2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 0701-1957
鋼材鍛錬作業の鍛錬成形比の表わし方
1. 適用範囲 この規格は鋼材の熱間鍛錬作業における鍛錬成形比の表わし方について規定する。
2. 鍛錬成形比
2.1
各種の鍛錬作業により鍛錬された鋼材の鍛錬成形比は3方向の主ヒズミ中,常に最大ヒズミの方向
の変形比で表示する。
2.2
鍛錬成形比の表示方法は原則として鍛錬作業の種類を,定められた記号で添記して工程順に明りょ
うに記載する。
3. 鍛錬作業の種類および鍛錬成形比の表わし方
3.1
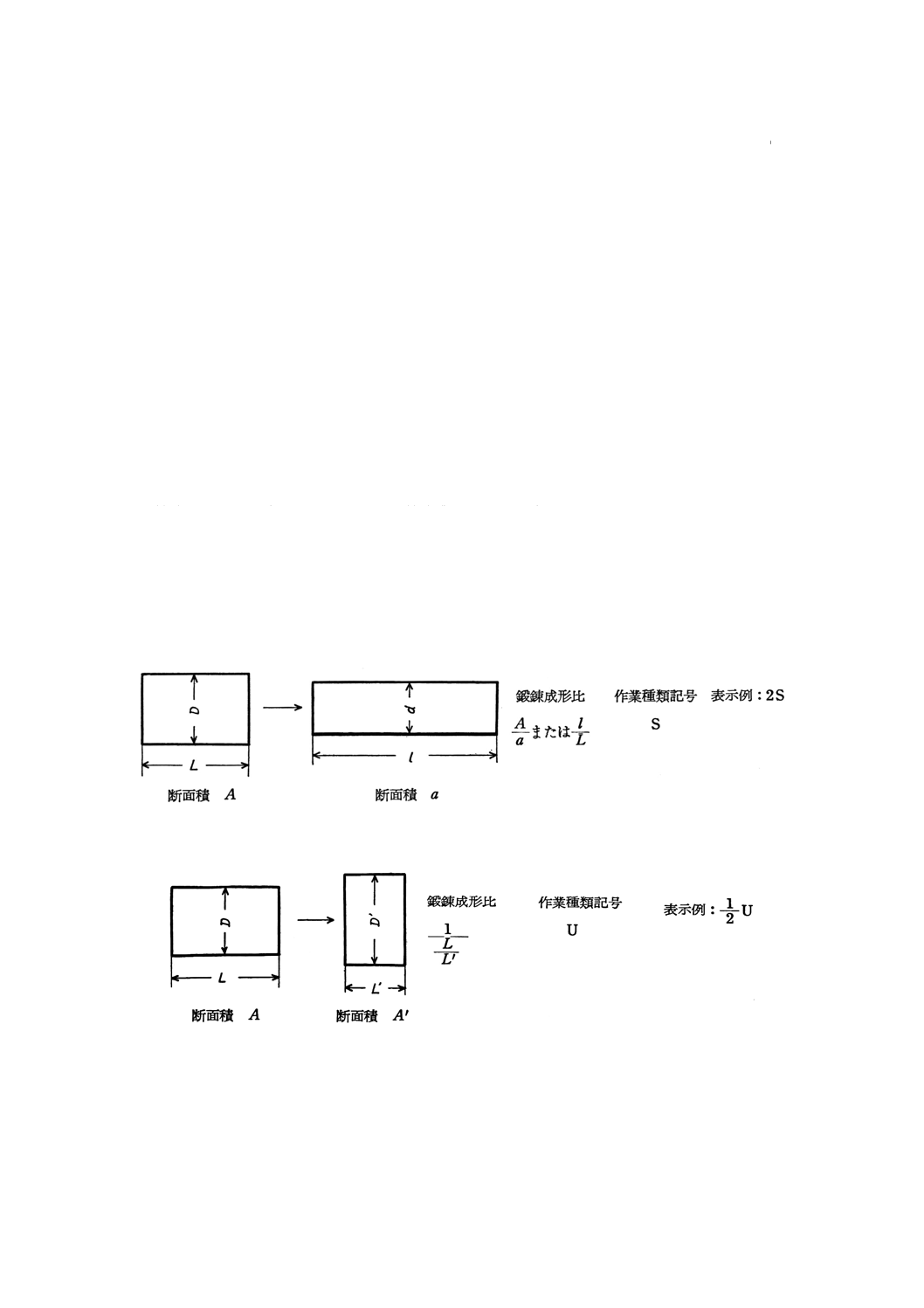
実体鍛錬 実体を鍛錬しその断面積を減少し長サを増した場合はこれを実体鍛錬といい,その鍛錬
成形比をつぎのとおり表示する。
3.2
スエ込鍛錬 実体を鍛錬しその断面積を増し長サを減少した場合はこれをスエ込鍛錬といい,その
鍛錬成形比をつぎのとおり表示する。
ただしこれに実体鍛錬を合併した場合はその鍛錬成形比をつぎのとおり表示する。
2
G 0701-1957
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
