G 3199:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 適用分野························································································································· 1
4 要求事項························································································································· 2
4.1 厚さ方向の絞り値 ·········································································································· 2
4.2 超音波探傷試験 ············································································································· 2
5 表示······························································································································· 2
6 試験片の数及び採取位置 ···································································································· 2
6.1 試験片の数 ··················································································································· 2
6.2 採取位置 ······················································································································ 2
7 試験方法························································································································· 3
7.1 試験片の形状 ················································································································ 3
7.2 試験片の加工 ················································································································ 3
7.3 絞り値の測定 ················································································································ 3
7.4 追加試験 ······················································································································ 4
附属書JA(規定)特別品質規定 ······························································································ 6
附属書JB(参考)JISと対応する国際規格との対比表 ································································· 7
G 3199:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本鉄鋼
連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会の
審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 3199:1992は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
G 3199:2009
鋼板,平鋼及び形鋼の厚さ方向特性
Specification for through-thickness characteristics of steel plate,
wide flat and sections
序文
この規格は,1983年に第1版として発行されたISO 7778を基に,技術的内容を変更して作成した日本
工業規格である。この規格の附属書JAは,対応国際規格にはない事項である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,厚さ方向の引張試験による絞り特性が規定された鋼板,平鋼及び形鋼(以下,鋼材という。)
が満足すべき品質基準及び試験条件について規定する。
なお,受渡当事者間の協定によって本体に規定する項目のほか,附属書JAの特別品質規定を適用して
もよい。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 7778:1983,Steel plate with specified through-thickness characteristics (MOD)
なお,対応の程度を表す記号(MOD)は,ISO/IEC Guide 21に基づき,修正していることを示
す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0416 鋼及び鋼製品−機械試験用供試材及び試験片の採取位置並びに調製
JIS Z 2241 金属材料引張試験方法
3
適用分野
この規格は,降伏点又は耐力の下限値が500 N/mm2以下のキルド鋼で,厚さ15 mm以上150 mm以下の
鋼材に適用する。ただし,形鋼の厚さは,試験片採取位置の厚さとする。
なお,降伏点又は耐力の下限値が500 N/mm2を超える鋼材,及び厚さ15 mm未満又は厚さ150 mmを超
える鋼材への適用は,受渡当事者間の協定による。
この規格の要求事項は,鋼材の品質を規定する他の規格を補足するものである。
2
G 3199:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
要求事項
4.1
厚さ方向の絞り値
鋼材の厚さ方向の引張試験による絞り値は,表1による。
表1−厚さ方向の絞り値
単位 %
クラス番号
3個の試験値の平均値
個々の試験値
Z15
