G 3108:2004
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人 日本鉄
鋼連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準調査会
の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 3108:1987は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
G 3108:2004
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 種類の記号 ····················································································································· 1
4. 化学成分及び機械的性質 ··································································································· 1
5. 寸法,質量及び許容差 ······································································································ 2
6. 外観 ······························································································································ 3
7. 試験 ······························································································································ 3
7.1 分析試験 ······················································································································ 3
7.2 引張試験 ······················································································································ 3
8. 検査 ······························································································································ 3
9. 表示 ······························································································································ 4
10. 報告 ···························································································································· 4
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 3108:2004
みがき棒鋼用一般鋼材
Rolled carbon steel for cold-finished steel bars
1. 適用範囲 この規格は,みがき棒鋼用として,熱間圧延によって製造された一般鋼材(以下,
鋼材という。)について規定する。
2. 引用規格 付表1に示す規格は,この規格に引用されることによって,この規格の規定の一部
を構成する。これらの引用規格は,その最新版(追補を含む。)を適用する
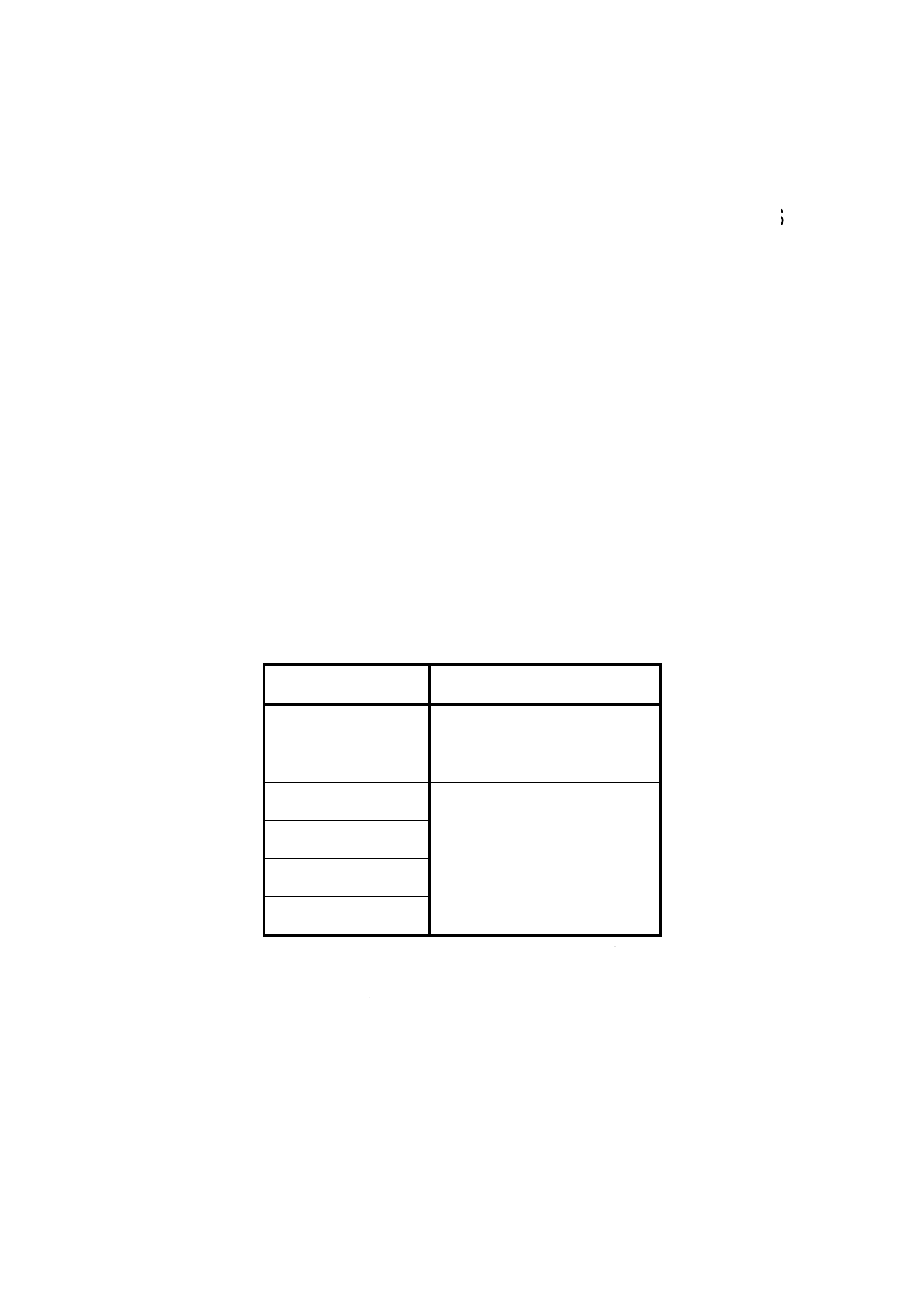
3. 種類の記号 鋼材の種類は6種類とし,その記号は,表1による。
表 1 種類の記号
種類の記号
適用
SGD A
機械的性質保証
SGD B
SGD 1
化学成分保証
SGD 2
SGD 3
SGD 4
備考
SGD 1,SGD 2,SGD 3及びSGD 4についてキル
ド鋼を指定する場合は,それぞれの記号のあとに
Kを付記する。
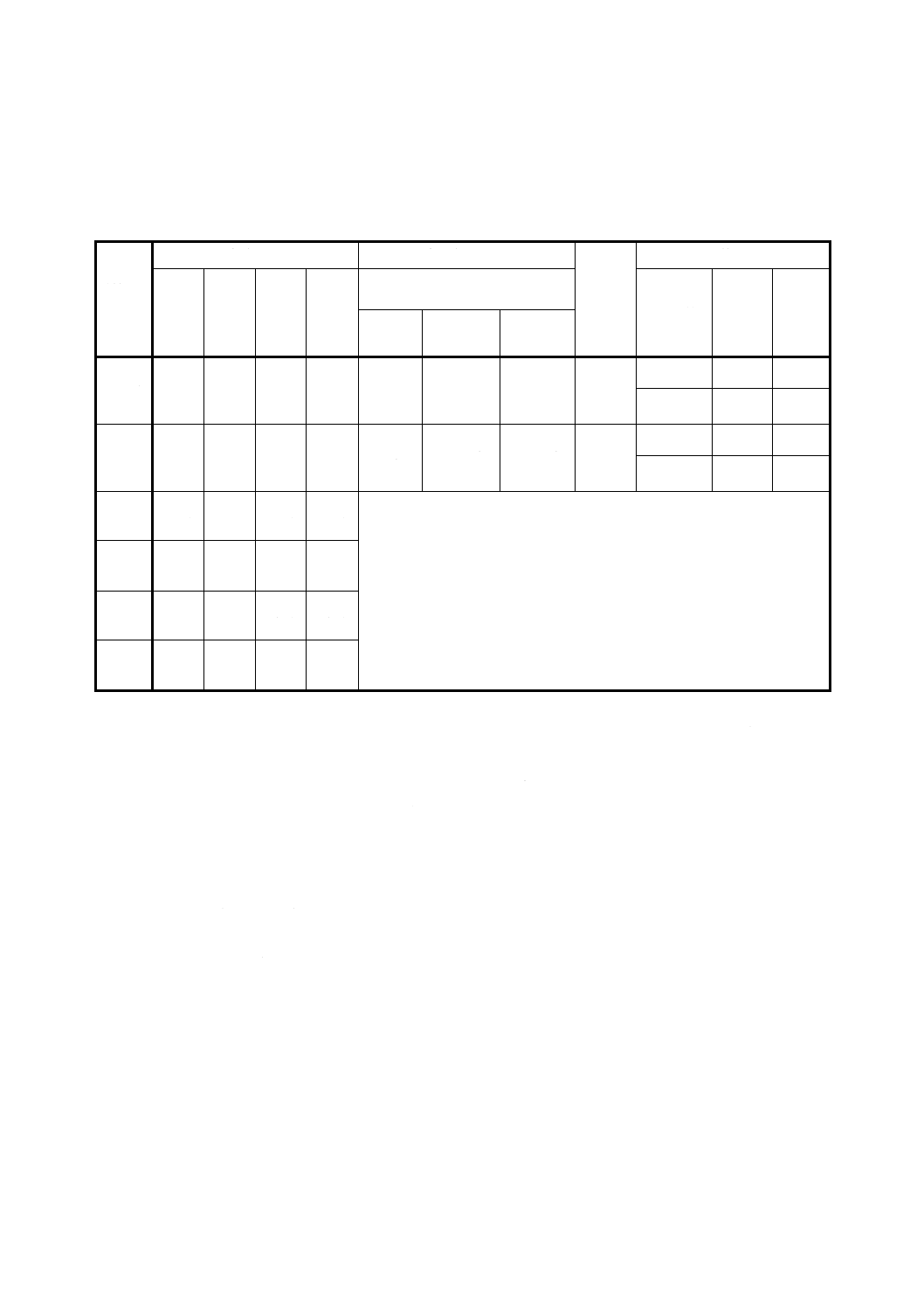
4. 化学成分及び機械的性質 鋼材の化学成分及び機械的性質は,7.1及び7.2によって試験を行い,
その値は,表2による。
G 3108:2004
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 2 化学成分及び機械的性質
種類の
記号
化学成分 %
降伏点 N/mm2
引張
強さ
N/mm2
伸び
C
Mn
P
S
鋼材の径,辺,対辺距離,厚さ
mm
鋼材の
径,辺,
対辺距
離,厚さ
mm
試験片
%
16以下
16を超え
40以下
40を超え
るもの
SGD A
−
−
0.045
以下
0.045
以下
−
−
−
290〜
390
25以下
2号
26以上
25を超
えるもの
14A号
29以上
SGD B
−
−
0.045
以下
0.045
以下
245
以上
235以上
215以上
400〜
510
25以下
2号
20以上
25を超
えるもの
14A号
22以上
SGD 1
0.10
以下
0.30
〜
0.60
0.045
以下
0.045
以下
−
SGD 2
0.10
〜
0.15
0.30
〜
0.60
0.045
以下
0.045
以下
SGD 3
0.15
〜
0.20
0.30
〜
0.60
0.045
以下
0.045
以下
SGD 4
0.20
〜
0.25
0.30
〜
0.60
0.045
以下
0.045
以下
備考1.
