2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 0602-1993
制振鋼板の振動減衰特性試験方法
Test methods for vibration-damping property
in laminated damping steel sheets of constrained type
1. 適用範囲 この規格は,制振鋼板の両端自由はり及び片持はりの曲げ振動に対する振動減衰特性の試
験方法について規定する。
備考1. ここでいう制振鋼板は,2枚の鋼板の間に樹脂膜を挟んだ拘束形制振鋼板とする。
2. 鋼板のかわりに他の金属板を使用した制振材料に対しても,制振鋼板に準じて試験を行うこ
とができる。
3. 制振鋼板の振動減衰特性は,損失係数を用いて表す。
4. この規格の引用規格を,次に示す。
JIS B 0153 機械振動・衝撃用語
JIS H 7002 制振材料用語
JIS Z 8106 音響用語(一般)
2. 用語の定義 この規格で用いる主な用語の定義は,JIS B 0153,JIS H 7002及びJIS Z 8106によるほ
か,次による。
(1) 加振力 試験片に加えられる外力又は入力。量記号として,Fを用いる。
(2) インパルスハンマ 先端にフォースゲージを取り付けたハンマ。加振力の大きさはハンマ先端の重量
と打ちおろす速度で調整できる。
また,先端の材質を変えることによって,加振周波数領域を調整できる。
(3) フォースゲージ 入力された力に比例する電圧出力を発生する変換器。圧電型センサを用いる。
