G 3442:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類及び記号 ··················································································································· 1
4 材料及び製造方法 ············································································································· 1
4.1 材料 ···························································································································· 1
4.2 溶融亜鉛めっき ············································································································· 2
4.3 管端 ···························································································································· 2
5 亜鉛めっき特性 ················································································································ 2
6 寸法,寸法許容差及び質量 ································································································· 3
7 外観······························································································································· 4
8 試験······························································································································· 4
8.1 試験一般 ······················································································································ 4
8.2 亜鉛めっき試験 ············································································································· 4
9 検査及び再検査 ················································································································ 4
9.1 検査 ···························································································································· 4
9.2 再検査 ························································································································· 4
10 表示 ····························································································································· 5
11 報告 ····························································································································· 5
附属書A(規定)亜鉛めっきの性状試験特性 ············································································· 6
G 3442:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鉄鋼連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 3442:2010は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3442:2015
水配管用亜鉛めっき鋼管
Galvanized steel pipes for ordinary piping
1
適用範囲
この規格は,水道用及び給水用以外の水配管(空調用,消火用,排水用などをいう。)に用いる亜鉛めっ
き鋼管(以下,管という。)について規定する。この規格は,外径17.3 mm〜508.0 mmの管に適用される。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0203 管用テーパねじ
JIS B 2301 ねじ込み式可鍛鋳鉄製管継手
JIS B 2302 ねじ込み式鋼管製管継手