表中の化学成分の値は,溶鋼分析値とする。
2.
SGD 1〜4のMnは,受渡当事者間の協定によって,0.60〜0.90 %としてもよい。この場合,種類
の記号の末尾にMを付記する。
例 SGD 3でMn 0.60〜0.90 %の場合……SGD 3 M
キルド鋼指定のSGD 3でMn 0.60〜0.90 %の場合……SGD 3 KM
3.
SGD Bで径が30 mmを超える場合の引張強さは,受渡当事者間の協定によって370 N/mm2以上
としてもよい。
4.
SGD Bで径が100 mmを超える場合の降伏点は,205 N/mm2以上とする。
5. 1 N/mm2 = 1 MPa
5. 寸法,質量及び許容差 鋼材の寸法,質量及び許容差は,JIS G 3191及びJIS G 3194による。
ただし,標準寸法は,130 mm以下とする。
G 3108:2004
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 外観 鋼材は,圧延のままとし,表面が平滑で,使用上有害なきずがあってはならない。ただ
し,バーインコイルで供給される鋼材は,一般に検査によって全長にわたってのきずの検出は困難
であり,またその除去の機会がないため,正常でない部分を含むことがある。したがって,正常で
ない部分の取扱いについては,受渡当事者間の協定による。鋼材に有害なきずがある場合,製造業
者は,チッピング又はグラインダがけなどによって欠陥を除去してもよい。ただし,この場合の条
件は,次による。
a) 鋼材の手入れ部分はきれいに仕上げられており,圧延のままの面との境は,滑らかでなければ
ならない。
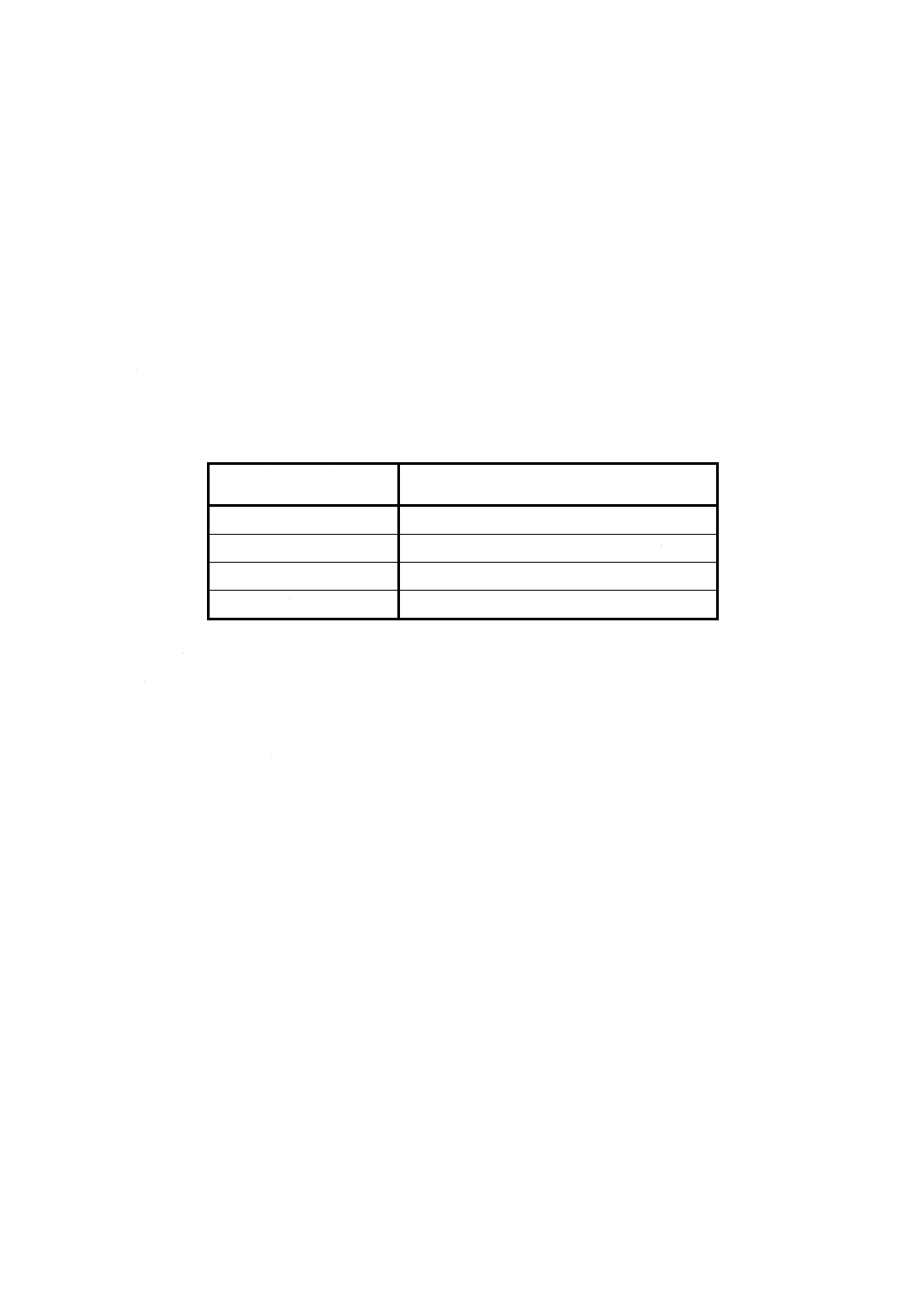
b) 棒鋼の手入れ部分の最深部は,表3の手入れの限度が5. の寸法許容差の下限を外れてもよい。
表 3 手入れの限度
径,対辺距離
mm
手入れの限度
16未満
0.15 mm
16以上 50未満
呼称寸法の1%以下。ただし,最大値0.35 mm
50以上 100未満
呼称寸法の0.7%以下。ただし,最大値0.50 mm
100以上 130以下
呼称寸法の0.5%以下
