2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3223-1988
鉄塔フランジ用高張力鋼鍛鋼品
High Tensile Strength Steel Forgings for Tower Flanges
1. 適用範囲 この規格は,主として送電鉄塔用フランジに用いる高張力鋼鍛鋼品(以下,鍛鋼品という。)
について規定する。
備考 この規格の中で{ }を付けて示してある単位及び数値は,国際単位系 (SI) によるものであ
って参考として併記したものである。
なお,この規格の中の従来単位及び数値は,昭和66年1月1日からSI単位及び数値に切り
換える。
2. 種類及び記号 鍛鋼品の種類は,1種類とし,その記号は,SFT60(昭和65年12月31日まで適用)
又はSFT590(昭和66年1月1日から適用)とする。
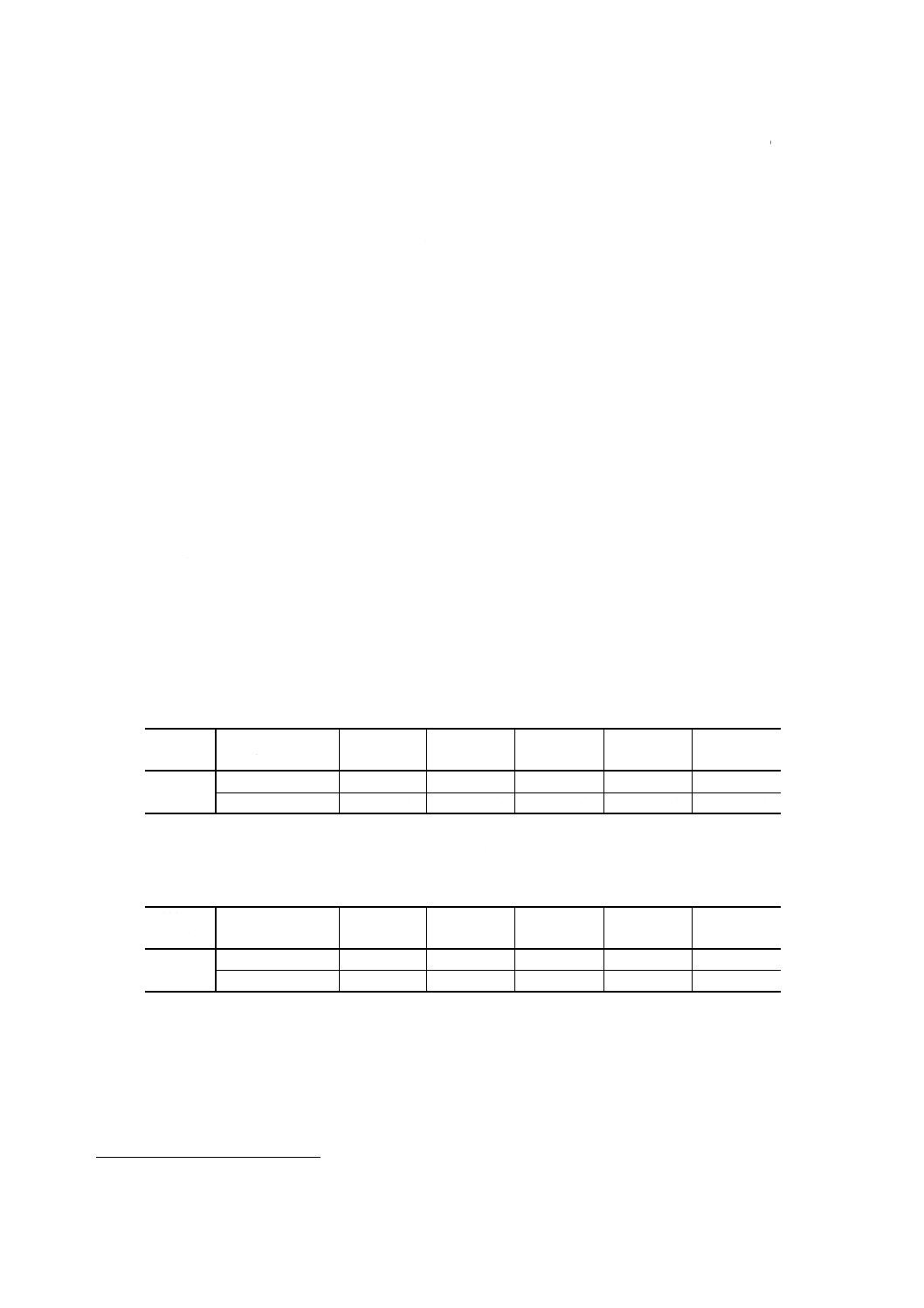
3. 化学成分 鍛鋼品は,10.1の試験を行い,その溶鋼分析値は,表1-1又は表1-2による。
表1-1 化学成分
(昭和65年12月31日まで適用)
単位 %
種類の
記号
フランジ部厚さ
(製品)mm
C
Si
Mn
P
S
SFT60
125以下
0.18以下
0.35以下
1.50以下
0.030以下
0.030以下
125を超えるもの
0.20以下
0.35以下
1.50以下
0.030以下
0.030以下
備考 必要に応じて,上記以外の合金元素を添加することができる。
表1-2 化学成分
(昭和66年1月1日から適用)
単位 %
種類の
記号
フランジ部厚さ
(製品)mm
C
Si
Mn
P
S
SFT590
125以下
0.18以下
0.35以下
1.50以下
0.030以下
0.030以下
125を超えるもの
0.20以下
0.35以下
1.50以下
0.030以下
0.030以下
備考 必要に応じて,上記以外の合金元素を添加することができる。
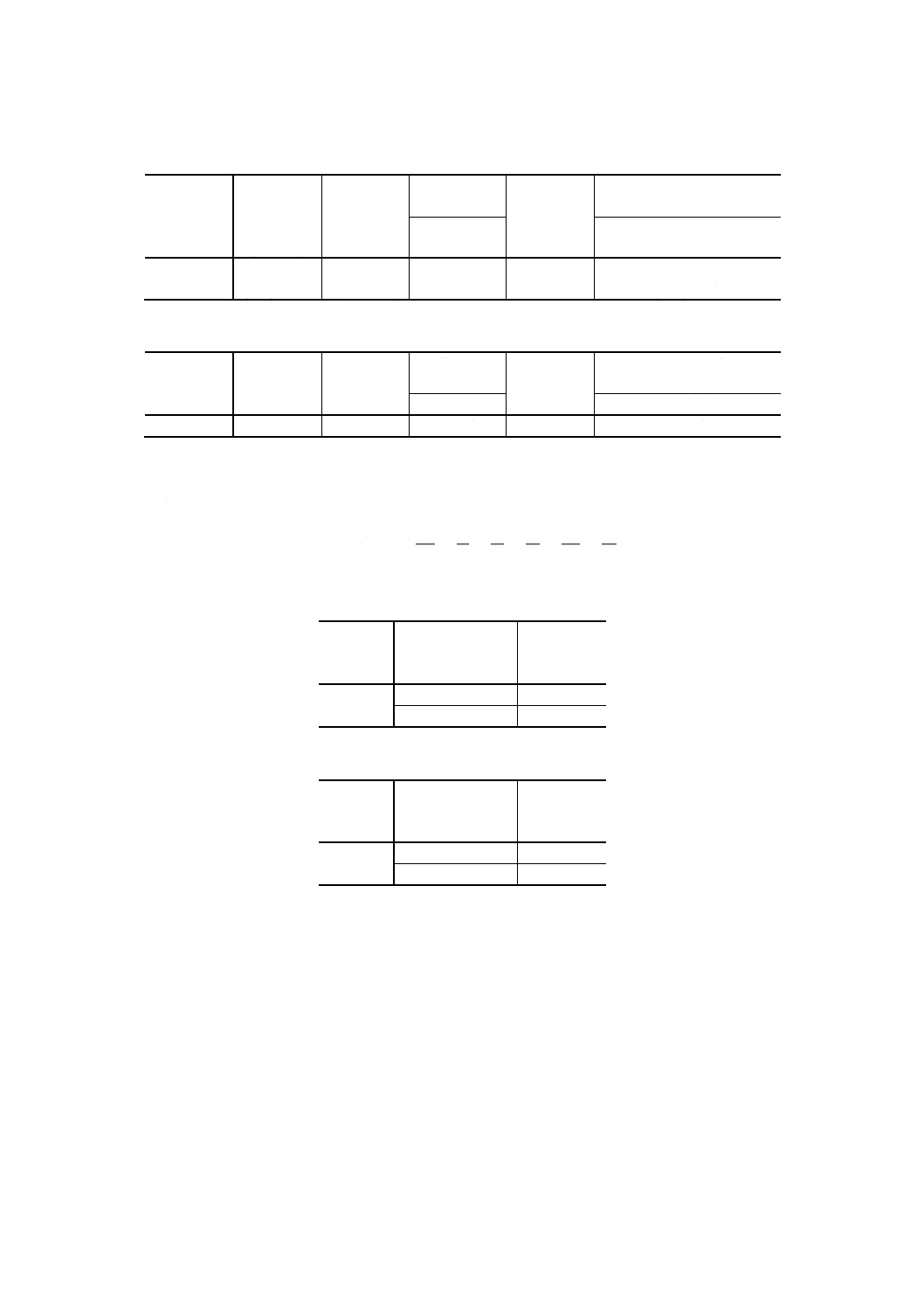
4. 機械的性質 鍛鋼品は,10.2の試験を行い,その降伏点又は耐力,引張強さ,伸び及びシャルピー吸
収エネルギーは,表2-1又は表2-2による。この場合,シャルピー吸収エネルギーは,3個の試験片の平均
値とする。
引用規格:5ページに示す。
2
G 3223-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2-1 機械的性質