(4) 非接触変位計 試験片に固定することなく,その入力変位に比例する出力を発生する変換器。レーザ,
静電容量,渦電流式などがある。
(5) 非接触速度計 試験片に固定することなく,その入力速度に比例する出力を発生する変換器。レーザ,
電磁式などがある。
(6) 加速度計 入力加速度に比例する電圧出力を発生する変換器。圧電型,ひずみゲージセンサ方式など
がある。
(7) 応答変位 打撃加振法や定常加振法など,試験片に入力を加えて得られた変位。量記号として,Xを
用いる。
(8) 応答速度 打撃加振法や定常加振法など,試験片に入力を加えて得られた速度。量記号として,Vを
用いる。
(9) 応答加速度 打撃加振法や定常加振法など,試験片に入力を加えて得られた加速度。量記号として,
2
G 0602-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Aを用いる。
(10) チャージ増幅器 圧電型センサの電荷出力を電圧出力に変換する増幅器。
(11) イナータンス 単振動する機械系のある点の加速度 (A) と同じ点又は異なる点の力 (F) との複素数
比。
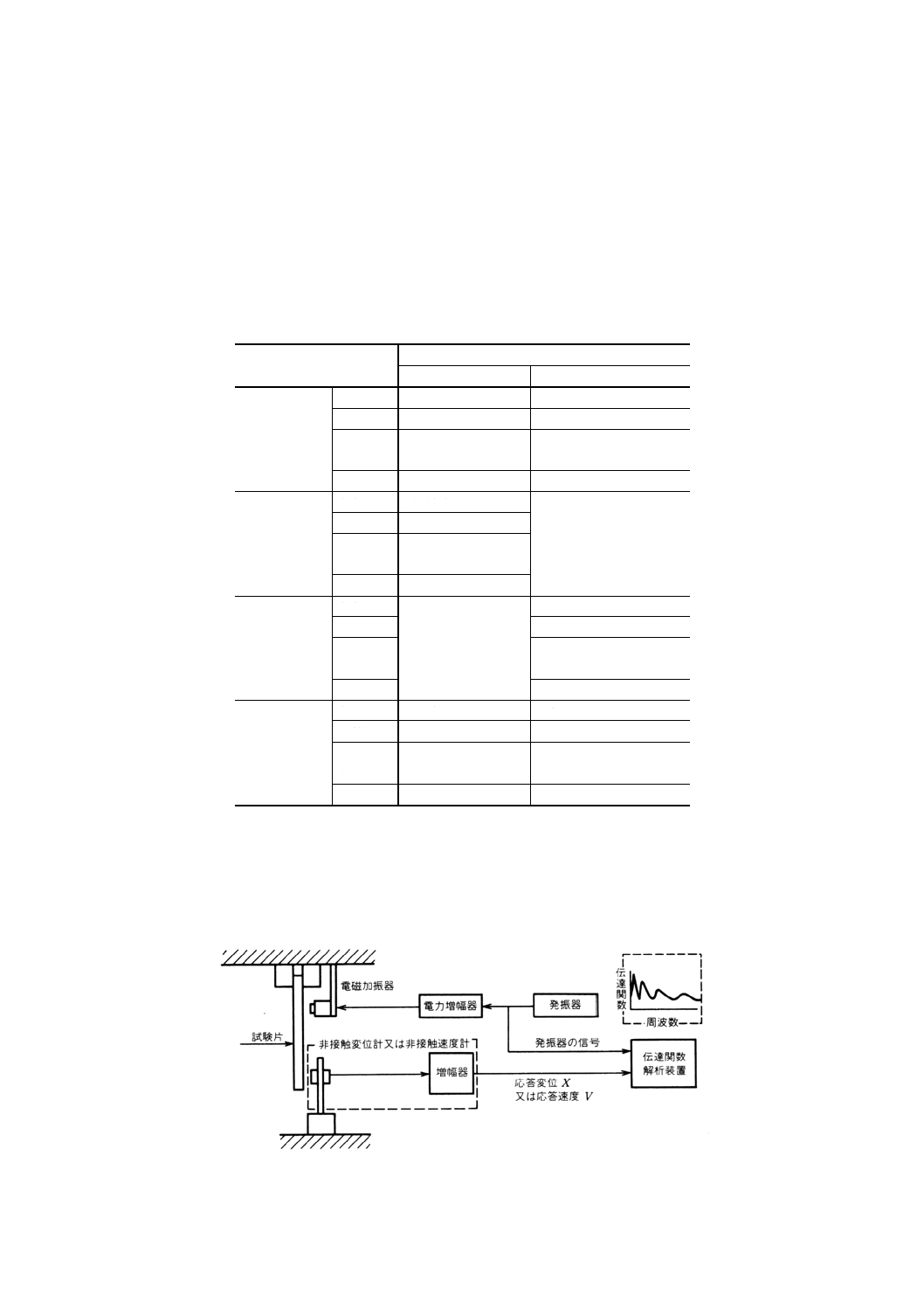
3. 試験方法の種類 試験方法の種類は,試験片の保持方式,試験片の加振方法及び損失係数の算出方法
によって区分し,表1による。
表1 試験方法の種類
試験片の保持方式
試験片の加振方法
定常加振法
打撃加振法
片端固定
加振
電磁加振器
ハンマ
保持
バイスに固定
バイスに固定
損失係数
算出法
