G 3137:2020
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類,種類の記号及び呼び名 ······························································································ 1
3.1 種類及び種類の記号 ······································································································· 1
3.2 呼び名 ························································································································· 1
4 製造方法························································································································· 2
5 化学成分························································································································· 2
6 機械的性質 ······················································································································ 2
7 形状,寸法及び単位質量 ···································································································· 2
7.1 形状 ···························································································································· 2
7.2 寸法及び単位質量 ·········································································································· 2
7.3 真直度 ························································································································· 3
8 外観······························································································································· 3
9 試験······························································································································· 3
9.1 試験片の採り方 ············································································································· 3
9.2 分析試験 ······················································································································ 4
9.3 機械試験 ······················································································································ 4
9.4 単位質量の測定 ············································································································· 4
9.5 真直度の測定 ················································································································ 4
10 検査 ····························································································································· 5
10.1 検査 ··························································································································· 5
10.2 再検査 ························································································································ 5
11 表示 ····························································································································· 5
12 報告 ····························································································································· 5
附属書A(規定)引張試験における試験速度 ············································································· 6
附属書B(規定)リラクセーション試験条件·············································································· 7
G 3137:2020
(2)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,線材製品協会
(JWPA)及び一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業規格を改正すべき
との申出があり,日本産業標準調査会の審議を経て,経済産業大臣が改正した日本産業規格である。これ
によって,JIS G 3137:2008は改正され,この規格に置き換えられた。
なお,令和3年8月19日までの間は,産業標準化法第30条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS G 3137:2008を適用してもよい。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本産業規格 JIS
G 3137:2020
細径異形PC鋼棒
