G 3469:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 種類及び記号 ··················································································································· 2
4 材料及び製造方法 ············································································································· 2
4.1 原管 ···························································································································· 2
4.2 被覆材料 ······················································································································ 3
4.3 製造方法 ······················································································································ 3
5 管端の形状及び被覆位置 ···································································································· 3
6 被覆厚さ ························································································································· 4
7 ピンホール ······················································································································ 5
8 ピール強度 ······················································································································ 5
9 外観······························································································································· 6
10 試験 ····························································································································· 6
10.1 被覆厚さ ····················································································································· 6
10.2 ピンホール試験 ············································································································ 6
10.3 ピール強度試験 ············································································································ 6
11 検査 ····························································································································· 6
12 表示 ····························································································································· 6
13 包装 ····························································································································· 7
14 報告 ····························································································································· 7
附属書A(規定)被覆用ポリエチレン ······················································································ 8
附属書B(規定)接着剤 ······································································································· 11
附属書C(規定)粘着剤 ······································································································· 12
G 3469:2010
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本鉄鋼
連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査
会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 3469:2002は改正され,この規格に置き換えられた。
なお,平成23年6月20日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS G 3469:2002によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3469:2010
ポリエチレン被覆鋼管
Polyethylene coated steel pipes
1
適用範囲
