G 3352:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類の記号 ······················································································································ 1
4 化学成分························································································································· 2
5 機械的性質 ······················································································································ 2
6 めっきの種類及びその最小付着量 ························································································ 3
7 耐食性···························································································································· 3
8 形状,寸法及びその許容差 ································································································· 3
8.1 断面形状 ······················································································································ 3
8.2 寸法 ···························································································································· 4
8.3 寸法許容差 ··················································································································· 5
9 質量······························································································································· 6
9.1 一般事項 ······················································································································ 6
9.2 質量の計算方法 ············································································································· 6
10 外観 ···························································································································· 10
11 製造方法 ······················································································································ 10
12 試験 ···························································································································· 10
12.1 一般事項 ···················································································································· 10
12.2 分析試験 ···················································································································· 10
12.3 引張試験 ···················································································································· 10
13 検査 ···························································································································· 10
14 製品の呼び方 ················································································································ 11
15 表示 ···························································································································· 12
16 報告 ···························································································································· 12
G 3352:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鋼構造協会(JSSC)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標
準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 3352:2003は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3352:2014
デッキプレート
Steel Decks
1
適用範囲
この規格は,建築,土木,車両及びその他の構造物に用いる冷間成形されたデッキプレート(以下,デ
ッキプレートという。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0404 鋼材の一般受渡し条件
JIS G 3302 溶融亜鉛めっき鋼板及び鋼帯
JIS G 3312 塗装溶融亜鉛めっき鋼板及び鋼帯
JIS G 3313 電気亜鉛めっき鋼板及び鋼帯
JIS G 3314 溶融アルミニウムめっき鋼板及び鋼帯
JIS G 3317 溶融亜鉛−5 %アルミニウム合金めっき鋼板及び鋼帯
JIS G 3318 塗装溶融亜鉛−5 %アルミニウム合金めっき鋼板及び鋼帯
JIS G 3321 溶融55 %アルミニウム−亜鉛合金めっき鋼板及び鋼帯
JIS G 3322 塗装溶融55 %アルミニウム−亜鉛合金めっき鋼板及び鋼帯
JIS G 3323 溶融亜鉛−アルミニウム−マグネシウム合金めっき鋼板及び鋼帯
JIS G 4321 建築構造用ステンレス鋼材
JIS Z 2241 金属材料引張試験方法
JIS Z 8401 数値の丸め方
3
種類の記号
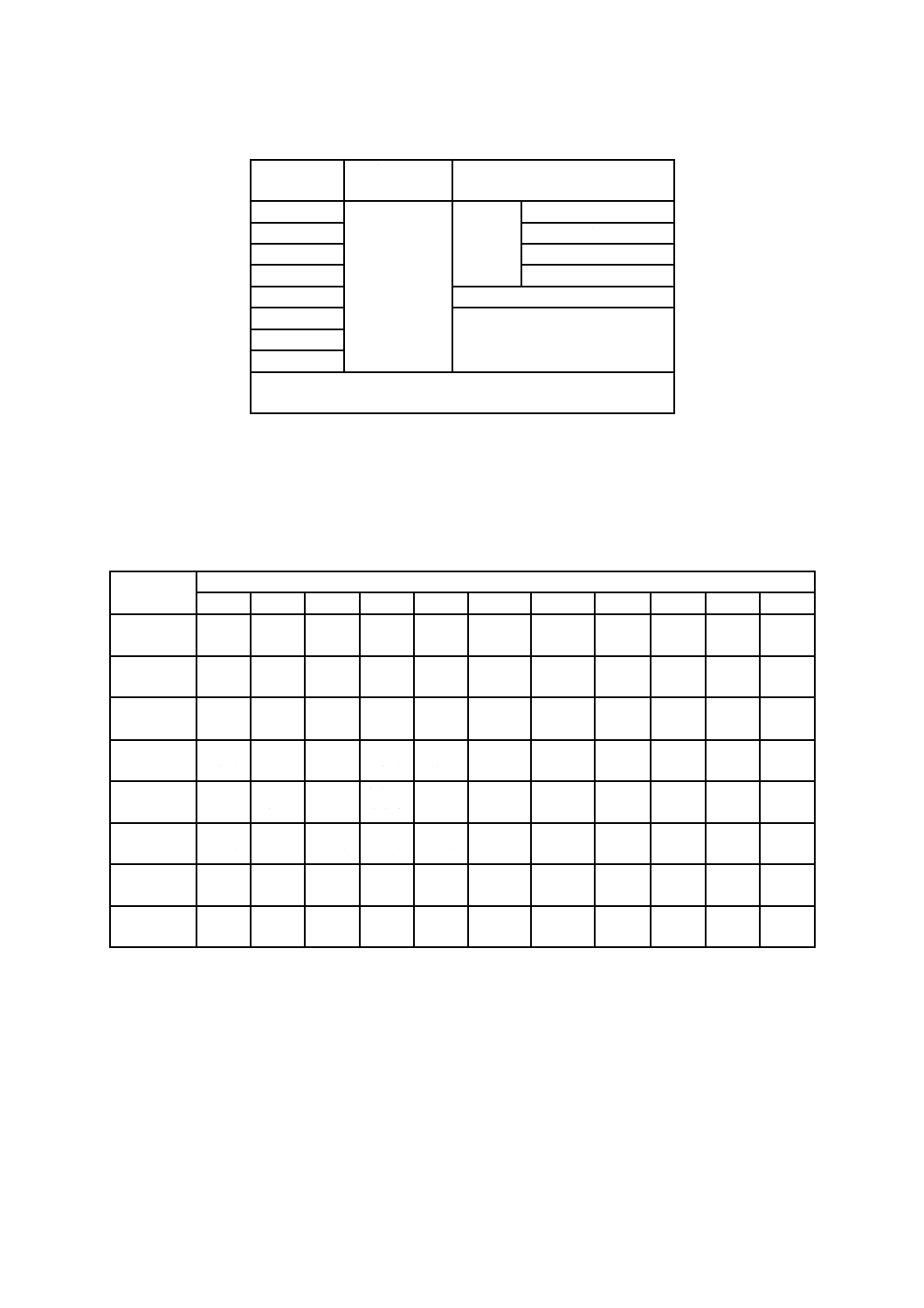
デッキプレートの種類は,8種類とし,種類の記号は,適用厚さ及び材料によって区分し,表1による。
2
G 3352:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−種類の記号
種類の記号
適用厚さ
mm
材料
SDP1T
0.8〜6.0
普通鋼
圧延のまま
SDP1TG
めっきを施したもの
SDP2
圧延のまま
SDP2G
めっきを施したもの
SDP3
耐候性鋼
SDP4
ステンレス鋼
SDP5
SDP6
注記 SDP4,SDP5及びSDP6は,各々JIS G 4321に規定する
SUS304A,SUS316A及びSUS304N2Aに相当する。
4
化学成分
デッキプレートに用いる鋼板又は鋼帯は,12.2によって試験を行い,その溶鋼分析値は,表2による。
表2−化学成分
単位 %
種類の記号
化学成分
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
N
Nb
SDP1T
0.25
以下
−
−
0.05
以下
0.05
以下
−
−
−
−
−
−
SDP1TG
0.25
以下
−
−
0.05
以下
0.05
以下
−
−
−
−
−
−
SDP2
0.25
以下
−
−
0.05
以下
0.05
以下
−
−
−
−
−
−
SDP2G
0.25
以下
−
−
0.05
以下
0.05
以下
−
−
−
−
−
−
SDP3
0.12
以下
0.25〜
0.75
0.20〜
0.50
0.07〜
0.150
0.040
以下
0.65
以下
0.30〜
1.25
−
0.25〜
0.60
−
−
SDP4
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
8.00〜
10.50
18.00〜
20.00
−
−
−
−
SDP5
0.08
以下
1.00
以下
2.00
以下
0.045
以下
0.030
以下
10.00〜
14.00
16.00〜
18.00
2.00〜
3.00
−
−
−
SDP6
0.08
以下
1.00
以下
2.50
以下
0.045
以下
0.030
以下
7.50〜
10.50
18.00〜
20.00
−
−
0.15〜
0.30
0.15
以下
5
機械的性質
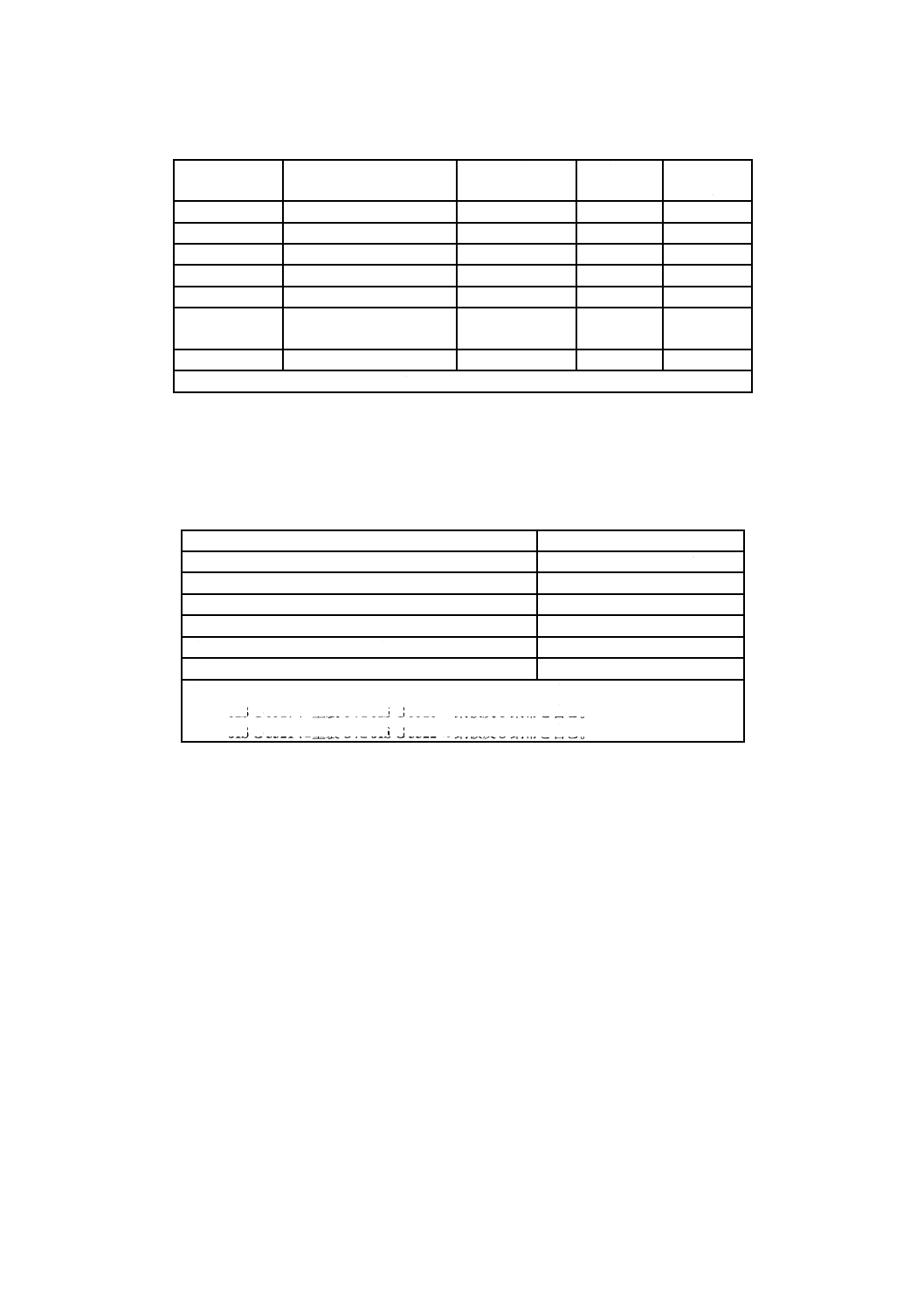