(昭和65年12月31日まで適用)
種 類
の
記 号
降伏点又は
耐力
kgf/mm2
{N/mm2}
引張強さ
kgf/mm2
{N/mm2}
伸 び
%
衝 撃
試験温度
℃
シャルピー吸収エネルギー
kgf・m {J}
14A号試験片
4号試験片
SFT60
45以上
{441} 以上
60〜75
{588〜735}
17以上
−5
4.8以上
{47.1} 以上
表2-2 機械的性質
(昭和66年1月1日から適用)
種 類
の
記 号
降伏点又は
耐力
N/mm2
引張強さ
N/mm2
伸 び
%
衝 撃
試験温度
℃
シャルピー吸収エネルギー
J
14A号試験片
4号試験片
SFT590
440以上
590〜740
17以上
−5
47以上
5. 炭素当量 鍛鋼品の炭素当量は,表3-1又は表3-2による。炭素当量の計算は,10.1の溶鋼分析値を
用い,次式による。
14
4
5
40
24
6
(%)
V
Mo
Cr
Ni
Si
Mn
C
+
+
+
+
+
+
=
炭素当量
表3-1 炭素当量
(昭和65年12月31日まで適用)
種 類
の
記 号
フランジ部厚さ
(製品)
mm
炭素当量
%
SFT60
125以下
0.50以下
125を超えるもの
0.55以下
表3-2 炭素当量
(昭和66年1月1日から適用)
種 類
の
記 号
フランジ部厚さ
(製品)
mm
炭素当量
%
SFT590
125以下
0.50以下
125を超えるもの
0.55以下
6. 形状,寸法及びその許容差 鍛鋼品の形状,寸法及びその許容差は,受渡当事者間の協定による。
7. 外観 鍛鋼品の外観は,仕上げ良好で,使用上有害な割れ,きずなどがあってはならない。
8. 健全性 鍛鋼品の健全性は,使用上有害な欠陥があってはならない。
なお,鍛鋼品の健全性の合否判定基準については,受渡当事者間の協定による。
9. 製造方法
9.1
製造方法の一般事項 製造方法の一般事項は,JIS G 0306(鍛鋼品の製造,試験及び検査の通則)の
3.による。
3
G 3223-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.2
鍛鋼品は,鋼塊から鍛錬成形比3S以上に相当する鍛造を行う。ただし,鋼塊を圧延した鋼材を用い
る場合は,その鋼材は鍛錬成形比が3S相当以上に該当する圧延を行ったものを用いて鍛造する。
9.3
鍛鋼品は,焼ならし,焼ならし焼戻し,又は焼入焼戻しのいずれかの熱処理を行う。焼戻しを行う
場合,焼戻温度は550℃以上とし,その保持時間は,最大厚さに対し,25mmにつき30分以上の割合とす