半値幅法
減衰法
参照図
図1
図4
中央支持
加振
電磁加振器
−
保持
加振器に取付け
損失係数
算出法
半値幅法
参照図
図2
つ(吊)り下げ 加振
−
インパルスハンマ
保持
糸でつり下げ
損失係数
算出法
半値幅法
参照図
図5
単純支持
加振
電磁加振器
ハンマ
保持
糸で水平支持
ナイフエッジで水平支持
損失係数
算出法
半値幅法又は減衰法
減衰法
参照図
図3
図6
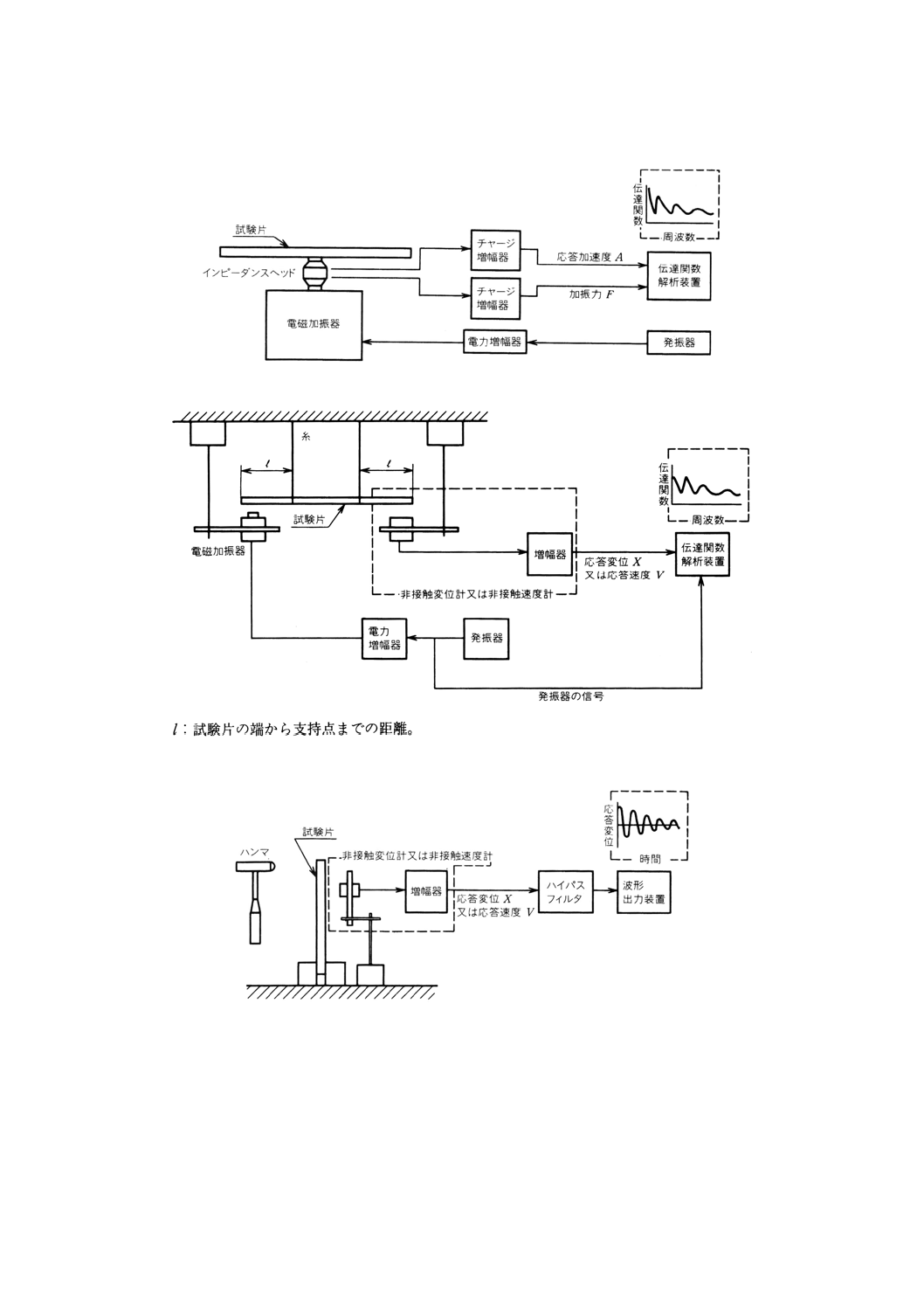
4. 試験装置
4.1
試験装置の構成 試験装置は,試験片への加振入力に対する応答を,正確に測定できるものでなけ
ればならない。試験装置の構成は,図1〜6によるが,これらを組み合わせた構成としてもよい。
図1 片端固定定常加振法
3
G 0602-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 中央支持定常加振法
図3 単純支持定常加振法
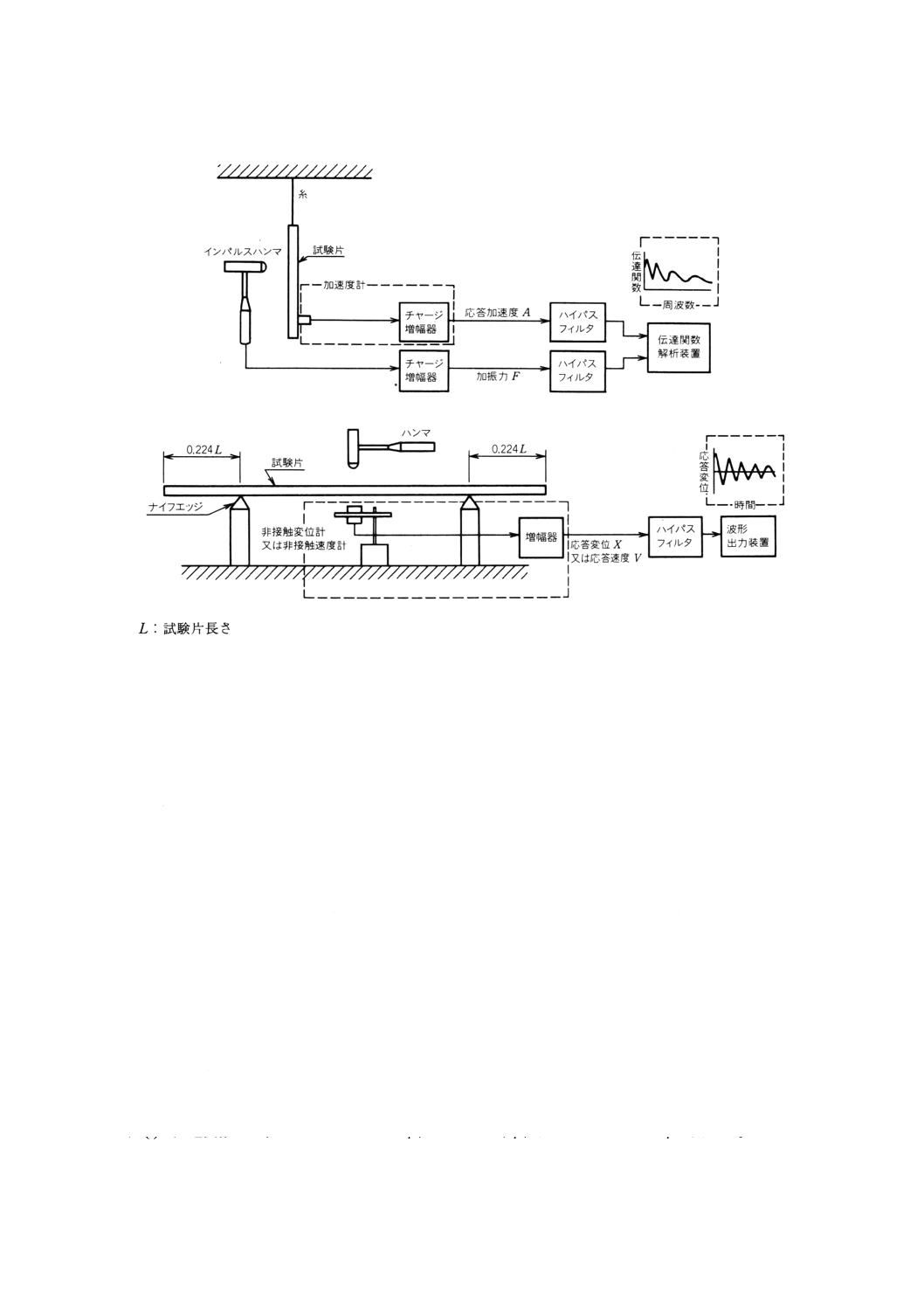
図4 片端固定打撃加振法
4
G 0602-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 つり下げ打撃加振法
図6 単純支持打撃加振法
4.2
加振装置及び加振力検出装置 加振装置及び加振力検出装置は,次による。
(1) 損失係数算出方法として減衰法を採用する場合,ハンマ(1)又は非接触電磁加振器(2)を用いる。
(2) 損失係数算出方法として半値幅法を採用する場合,打撃加振時には,インパルスハンマ(1)を用いて加