デッキプレートに用いる鋼板又は鋼帯は,12.3によって試験を行い,その降伏点又は耐力,引張強さ,
伸び及び降伏比は,表3による。
3
G 3352:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−機械的性質
種類の記号
降伏点又は耐力
N/mm2
引張強さ
N/mm2
伸び
%
降伏比
%
SDP1T
205以上
270以上
18以上
−
SDP1TG
205以上
270以上
18以上
−
SDP2
235以上
400以上
17以上
−
SDP2G
235以上
400以上
17以上
−
SDP3
315以上
450以上
15以上
−
SDP4
SDP5
235以上a)
520以上
40以上
60以下
SDP6
325以上a)
690以上
35以上
60以下
注a) SDP4,SDP5及びSDP6の場合は,0.1 %耐力に適用する。
6
めっきの種類及びその最小付着量
めっきの種類及びその最小付着量は,表4による。
表4−めっきの種類及びその最小付着量
めっきの種類
めっきの最小付着量
溶融亜鉛めっき
JIS G 3302によるa)
電気亜鉛めっき
JIS G 3313による
溶融アルミニウムめっき
JIS G 3314による
溶融亜鉛−5 %アルミニウム合金めっき
JIS G 3317によるb)
溶融55 %アルミニウム−亜鉛合金めっき
JIS G 3321によるc)
溶融亜鉛−アルミニウム−マグネシウム合金めっき
JIS G 3323による
注a) JIS G 3302に塗装したJIS G 3312の鋼板及び鋼帯を含む。
b) JIS G 3317に塗装したJIS G 3318の鋼板及び鋼帯を含む。
c) JIS G 3321に塗装したJIS G 3322の鋼板及び鋼帯を含む。
7
耐食性
SDP4,SDP5及びSDP6に適合するステンレス鋼の粒界腐食試験による耐食性について,特に注文者の
指定がある場合には,JIS G 4321に規定する耐食性による。
8
形状,寸法及びその許容差
8.1
断面形状
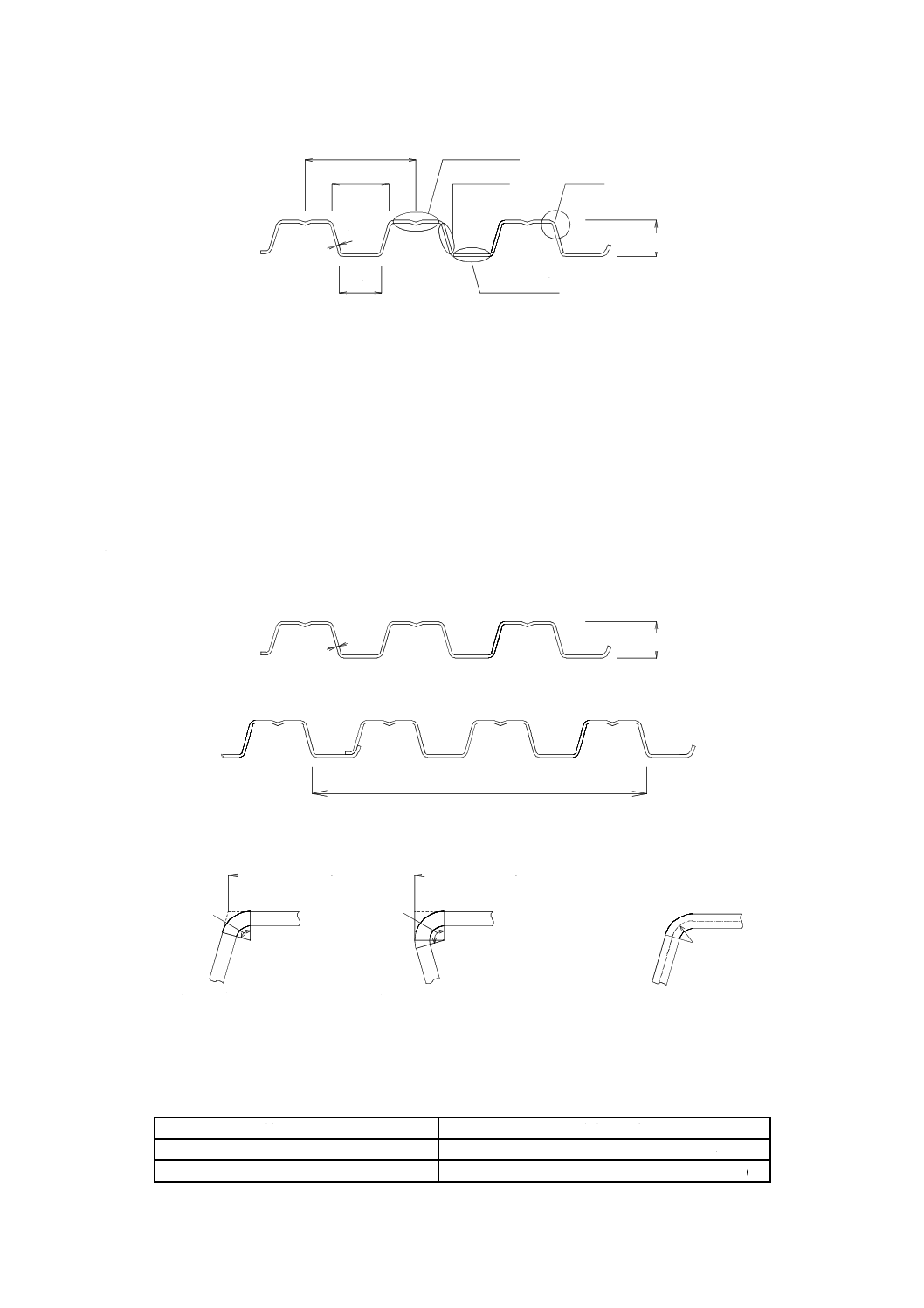
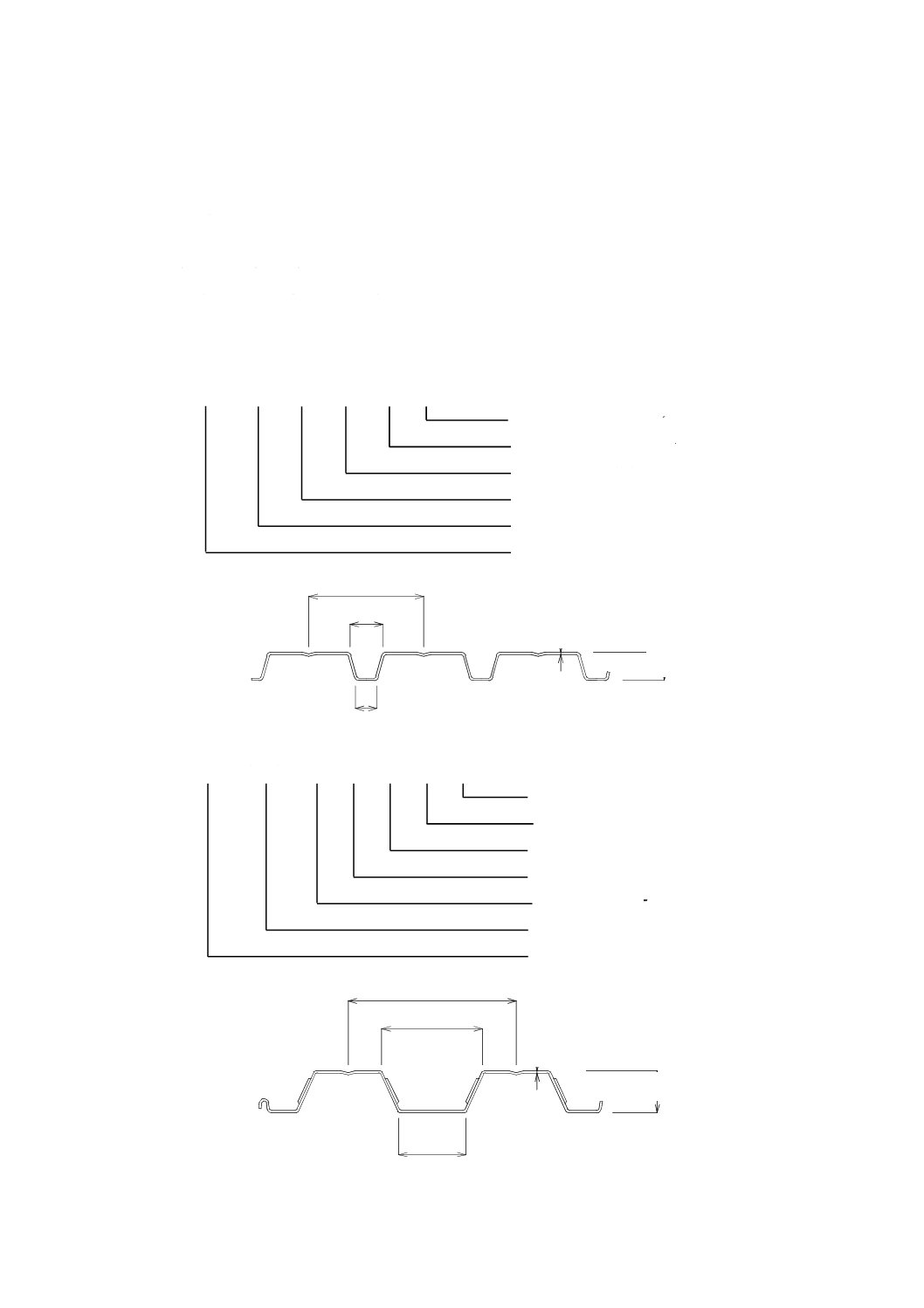
デッキプレートの断面形状は,図1に示す形状例のように上フランジ,下フランジ及びウェブで構成さ
れ,各部に施されたリブ,エンボスなどの加工形状を含むものとし,高さ(H),単位幅(B),溝上寸法(b1),
溝下寸法(b)及び厚さ(t)で示す。
4
G 3352:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
上フランジ
ウェブ
角部
下フランジ
B
H
t
b
b1
図1−デッキプレート各部の名称
8.2
寸法
デッキプレートの寸法は,次による。
a) 高さ(H)の範囲は,20〜120 mmとする。また,厚さは,原板の厚さ(t)を表す(図2参照)。
b) 有効製品幅(W0)は,2枚以上のデッキプレートを,実際の使用状況[重ね,かん(嵌)合など]を
考慮して並べたときの任意の同一位置間の距離を表す(図3参照)。
なお,寸法の押さえ位置は,図4による。
c) 角部の曲率半径(R)は,原板の厚さ(t)の中心線の半径とし,1.5 t以上とする(図5参照)。
d) デッキプレートの標準表示厚さ及び標準長さは,表5及び表6による。ただし,めっきを施したもの
は,原板の表示厚さを示す。
H
t
図2−各部の寸法
0
W
図3−有効製品幅の測定例
寸法押さえ位置
寸法押さえ位置
90°以上
90°未満
R 1.5 以上
