,次に示す附属書がある。
附属書1(参考)JISと対応する国際規格との対比表
JIS G 3507の規格群には,次に示す部編成がある。
JIS G 3507-1 冷間圧造用炭素鋼−第1部:線材
JIS G 3507-2 冷間圧造用炭素鋼−第2部:線
G 3507-2:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 種類の記号 ····················································································································· 1
4. 材料 ······························································································································ 2
5. 製造方法 ························································································································ 2
6. 機械的性質 ····················································································································· 2
7. 鋼質 ······························································································································ 5
7.1 脱炭層深さ ··················································································································· 5
7.2 球状化組織 ··················································································································· 5
8. 線径の許容差及び偏径差 ··································································································· 5
9. 外観及び表面きず ············································································································ 5
10. 試験 ···························································································································· 6
10.1 試験片 ························································································································ 6
10.2 引張試験 ····················································································································· 6
10.3 鋼質試験 ····················································································································· 6
10.3.1 脱炭層深さ測定試験 ···································································································· 6
10.3.2 球状化組織試験 ·········································································································· 6
10.4 線径の測定 ·················································································································· 6
10.5 表面きず検出試験 ········································································································· 6
11. 検査 ···························································································································· 6
12. 表示 ···························································································································· 7
13. 報告 ···························································································································· 7
付表1 引用規格 ················································································································· 7
付図1 球状化組織の程度 ····································································································· 8
附属書1(参考)JISと対応する国際規格との対比表 ··································································· 9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3507-2:2005
冷間圧造用炭素鋼−第2部:線
Carbon steels for cold heading−Part 2:Wires
序文 この規格は,1993年に第2版として発行された,ISO 4954:1993,Steels for cold heading and cold
extrudingを翻訳し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線を施してある箇所は,原国際規格を変更している事項である。変更の一覧表をそ
の説明を付けて,附属書1(参考)に示す。
1. 適用範囲 この規格は,ボルト,ナット,リベット,小ねじ,タッピンねじなどのねじ類及び各種部
品を冷間圧造によって製造する場合に使用する冷間圧造用炭素鋼線(以下,線という。)について規定する。
備考1. この規格の対応国際規格を,次に示す。
なお,対応の程度を示す記号は, ISO/IEC Guide 21に基づき, IDT(一致している),MOD