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 3452 配管用炭素鋼鋼管
JIS H 0401 溶融亜鉛めっき試験方法
JIS H 2107 亜鉛地金
JIS H 8641 溶融亜鉛めっき
JIS K 8574 水酸化カリウム(試薬)
JIS K 8576 水酸化ナトリウム(試薬)
JIS Z 8401 数値の丸め方
3
種類及び記号
管の種類は,1種類とし,その記号は,表1による。
表1−種類の記号
種類
記号
水配管用亜鉛めっき鋼管
SGPW
4
材料及び製造方法
4.1
材料
材料は,次による。
a) 管は,JIS G 3452のプレンエンドの黒管を用い,溶融亜鉛めっきを行う。
2
G 3442:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) ソケット(継手)は,JIS B 2301又はJIS B 2302に適合し,かつ,溶融亜鉛めっきを行ったものを使
用する。
4.2
溶融亜鉛めっき
溶融亜鉛めっきは,次による。
a) 亜鉛めっきに使用する亜鉛は,JIS H 2107の蒸留亜鉛地金1種又はこれと同等以上の品質をもつ亜鉛
地金とする。
b) 管は,ねじを加工する前にアルカリ洗い,水洗い及び酸洗いによって,内外面のさび,スケールその
他の付着物を完全に除去する。次に,付着残存する酸を水で洗って除去し,フラックス処理を行った
後乾燥する。
c) b) の処理後,適正な温度に加熱溶融した亜鉛浴に浸し,亜鉛めっきを施す。
d) その他亜鉛めっきの一般事項は,JIS H 8641による。
4.3
管端
管端は,次による。
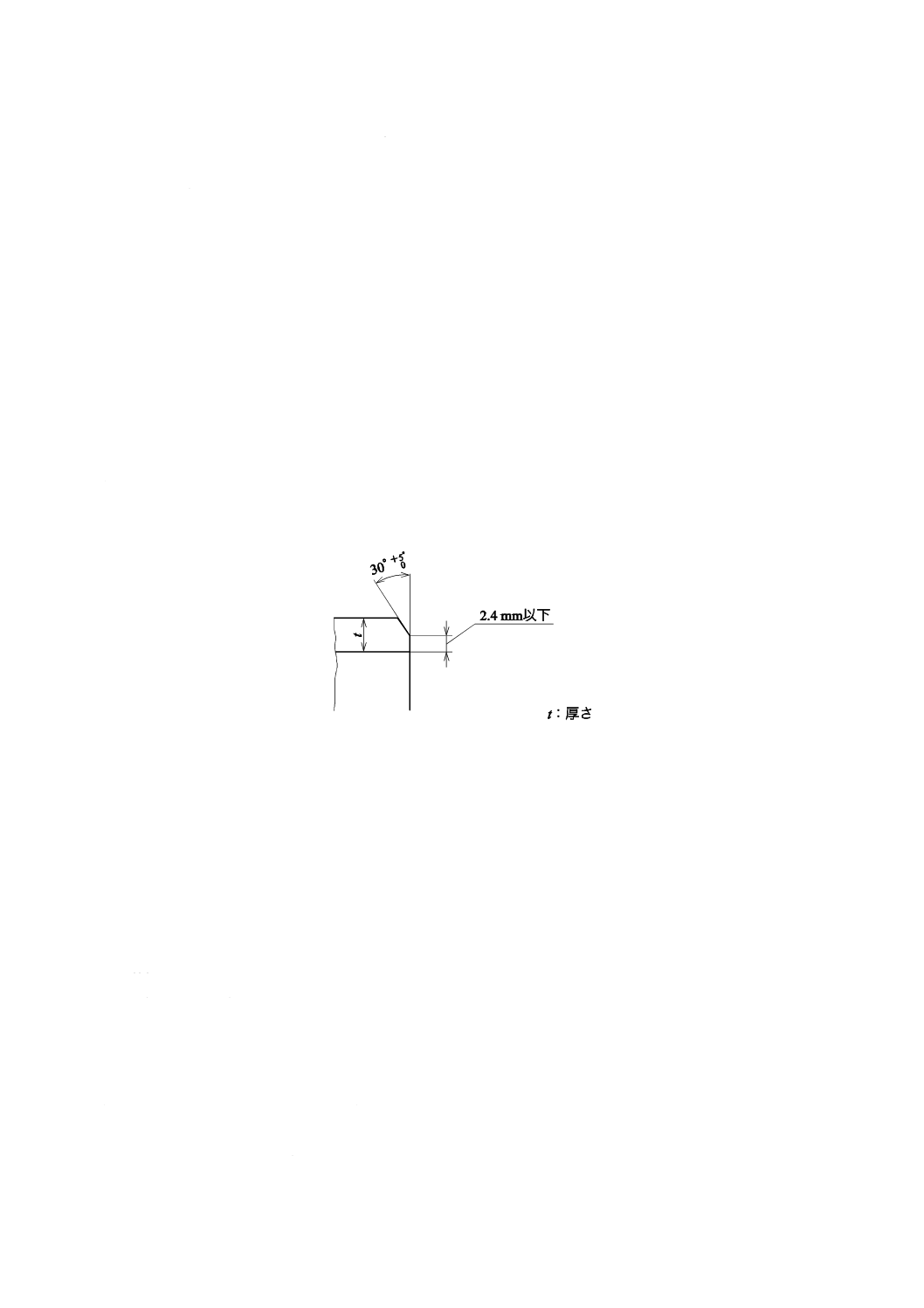
a) 管の両端は,ねじ付又はプレンエンドとする。注文者の指定がある場合,ベベルエンドに加工しても
よく,その形状は,受渡当事者間の協定による。ただし,特に指定のない限り,図1による。
図1−ベベルエンドの形状
b) ねじ付管の場合には,溶融亜鉛めっきを行った後,両端にJIS B 0203に規定するテーパねじを加工し,
その一端にはソケット1個をねじ込む。ソケットをねじ込まない他端は,ねじ保護環又は他の適切な
方法で保護する。
5
亜鉛めっき特性
管の亜鉛めっき特性は,次による。
a) 亜鉛めっきの付着量は,8.2.2 a) によって試験を行い,1本の供試製品から採取した2個の平均値が
600 g/m2以上,個々の値は550 g/m2以上でなければならない。
b) 亜鉛めっきの均一性は,8.2.2 b) によって試験を行い,管の硫酸銅試験における浸せき回数が,6回(浸
せき時間は毎回1分)に及んでも終止点に達してはならない。
注記 終止点とは,めっき層が消失し,管の素地の上に光輝のある密着性金属銅が析出した場合をい
う[JIS H 0401の6.7(終止点の判断)参照]。
c) 亜鉛めっきの性状特性は,8.2.2 c) によって試験を行い,A.2に適合しなければならない。
d) 亜鉛めっきの密着性を評価する曲げ試験は,表2の呼び径50A(2B)以下の管について,8.2.2 d) に