る。
10. 試験
10.1 分析試験
10.1.1 分析試験の一般事項 分析試験の一般事項は,JIS G 0306の4.1による。
10.1.2 分析方法 分析方法は,次のいずれかによる。
JIS G 1211(鉄及び鋼中の炭素定量方法)
JIS G 1212(鉄及び鋼中のけい素定量方法)
JIS G 1213(鉄及び鋼中のマンガン定量方法)
JIS G 1214(鉄及び鋼中のりん定量方法)
JIS G 1215(鉄及び鋼中の硫黄定量方法)
JIS G 1216(鉄及び鋼中のニッケル定量方法)
JIS G 1217(鉄及び鋼中のクロム定量方法)
JIS G 1218(鉄及び鋼中のモリブデン定量方法)
JIS G 1221(鉄及び鋼中のバナジウム定量方法)
JIS G 1253(鉄及び鋼の光電測光法による発光分光分析方法)
JIS G 1256(鉄及び鋼の蛍光X線分析方法)
JIS G 1257(鉄及び鋼の原子吸光分析方法)
10.2 機械試験
10.2.1 試験一般 機械試験の一般事項は,JIS G 0306の4.2による。ただし,供試材の採取方法,試験片
の数及び採取位置は次による。
(1) 供試材は,鍛鋼品本体又は本体余長部から採取する。ただし,次の条件が満たされる場合,別鍛供試
材を作製し,試験に供することができる。
(a) 鍛鋼品と同一溶鋼を用い,同一種類の熱間加工を行う。ただし,鋼塊を圧延した鋼材を用いる場合
は,熱間圧延のままとしてもよい。
(b) 最大鍛錬成形比は,鍛鋼品の最小鍛錬成形比以下である。
(c) 鍛鋼品と同一熱処理炉で,同一熱処理を行う。
(d) 厚さは,鍛鋼品の最大厚さ以上である。
(2) 引張試験片及び衝撃試験片の数は同一溶鋼,同一熱処理及び類似寸法をロットとし,各ロットごとに
最大フランジ厚さを代表するものから,引張試験片を1本,衝撃試験片を一組3本とする。
(3) 試験片採取位置は,次による。
(3.1) 試験片は,主鍛造方向に平行に採取する。ただし,鋼塊を圧延した鋼材を用いる場合は,圧延方向
に直角に採取する。
(3.2) 焼ならし,又は焼ならし焼戻しを行う鍛鋼品。
試験片の中心は,41T以上内側とする。ここで,Tは鍛鋼品又は別鍛供試材の熱処理時の最大厚
さを示す。
4
G 3223-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3.3) 焼入焼戻しを行う鍛鋼品。
試験片の採取位置は,次のいずれかによる。