この規格は,ガス,油,水などの輸送に用いるもので,主に地中1) 埋設用の外面ポリエチレン被覆鋼管
(以下,被覆鋼管という。)について規定する。この規格が適用される寸法範囲は,通常,外径15〜2 000 mm
とする。
注1) ここでいう地中とは,河川底,海底などを含む。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 1501 転がり軸受−鋼球
JIS B 2311 一般配管用鋼製突合せ溶接式管継手
JIS B 2312 配管用鋼製突合せ溶接式管継手
JIS B 2313 配管用鋼板製突合せ溶接式管継手
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 3444 一般構造用炭素鋼鋼管
JIS G 3445 機械構造用炭素鋼鋼管
JIS G 3452 配管用炭素鋼鋼管
JIS G 3454 圧力配管用炭素鋼鋼管
JIS G 3457 配管用アーク溶接炭素鋼鋼管
JIS G 3460 低温配管用鋼管
JIS K 2207 石油アスファルト
JIS K 2235 石油ワックス
JIS K 6922-2 プラスチック−ポリエチレン(PE)成形用及び押出用材料−第2部:試験片の作り方
及び性質の求め方
JIS K 7112 プラスチック−非発泡プラスチックの密度及び比重の測定方法
JIS K 7140-1 プラスチック−比較可能なシングルポイントデータの取得及び提示−第1部:成形材
料
JIS K 7161 プラスチック−引張特性の試験方法 第1部:通則
JIS K 7206 プラスチック−熱可塑性プラスチック−ビカット軟化温度(VST)試験方法
JIS K 7209 プラスチック−吸水率の求め方
2
G 3469:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 7215 プラスチックのデュロメータ硬さ試験方法
ISO 3183,Petroleum and natural gas industries−Steel pipe for pipeline transportation systems
3
種類及び記号
被覆鋼管の種類は4種類とし,その記号は,表1による。
表1−種類の記号
種類の記号
被覆用ポリエチレン
包装用材料
アンダーコート
適用
P1H a)
1層
−
接着剤
直管
P2S a) b)
1層
1層
粘着剤
直管
P1T c)
1層
−
粘着剤
直管
P1F
1層
−
−
異形管及び直管
注記 直管とは,一般に直線状で市場に流通する製品のことをいう。
注a) 受渡当事者間の協定によってP1Hに粘着剤,P2Sに接着剤を使用してもよい。この場合の種類の記
号は,それぞれP1S,P2Hとする。
b) P2Sは,ポリエチレンの外側に包装用材料を被覆する。
c) P1Tは,P2Sの包装用材料のないものをいう。
4
材料及び製造方法
4.1
原管
4.1.1
原管の種類
被覆鋼管に用いる原管は,表2又は表3のいずれかによる。
表2−直管
呼び径A
直管
15〜2 000
JIS G 3444
JIS G 3445
JIS G 3452
JIS G 3454
JIS G 3457
JIS G 3460
ISO 3183(又は,API Spec 5L)a)
注a) API Spec 5Lは,ISO 3183の要求事項と整合している。
API American Petroleum Institute(アメリカ石油協会)
表3−異形管
呼び径A
異形管
15〜2 000
JIS B 2311
JIS B 2312
JIS B 2313