(修正している), NEQ(同等でない)とする。
ISO 4954:1993,Steels for cold heading and cold extruding (MOD)
2. 引用規格 付表1に示す規格は,この規格に引用されることによって,この規格の規定の一部を構成
する。これらの引用規格は,その最新版(追補を含む。)を適用する。
3. 種類の記号 線は,リムド相当鋼6種類,アルミキルド鋼11種類及びキルド鋼21種類とし,その記
号は,表1による。
2
G 3507-2:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
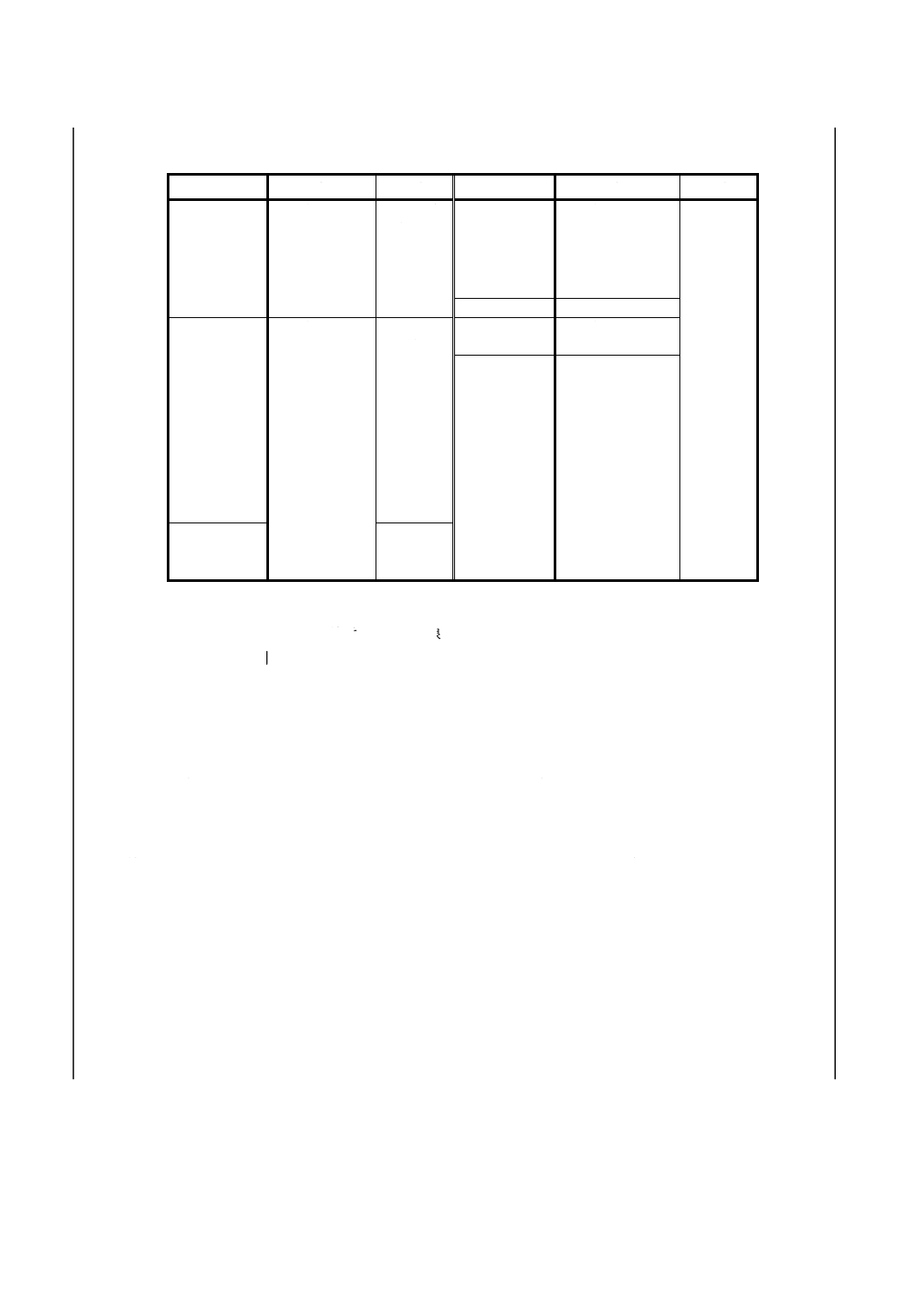
表 1 種類の記号
種類の記号(1)
加工方法(3)
備考
種類の記号(1)
加工方法(3)
備考
SWCH6R
SWCH8R
SWCH10R
SWCH12R
SWCH15R
SWCH17R
D工程:D
DA工程:DA
リムド相
当鋼(2)
SWCH16K
SWCH17K
SWCH18K
SWCH20K
SWCH22K
D工程:D
DA工程:DA
キルド鋼
SWCH24K
DA工程:DA
SWCH6A
SWCH8A
SWCH10A
SWCH12A
SWCH15A
SWCH16A
SWCH18A
SWCH19A
SWCH20A
SWCH22A
SWCH25A
D工程:D
DA工程:DA
アルミキ
ルド鋼
SWCH25K
D工程:D
DA工程:DA
SWCH27K
SWCH30K
SWCH33K
SWCH35K
SWCH38K
SWCH40K
SWCH41K
SWCH43K
SWCH45K
SWCH48K
SWCH50K
DA工程:DA
SWCH10K
SWCH12K
SWCH15K
キルド鋼
注(1) 線の種類の記号は,適用する線材JIS G 3507-1の種類の記号の3文字目のRを削除し
たものとする。
線材 線
例
SWRCH6R SWCH6R
(2)
リムド鋼を含む
(3)
D工程は,線材を冷間加工によって仕上げることをいう。
DA工程は,線材を冷間加工後,焼鈍を行い,更に冷間加工によって仕上げ
るか,又は線材を焼鈍後,冷間加工によって仕上げることをいう。
4. 材料 線の製造に用いる材料は,JIS G 3507-1に適合した線材とする。
5. 製造方法 線の製造方法は,次による。
a) 線は,D工程又はDA工程によって製造する。ただし,受渡当事者間の協定によって,これ以外の工
程によって製造することができる。
b) 線の表面皮膜の種類は,注文者が指定することができる。
6. 機械的性質 線は,10.2の試験を行い,その引張強さ及び絞りは,D工程の場合は表2,DA工程の場