Small diameter steel bars for prestressed concrete
1
適用範囲
この規格は,主としてプレテンション方式によるプレストレストコンクリートに用いる細径異形PC鋼
棒(以下,鋼棒という。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
JIS Z 2241 金属材料引張試験方法
JIS Z 2276 金属材料の引張リラクセーション試験方法
JIS Z 8401 数値の丸め方
3
種類,種類の記号及び呼び名
3.1
種類及び種類の記号
鋼棒の種類はC種及びD種の2種類とし,更にリラクセーション特性によって,それぞれ二つに区分し,
その種類の記号は,表1による。
表1−種類及び種類の記号
種類
種類の記号a)
C種
SBPDN 1080/1230
SBPDL 1080/1230
D種
SBPDN 1275/1420
SBPDL 1275/1420
注a) Nはリラクセーション値4.0 %以下,Lはリラク
セーション値2.5 %以下であることを示す。
3.2
呼び名
鋼棒の呼び名は,表2による。
2
G 3137:2020
表2−呼び名
呼び名
7.1 mm 9.0 mm 10.0 mm 10.7 mm 11.2 mm 12.6 mm
4
製造方法
鋼棒は,キルド鋼を熱間圧延した材料を用いて,焼入焼戻しを行う。連続するらせん状の溝,表面に一
様な突起,又は表面に一様なくぼみを施す異形加工は,熱間圧延又は冷間加工のいずれかによる。
5
化学成分
鋼棒は,9.2の試験を行い,その溶鋼分析値は,表3による。ただし,必要に応じて表3にない元素を添
加してもよい。
表3−化学成分
単位 %
P
S
Cu
0.030以下
0.035以下
0.30以下
6
機械的性質
鋼棒の機械的性質は,9.3の試験を行い,その値は,表4による。
表4−機械的性質
種類の記号
耐力
又は降伏点a)
N/mm2
引張強さ
N/mm2
伸び
%
リラクセーション値
%
SBPDN 1080/1230
1 080以上
1 230以上
5以上
4.0以下
SBPDL 1080/1230
2.5以下
SBPDN 1275/1420
1 275以上
1 420以上
5以上
4.0以下
SBPDL 1275/1420
2.5以下
注記 1 N/mm2=1 MPa
注a) 耐力とは0.2 %永久伸びに対する応力をいい,降伏点とは下降伏点をいう。
7
形状,寸法及び単位質量
7.1
形状
鋼棒の形状は,次による。
a) 鋼棒は,棒状又はコイル状とする。
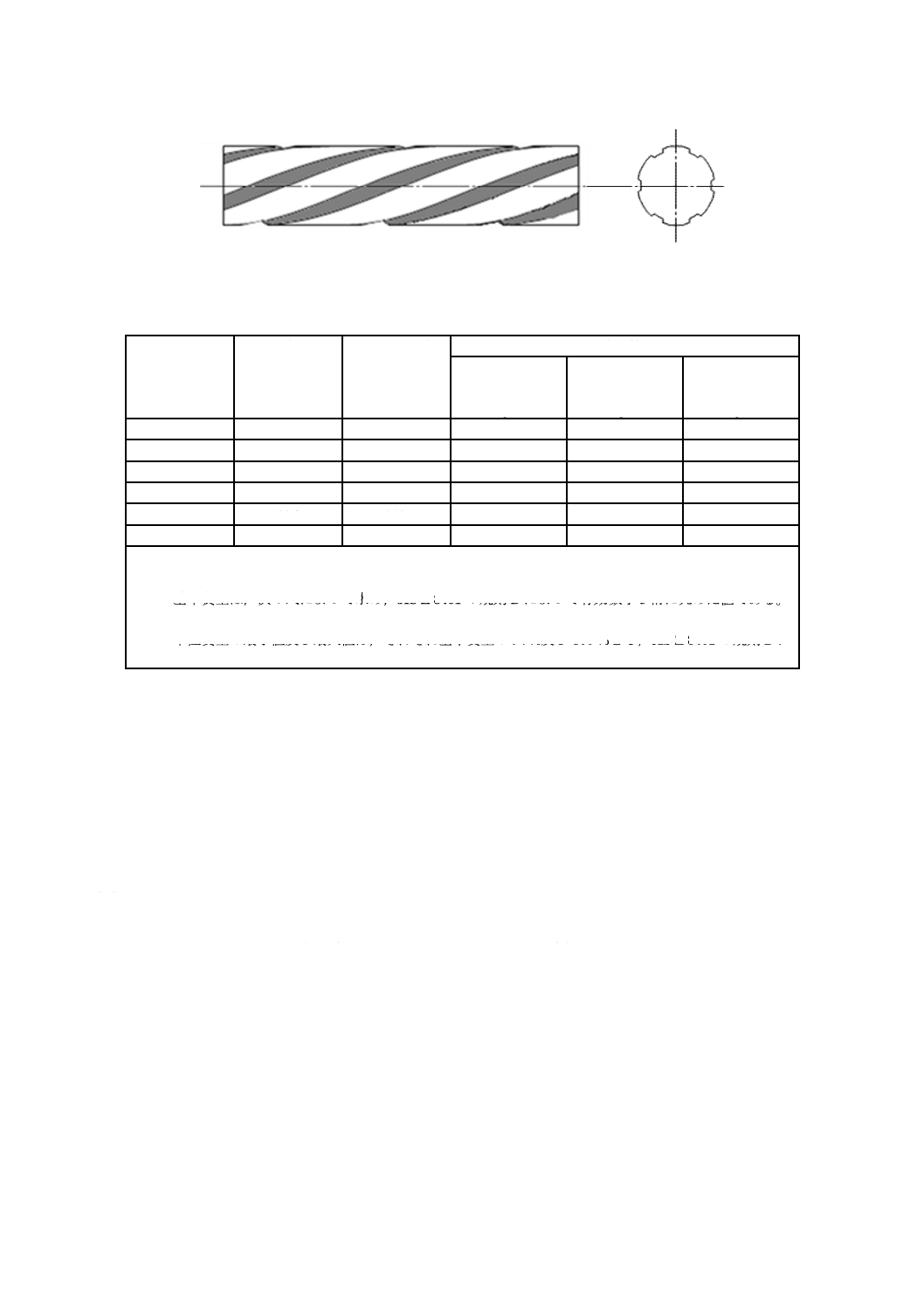
b) 鋼棒は,ほぼ丸い断面をもち,かつ,らせん状の溝,一様な突起又は一様なくぼみを,連続又は一定