15 以上
10 以上
Z25
25 以上
15 以上
Z35
35 以上
25 以上
4.2
超音波探傷試験
超音波探傷試験の実施,その方法及び合否判定基準は,受渡当事者間の協定による。
5
表示
この規格を適用した鋼材への表示は,その鋼材の種類の記号の後に,クラス番号を付記する。
例 SM490A−Z25
6
試験片の数及び採取位置
6.1
試験片の数
硫黄含有率によって,表2の試験単位ごとに,供試材を1個採取し,供試材から3本の引張試験片を採
取する。
注記 供試材は,追加試験に備えて,6本の引張試験片が採取できる大きさが望ましい。
表2−試験単位
クラス番号
S>0.005 %
S≦0.005 %
Z15
同一スラブ又は同一鋼塊から
直接圧延し,かつ,同一熱処理
条件ごと。
同一溶鋼及び同一熱処理条件
で,最大厚さが最小厚さの2
倍以内の50 tごとに,最大厚さ
の鋼材から採取する。
Z25
Z35
6.2
採取位置
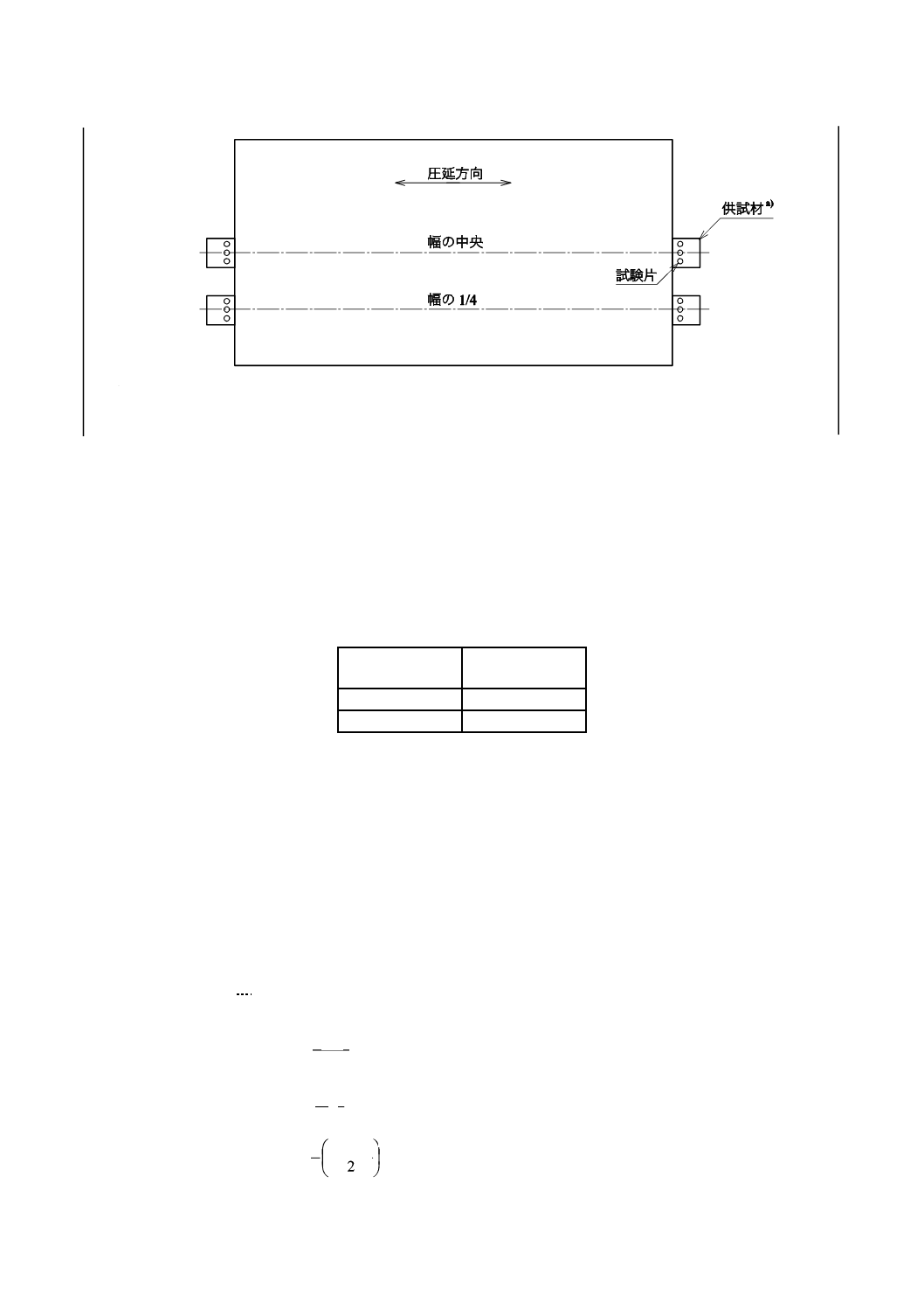
試験片は,製品端のいずれか一方の幅方向中央若しくはそれに近い位置,又は幅の1/4若しくはそれに
近い位置から採取する(図1参照)。幅の位置の選択は,製造業者による。ただし,鋼塊から製造した場
合は,幅方向中央又はそれに近い位置から採取する。
形鋼の試験片は,製品端のいずれか一方から採取し,幅方向の採取位置は,JIS G 0416のA.2.1(幅方向
の採取位置)による。
3
G 3199:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注a) 供試材は,製品端のいずれかから採取する。幅方向の採取位置は,6.2による。
図1−供試材及び試験片の採取位置
7
試験方法
7.1
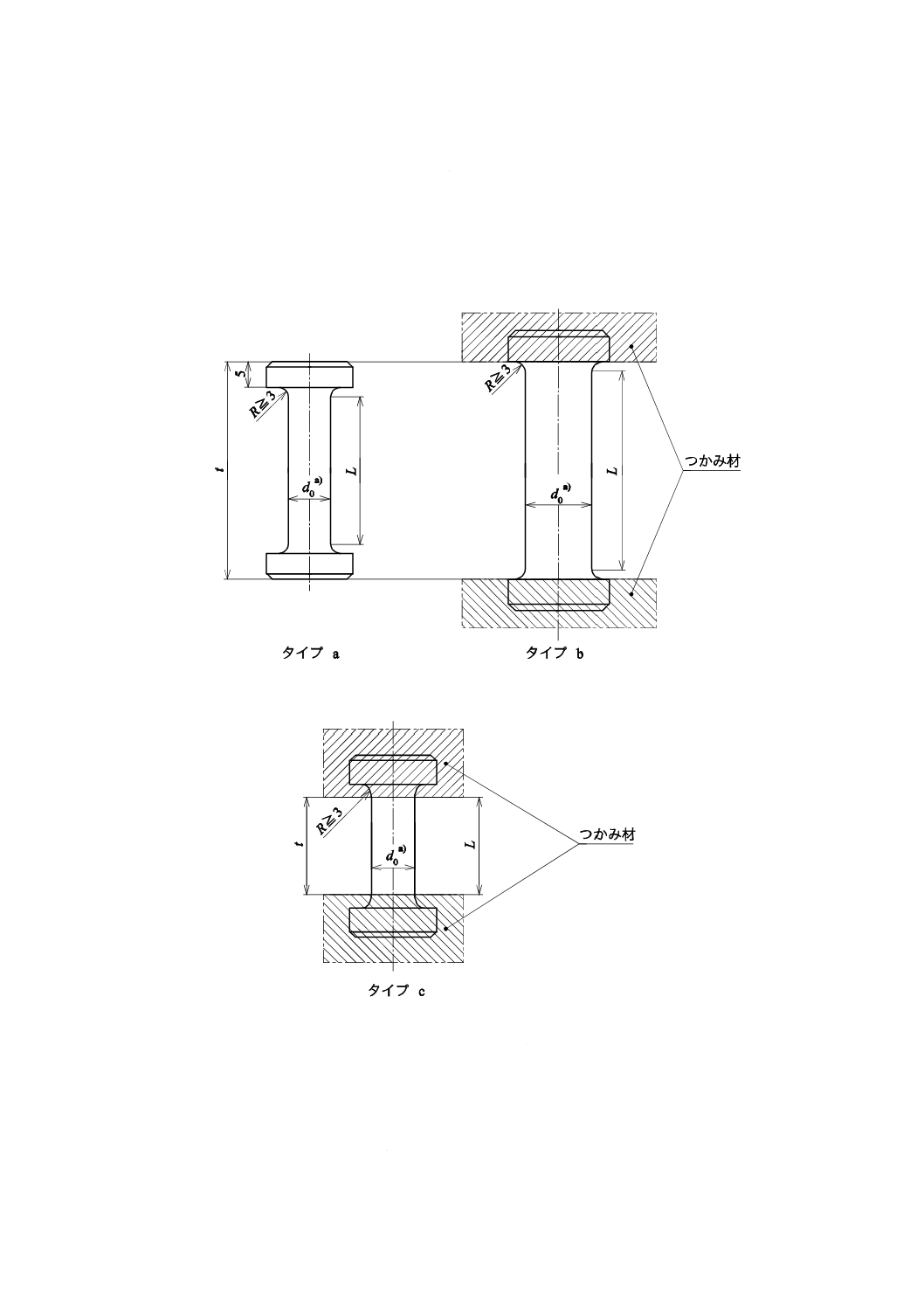
試験片の形状
試験片は,丸棒試験片とし,平行部の長さLは,直径の1.5倍以上とする。
なお,厚さごとの試験片の直径は,表3による。
表3−試験片の直径
単位 mm
厚さ
t
試験片の直径
d0
25 以下
6
25を超えるもの
10
7.2
試験片の加工
鋼材の厚さによって,試験片の加工ができない場合は,適切な溶接方法でつかみ部を取り付けてもよい
が,溶接熱影響部を最小にするような方法を選択する。ただし,試験片平行部の少なくとも直径の1.5倍