合は表3による。ただし,D工程及びDA工程以外の工程による場合は,受渡当事者間の協定による。
3
G 3507-2:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
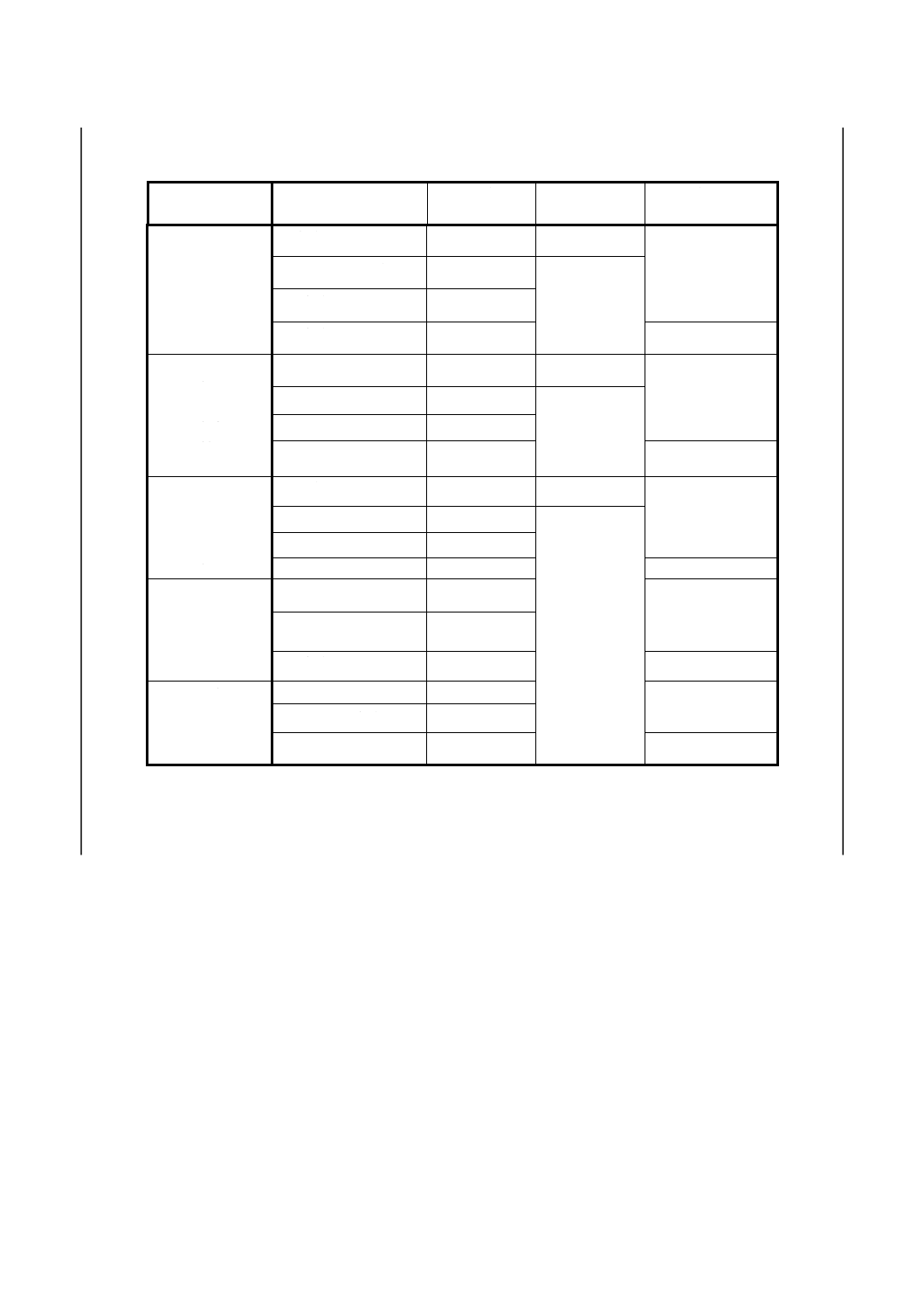
表 2 D工程による線の機械的性質
種類の記号
線径区分
mm
引張強さ
N/mm2
絞り
%
(参 考)
硬さ HRB
SWCH 6R
SWCH 8R
SWCH 10R
SWCH 6A
SWCH 8A
SWCH 10A
3以下
540以上
-
-
3を超え 4以下
440以上
45以上
4を超え 5以下
390以上
5を超えるもの
340以上
85以下
SWCH 12R
SWCH 15R
SWCH 12A
SWCH 15A
SWCH 10K
SWCH 12K
3以下
590以上
-
-
3を超え 4以下
490以上
45以上
4を超え 5以下
410以上
5を超えるもの
360以上
90以下
SWCH 17R
SWCH 16A
SWCH 18A
SWCH 20A
SWCH 15K
3以下
690以上
-
-
3を超え 4以下
590以上
45以上
4を超え 5以下
490以上
5を超えるもの
410以上
92以下
SWCH 19A
SWCH 16K
SWCH 17K
SWCH 18K
SWCH 20K
3以上 4以下
640以上
-
4を超え 5以下
540以上
5を超え 30以下
440以上
95以下
SWCH 22A
SWCH 22K
SWCH 25A
SWCH 25K
3以上 4以下
690以上
4を超え 5以下
570以上
5を超えるもの
470以上
98以下
備考 1 線径20 mm以上の場合,絞りは表2の値より5を減じた値とする。また,3 mm以下に
ついては,絞りは規定しない。
2 1N/mm2 = 1MPa
4
G 3507-2:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
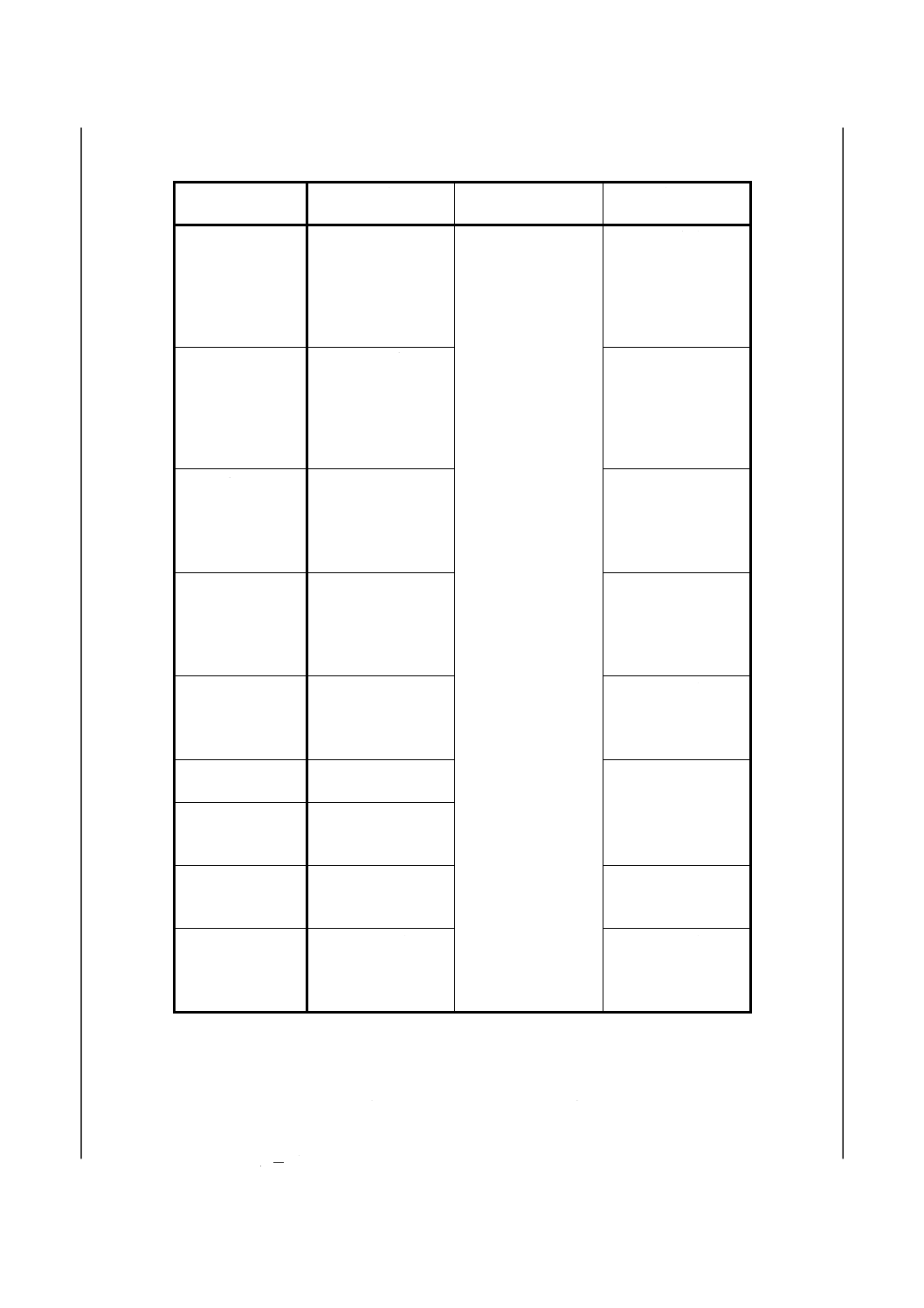
表 3 DA工程による線の機械的性質
種類の記号
引張強さ
N/mm2
絞り
%
(参 考)
硬さ HRB
SWCH 6R
SWCH 8R
SWCH 10R
SWCH 6A
SWCH 8A
SWCH 10A
290以上
55以上
80以下
SWCH 12R
SWCH 15R
SWCH 12A
SWCH 15A
SWCH 10K
SWCH 12K
340以上
83以下
SWCH 17R
SWCH 16A
SWCH 18A
SWCH 20A
SWCH 15K
370以上
85以下
SWCH 19A
SWCH 16K
SWCH 17K
SWCH 18K