t
a) 曲げ角度が90°未満
b) 曲げ角度が90°以上
図4−寸法押さえ位置
図5−角部曲率半径
表5−標準表示厚さ
単位 mm
種類の記号
標準表示厚さ
SDP1T,SDP1TG,SDP2,SDP2G,SDP3
0.8 1.0 1.2 1.4 1.6 2.3 3.2 4.5 6.0
SDP4,SDP5,SDP6
0.8 1.0 1.2 1.5 2.0 2.5 3.0 4.0 5.0 6.0
5
G 3352:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−標準長さ
単位 m
標準長さ
6.0 7.0 8.0 9.0 10.0 11.0 12.0
8.3
寸法許容差
デッキプレートの寸法許容差は,表7による。
なお,めっきを施したものの厚さの許容差は,原板の表示厚さを適用する。
めっき厚さの算出方法は,めっきの付着量をめっきの密度で除して,ミリメートル単位で小数点以下3
桁まで求める。
めっきの付着量は,材料製造業者の検査証明書に記載されためっきの付着量とするが,表8に示すめっ
きの付着量を用いて,めっき厚さを求めてもよい。めっき厚さを計算する場合,めっきの密度は,表9に
よる。
なお,表8に規定されていないめっきの付着量表示記号を用いる場合には,めっきの付着量は,該当す
る日本工業規格の質量の計算に用いるめっき量定数による。
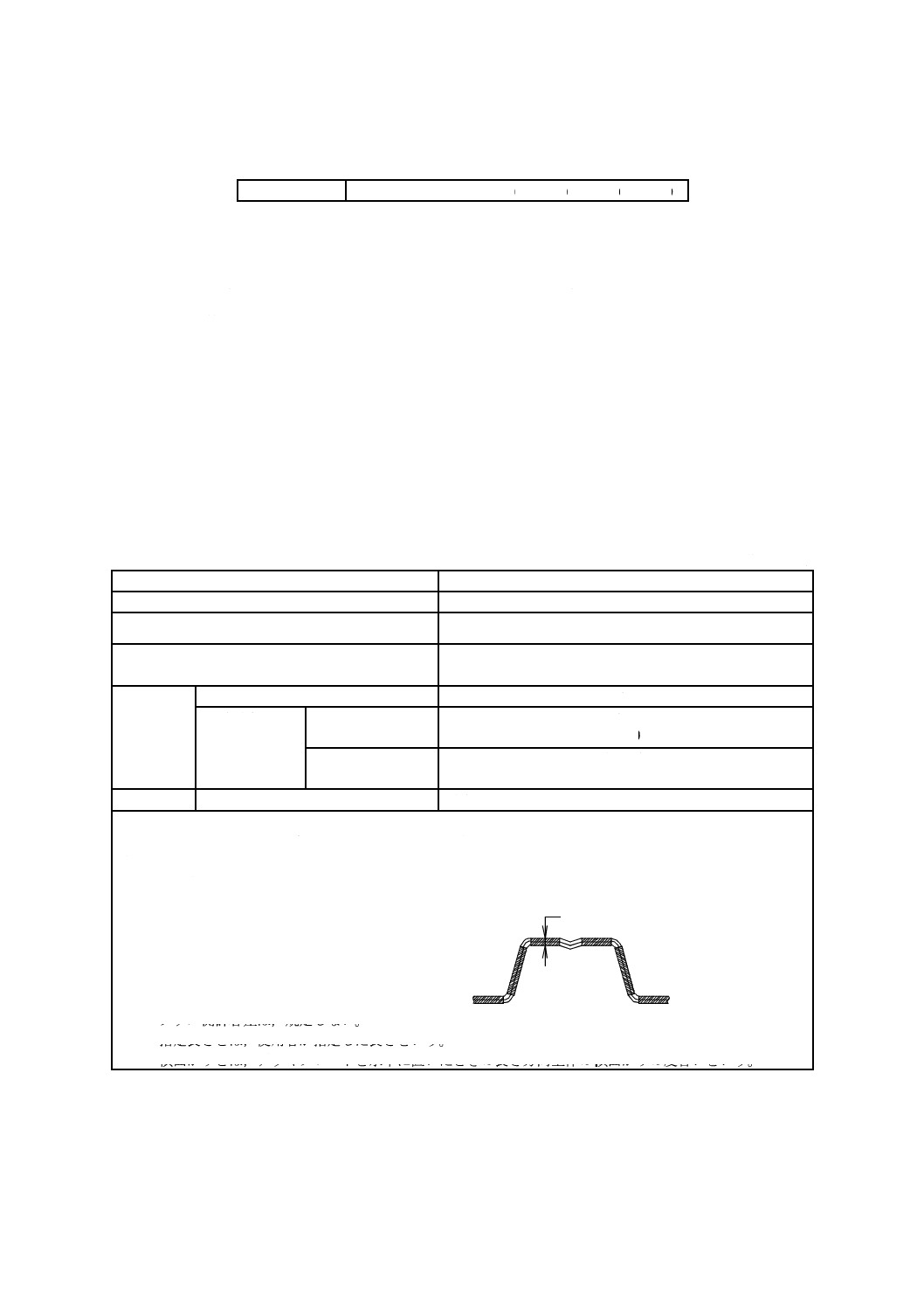
表7−寸法許容差
単位 mm
項目
許容差
高さ(H)
±1.5
有効製品幅(W0)
+8
−2
表示厚さ(t)
[平板部分a) の厚さ]
−5 % b)
長さ
指定長さc)
±5
標準長さ
7 m以下
+40
0
7 mを超えるもの
長さ1 m又はその端数を増すごとに,上欄のプラス側許容
差に5 mmを加える。
横曲がりd) 平板部分の長さ方向の横曲がり
長さの0.2 %以下
この表以外の寸法許容差を適用する場合は,受渡当事者間の協定による。
断面寸法の測定位置は,デッキプレートの両端部を除く任意の点とする。
注a) 平板部分とは,部分的凹凸など連続的に加工の加わっていない部分を指し,例えば,次に示す斜線部分
をいう。
t
b) プラス側許容差は,規定しない。
c) 指定長さとは,使用者が指定した長さをいう。
d) 横曲がりとは,デッキプレートを水平に置いたときの長さ方向全体の横曲がりの度合いをいう。
6
G 3352:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−質量の計算に用いるめっきの付着量の例
単位 kg/m2
めっきの種類
めっきの付着量表示記号
めっきの付着量
溶融亜鉛めっき
Z12
0.183
Z27
0.381
溶融亜鉛−5 %アルミニウム
合金めっき
Y08
0.120
Y18
0.244
溶融55 %アルミニウム−亜
鉛合金めっき
AZ90
0.120
AZ120
0.160
AZ150
0.200
溶融亜鉛−アルミニウム−
マグネシウム合金めっき
K08
0.120
K18
0.244
K27
0.381
表9−めっきの密度
単位 kg/m3
めっきの種類
めっきの密度
溶融亜鉛めっき
7 140 a)
溶融亜鉛−5 %アルミニウム合金めっき
6 660 a)
溶融55 %アルミニウム−亜鉛合金めっき
3 690 a)
溶融亜鉛−アルミニウム−マグネシウム合金めっきb)
区分1
6 000
区分2
5 600
注a) めっき鋼板及び鋼帯を塗装したものにも適用できる。
b) めっきの区分は,JIS G 3323による。
9
質量
9.1
一般事項