(a) 試験片の中心は,一つの熱処理面から41T以上で,かつ,第二の熱処理面からT以上離れた位置と
する。
(b) 試験片の中心は,ハブ先端及びハブ付け根とそれに最も近接した熱処理面との距離のうち最大のも
の (tmax) 以上熱処理面から離れたところにあり,かつ,第二熱処理面からの距離はtmaxの2倍以上
離れたところとする。ただし,試験片の中心は,一つの熱処理面から20mm以上,第二熱処理面か
ら40mm以上離れていなければならない。
10.2.2 試験片 引張試験片及び衝撃試験片は,次による。
(1) JIS Z 2201(金属材料引張試験片)の14A号試験片。
(2) JIS Z 2202(金属材料衝撃試験片)の4号試験片。
10.2.3 試験方法 試験方法は,次による。
(1) 引張試験方法は,JIS G 0306の4.2.2 (2.5) による。
(2) 衝撃試験方法は,JIS G 0306の4.2.2 (2.6) による。
10.3 超音波探傷試験 注文者は,超音波探傷試験を指定することができる。その試験方法は,JIS G 0587
(炭素鋼及び低合金鋼鍛鋼品の超音波探傷試験方法及び試験結果の等級分類方法)に準じる。
10.4 形状及び寸法 鍛鋼品の形状及び寸法の測定は,JIS G 0306の4.5による。
10.5 外観試験 鍛鋼品の外観試験は,JIS G 0306の4.3による。
11. 再試験 機械試験の再試験は,JIS G 0306の5.1による。
12. 検査
12.1 検査 鍛鋼品の検査は,次による。
(1) 検査の一般事項は,JIS G 0306の6.による。
(2) 化学成分は,3.に適合しなければならない。
(3) 機械的性質は,4.に適合しなければならない。
(4) 炭素当量は,5.に適合しなければならない。
(5) 形状及び寸法は,6.に適合しなければならない。
(6) 外観は,7.に適合しなければならない。
(7) 健全性は,8.に適合しなければならない。
12.2 12.1の検査のほか,注文者は次の検査を指定することができる。この場合,検査項目,試験方法及
び合否判定基準について,あらかじめ受渡当事者間で協議しなければならない。
磁粉探傷検査(1),浸透探傷検査(2)
注(1) JIS G 0565(鉄鋼材料の磁粉探傷試験方法及び欠陥磁粉模様の等級分類)による。
(2) JIS Z 2343(浸透探傷試験方法及び欠陥指示模様の等級分類)による。
13. 表示 検査に合格した鍛鋼品の表示は,JIS G 0306の7.による。
14. 報告 報告は,JIS G 0306の8.による。
5