SWCH 20K
410以上
86以下
SWCH 22A
SWCH 22K
SWCH 25A
SWCH 25K
440以上
88以下
SWCH 24K
SWCH 27K
470以上
92以下
SWCH 30K
SWCH 33K
SWCH 35K
620以下
SWCH 38K
SWCH 40K
SWCH 43K
670以下
94以下
SWCH 41K
SWCH 45K
SWCH 48K
SWCH 50K
710以下
97以下
備考1. SWCH6R〜SWCH27Kの種類で,製品が熱処理されるものに用いる線は,
受渡当事者間の協定により引張強さの下限を表3の値より低い値にすることが
できる。
2. 線径20 mm以上の場合,絞りは表3の値より5を減じた値とする。また,
3 mm以下については,絞りは規定しない。
3 1N/mm2 = 1MPa
5
G 3507-2:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 鋼質
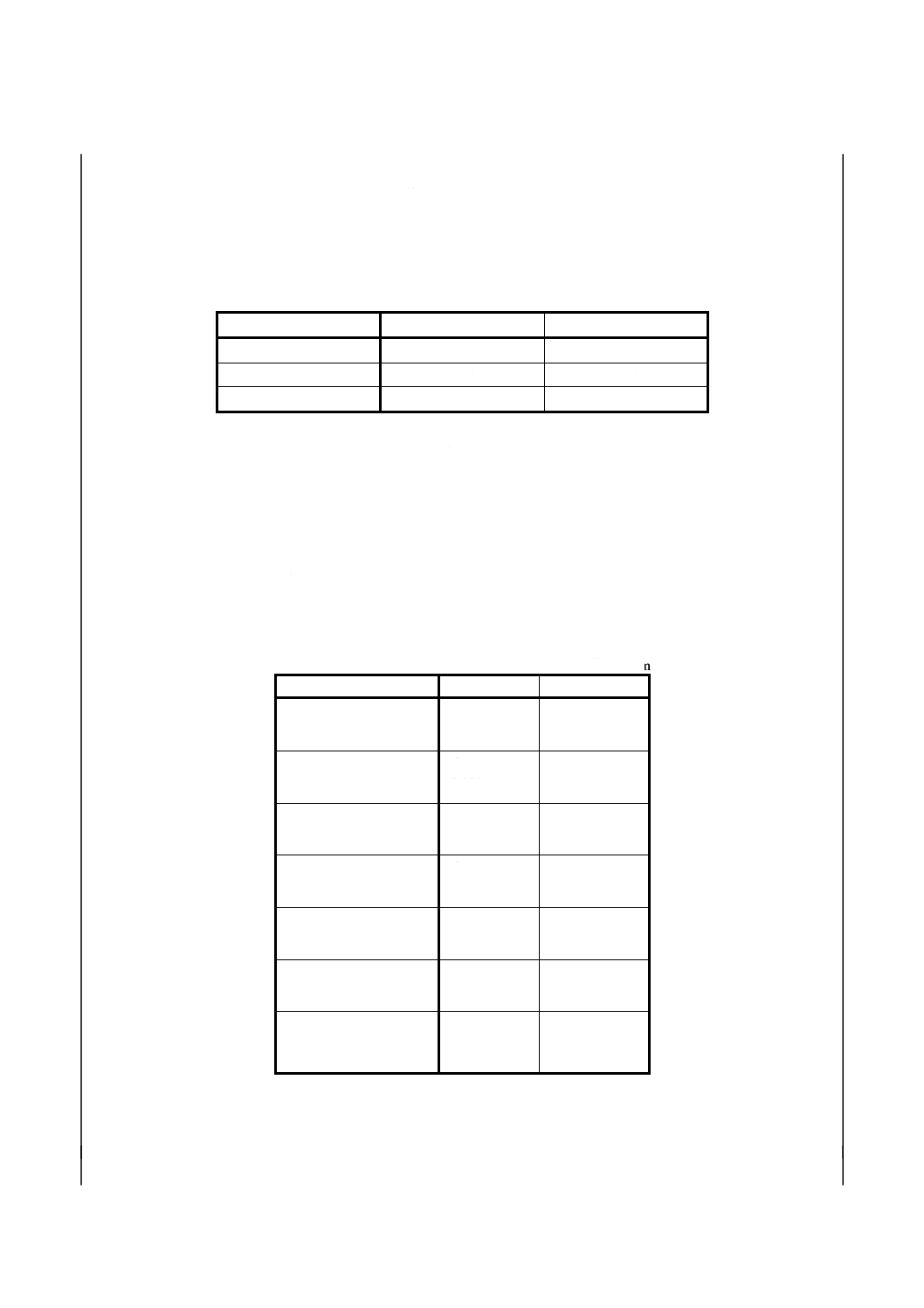
7.1 脱炭層深さ SWCH30K〜SWCH50Kの線で,かつ,注文者の指定があった場合,10.3.1の試験を行い,
その平均脱炭層深さの許容限度は,表4による。ただし,線径が32 mmを超える線については,受渡当事
者間の協定による。
表 4 平均脱炭層深さの許容限度
単位 mm
線 径
フェライト脱炭層深さ
全脱炭層深さ
15以下
0.02以下
0.15以下
15を超え25以下
0.03以下
0.20以下
25を超え32以下
0.04以下
0.25以下
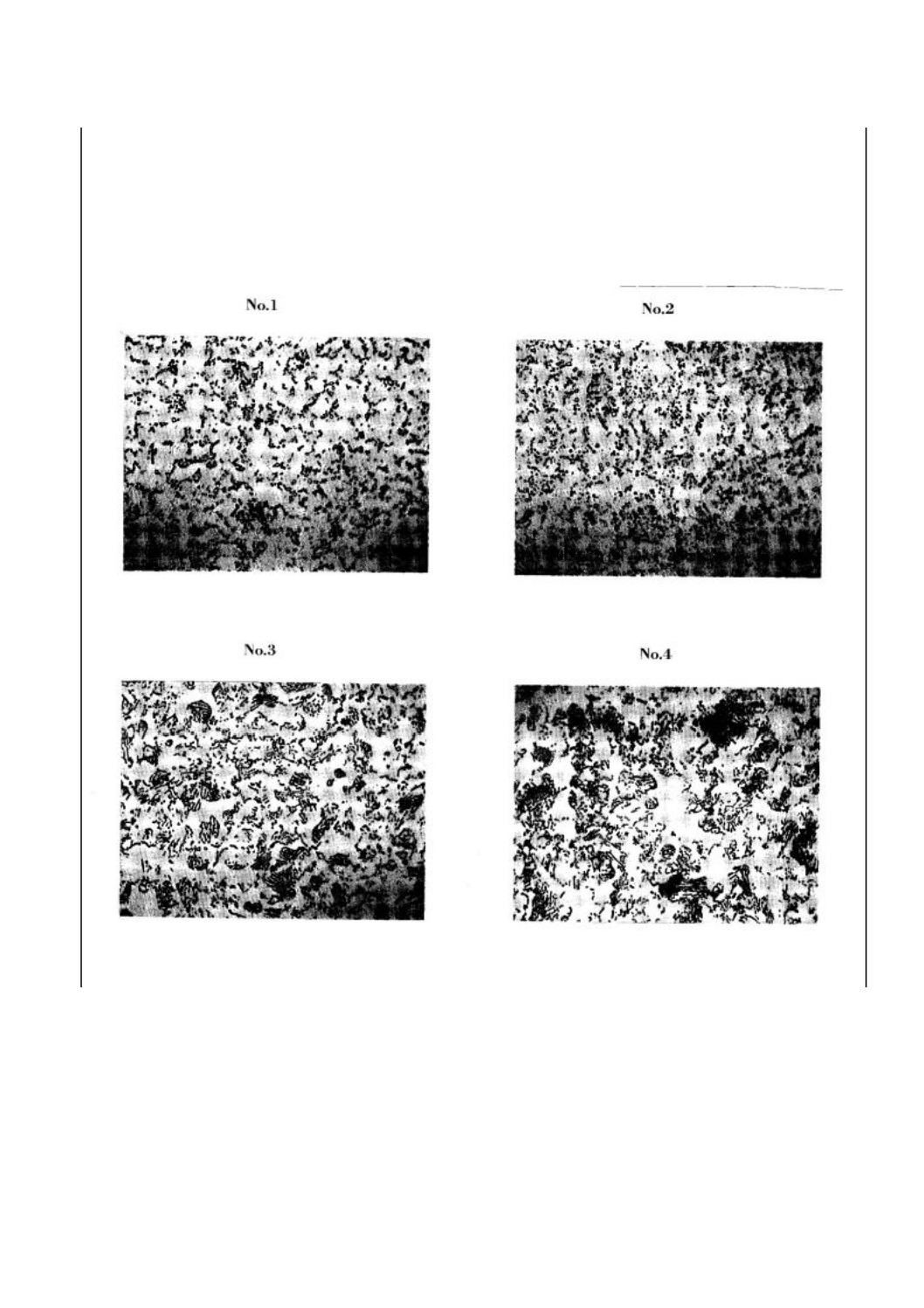
7.2 球状化組織 球状化組織は,DA工程による線で,注文者が球状化焼鈍を指定した場合,10.3.2の試
験を行い,球状化組織の程度は受渡当事者間の協定による。この場合,SWCH30K〜SWCH50Kにおける球
状化組織の程度は,付図1のNo.1〜No.4による。
8. 線径の許容差及び偏径差 線径は,10.4の測定を行い,その許容差及び偏径差(4)は表5による。
注(4) 偏径差とは,線の同一断面における径の最大値と最小値との差をいう。
表 5 線径の許容差及び偏径差
単位 mm
線 径
許容差
偏径差
3以下
0
-0.025
0.013以下
3を超え 6以下
0
-0.030
0.015以下
6を超え 10以下
0
-0.036
0.018以下
10を超え 18以下
0
-0.043
0.022以下
18を超え 30以下
0
-0.070
0.035以下
30を超え 40以下
0
-0.100
0.050以下
40を超え 50以下
0
-0.150
0.070以下
9.