4.1.2
原管の両端の形状
原管の両端の形状は,表4のいずれかによる。ただし,表4以外の管端形状を必要とするときは,受渡
当事者間の協定による。
3
G 3469:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−管端形状
呼び径A
管端形状
150以下
プレンエンド,ベベルエンド,ねじ付又はフランジ付
150を超えるもの
プレンエンド,ベベルエンド又はフランジ付
4.2
被覆材料
被覆材料としてのポリエチレンは,附属書Aによる。
アンダーコートとしての接着剤及び粘着剤は,附属書B及び附属書Cによる。
4.3
製造方法
4.3.1
前処理
原管に付着している有害な油分,さび及びその他の異物は,機械的又は化学的な方法によって除去する。
4.3.2
被覆方法
被覆方法は,次による。
a) P1H P1Hは,前処理を行った原管の外面をあらかじめ加熱し,適切な方法によって接着剤を0.05〜
0.3 mm塗布し,次に押出し法によってポリエチレンを被覆する。
なお,受渡当事者間の協定によってP1Hの接着剤の代わりに粘着剤を用いる場合(P1S),前処理を
行った原管の外面に,適切な方法によって粘着剤を0.1〜0.5 mm塗布し,次に押出し法によってポリ
エチレンを被覆する。
b) P2S及びP1T P2Sは,前処理を行った原管の外面に適切な方法によって粘着剤を0.1〜0.5 mm塗布
し,次に押出し法によってポリエチレンを被覆し,引き続き包装用材料2) を同様の押出し法で被覆す
る。この場合,被覆用ポリエチレンと包装用材料とは,溶着してはならない。
なお,P1Tは,P2Sの包装用材料のないものをいう。
受渡当事者間の協定によってP2Sの粘着剤の代わりに接着剤を用いる場合(P2H),前処理を行った
原管の外面をあらかじめ加熱し,適切な方法によって接着剤を0.05〜0.3 mm塗布し,次に押出し法に
よってポリエチレンを被覆し,引き続き包装用材料を同様の押出し法で被覆する。この場合,被覆用
ポリエチレンと包装用材料とは,溶着してはならない。
注2) 包装用材料は,通常,ポリエチレン又はその変性物が使用されている。
c) P1F P1Fは,前処理を行った原管の外面を,あらかじめポリエチレンの融着に適した温度まで加熱
し,ポリエチレンの粉末を流動浸せき,スプレー,散布などの方法で被覆する。P1Fは,主に異形管
に適用するが,直管に適用してもよい。
4.3.3
内面塗装
受渡当事者間の協定がある場合は,直管及び異形管の内面にエポキシ樹脂塗料を塗装してもよい。
5
管端の形状及び被覆位置
管端の形状及び被覆位置は,次による。
a) 管端の形状及び被覆位置は,特に指定がない限り表5による。ただし,プレンエンドの被覆位置につ
いては,受渡当事者間の協定による。
b) 呼び径は,原管の呼び径による。
4
G 3469:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
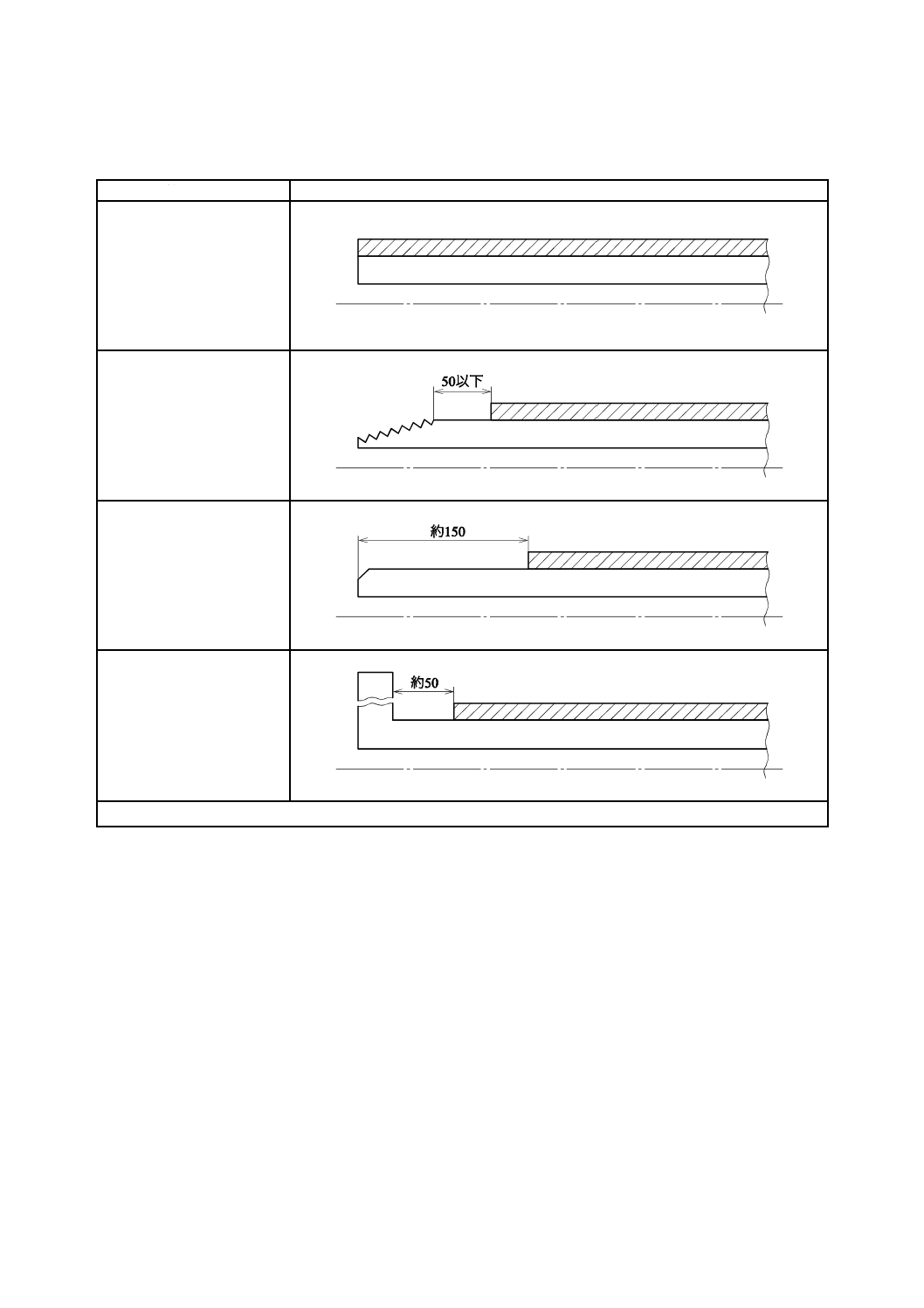
表5−管端の形状及び被覆位置
単位 mm
管端形状
管端の被覆位置
プレンエンド
ねじ付
べベルエンド
フランジ付a)
注a) 被覆後,フランジを取り付ける場合は,受渡当事者間の協定による。
6
被覆厚さ
呼び径ごとの被覆厚さ及びその許容差は,表6による。ただし,P1Hでねじ込み式の管継手を使用する
場合の被覆厚さは,受渡当事者間の協定によって,指定してもよい。また,メカニカル継手3) を使用する
被覆鋼管の被覆厚さの上限許容差は,受渡当事者間の協定によって指定してもよい。