の長さ(1.5 d0)に,溶接熱影響部があってはならない。注文時に指定がない場合,製造業者は,板の厚さ
内から機械加工された試験片,又は溶接によってつかみ部を取り付けられた試験片のいずれを使用しても
よい。
鋼材の表面部の特性調査が必要な場合には,図2のタイプb又はcの試験片の使用が好ましい。
7.3
絞り値の測定
引張試験は,JIS Z 2241による。
絞り値Zは,次の式によって求める。
100
0
0
×
S
S
S
Z
−
=
4
π
2
0
0
d
S=
2
2
12
4
π
d
d
S
+
=
4
G 3199:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
Z: 絞り値(%)
S0: 試験片の原断面積(mm2)
S: 破断後の試験片最小断面積(mm2)
d0: 初期の試験片直径(mm)
d1及びd2: 直交する二つの直径の測定値1)(mm)
注1) 破断面がだ円状の場合,d1及びd2は,だ円の軸に一致させる。
単位 mm
注a) d0は,表3を適用し,6 mm又は10 mm。
図2−試験片の採取及び作製
7.4
追加試験
a) 機械加工の不備,溶接不良,試験機への装着不良,試験機の不調などで,試験が正しく実施されなか
った場合は,無効とする。試験片の破断が溶接金属又は熱影響部で発生した場合も無効とする。
5
G 3199:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 3個の試験結果の平均値が規定値未満の場合,又は1個の試験結果が規定値未満の場合には,3個の追
加試験を実施する。
この場合,6個の平均値及び追加試験の3個の個々の試験値が規定値に適合すれば合格とする。
6
G 3199:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
特別品質規定
JA.1
適用範囲
この附属書は,鋼材の硫黄含有率について規定し,受渡当事者間の協定によって適用する。
JA.2
硫黄含有率
クラス番号ごとの硫黄含有率は,表JA.1による。
表JA.1−クラス番号ごとの硫黄含有率
単位 %
クラス番号
硫黄含有率a)
Z15
0.010以下
Z25
0.008以下
Z35
0.006以下
注a) 溶鋼分析値とする。
JA.3
鋼材の表示
この附属書を適用した場合の表示は,クラス番号の後にSを付記する。
例 SM490A−Z15S
SM490A−Z25S
SM490A−Z35S