外観及び表面きず 線の外観及び表面きずは,次のa)及びb)による。
a) 線の表面には,有害なスケールきず,さびなどがなく,b)で許容する以外の使用上有害なきずがあっ
てはならない。
6
G 3507-2:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 線の表面きずは,10.5の試験を行い,そのきずの深さは,キルド鋼(アルミキルド鋼を含む)は表6
とする。ただし,きず深さを特別に管理する必要がある場合,受渡当事者間の協定により表7とする。リ
ムド相当鋼(リムド鋼を含む)は,線径が15 mm以下について,きず深さを特別に管理する必要がある場
合,受渡当事者間の協定によって表8としてもよい。
表 6 キルド鋼の表面きず深さ
単位 mm
線径
きず深さ
50以下
0.10以下
表 7 キルド鋼の表面きず深さ(特別管理する場合)
単位 mm
線径
きず深さ
15以下
0.05以下
15を超 25以下
0.07以下
表 8 リムド相当鋼の表面きず深さ(特別管理する場合)
単位 mm
線径
きず深さ
15以下
0.15以下
10. 試験
10.1 試験片 機械的性質,脱炭層深さ,球状化組織及び表面きず試験片は,同一溶鋼,同一寸法,同一
熱処理ごとに1個採る。
10.2 引張試験 引張試験は,JIS Z 2241による。引張試験には,JIS Z 2201の5.1(試験片の形状及び寸
法)のf)9号試験片を用いる。なお,9号試験片のうち,9A号と9B号といずれの試験片とするかは受渡
当事者間の協定による。
10.3 鋼質試験
10.3.1 脱炭層深さ測定試験 脱炭層深さ測定試験は,JIS G 0558の4.1(顕微鏡による測定方法)による。
ただし,線断面の平均脱炭層深さは,最大脱炭層深にさの箇所を基点として,円周を等分する4か所で測
定し,その平均値を求める。
10.3.2 球状化組織試験 球状化組織試験は,被検面を倍率400倍の顕微鏡で観察し,球状化の程度を,
付図1によってNo.1〜No.4に区分する。
10.4 線径の測定 線径の測定は,JIS B 7502に規定するマイクロメータで,任意の同一断面における最
大径と最小径を測定する。
10.5 表面きず検出試験 きず検出試験方法は,磁粉探傷法,酸洗い法など適切な方法で行う。供試材は
適切な精度をもった測定器によって表面きず深さを測定する。
11. 検査 検査は,次による。
a) 検査の一般事項は,JIS G 0404による。

7
G 3507-2:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 機械的性質は,10.2によって試験し,6.に適合しなければならない。
c) 注文者が指定した場合の脱炭層深さは,10.3.1によって試験し,7.1に適合しなければならない。
d) 注文者が指定した場合の球状化組織は,10.3.2によって試験し,7.2に適合しなければならない。
e) 線径は,10.4によって試験し,8.に適合しなければならない。
f) 表面きずは,10.5によって試験し,9.に適合しなければならない。
12. 表示 検査に合格した線は,1コイルごとに,次の項目を表示する。ただし,受渡当事者間の協定に
よって,その一部を省略することができる。
a) 種類の記号
b) 製造工程の略号 D工程:D,DA工程:DA
c) 線径
d) コイル質量
e) 溶鋼番号
g) 製造番号,検査番号又はコイル番号
h) 製造年月日
i) 製造業者名又はその略号
13. 報告 報告は,JIS G 0404の13.(報告)による。注文者の要求がある場合,検査文書の種類は,JIS G
0415の表1(検査文書の総括表)の記号2.3(受渡試験報告書)又は3.1.B(検査証明書3.1.B)とする。
付表 1 引用規格
JIS B 7502 マイクロメータ
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 0558 鋼の脱炭層深さ測定方法
JIS G 3507-1 冷間圧造用炭素鋼−第1部:線材
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
8
G 3507-2:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 球状化組織の程度
倍率400倍
9
G 3507-2:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考)JISと対応する国際規格との対比表
JIS G 3507-2:2005 冷間圧造用炭素鋼−第2部:線
ISO 4954:1993 冷間圧造用鋼
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目番号
内 容
項目
番号
内 容
項目ごと
の評価
技術的差異の内容
1.適用範囲
ねじ類及び各種部品を
冷間圧造によって製造
する場合に使用する冷
間圧造用炭素鋼線につ
いて規定。
ISO
4945
1.1
冷間圧造用に用いられる炭
素鋼及び合金鋼の,線材,
線及び棒鋼について規定。
この規格の構成は,次のと
おり。
S-1一般要求事項
S-2非熱処理用鋼
S-3はだ焼用鋼
S-4焼入焼戻し用鋼
S-5ステンレス用鋼
MOD/削除
規格体系が異なる。
ISO規格は,熱処理用途ご
とに分類し,線と線材を区
分していない。JISは,製
品で分類,かつ,鋼種に分
けて,規格化しているが,
熱処理用途に関する言及は
ない。
規格体系の違いは,商取引の市
場の実態の差によると推定。日
本では分業が進み,線材製造業
者と線製造業者が分かれてお
り、かつ、使用する熱処理は,
鋼材を使用する最終使用者に
より,それぞれの用途に応じて
任意に選択されている。
2.引用規格
JIS G 0404, JIS G 0558,
JIS Z 2201, JIS Z 2241
1.2
IOS 404, ISO 3887, ISO
6892
MOD/変更
JISからの引用事項は,対
応ISO規格の該当事項と同
等である。
JIS B 7502, JIS G 0415,
JIS G 3507-1
MOD/追加
JISとして必要な引用規格を追
加。
ISO 377-1, ISO 377-2, ISO
642, ISO 643, ISO 6508,
ISO 9443, ISO/TR 9769,
ISO 10474
MOD/削除