鍛錬成形比
L
l
L
L
a
A
L
L
′
′
′
′
,
または
,
1
1
表示例:
3S
U
2
1
3.3
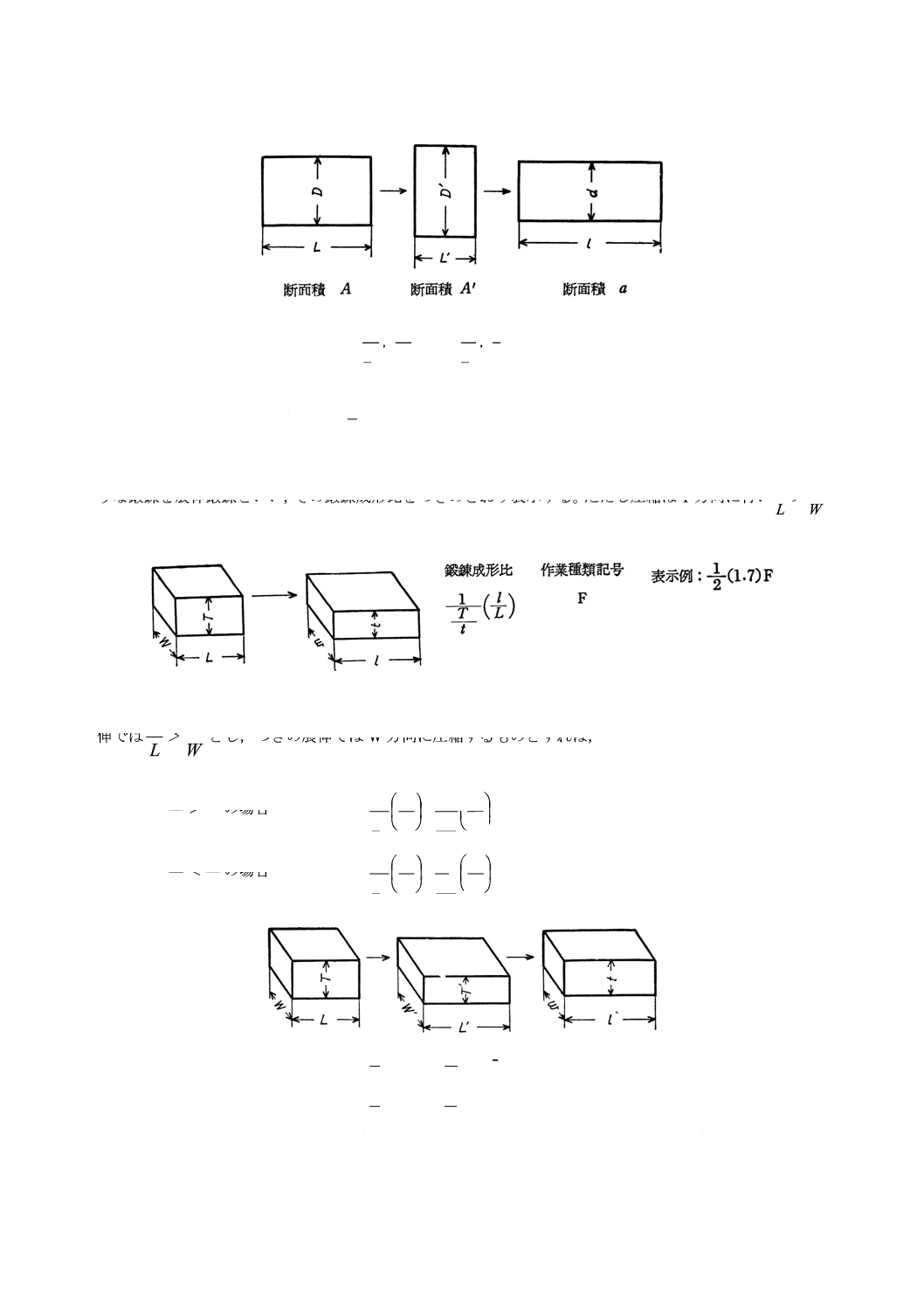
展伸鍛錬 実体角材を1方向より圧縮し,圧縮方向に直角な2方向の変形度に著しい差を生ずるよ
うな鍛錬を展伸鍛錬といい,その鍛錬成形比をつぎのとおり表示する。ただし圧縮はT方向に行いLl>Ww
とする。
2方向よりの展伸鍛錬を合併した場合はその鍛錬成形比をつぎのとおり表示する。たとえばはじめの展
伸ではLL'>W
W'とし,つぎの展伸ではW方向に圧縮するものとすれば,
鍛錬成形比
(1)
'L
l>'
T
tの場合
′
′
′
ʼ
,
L
l
w
W
L
L
T
T
1
1
(2)
'L
l<'
T
tの場合
′
′
′
′
T
t
w
W
L
L
T
T
1
1
,
表示例:
(1)の場合
F
,
)8.1(
2.2
1
F
)7.1(
2
1
(2)の場合
〕F
〔
,
9.1
2.2
1
F
)6.1(
2
1
ここで(1)場合は1.7と1.8との方向は同じであるが,(2)の場合は1.6と1.9との方向が異なるので,
これをとくに大ガッコ記号で区別する。なお第2次の圧縮をL方向に行う場合も,以上に準じて表示