よって試験を行い,曲げ部分の亜鉛めっきを行った表面に,剝がれその他の異常を生じてはならない。
3
G 3442:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
寸法,寸法許容差及び質量
寸法,寸法許容差及び単位質量は,次による。
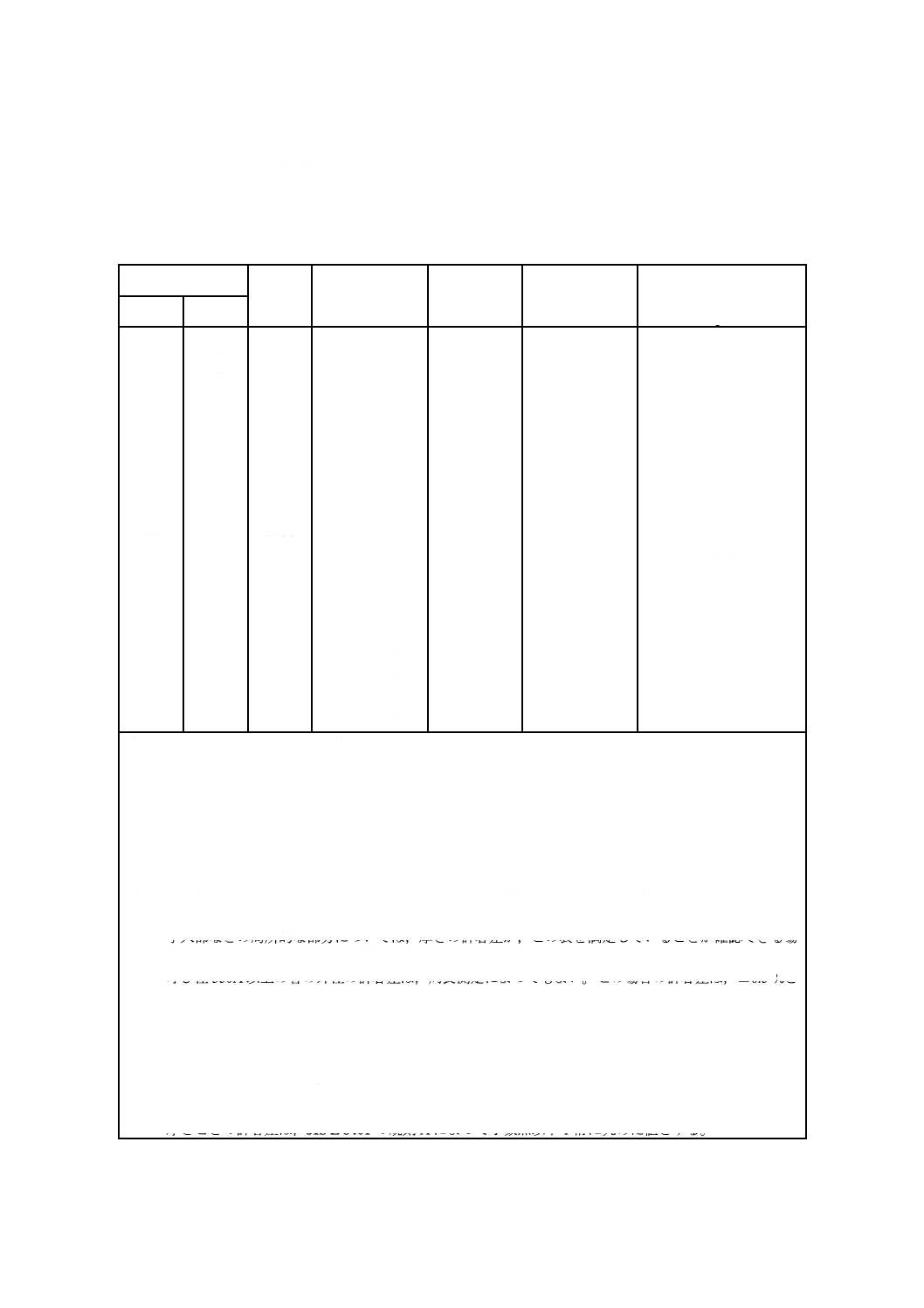
a) 亜鉛めっきを行う前の管の寸法,寸法許容差及び単位質量は,表2による。
表2−寸法,寸法許容差及び単位質量
管の呼び径a)
外径
mm
外径の許容差b)
mm
厚さ
mm
厚さの許容差
mm
ソケットを含まない
単位質量
kg/m
A
B
10
15
20
25
32
40
50
65
80
90
100
125
150
200
250
300
350
400
450
500
3/8
1/2
3/4
1
1 1/4
1 1/2
2
2 1/2
3
3 1/2
4
5
6
8
10
12
14
16
18
20
17.3
21.7
27.2
34.0
42.7
48.6
60.5
76.3
89.1
101.6
114.3
139.8
165.2
216.3
267.4
318.5
355.6
406.4
457.2
508.0
±0.5
±0.5
±0.5
±0.5
±0.5
±0.5
±0.5
±0.7
±0.8
±0.8
±0.8
±0.8
±0.8
±1.0
±1.3
±1.5
±2.8 c)
±3.3 c)
±3.7 c)
±4.1 c)
2.3
2.8
2.8
3.2
3.5
3.5
3.8
4.2
4.2
4.2
4.5
4.5
5.0
5.8
6.6
6.9
7.9
7.9
7.9
7.9
+規定しない
−12.5 % d)
0.851
1.31
1.68
2.43
3.38
3.89
5.31
7.47
8.79
10.1
12.2
15.0
19.8
30.1
42.4
53.0
67.7
77.6
87.5
97.4
注記 単位質量の数値は,1 cm3の鋼を7.85 gとし,次の式によって計算し,JIS Z 8401の規則Aによって有
効数字3桁に丸めたものである。
W=0.024 66 t (D−t)
ここに,
W: 管の単位質量(kg/m)
t: 管の厚さ(mm)
D: 管の外径(mm)
0.024 66: Wを求めるための単位の変換係数
注a) 呼び径は,A又はBのいずれかを用いる。Aによる場合にはA,Bによる場合にはBの符号を,それ
ぞれの数字の後に付けて区分する。
b) 手入部などの局所的な部分については,厚さの許容差が,この表を満足していることが確認できる場
合は,この表の外径の許容差を適用しない。
c) 呼び径350A以上の管の外径の許容差は,周長測定によってもよい。この場合の許容差は,±0.5 %と
し,JIS Z 8401の規則Aによって小数点以下1桁に丸めた値とする。外径の測定に周長を用いる場合,
外径(D)と周長(l)との相互換算は,次の式による。
D=l / π
ここに,
D: 外径(mm)
l: 周長(mm)