注3) メカニカル継手とは,継手に管を差し込み,ナット,スリーブ,Oリングなどで締め付けるこ
とによって,密閉性を確保する継手をいう。
5
G 3469:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
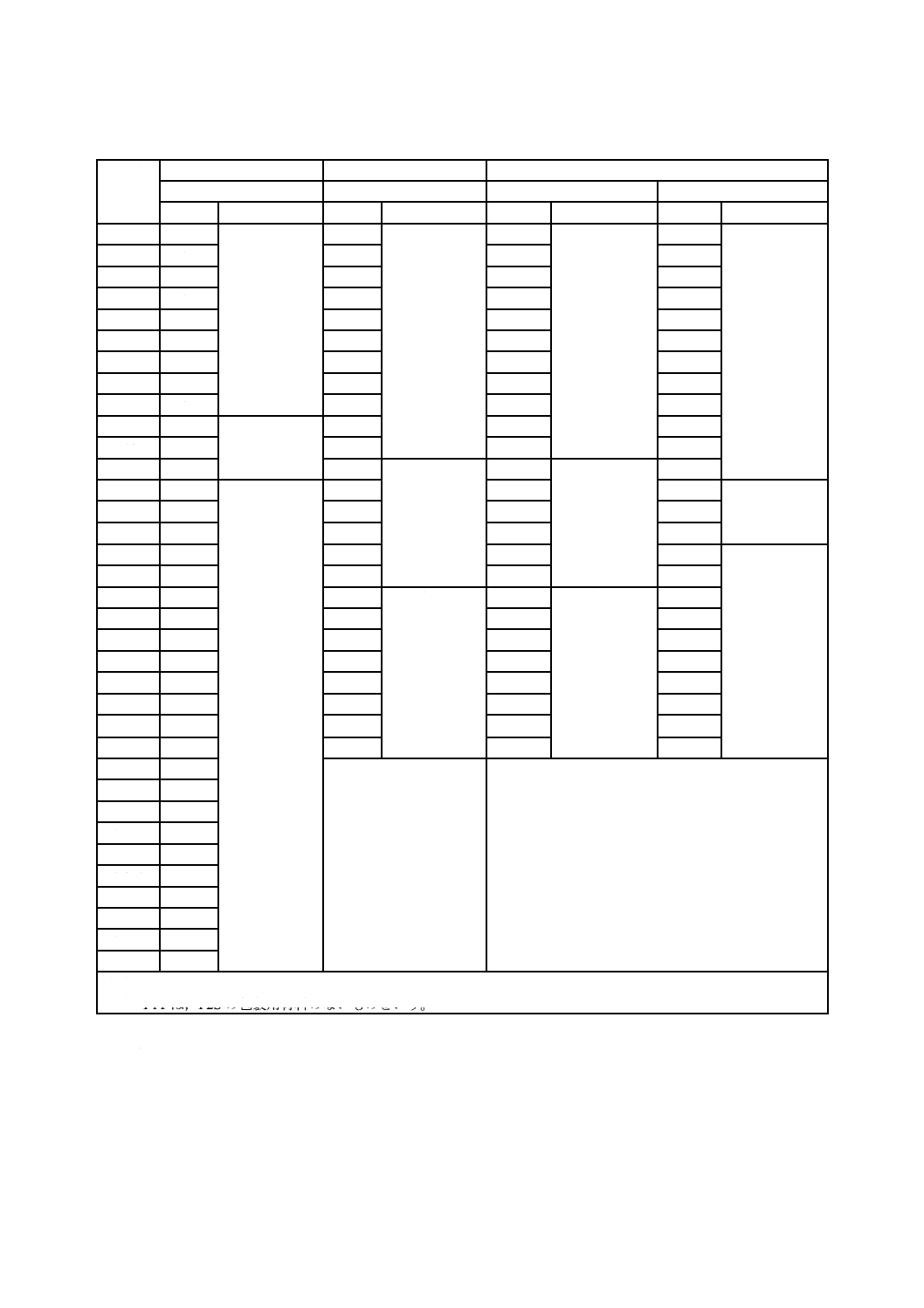
表6−ポリエチレン被覆厚さ及び厚さの許容差
呼び径
P1H a),P1S及びP1F
P1T b)
P2S及びP2H a)
被覆
被覆
被覆
包装用材料(参考)
A
厚さ
許容差
厚さ
許容差
厚さ
許容差
厚さ
許容差
15
1.5
+規定しない
−0.3
0.6
+規定しない
−0.2
0.6
+規定しない
−0.2
1.0
+規定しない
−0.3
20
1.5
0.6
0.6
1.0
25
1.5
0.6
0.6
1.0
32
1.5
0.6
0.6
1.0
40
1.5
0.6
0.6
1.0
50
1.5
0.6
0.6
1.0
65
1.5
0.6
0.6
1.0
80
1.5
0.6
0.6
1.0
90
1.5
0.6
0.6
1.0
100
2.0
+規定しない
−0.4
0.8
0.8
1.1
125
2.0
0.8
0.8
1.1
150
2.0
0.9
+規定しない
−0.3
0.9
+規定しない
−0.3
1.2
200
2.5
+規定しない
−0.5
1.1
1.1
1.5
+規定しない
−0.4
250
2.5
1.2
1.2
1.6
300
2.5
1.2
1.2
1.7
350
2.5
1.2
1.2
2.0
+規定しない
−0.5
400
2.5
1.2
1.2
2.0
450
2.5
1.3
+規定しない
−0.4
1.3
+規定しない
−0.4
2.0
500
2.5
1.3
1.3
2.0
550
2.5
1.3
1.3
2.0
600
2.5
1.3
1.3
2.0
650
2.5
1.3
1.3
2.0
700
2.5
1.3
1.3
2.0
750
2.5
1.3
1.3
2.0
800
2.5
1.3
1.3
2.0
850
2.5
−
−
900
2.5
1 000
2.5
1 100
3.0
1 200
3.0
1 350
3.0
1 500
3.0
1 600
3.0
1 800
3.0
2 000
3.0
注a) P1H及びP2Hの被覆厚さには,接着剤を含む。
b) P1Tは,P2Sの包装用材料のないものをいう。
7
ピンホール
被覆鋼管は,10.2の試験を行い,火花を発生する欠陥があってはならない。
8
ピール強度
P1H,P1F及びP2Hの被覆鋼管は,10.3の試験を行い,そのピール強度は35 N/10 mm幅以上でなければ
6
G 3469:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ならない。ただし,ピール強度は,受渡当事者間の協定によって20 N/10 mm幅以上,かつ,80 N/10 mm
幅以下としてもよい。
9
外観
被覆は,原管の鋼面によく密着し,有害なきず,凹凸,異物の混入などがあってはならない。
10 試験
10.1 被覆厚さ
被覆厚さは,同一寸法及び同一製造ロット4) のポリエチレンを被覆した管から2本を抜き取り,それぞ
れの管の一端において円周方向の直交する任意の4点を測定する。
10.2 ピンホール試験
ピンホール試験は,ホリデーディテクターを用い1本ごとに被覆面全面について行う。 接触形の場合は,
10 000〜12 000 V,非接触形の場合は,20 000〜40 000 Vの電圧をかけて,ピンホールの有無を調べる。