3
G 0701-1957
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
する。
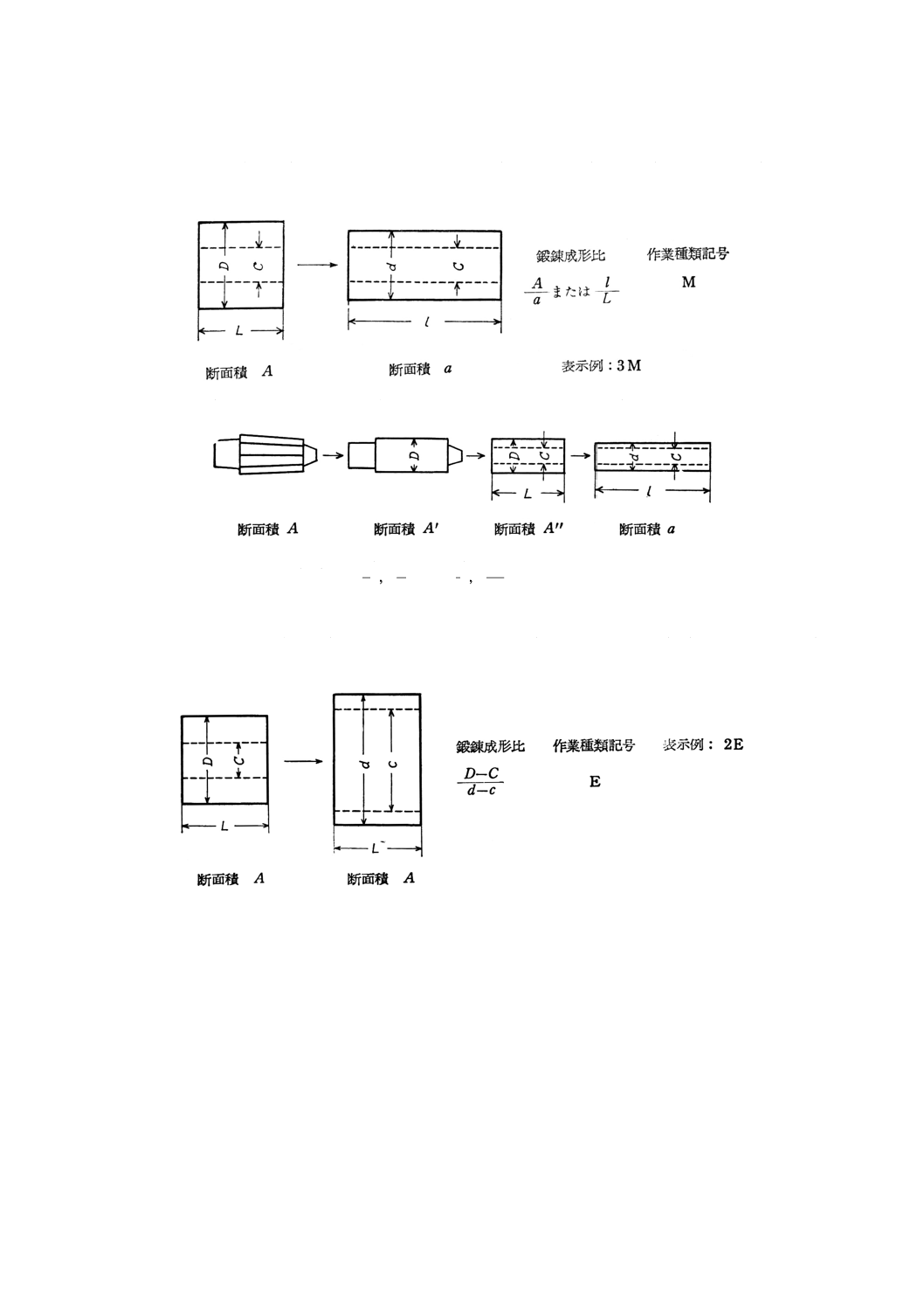
3.4 中空鍛錬 中空体を鍛錬し中空のままその断面積を減少し長サを増した場合これを中空鍛錬といい,
その鍛錬成形比をつぎのとおり表示する。
ただし鋼塊の荒延べ(実体鍛錬)を合併した場合はその鍛錬成形比をつぎのとおり表示する。
鍛錬成形比
a
A
A
A
L
l
A
A
′′
′
′
または
,
,
表示例:2.5 S 3M
3.5
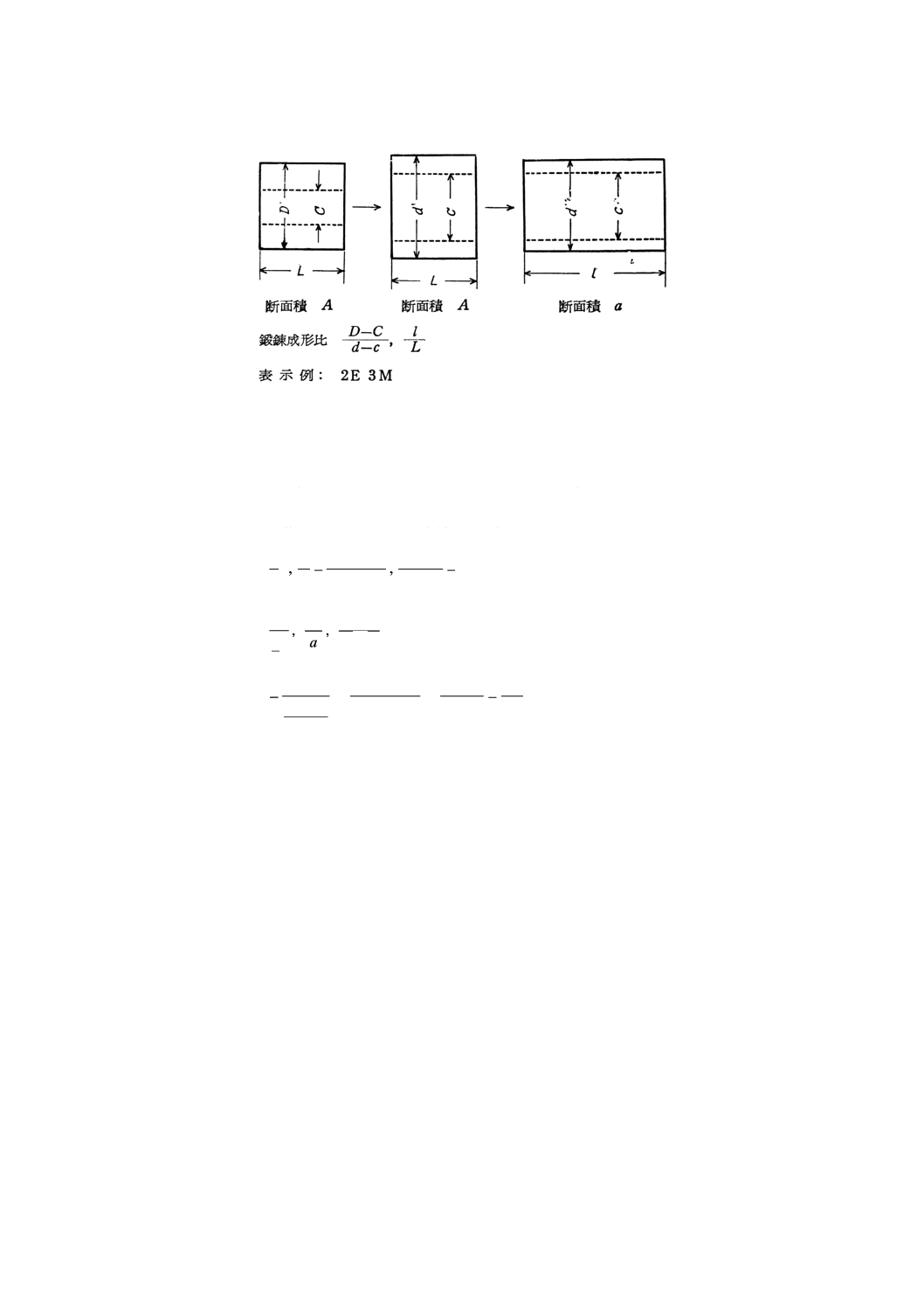
穴ヒロゲ鍛錬 中空体を鍛錬しその中空部を拡大した場合はこれを穴ヒロゲ鍛錬といい,その鍛錬
成形比をつぎのとおり表示する。
ただし穴ヒロゲ鍛錬後中空鍛錬を合併した場合はその鍛錬成形比ぎをつのとおり表示する。
4
G 0701-1957
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 鋼塊の断面積はその平均値をもって表示する。
2. 鍛錬成形比は2.1に記したように3方向主ヒズミのうちの最大なものの