π: 3.141 6
d) 厚さごとの許容差は,JIS Z 8401の規則Aによって小数点以下1桁に丸めた値とする。
4
G 3442:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 管の長さは,3 600 mm以上とし,指定長さによる。長さの許容差は,マイナス側は0,プラス側は規
定しない。
7
外観
管の外観は,次による。
a) 管は,実用的に真っすぐ,かつ,その両端は管軸に対して実用的に直角でなければならない。
b) 亜鉛めっきを行った表面は,使用上有害な欠点があってはならない。
c) 受渡当事者間の協定によって,管の外面,内面又は内外面に塗装(例えば,ジンクリッチ塗装,エポ
キシ塗装,プライマー塗装など)を行ってもよい。
8
試験
8.1
試験一般
試験の一般事項は,JIS G 0404の箇条7(一般要求)による。また,試験片の採り方は,JIS G 0404の
7.6(試験片採取条件及び試験片)のA類とする。
8.2
亜鉛めっき試験
8.2.1
試験片の採り方及び数
亜鉛めっき試験の試験片の採り方及び数は,次による。
a) 管の亜鉛めっき試験用の供試製品の採り方は,同一寸法(同一外径及び同一厚さ)の管250本ごと及
びその端数からそれぞれ1本の供試製品を採取する。付着量試験片,硫酸銅試験片及び性状試験片は,
供試製品の両端からそれぞれ一つの試験片を採取する。曲げ試験片は,管の呼び径50A(2B)以下か
ら採取し,供試製品の一端から一つの試験片を採取する。
b) ソケットの硫酸銅試験の試験片の数は,同一寸法のソケット500個ごと及びその端数からそれぞれ一
つの試験片を採取する。
8.2.2
試験方法
亜鉛めっき試験は,次による。
a) 付着量試験 付着量試験は,JIS H 0401の5.2(間接法)による。ただし,数値の丸め方は,JIS Z 8401
の規則Aによる。
b) 均一性試験 均一性試験は,JIS H 0401の箇条6[均一性試験方法(硫酸銅試験)]による。
c) 性状試験 性状試験は,附属書Aによる。
d) 曲げ試験 亜鉛めっきの密着性を評価する曲げ試験は,試験片を常温のまま,半径が8×D(Dは管の
外径)の円筒に沿って,90°曲げて約10秒間保持する。
9
検査及び再検査
9.1
検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 亜鉛めっき特性は,箇条5に適合しなければならない。
c) 寸法は,箇条6に適合しなければならない。
d) 外観は,箇条7に適合しなければならない。
9.2
再検査
5
G 3442:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
亜鉛めっき試験で合格とならなかった管は,JIS G 0404の9.8(再試験)によって再試験を行い,合否を
決定してもよい。
10
表示
検査に合格した管には,管ごとに,次の事項を表示しなければならない。ただし,外径が小さい管の場
合又は注文者の要求がある場合は,これを結束して,一束ごとに適切な方法で表示してもよい。表示の順