10.3 ピール強度試験
ピール強度試験は,同一寸法及び同一製造ロット4) のポリエチレンを被覆した管から2本を抜き取り,
それぞれの管の一端を測定する。被覆に間隔10 mm,長さ60 mm以上の2本の切れ目を管軸に平行又は直
角方向に原管に達するまで入れるが,いずれの方向とするかは製造業者の判断による。その一端をはぎ起
こし,20±15 ℃で,50 mm/min以下の速度で試験力を加え,引きはがしたときの試験力を読む。ピール強
度下限値だけが規定されている場合は,下限値以上の試験力を加え,はく(剥)離のない場合は,ピール
強度下限値以上とみなしてもよい。
注4) 同一寸法とは,同一外径をいい,同一製造ロットとは,被覆施工タイミングが同一であるもの
をいう。ただし,P1H及びP2Hについては,同一寸法とは,同一外径及び同一厚さをいう。
11 検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 管端の形状及び被覆位置は,箇条5に適合しなければならない。
c) 被覆厚さは,箇条6に適合しなければならない。
d) ピンホールは,箇条7に適合しなければならない。
e) ピール強度は,箇条8に適合しなければならない。
f)
外観は,箇条9に適合しなければならない。
12 表示
検査に合格した被覆鋼管は,1本ごとに次の項目を表示しなければならない。ただし,受渡当事者間の
協定によって,その一部を省略してもよい。
a) 種類の記号
b) 製造業者名又はその略号
c) 原管の記号
d) 原管の寸法5)
e) 製造年月
7
G 3469:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注5) 原管(直管及び異形管)の寸法は,それぞれの原管規格の寸法表示の規定による。
13 包装
異形管の被覆鋼管は,必要に応じて外面を適切な方法によって保護する。
14 報告
あらかじめ注文者の要求のある場合には,製造業者は,検査文書を注文者に提出しなければならない。
この場合,報告は,JIS G 0404の13.(報告)による。検査文書の種類は,特に指定のない場合は,JIS G 0415
の表1の記号の2.3(受渡試験報告書)又は3.1.B(検査証明書3.1.B)とする。
8
G 3469:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
被覆用ポリエチレン
A.1 適用範囲
この附属書は,被覆鋼管に使用する被覆用ポリエチレン(以下,ポリエチレンという。)について規定す
る。
A.2 品質
ポリエチレンは,A.4.3〜A.4.10によって顔料を含んだポリエチレンに対する試験を行い,その物性は,
表A.1による。
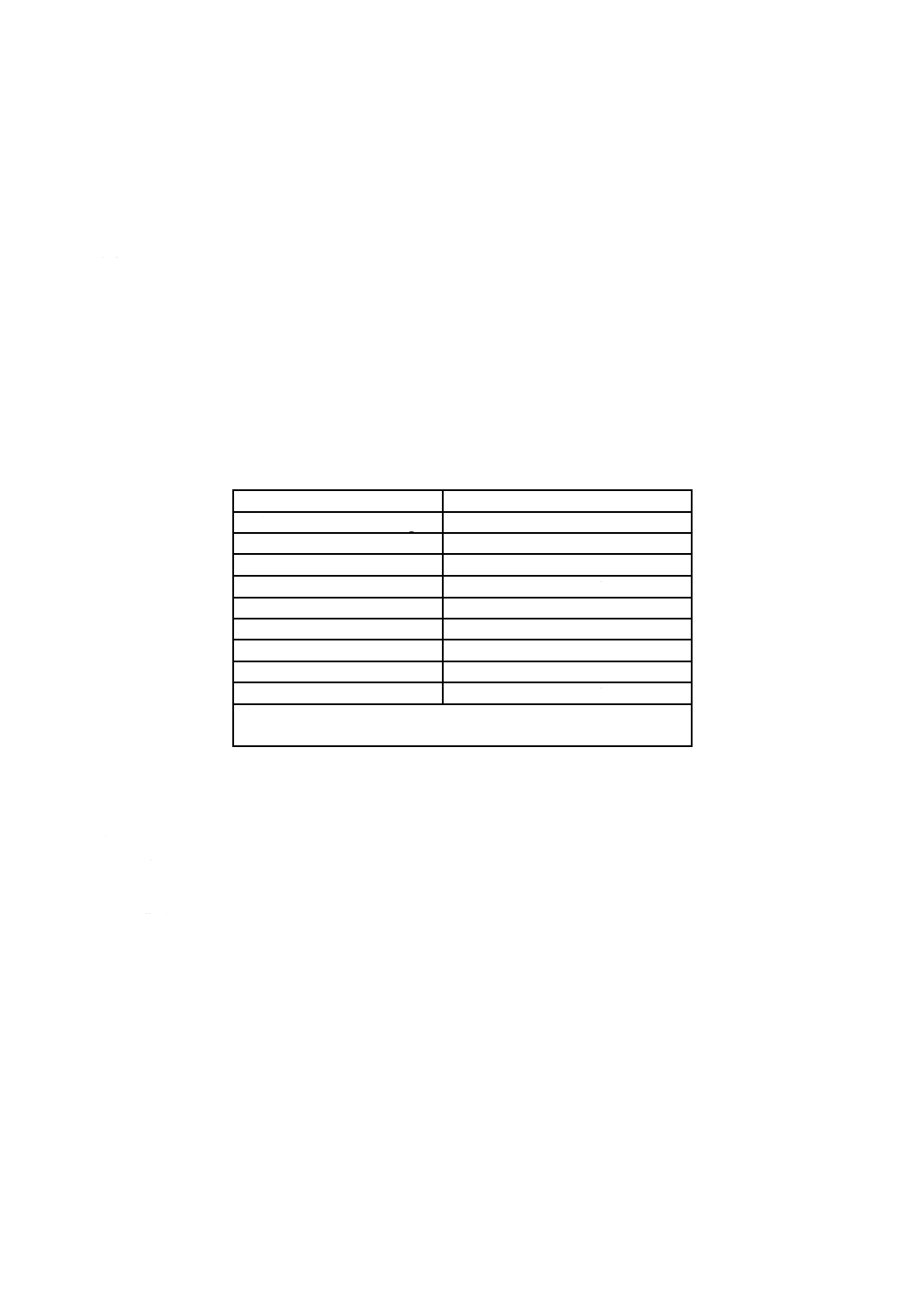
表A.1−顔料を含むポリエチレンの物性
項目
規定値
密度
kg/m3
915
以上
引張強さ
N/mm2
11.8 以上
引張破壊ひずみ
%
300
以上
硬さ
HDD a)
40
以上
ビカット軟化温度
℃
85
以上
耐環境応力き裂
h
96
以上
耐衝撃性
ピンホールが発生してはならない。
吸水率
%
0.04 以下
耐電圧
kV/mm
30
以上
注記 1 N/mm2=1 MPa
注a) HDDは,JIS K 7215のタイプDを示す。
A.3 材料
材料は,次による。
a) ポリエチレンは,エチレンを主体とした重合体であって,微量の滑剤,酸化防止剤などを加えたもの
も含む。