変化比で表わすが,この主ヒズミの値は変形比の自然対数値を求めるこ
とによって得られる。
3. 鍛錬成形比の数値(スエ込鍛錬および展伸鍛錬は分母)は4捨5入によ
って整数を採用することを原則とし,必要ある場合は小数点以下第1位
までをとる。
例:1. 鋼塊荒延べと中空鍛錬とを合併した場合は
M
4
3.1
cm
135
cm
535
,
cm
4840
cm
6300
,
2
2
S
L
l
A
A
=
=
′
2. スエ込鍛錬・実体鍛錬および穴ヒロゲ鍛錬を合併した場合は
L
L
′
1, aA′,
c
d
C
D
−
−
cm
128
cm
320
1
=
,
2
2
cm
38000
cm
41600
,
4.2E
1.1S
U
5.2
1
cm
36
cm
150
=
5
G 0701-1957
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
金属部会 鍛造比専門委員会 構成表
氏名
所属
(委員会長)
山 内 弘
早稲田大学
福 井 伸 二
東京大学
三 橋 鉄太郎
金属材料研究所
佐 藤 忠 雄
鉄道技術研究所
鈴 木 春 義
運輸技術研究所
比留間 光 一
電気通信研究所
泉 谷 弥 一
株式会社日本製鋼所
阿 部 七三郎
日本特殊鋼株式会社
名 黒 和 孝
日曹製鋼株式会社
吉 川 禎 一
大同製鋼株式会社
滝 本 石 郎
関東特殊製鋼株式会社
小高根 健 一
株式会社神戸製鋼所
山 本 信 公
住友金属工業株式会社
河 合 正 吉
三菱製鋼株式会社
作 田 裕 宣
川崎製鉄株式会社
今 村 実
日本鍛鋼会
岡 塚 芳 郎
石川島重工業株式会社
吉 田 豊
日立造船株式会社
竹 田 篤 二
新三菱重工業株式会社
塚 原 重
浦賀船渠株式会社
大 山 泰 市
三菱造船株式会社
今 井 清
日本海事協会
真 鍋 威 敬
日本船舶工業標準協会
本 田 斉
日本鉄道車輛工業協会
大 山 盛太郎
日産自動車株式会社
大 内 忠
いすゞ自動車株式会社
鍵 山 正 則
八幡製鉄株式会社
伊 藤 博
富士製鉄株式会社
松 原 隆
日本鋼管株式会社
吉 田 道 一
日本鉄鋼連盟
岡 田 一 郎
株式会社東京鍛工所
三 田 剛太郎
新日本鍛工株式会社
小 河 弘
株式会社日立製作所
尾 島 学 二
三菱電機株式会社
荻 野 寛
芝浦共同工業株式会社
前 山 金一郎
株式会社新潟鉄工所
(事務局)
音 羽 五 郎
工業技術院標準部材料規格課
水 野 幸四郎
工業技術院標準部材料規格課