7. 試験
7.1
分析試験 分析試験は,次による。
a) 分析試験の一般事項及び分析試料の採り方 鋼材の化学成分は,溶鋼分析によって求め,分析
試験の一般事項及び分析試料の採り方は,JIS G 0404の8.(化学成分)による。
b) 分析方法 分析方法は,JIS G 0320による。
7.2
引張試験
7.2.1
一般事項 引張試験の一般事項は,JIS G 0404の7.(一般要求)による。ただし,供試材の
採り方は,A類による。
7.2.2
試験片の数 引張試験片の数は,同一溶鋼に属し,径・対辺距離が2倍以内であれば50tま
では1個とし,50tを超えるときは2個とする。
7.2.3
試験片及び試験方法 引張試験片及び引張試験方法は,次による。
−JIS Z 2201の2号又は14 A号試験片
−JIS Z 2241の試験方法
8. 検査 検査は,次による。
a) 化学成分,機械的性質,寸法,質量及び外観は,4.,5.及び6. に適合しなければならない。
b) 引張試験で合格にならなかった鋼材は,JIS G 0404の9. 8(再試験)によって再試験を行い,合
否を決定してもよい。
G 3108:2004
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9. 表示 検査に合格した鋼材は,鋼材ごと又は1結束ごとに,次の項目を適切な方法で表示しな
ければならない。ただし,受渡当事者間の協定によって,次の項目中の一部を省略してもよい。
a) 種類の記号
b) 溶鋼番号又は検査番号
c) 寸法
d) 製造業者名又はその略号
10. 報告 JIS G 0404の13.(報告)による。
付表 1 引用規格
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0404 鋼材の一般受渡し条件
JIS G 3191 熱間圧延棒鋼とバーインコイルの形状,寸法及び質量並びにその許容差
JIS G 3194 熱間圧延平鋼の形状,寸法,質量及びその許容差
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法