デッキプレートの質量は,計算質量によるものとし,キログラムで表す。
9.2
質量の計算方法
デッキプレートの質量の計算方法は,表示厚さ及び表8に示すめっきの付着量を用いて,表10による。
なお,デッキプレートの展開幅の算出は,表11による。
7
G 3352:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10−質量の計算方法
計算手順
計算方法
結果の桁数
基本質量
kg / (mm・m2)
厚さ1 mm,面積1 m2の質量
a) SDP1T,SDP1TG,SDP2,SDP2G及び
SDP3:7.85
b) SDP4及びSDP6:7.93
c) SDP5:7.98
−
単位質量
kg/m2
基本質量[kg / (mm・m2)]×板の表示厚さ(mm) 有効数字4桁の数
値に丸める。
展開幅
m
表11の展開幅算出式による展開幅(m)
有効数字4桁の数
値に丸める。
圧延のまま
製品の単位質量 kg/m
単位質量(kg/m2)×展開幅(m)
有効数字3桁の数
値に丸める。
めっきを
施したもの
めっきの付着量 kg/m2
表8による
−
めっきを施したものの
単位質量 kg/m2
単位質量(kg/m2)+めっきの付着量(kg/m2)
有効数字4桁の数
値に丸める。
製品の単位質量 kg/m
めっきを施したものの単位質量(kg/m2)×展開
幅(m)
有効数字3桁の数
値に丸める。
1枚の質量
kg
製品の単位質量(kg/m)×長さ(m)
有効数字3桁の数
値に丸める。
総質量
kg
1枚の質量(kg)×同一寸法の総枚数
kgの整数値に丸め
る。
数値の丸め方は,JIS Z 8401の規則Aによる。
8
G 3352:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
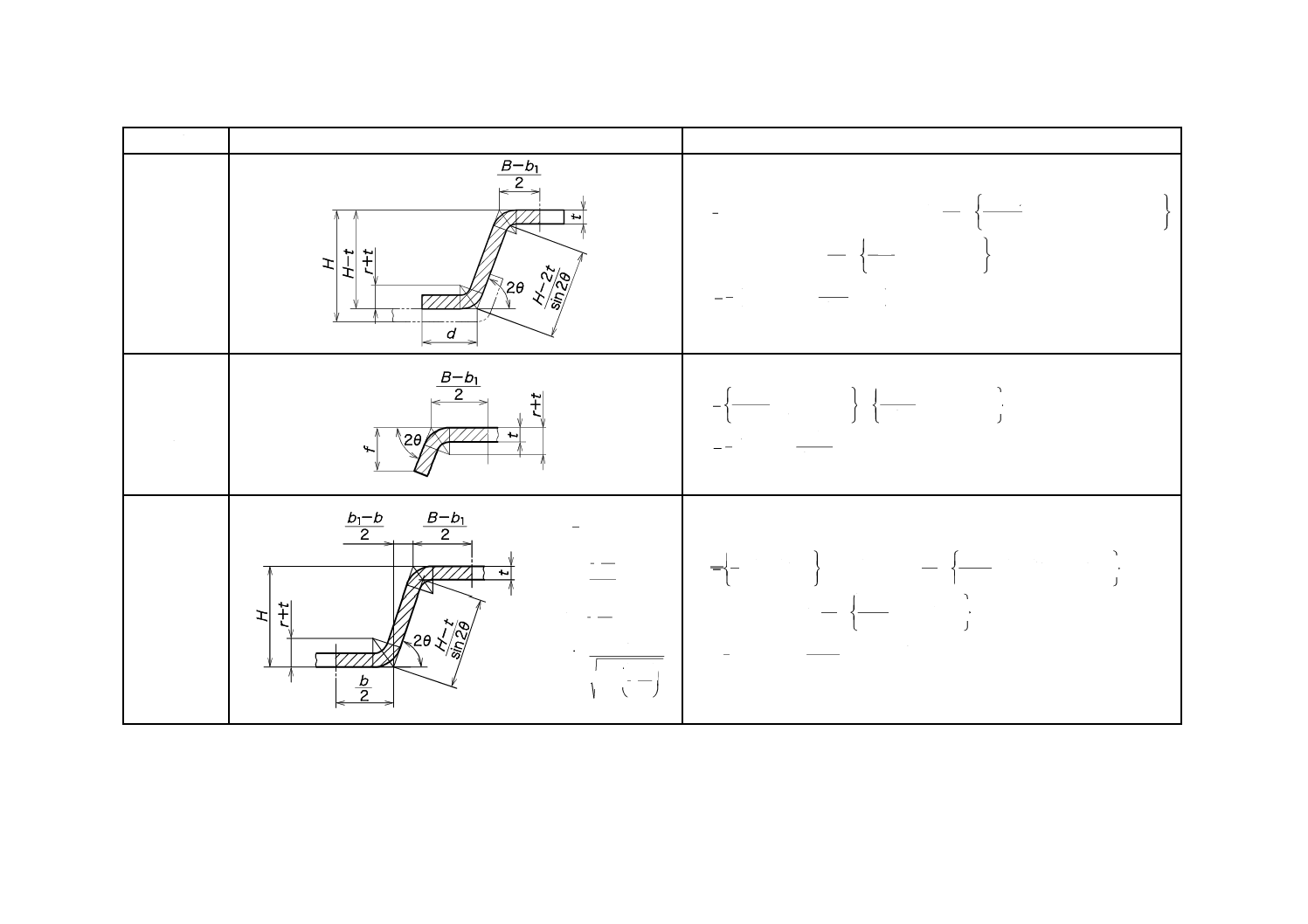
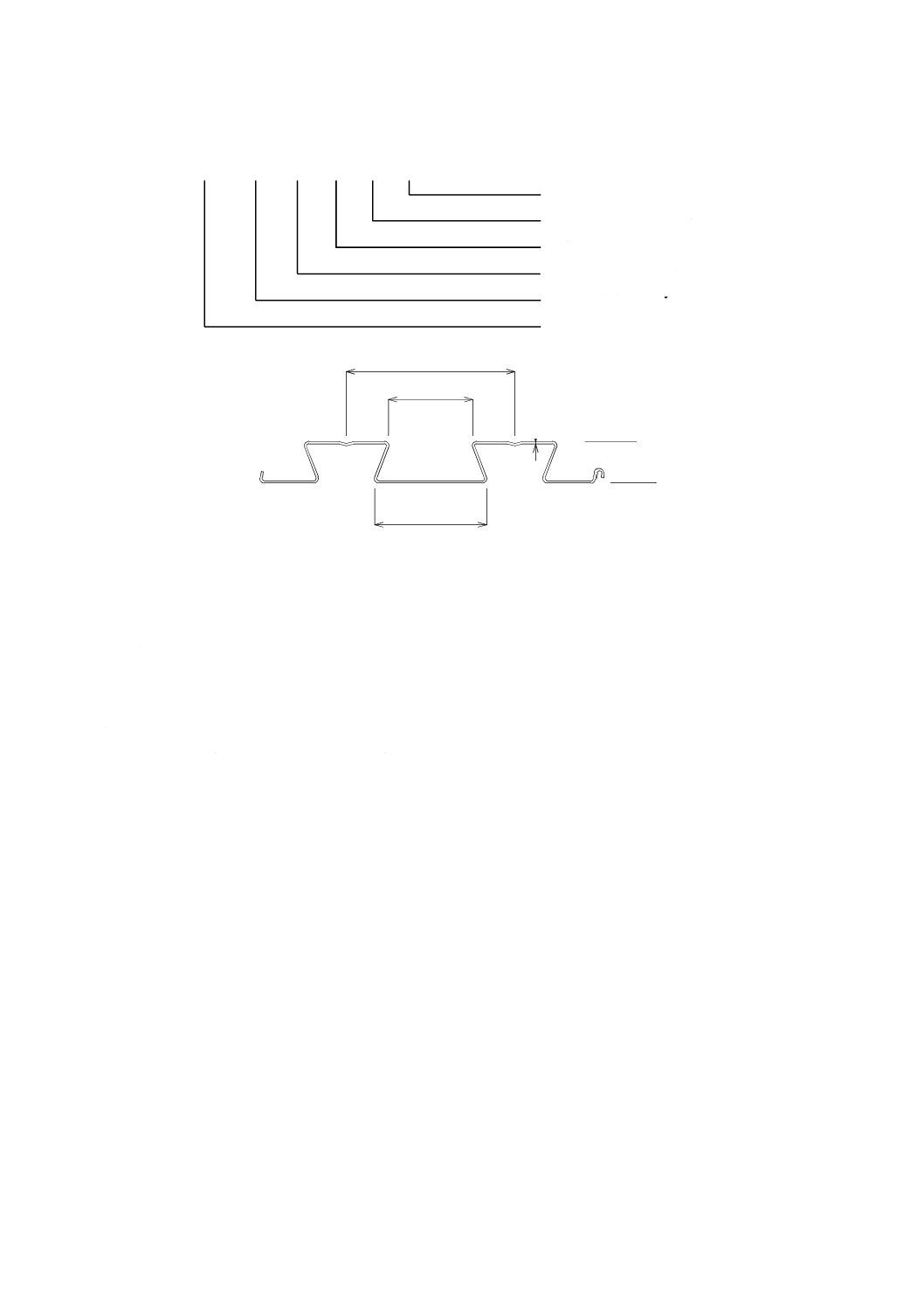
表11−デッキプレートの展開幅算出式
形式
断面形状
展開幅算出式a)
基本式
l1
(
)
{
}
(
)
(
)
(
)
(
)
(
)
(
)
(
)
1
1
1
2
2
tan
2
0.5
tan
tan
2
sin2
2
2
0.5
tan
2
2
1
2
4
0.5
4
3tan
2
sin2
H
t
l
d
rt
r
t
rt
r
Bb
r
t
rt
H
t
Bb
d
r
t
r
t
−
=
−
+
×
+
×
+
×
+
−
+
−×
−
+
×
+
×
+
−
+
−
=
−
+ +
+
+
−
+
θ
θ
π
θ
θ
π
θ
θ
π
θ
π
θ
θ
θ
基本式
l1'
(
)
(
)
(
)
(
)
(
)
(
)
1
1
1
tan
tan
0.5
2
sin2
2
1
2
0.5
2
tan
2
sin2
f
Bb
l
rt
rt
r
t
f
Bb
r
t
rt
−
′=
−
+
+
−
+
+
+
×
=
−
+
+
+
−
+
θ
θ
θ
θ
θ
θ
θ
基本式
l2
(
)
2
1
2
1
1
1
1
1
2
sin
2
tan
2
tan
2
2
−
+
=
−
=
−
=
+
−
=
−
−
−
b
b
H
t
H
b
b
H
b
b
β
α
β
α
π
θ
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
2
1
1
2
tan
2
0.5
tan
tan
2
2
sin2
2
2
0.5
tan
2
2
1
4
0.5
4
3tan
2
sin2
b
Ht
l
rt
r
t
rt