序は指定しない。また,注文者の承認を得た場合は,製品識別が可能な範囲でその一部を省略してもよい。
a) 種類の記号
b) 管の呼び径
c) 長さ
d) 製造業者名又はその略号
11
報告
あらかじめ注文者の要求のある場合には,製造業者は,検査文書を注文者に提出しなければならない。
この場合,報告は,JIS G 0404の箇条13(報告)による。検査文書の種類は,特に指定のない場合は,JIS
G 0415の表1(検査文書の総括表)の記号3.1(検査証明書3.1)とする。
6
G 3442:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
亜鉛めっきの性状試験特性
A.1 亜鉛めっきの性状試験
A.1.1 試験片
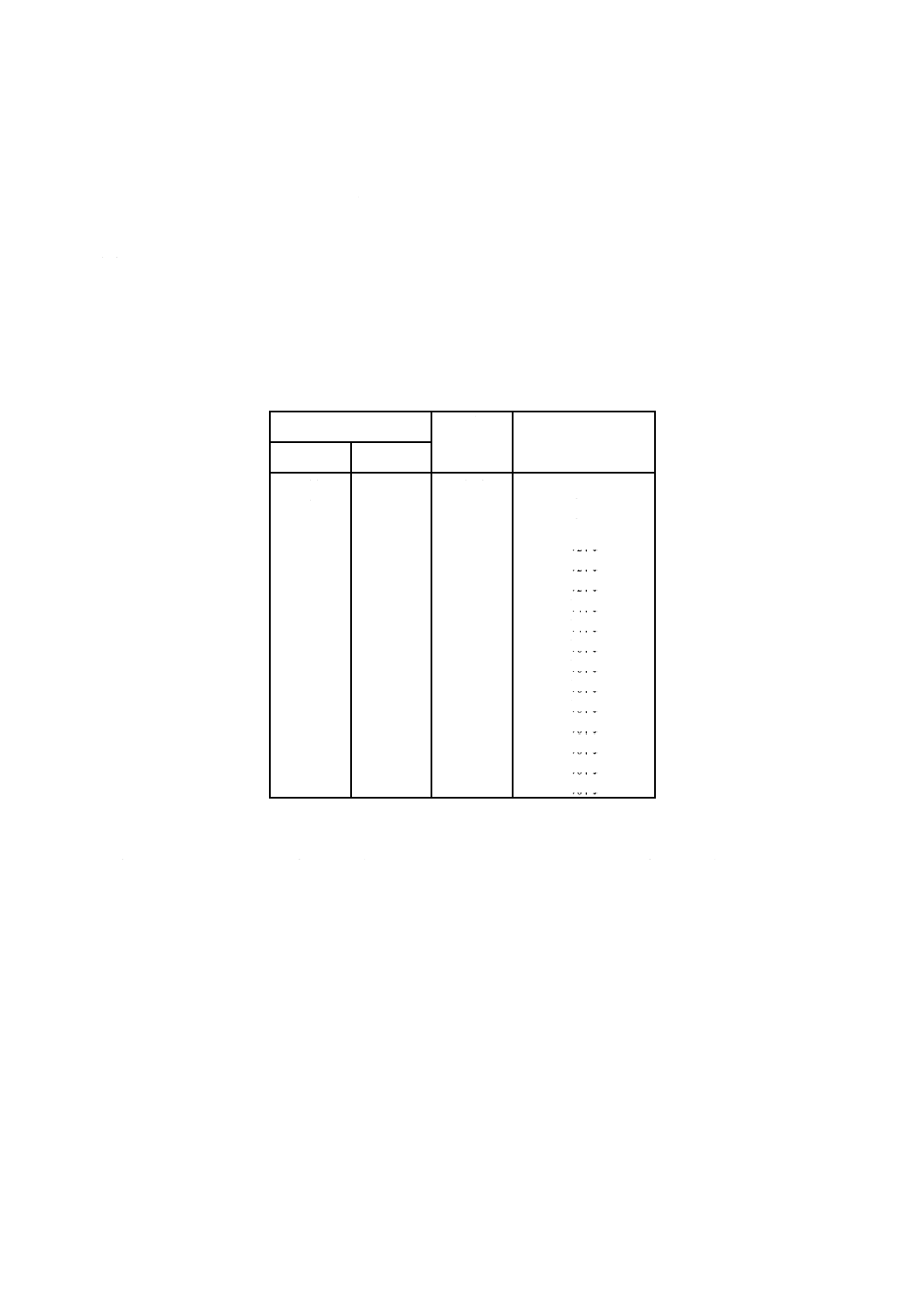
供試製品の両端からそれぞれ30 mmを切り取り試験片とする。試験片の断面形状は,表A.1による。
なお,呼び径350A(14B)以上の管の試験片は,試験できる適切な大きさに切断する。
表A.1−試験片の断面形状
管の呼び径
外径
mm
断面の形状
A
B
10
15
20
25
32
40
50
65
80
90
100
125
150
200
250
300
3/8
1/2
3/4
1
1 1/4
1 1/2
2
2 1/2
3
3 1/2
4
5
6
8
10
12
17.3
21.7
27.2
34.0
42.7
48.6
60.5
76.3
89.1
101.6
114.3
139.8
165.2
216.3
267.4
318.5
全円
全円
全円
1/2円
1/2円
1/2円
1/4円
1/4円
1/6円
1/6円
1/6円
1/8円
1/8円
1/8円
1/8円
1/8円
A.1.2 試験液
試験液は,JIS K 8576に規定する水酸化ナトリウム20 g又はJIS K 8574に規定する水酸化カリウム28 g
を,水100 mLに溶かしたものとする。
A.1.3 試験片の清浄
必要に応じて,有機溶剤で試験片を脱脂し,乾燥する。使用する有機溶剤は,めっきに害のないものと
する。
A.1.4 操作
試験液の量は,めっき面100 mm2当たり5 mL以上で,試験片を完全に浸す量とし,試験液の温度は75
〜80 ℃に保つ。
試験片を投入すると,時間の経過に従い,めっき皮膜は溶解する。表面の亜鉛層が溶解している間は少
量の気泡が発生するだけであるが,亜鉛と鉄との合金層が現れてくると水素が激しく発生し,ガラス容器
内には気泡が充満するようになる。その後,素材表面に達すると作用は緩やかになり,気泡は発生しなく
なる。このときを終止点として,試験片を投入したときからの時間を計る。
7
G 3442:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,試験片の切断面は,素材表面が直接試験液に触れないように,適切な塗料などで保護してもよい。
A.2 判定基準
試験片を投入してから100分以上経過後,2個の試験片とも終止点に達しない場合は,適合とする。