G 3223-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
引用規格:
JIS G 0306 鍛鋼品の製造,試験及び検査の通則
JIS G 0565 鉄鋼材料の磁粉探傷試験方法及び欠陥磁粉模様の等級分類
JIS G 0587 炭素鋼及び低合金鋼鍛鋼品の超音波探傷試験方法及び試験結果の等級分類方法
JIS G 1211 鉄及び鋼中の炭素定量方法
JIS G 1212 鉄及び鋼中のけい素定量方法
JIS G 1213 鉄及び鋼中のマンガン定量方法
JIS G 1214 鉄及び鋼中のりん定量方法
JIS G 1215 鉄及び鋼中の硫黄定量方法
JIS G 1216 鉄及び鋼中のニッケル定量方法
JIS G 1217 鉄及び鋼中のクロム定量方法
JIS G 1218 鉄及び鋼中のモリブデン定量方法
JIS G 1221 鉄及び鋼中のバナジウム定量方法
JIS G 1253 鉄及び鋼の光電測光法による発光分光分析方法
JIS G 1256 鉄及び鋼の蛍光X線分析方法
JIS G 1257 鉄及び鋼の原子吸光分析方法
JIS Z 2201 金属材料引張試験片
JIS Z 2202 金属材料衝撃試験片
JIS Z 2343 浸透探傷試験方法及び欠陥指示模様の等級分類
6
G 3223-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
鉄鋼部会 鉄塔用鋼材専門委員会 構成表
氏名
所属
(委員会長)
藤 本 盛 久
神奈川大学工学部
足 立 芳 寛
通商産業省基礎産業局
並 木 徹
通商産業省資源エネルギー庁公益事業部
加 藤 康 宏
工業技術院標準部
山 岸 啓 利
東京電力株式会社送変電建設本部
古 川 修 次
関西電力株式会社工務部
牧 野 秀 宣
中部電力株式会社中央送変電建設所
緒 方 誠 一
九州電力株式会社工務部
金 沢 正 午
株式会社巴組鐵工所技術開発本部
中 村 明 弘
株式会社酒井鉄工所品質管理部
加 地 思無邪
社団法人日本鉄塔協会
荒 山 孝 朗
日本鋼管株式会社技術開発本部
小 倉 卓 雄
新日本製鐵株式会社生産技術部
利根川 圭一朗
株式会社神戸製鋼所鉄鋼生産本部
奈 良 好 啓
住友金属工業株式会社鋼管技術部
持 舘 肇
川崎製鉄株式会社鋼材技術部
水 野 幸四郎
社団法人日本鉄鋼協会
高 橋 宣 男
日本鋳鍛鋼会
(事務局)
高 橋 保
工業技術院標準部材料規格課
穐 山 貞 治
工業技術院標準部材料規格課
坂 元 耕 三
工業技術院標準部材料規格課