r
Bb
r
t
rt
Ht
Bbb
r
t
r
t
−
=
−
+
+
×
+
+
+
−
+
−
−
+
×
+
×
+
−
+
−
=
−+
+
+
+
−
+
θ
θ
π
θ
θ
π
θ
θ
π
θ
π
θ
θ
θ
2
G
3
3
5
2
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
G 3352:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
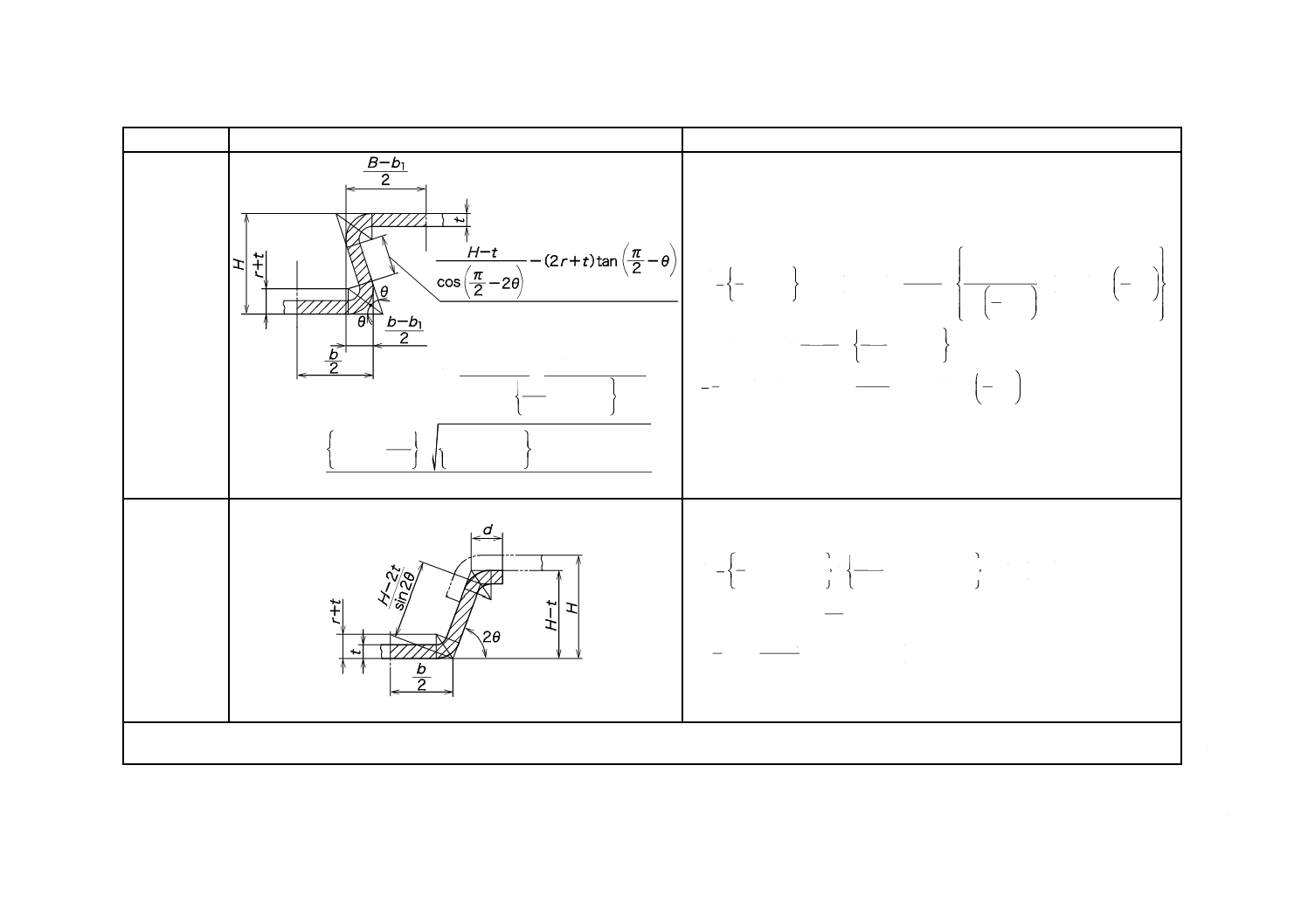
表11−デッキプレートの展開幅算出式(続き)
形式
断面形状
展開幅算出式a)
基本式
l2'
(
)
(
)
(
)(
)
2
1
1
1
2
2
4 3
2
2
tan
bb
bb
rt
rt
HtrtH
Ht
θ
θ−
−
−
+−
+
−
+
−
−
+−
∴=
−
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)(
)
2
1
1
2
2
0.5
2
tan
2
2
2
cos
2
2
2
2
0.5
2
2
1
2
2
tan
2
0.5
2
2
sin2
2
b
Ht
l
rt
r
t
rt
Bb
r
t
rt
Ht
Bbb
rt
rt
r
t
π
θ
π
π
θ
π
π
θ
π
θ
π
π
π
θ
θ
π
θ
θ
−
−
′=
−
+
+
×
+
×
+
−
+
−
−
−
−
+
×
+
×
+
−
+
−
=
−
+
−
+
+
−
+
−
+
+
−
基本式
l3'
(
)
(
)
(
)
{
}
(
)
(
)
(
)
3
2
tan
tan
tan
tan
2
sin2
2
22
0.5
2
2
4
0.5
4
3tan
2
sin2
b
H
t
l
rt
rt
d
rt
r
r
t
b
H
t
d
r
t
r
t
θ
θ
θ
θ
θ
θ
π
π
θ
θ
θ
−
′=
−
+
+
−
+
+
−
+
−
+×
×
+
×
−
=
+
+
+
+
−
+
寸法の単位はmmとし,角度の単位はラジアンとする。
注a) デッキプレート各部の展開幅は,表中の形状を参照して算出する。
(
)
(
)
(
)
1
tan
tan2
2
2
tan
2
Ht
bb
rt
rt
θ
θ
θ
−
=
−
+ +
−
+
2
G
3
3
5
2
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10
G 3352:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10
外観
デッキプレートの外観は,次による。
a) デッキプレートの外観は,使用上有害な欠点があってはならない。
b) SDP4,SDP5及びSDP6に適合するステンレス鋼の表面仕上げは,受渡当事者間の協定による。
11
製造方法
デッキプレートは,鋼板又は鋼帯から冷間成形法によって製造する。
12
試験
12.1
一般事項
試験は,分析試験及び引張試験を行う。
なお,試験の項目,方法及び成績は,12.2及び12.3に規定する試験に基づいた材料製造業者の検査証明
書によってもよい。
12.2
分析試験
分析試験は,次による。
a) 分析試験の一般事項及び分析用試料の採り方は,JIS G 0404の箇条8(化学成分)による。
b) 溶鋼分析の方法は,JIS G 0320による。
12.3
引張試験
12.3.1
試験一般
引張試験の一般事項は,JIS G 0404による。
12.3.2
試験片の採り方