b) ポリエチレンは,耐候性を向上させるために,カーボンブラック又はその他の顔料を配合し,均一に
分散させたものとする。
c) ポリエチレンの形状は,直管用は粒状又は粉状,異形管用は粉状とする。
A.4 試験
A.4.1 試験片の作製
試験片の作製の一般的事項は,JIS K 6922-2の3.(試験片の作り方)による。ただし,試験片の成形法
は,圧縮成形による。
A.4.2 試験頻度
ポリエチレンの密度,引張強さ,引張破壊ひずみ,硬さ,ビカット軟化温度,耐環境応力き裂,耐衝撃
性,吸水率及び耐電圧の試験は,顔料を含んだポリエチレン物性値の形式試験とし,受渡しの都度行うも
9
G 3469:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
のでなく,ポリエチレン物性値に影響を及ぼすような製造条件の変更があった場合などに行う。
A.4.3 密度試験
密度は,JIS K 7112によって測定する。
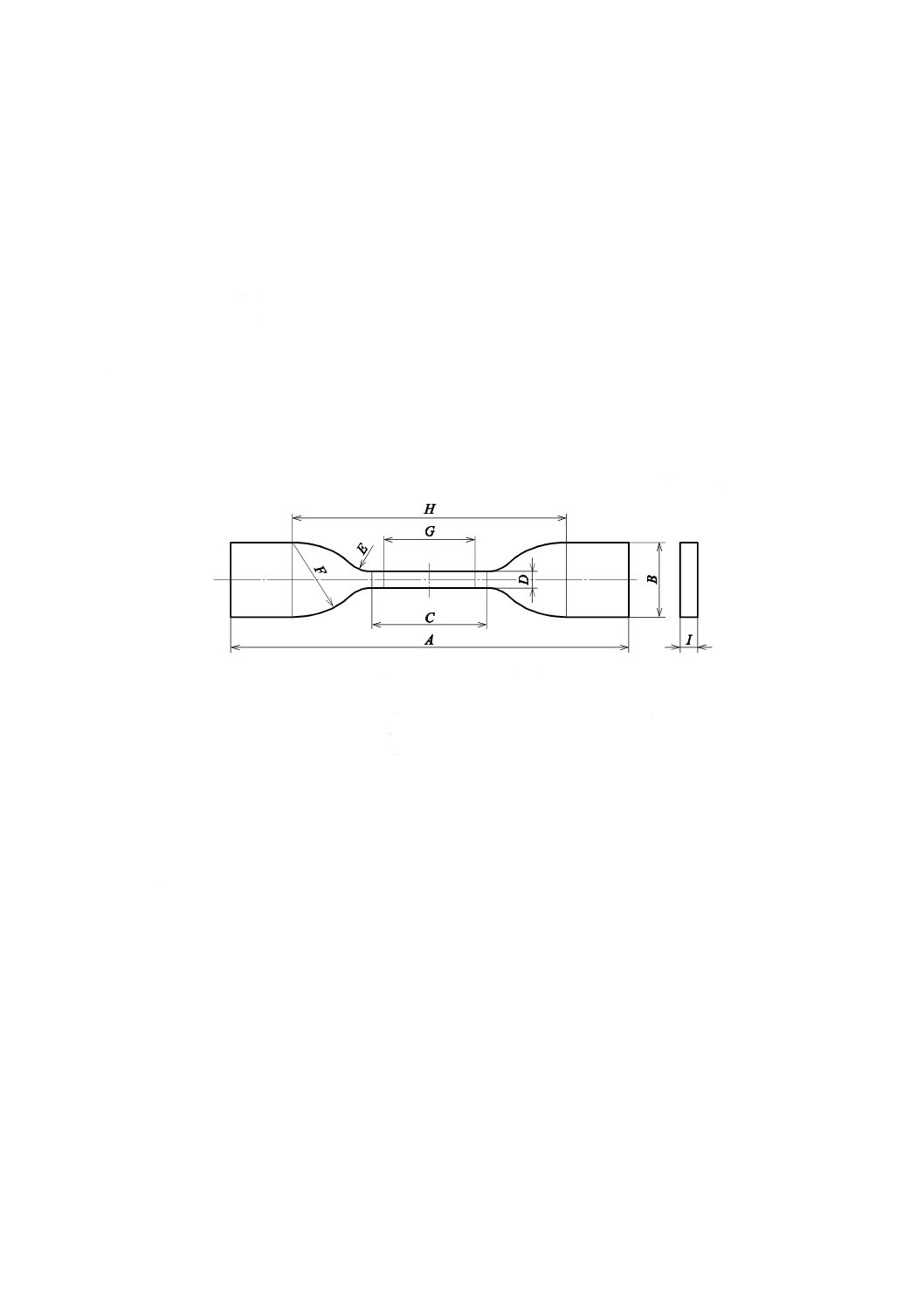
A.4.4 引張試験
引張試験は,JIS K 7161によって行い,引張強さ及び引張破壊ひずみを測定する。この場合,試験片は,
図A.1による試験片を用いる。試験速度は,高密度ポリエチレン及び中密度ポリエチレンについては45〜
55 mm/minとし,低密度ポリエチレンについては180〜220 mm/minとする。試験中に生じたきずのところ
で破断したり,又は標線間の外側で破断したものは無効とし,その数だけ再試験を行う。ただし,次の場
合には,その試験結果を採用してもよい。
a) 試験片が,十分に冷延伸されており,きず又は標線間の外側で破断箇所が進行している場合
b) 試験片が,十分に冷延伸されており,進行している破断箇所が標線間であっても,引張試験装置のス
トローク上限を超えることによって破断が生じない場合
単位 mm
A :全長
115
F :大半径
25±2
B :両端の幅
25±1
G :標線間距離
25±1
C :平行部分の長さ
33±2
H :つかみ具間距離
80±5
D :平行部分の幅
6±0.4
I :厚さ
2.0±0.2
E :小半径
14±1
図A.1−引張試験片
A.4.5 硬さ試験
硬さは,JIS K 7215によって測定する。
A.4.6 ビカット軟化温度
ビカット軟化温度は,JIS K 7206によって測定する。
A.4.7 耐環境応力き裂試験
耐環境応力き裂は,JIS K 6922-2の表4によって測定する。ただし,試験液はポリオキシエチレンノニ
ルフェニルエーテル水溶液(体積分率10 %)とする。
A.4.8 耐衝撃性試験
A.4.8.1 試験片の作製
試験片は,厚さ1.0±0.10 mm,幅200 mm,長さ100 mm以上のポリエチレンシートを,23±0.5 ℃の恒
温水槽に1時間以上浸せきし,水槽から取り出した後,直ちに清浄な布で付着水分を取り除くものとする。
A.4.8.2 試験方法
試験方法は,次による。

10
G 3469:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験は,試験片作製後直ちに行う。
b) 鋼板 の処理面とポリエチレンシートとを重ねて,ポリエチレンシートを上にして平らな木製台1) の上
に置き,鋼球を垂直にポリエチレンシート上に落下させる。鋼球及び落下高さは,表A.2のいずれか
による。
なお,片面の油分,さびなどを除去した厚さ3.2 mm,幅200 mm,長さ200 mmの鋼板とする。
注1) 木製台の大きさは,300×300 mm,厚さ50 mmとし,材質は松,ひのき,ラワンなどとする。