間隔に付けた形状とする。連続するらせん状の溝を施した場合の形状の例を,図1に示す。
7.2
寸法及び単位質量
鋼棒の公称直径,公称断面積及び単位質量は,表5による。単位質量の測定は,9.4による。
3
G 3137:2020
図1−鋼棒の形状及び断面の例
表5−鋼棒の寸法及び単位質量
呼び名
公称直径a)
mm
公称断面積
(S)
mm2
単位質量
基準質量b)
(m0)
kg/m
最小値c)
kg/m
最大値c)
kg/m
7.1 mm
7.1
40.0
0.314
0.295
0.333
9.0 mm
9.0
64.0
0.502
0.472
0.532
10.0 mm
10.0
78.5
0.616
0.579
0.653
10.7 mm
10.7
90.0
0.707
0.665
0.749
11.2 mm
11.2
100
0.785
0.738
0.832
12.6 mm
12.6
125
0.981
0.922
1.04
注記 公称直径及び単位質量は,公称断面積を用いて算出した値である。
注a) 公称直径は,鋼棒を丸棒とみなして公称断面積から算出した値である。
b) 基準質量は,次の式によって求め,JIS Z 8401の規則Bによって有効数字3桁に丸めた値である。
m0=7.85 (g/cm3)×S (mm2)=0.785×S/100 (kg/m)
c) 単位質量の最小値及び最大値は,それぞれ基準質量の94 %及び106 %とし,JIS Z 8401の規則Bに
よって有効数字3桁に丸めた値である。
7.3
真直度
鋼棒の真直度は,9.5によって測定したとき,1 mにつき30 mm以下とする。
8
外観
鋼棒には,使用上有害なきず・さびなどの欠点があってはならない。
9
試験
9.1
試験片の採り方
試験片の採り方は,次による。
a) 引張試験,質量測定及び真直度測定に用いる試験片は,同一溶鋼,同一熱処理及び同一呼び名ごとに
表6によって,測定に誤差を与えないように留意して切断し採取する。
4
G 3137:2020
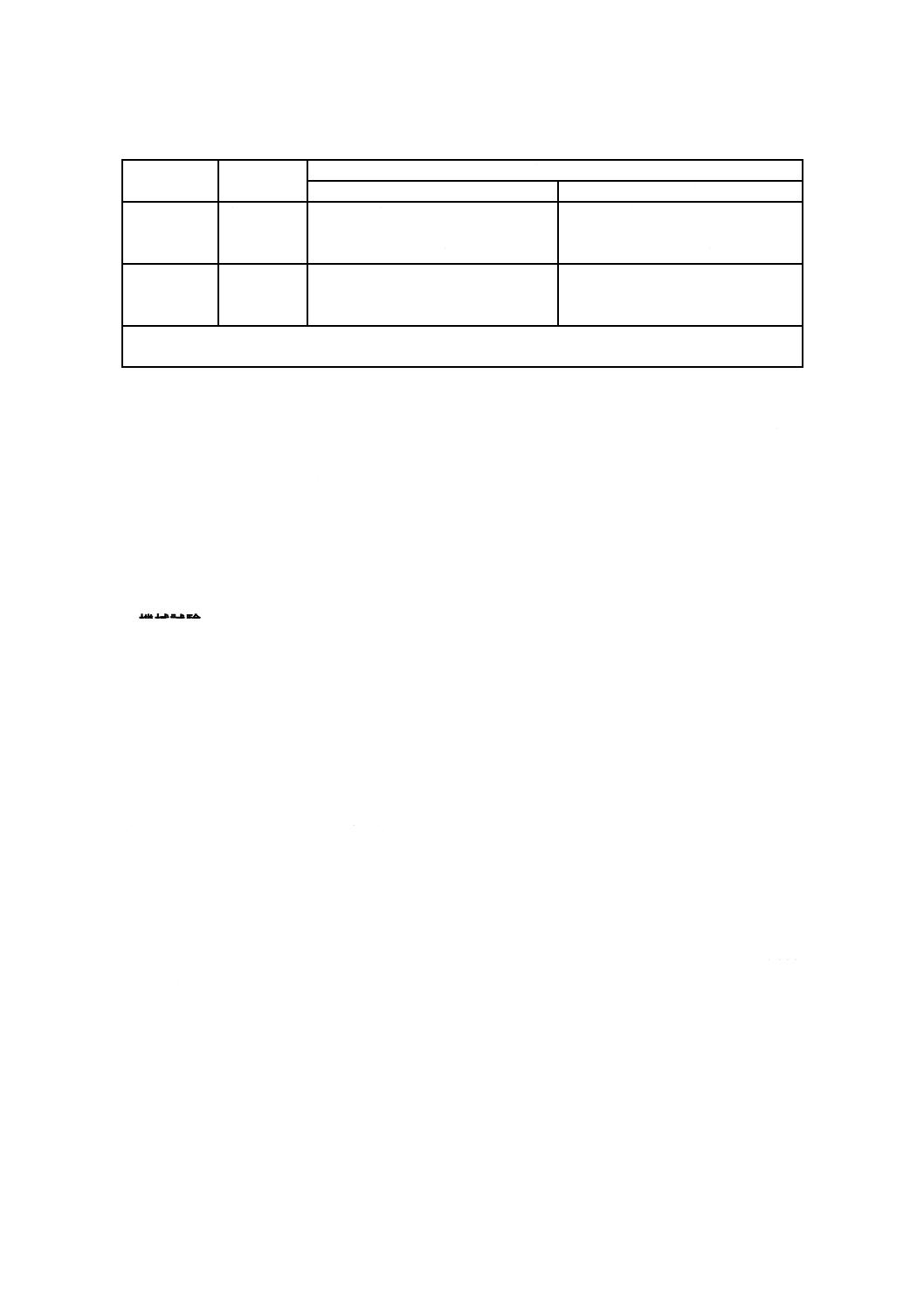
表6−試験片の採り方及び試験片の数
形状
呼び名
試験項目
引張強さ,伸び,単位質量及び真直度
耐力又は降伏点
棒状a)
全呼び名
1 000本ごと及びその端数を一組と
し,それぞれの組から任意の1本を選
び,その一端から1個
6 000本ごと及びその端数を一組と
し,それぞれの組から任意の1本を
選び,その一端から1個
コイル状
全呼び名
5条ごと及びその端数を一組とし,そ
れぞれの組から任意の1条を選び,そ
の一端から1個
30条ごと及びその端数を一組とし,