同一溶鋼に属し,成形前の同一厚さの鋼板又は鋼帯の原板を一括して一組とし,それぞれ一つの供試材
を採取する。試験片は,供試材の幅の縁から幅の1/4又はそれに近い位置から,圧延方向,又は圧延方向
と直角方向に1個採取する。
12.3.3
試験片
引張試験片は,JIS Z 2241の5号試験片とし,SDP1T及びSDP2で表示厚さ5 mmを超えるものは,1A
号試験片とする。ただし,SDP4,SDP5及びSDP6にあっては,13B号試験片,14B号試験片又は5号試
験片とする。
12.3.4
試験方法
引張試験方法は,JIS Z 2241による。ただし,SDP4,SDP5及びSDP6にあっては,試験温度23±5 ℃
とし,引張強さの測定には,試験片平行部のひずみ増加率が40〜80 %/minになるような引張速度を用いる。
13
検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条4に適合しなければならない。
c) 機械的性質は,箇条5に適合しなければならない。
d) めっきの付着量は,箇条6に適合しなければならない。
e) ステンレス鋼の材料を使用する場合の耐食性は,注文者の指定がある場合に適用し,箇条7に適合し
なければならない。
11
G 3352:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
形状,寸法及びその許容差は,箇条8に適合しなければならない。
g) 外観は,箇条10に適合しなければならない。
14
製品の呼び方
デッキプレートの呼び方は,種類の記号,めっきの付着量表示記号(めっきした場合),断面形状及び寸
法を次の順序で表す(例1〜例3参照)。
種類の記号(めっきの付着量表示記号)−H×B×b1×b×t
ただし,断面形状及び寸法は,受渡当事者間の協定によって,その略号を用いることができる。
例1 圧延のままのものの表示例
SDP1T−50×204.7×58.6×38.6×1.6
表示厚さ(t):1.6 mm
溝下寸法(b):38.6 mm
溝上寸法(b1):58.6 mm
単位幅(B):204.7 mm
高さ(H):50 mm
種類の記号
204.7
58.6
1.
6
50
38.6
例2 めっきを施したものの表示例
SDP2G(Z12)−75×300×180×120×1.2
表示厚さ(t):1.2 mm
溝下寸法(b):120 mm
溝上寸法(b1):180 mm
単位幅(B):300 mm
高さ(H):75 mm
めっきの付着量表示記号
種類の記号
300
180
75
120
1.
2
12
G 3352:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例3 ステンレス鋼の表示例
SDP4−73.5×300×150×200×1.2
表示厚さ(t):1.2 mm
溝下寸法(b):200 mm
溝上寸法(b1):150 mm
単位幅(B):300 mm
高さ(H):73.5 mm
種類の記号
300
150
1.
2
73
.5
200
15
表示
この規格の全ての要求事項に適合したデッキプレートは,1結束ごとに,次の項目を適切な方法で表示
しなければならない。ただし,受渡当事者間の協定によって,項目中の一部を省略することができる。
a) 種類の記号
b) 断面形状及び寸法,又はその略号
c) 長さ
d) 結束ごとの数
e) めっきの付着量表示記号(めっきを施したものに限る。)
f)
製造業者名又はその略号
16
報告
注文者の要求があった場合には,製造業者は,使用材料の試験成績表を提出しなければならない。試験
成績表は,電子媒体としてもよい。