表A.2−鋼球及び落下高さ
鋼球a)
落下高さ
mm
玉軸受用鋼球
呼び24
1,等級60
(質量770 g)
2 050
玉軸受用鋼球
呼び28
1,等級60
(質量650 g)
2 400
注a) JIS B 1501の表1及び表2による。
c) 衝撃を加えた後,ホリデーディテクターによって,10.2に規定する電圧で,ピンホールの有無を調べ
る。
A.4.9 吸水率試験
吸水率は,JIS K 7209のA法によって測定する。試験片は60 mm×60 mm×1 mmの平板とする。
A.4.10 耐電圧試験
耐電圧試験は,JIS K 7140-1の表2の4.7(耐電圧)による。
11
G 3469:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
接着剤
B.1 適用範囲
この附属書は,被覆鋼管に使用する接着剤について規定する。
B.2 品質
接着剤は,原管の鋼面と被覆用ポリエチレンとによく接着するもので,B.4によって接着剤に対する試
験を行い,その物性は表B.1による。
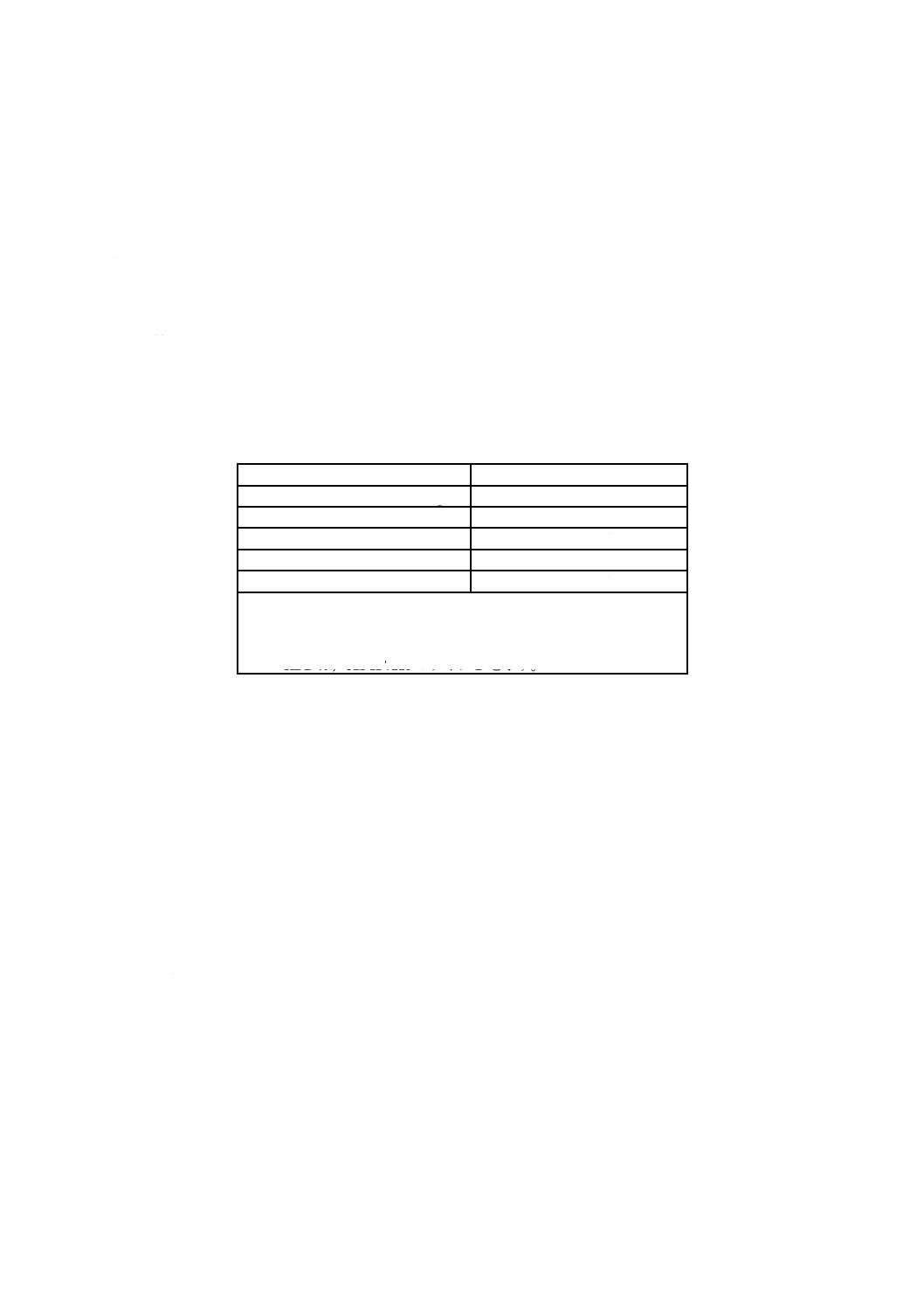
表B.1−接着剤の物性a)
項目
規定値
密度
kg/m3
915 以上
引張強さ
N/mm2
11.8 以上
引張破壊ひずみ
%
300 以上
硬さ
HDD b)
40 以上
ビカット軟化温度
℃
85 以上
注記 1 N/mm2=1 MPa
注a) 顔料を含む接着剤を使用する場合は,顔料を含む状態での物性
とする。
b) HDDは,JIS K 7215のタイプDを示す。
B.3 材料
接着剤は,接着性を加味した変性ポリエチレンを主成分とする。
B.4 試験
B.4.1 試験片の作製
試験片の作製の一般的事項は,JIS K 6922-2による。ただし,試験片の成形法は,圧縮成形による。
B.4.2 試験頻度
接着剤の密度,引張強さ,引張破壊ひずみ,硬さ及びビカット軟化温度の試験は,接着剤の物性値の形
式試験とし,受渡しの都度行うものでなく,接着剤の物性値に影響を及ぼすような製造条件の変更があっ
た場合などに行う。
B.4.3 試験方法
密度試験,引張試験,硬さ試験及びビカット軟化温度試験は,それぞれA.4.3,A.4.4,A.4.5及びA.4.6
による。
12
G 3469:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
粘着剤
C.1 適用範囲
この附属書は,被覆鋼管に使用する粘着剤について規定する。
C.2 品質
粘着剤は,原管の鋼面と被覆用ポリエチレンとによく粘着するもので,C.4によって試験を行い,その
物性は表C.1による。
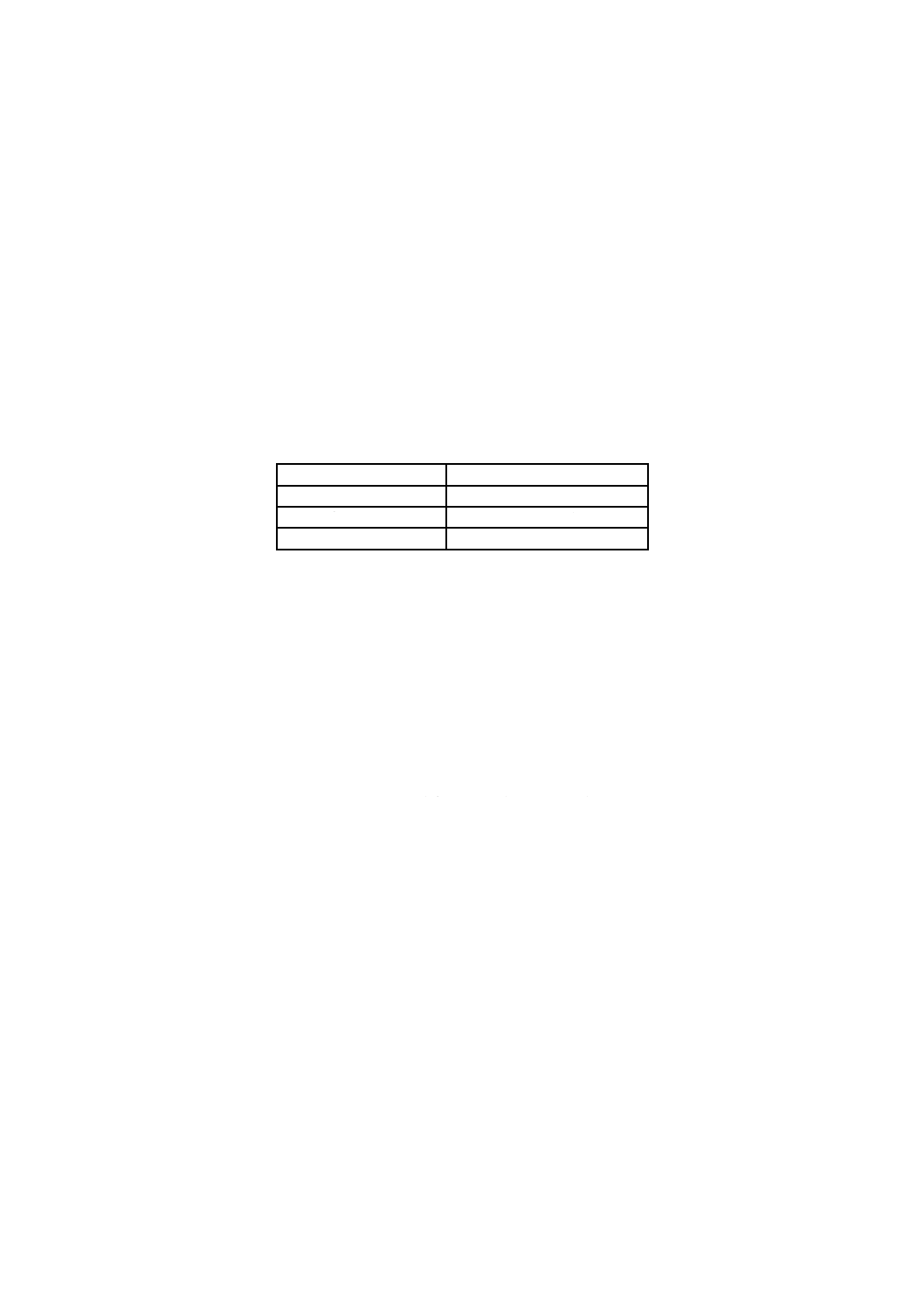
表C.1−粘着剤の物性
項目
規定値
軟化点
℃
60 以上
ちょう度
70 以下
揮発減量
%
2 以下
C.3 材料
粘着剤は,ゴム,アスファルト又は樹脂を主成分とする。
C.4 試験
C.4.1 軟化点試験
軟化点は,JIS K 2207の6.4[軟化点試験方法(環球法)]によって,製造ロットごとに測定する。
C.4.2 ちょう度試験
ちょう度は,JIS K 2235の5.10(ちょう度試験方法)によって,製造ロットごとに測定する。また,試
料の準備(溶融処理)は,JIS K 2207の6.3.3(試料の準備)によって行う。
C.4.3 揮発減量試験
揮発減量は,JIS K 2207の6.9(蒸発試験方法)によって,製造ロットごとに測定する。ただし,装置と
して電気熱風乾燥炉を使ってもよい。