それぞれの組から任意の1条を選び,
その一端から1個
注a) コイル状の鋼棒を更に切断した棒状の鋼棒に対しては,切断前のコイル状の鋼棒を対象とし,コイル
状の試験片の採り方を適用する。
b) リラクセーション試験の試験片は,材料又は製造工程を変更した場合に任意の1本又は1条を選び,
その一端から9.3.2の試験を行うことができる標点距離が100 mm以上となる長さのものを1個採る。
9.2
分析試験
9.2.1
分析試験の一般事項及び分析試料の採り方
鋼材の化学成分は,溶鋼分析によって求める。分析試験の一般事項及び分析試料の採り方は,JIS G 0404
の箇条8(化学成分)による。
9.2.2
分析方法
分析方法は,JIS G 0320による。
9.3
機械試験
9.3.1
引張試験
引張試験は,次による。
a) 引張試験は,JIS Z 2241による。ただし,試験速度は,附属書Aに規定する範囲とする。引張試験に
用いる試験片は,JIS Z 2241に規定する2号試験片とする。試験片はいずれも製品のままとし,機械
仕上げを行ってはならない。
b) 耐力又は降伏点は,0.2 %永久伸び又は下降伏点に対する試験力を公称断面積(表5)で除して求める。
c) 引張強さは,試験中の最大試験力を公称断面積(表5)で除して求める。
d) 伸びは,JIS Z 2241に規定する破断伸びによって求める。
9.3.2
リラクセーション試験
リラクセーション試験は,JIS Z 2276による。ただし,試験は常温[(20±5) ℃]で行い,力を加える
速度,初期試験力,初期試験力保持時間及びリラクセーション時間は,附属書Bによる。
9.4
単位質量の測定
単位質量は,長さ200 mm以上の試験片の長さ及び質量をそれぞれ有効数字4桁まで測定し,1 000 mm
当たりに換算する。換算値をJIS Z 8401の規則Bによって有効数字3桁に丸める。
9.5
真直度の測定
真直度は,表6に従って採取した長さ1 m以上の試験片を用いて,曲がり方向に質量以外の外力が負荷
されない状態で,弦の長さ1 mに対する弧の最大高さを測定する。
5
G 3137:2020
10 検査
10.1 検査
検査は,次による。
a) 検査の一般事項は,JIS G 0404による。
b) 化学成分は,箇条5の規定に適合しなければならない。
c) 機械的性質は,箇条6の規定に適合しなければならない。
d) 単位質量及び真直度は,箇条7の規定に適合しなければならない。
e) 外観は,箇条8の規定に適合しなければならない。
10.2 再検査
試験片について行った最初の試験の結果が,箇条6の規定に適合しなかった場合には,最初の試験の試