JISとして不要な引用規格を削
除。
3.種類の記
号
リムド相当鋼6種類,ア
ルミキルド鋼11種類及び
キルド鋼21種類の合計
38に分類し,それらの記
号を規定。
1.4.5
種類として炭素鋼,合金鋼,
ステンレス鋼など合計61種
類を規定。このうち炭素鋼
は20種類。
MOD/変更
種類の記号の付け方は,JIS,
ISO規格それぞれのルール
による。内容的に類似の鋼種
は,ISO規格61鋼種中20
鋼種。
ISO/TC17は,種類の記号は,そ
れぞれの国の市場に定着したも
のを使用してよいとしている。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10
G 3507-2:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目番号
内 容
項目
番号
内 容
項目ごと
の評価
技術的差異の内容
4材料
線の製造に用いる材料を
明確に規定。
−
−
MOD/追加
規格体系の違いによる。JISは,
線材と線とを区分しているが,
ISO規格は区分していない。
改正前のJIS規定の内容を継続。
5.製造方
法
工程の相違により製造方
法を2種類規定。表面皮
膜の種類は,注文者の指
定。
1.4.1
注文時に当事者間の協定が
なければ,鋼及び製品の製
法は,製造業者が決める。
MOD/変更 ISO規格は明確には決めて
いない。
規格体系の違いによる。JISは,
線材と線とを区分しているが,
ISO規格は区分していない。
改正前のJIS規定の内容を継続
6.機械的
性質
D工程,DA工程などに分
け,種類の記号ごとに引
張強さ及び絞りを規定。
2.2.3
3.2.3
4.2.3
5.2.3
鋼種ごとに引張強さ及び絞
りを規定。
非熱処理用鋼
はだ焼用鋼
焼入焼戻し用鋼
ステンレス用鋼
MOD/変更
引張強さの規定値は,JISが
厳しく,絞りはISO規格が
厳しい。
市場ニーズの違いによる(JIS
は,改正前の規定内容を踏襲)。
7.鋼質
7.1脱炭層深さ:フェライ
ト脱炭層深さ及び全脱炭
層深さを規定。
1.4.8.2. フェライト脱炭層深さはゼ
ロ,全脱炭層深さは熱処理
条件別に規定。部分脱炭は,
当事者間の協定により決定
してもよい。
MOD/変更
JISは,ある程度のフェライ
ト脱炭深さを許容。一方,
全脱炭層深さは,JISの方が
厳しい。
取引実態の違いによる。JISは,
使用者ニーズに添ったものとし
た。ISO規格の次回見直し時に,
JIS内容も取り入れるよう改正
提案する予定。
7.2球状化組織:注文者が
球状化焼なましを指定し
た場合の,組織の程度を
規定。
1.4.7.2
球状化組織について定性的
に規定。
MOD/変更
ISO規格は,はっきりとは
規定していない。JISは,写
真により組織の程度を規
定。
JISの方が明確に規定している
ので,改正前JISの内容を踏襲
する。
8.線径の
許容差及
び偏径差
線径を7区分し規定。
1.4.11
寸法及び質量並びにこれら
の許容差は,既存の国際規
格の規定に従うが,規格が
ない場合などは,受渡当事
者間の協定による。
MOD/変更 JISは規定値を決めている。
このISO規格では,決めて
いない。
市場ニーズの違いによる。JIS
は,国内ニーズにあった規定値
を採用。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
G 3507-2:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ
)国
際規
格番
号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目番号
内 容
項目
番号
内 容
項目ごと
の評価
技術的差異の内容
9.外観及
び表面き
ず
許容表面及び表面きず深
さを規定。
1.4.8.1
受渡当事者間の協定による。
MOD/変更 JISは規定値を決めている
が,ISO規格は,決めていな
い。
市場ニーズの違いによる。JIS
は,国内ニーズにあった規定値
としている。
10.試験
10.1試験片
1.5.2
試験単位等
IDT
−
10.2引張試験
1.5.4.3 引張試験
IDT
−
10.3鋼質試験
10.3.1脱炭層深さ測定試験
1.5.4.7
脱炭層深さ測定試験
IDT
−
10.3.2球状化組織試験
1.5.4.4
組織検査
MOD/変更 ISO規格は倍率500倍で検
査。JISは400倍で検査。
JISの方法で妥当と判断。
10.4線径の測定
−
−
MOD/追加
JISとして必要な項目を規定。
10.5表面きず検出試験
1.5.3.6
外部の健全性
MOD/変更 ISO規格は,6 mm≦d≦30 mm
以下で試験実施。JISはきず
保証レベルで対応している。
表面きず保証レベルについて
JIS規定値を提案する。
11.検査
検査条件を規定。
1.4
要求事項
MOD /追
加
ISO規格は,要求事項(項目
番号1.4)を規定している
が,検査については規定して
いない。
JISとして必要な規定項目及び
内容を追加。ISO規格でも規定
すべきであり追加するよう提案
する。
12.表示
出荷する線に表示する内
容を規定。
1.3
注文
MOD/追加
ISO規格は,注文(項目番号
1.3)を規定しているが,表
示については規定していな
い。
JISとして必要な規定項目及び
内容を追加。ISO規格でも規定
すべきであり追加するよう提案
する。
13.報告
JIS G 0404及びJIS G 0415
による報告。
−
−
MOD/追加 ISO規格は,報告を規定して
いない。
JISとして必要な規定項目及び
内容を追加。ISO規格でも規定
すべきであり追加するよう提案
する。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。

12
G 3507-2:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の意味は,次のとおりである。
−IDT ・・・・・・・技術的差異がない。
−MOD/追加・・・・国際規格にない規定項目又は内容を追加している。
−MOD/削除・・・・国際規格の規定項目又は規定内容を削除している。
−MOD/変更・・・・国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
−MOD・・・・・・・国際規格を修正している。