附属書JB
(参考)
JISと対応する国際規格との対比表
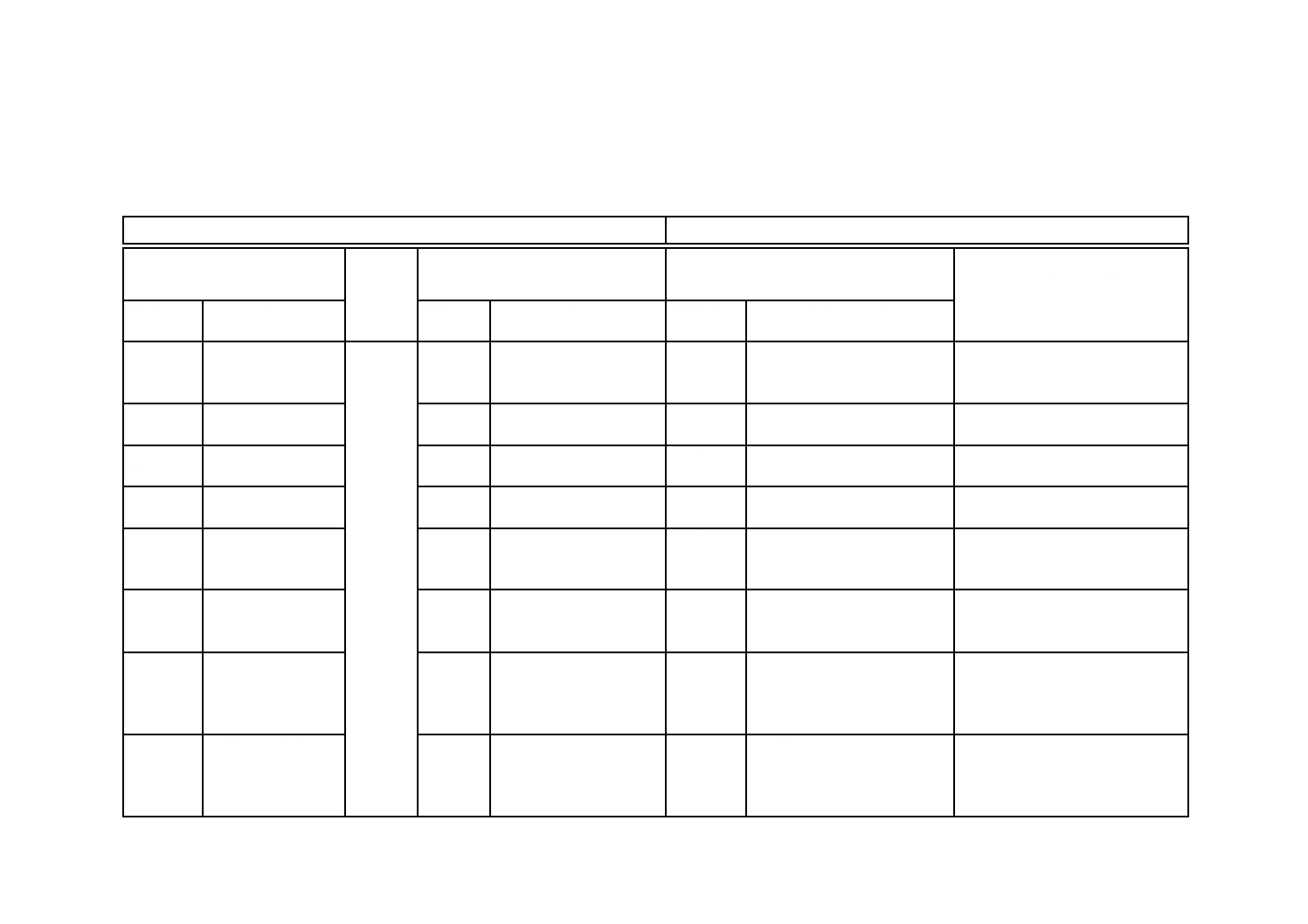
JIS G 3199:2009 鋼板,平鋼及び形鋼の厚さ方向特性
ISO 7778:1983,Steel plate with specified through-thickness characteristics
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1適用範
囲
鋼板,平鋼及び形鋼
に適用する。
1
鋼板及び平鋼に適用
追加
JISでは,形鋼にも要求する規
格があるため,形鋼を適用対象
に追加。
ISO規格の改正提案時に,追加提
案する。
2引用規
格
3
3 適用分
野
2
一致
4 要求事
項
4
一致
4.1 厚さ
方向の絞
り値
4.1
一致
4.2 超音
波探傷試
験
4.2
一致
5 表示
JISの種類の記号を
例示。
5
ISO規格の記号を例示。
変更
記号の末尾にクラス記号を表
示する内容は同じ。鋼材の記号
の例をJISに規定されている
ものとした。
鋼材記号の呼称に基づくもので本
質的な問題ではない。
6 試験片
の数及び
採取位置
硫黄(S)含有率に
よって,試験単位を
規定。
6
クラスごとに,試験単位
を規定。
変更
S含有率が0.005 %以下と,
0.005 %超とで異なる試験単位
を規定。採取位置についても,
1/4幅からの採取を追加。
EN規格及び造船規格で国際的に
広く採用されている規定であり,
ISO規格の改正を提案する。
4
G
3
1
9
9
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
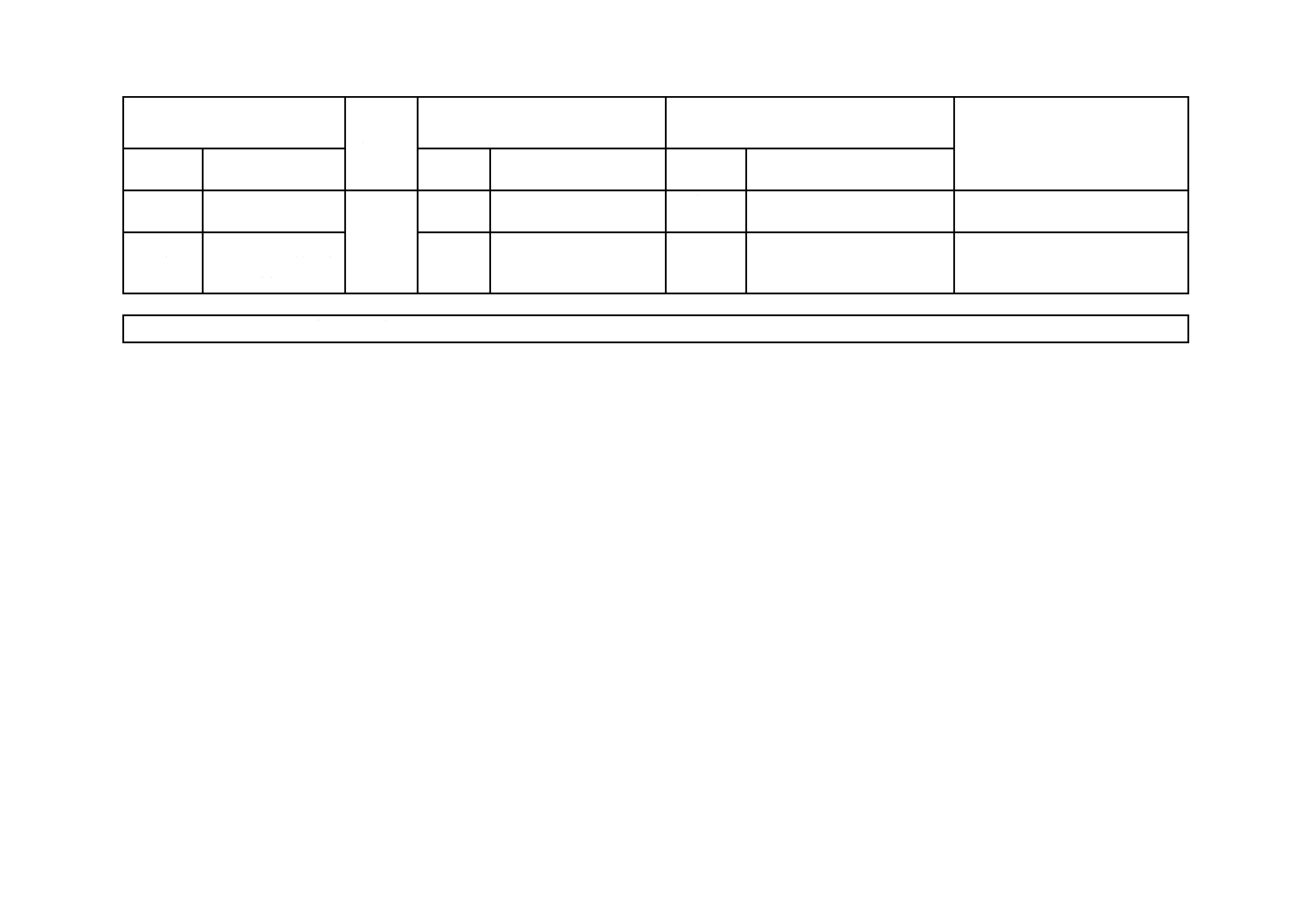
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験方
法
7
一致
附属書JA
(規定)
クラスごとのS含有
率を特別品質規定
として追加
追加
JISと国際規格との対応の程度の全体評価:ISO 7778:1983,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
4
G
3
1
9
9
:
2
0
0
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。