験片を採った棒状又はコイル状の鋼棒から更に1個の試験片を採り,かつ,同じ組の他の2本の棒状の鋼
棒又は2条のコイル状の鋼棒の一端からそれぞれ1個の試験片を採り,この3個の試験片で再試験を行っ
てもよい。再試験の結果,3個の試験片の値が全て箇条6の規定に適合すれば,その組の鋼棒は,合格と
し,1個でも適合しないときは,その組の鋼棒は,不合格とする。
11 表示
この規格の全ての要求事項に適合した鋼棒には,結束ごとに,次の項目を適切な方法で表示する。
a) 規格番号及び種類の記号
b) 呼び名
c) 数量又は質量
d) 製品の識別番号
e) 製造業者名又はその略号
12 報告
製造業者は,検査文書を注文者に提出しなければならない。報告は,JIS G 0404の箇条13(報告)によ
る。報告する検査文書の種類は,注文時に特に指定がない場合,JIS G 0415の5.1(検査証明書3.1)によ
る。
6
G 3137:2020
附属書A
(規定)
引張試験における試験速度
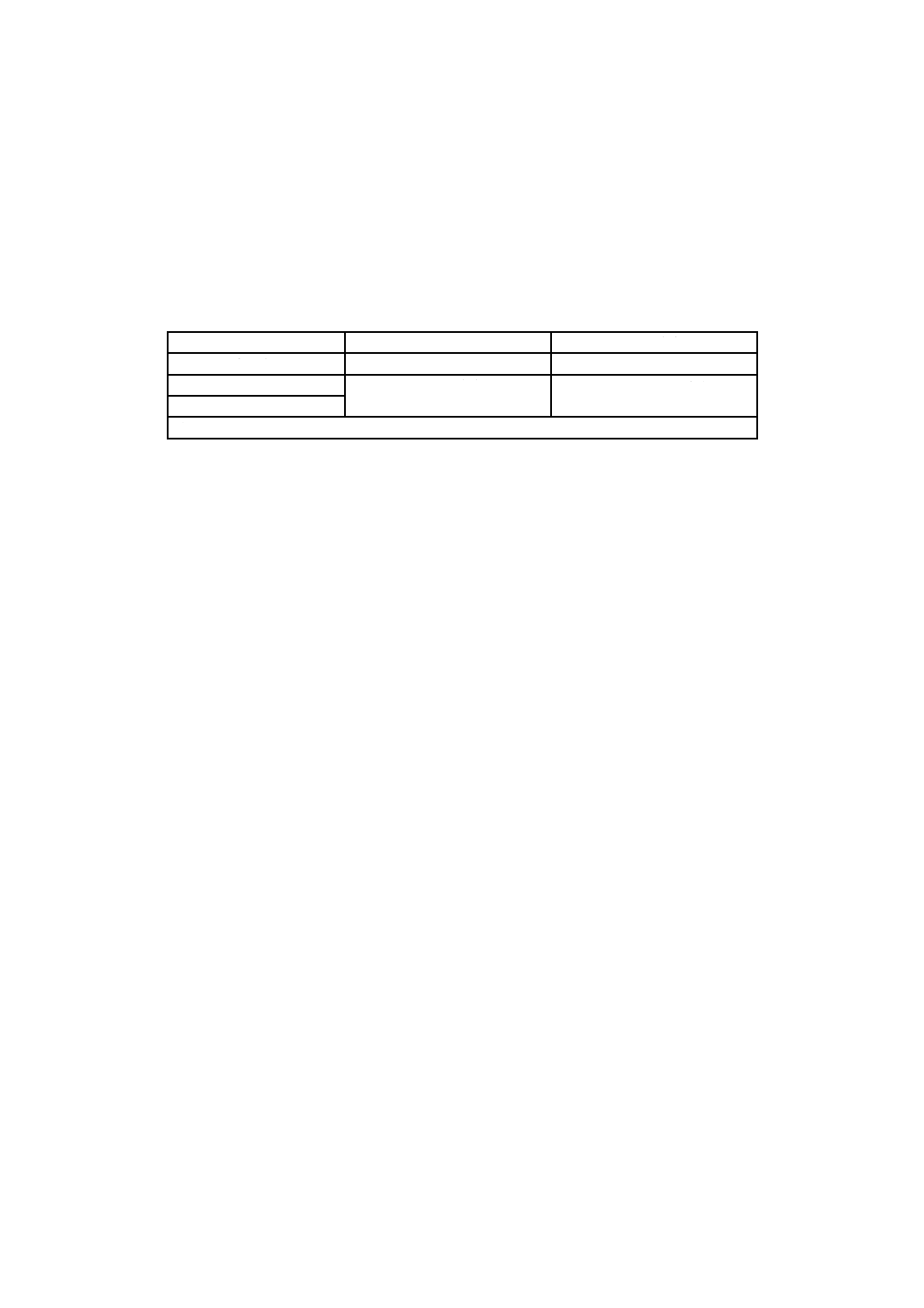
引張試験における試験速度は,表A.1による。
表A.1−鋼棒の引張試験における試験速度
測定項目
応力増加速度制御方法
試験速度
耐力又は降伏点
平均応力増加速度
3 MPa・s−1〜100 MPa・s−1
引張強さ
ひずみ速度
0.5 %/min〜50 %/min a)
伸び
注a) 1 %/min=1/6 000 s−1
7
G 3137:2020
附属書B
(規定)
リラクセーション試験条件
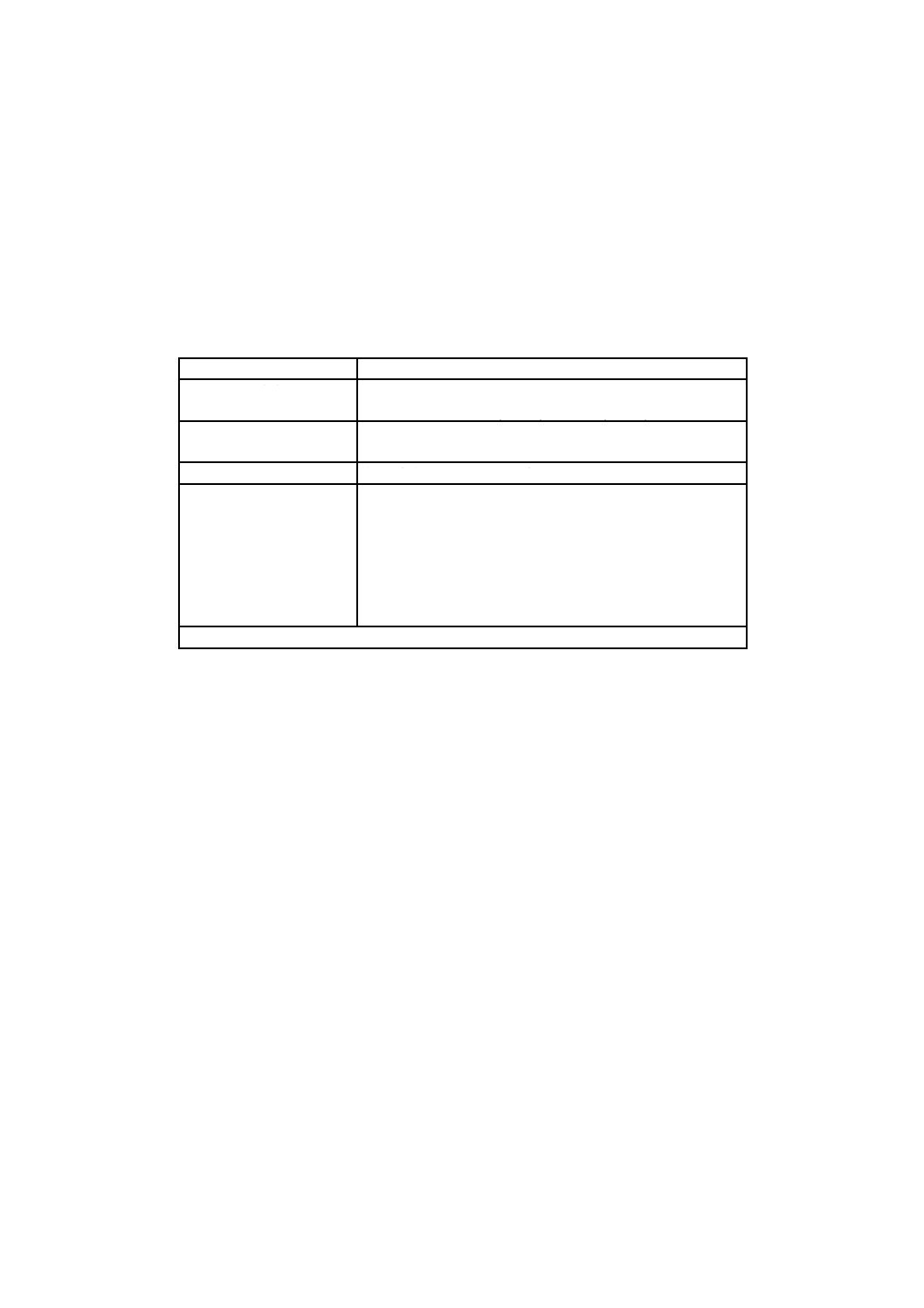
リラクセーション試験における力を加える速度,初期試験力,初期試験力保持時間及びリラクセーショ
ン時間は,表B.1による。
表B.1−リラクセーション試験条件
項目
規定
力を加える速度a)
200 N/(mm2・min)±50 N/(mm2・min)
[3.33 N/(mm2・s)±0.83 N/(mm2・s)]
初期試験力
表4の引張強さの下限値の70 %に相当する値に公称断面積
を乗じた値
初期試験力保持時間
初期試験力を120±2 s保持
リラクセーション時間
つかみ間隔を一定にした状態で,120時間以上の試験を実施
する。通常,保持期間は,120時間又は1 000時間とする。
120時間又は1 000時間保持後,試験力を測定し,リラクセ
ーション値(初期試験力に対する低下率)を求める。
なお,保持時間を120時間で行う場合は,JIS Z 2276の7.3.5
(室温試験の場合の試験期間)の外挿法によって,1 000時
間保持後のリラクセーション値を求める。
注a) 力を加える速度は,試験力の増加速度を公称断面積で除した値とする。