振し,加振力を検出する。
(3) 損失係数算出方法として半値幅法を採用する場合,定常加振時には,電磁加振器を用いて加振し,片
端固定打撃加振及び単純支持打撃加振法の場合を除き,加振器に取り付けられたフォースゲージ(3)な
どで加振力を検出する。
注(1) ハンマ及びインパルスハンマは,過大な力が加わらないように試験片の大きさによって適度の
ものを選定する。
(2) 共振状態で定常加振を停止した後の減衰曲線を用いる。
(3) 電磁加振器を用いる場合,加振力の信号に比例する発振器の信号に置き換えてもよい。
4.3
振動応答検出装置 振動応答検出装置は,非接触変位計,非接触速度計又は加速度計(4)を用いる。
注(4) 中央支持定常加振の場合には,フォースゲージと加速度計とが一体となったインピーダンスヘ
ッドを用いるのがよい。
4.4
伝達関数解析装置 伝達関数解析装置は,次による。
(1) 損失係数の算出方法として減衰法を採用する場合には,波形出力装置を用いる。
(2) 損失係数の算出方法として半値幅法を採用する場合には,2信号(加振力と応答変位,応答速度又は
応答加速度)間の伝達関数(5)を求めることができる伝達関数解析装置を用いる。
注(5) 伝達関数には,コンプライアンスFX,モビリティFV,又はイナータンスFAを用いる。
5
G 0602-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 試験片
5.1
標準試験片 標準試験片は,次による。
(1) 標準試験片は,制振鋼板素材から切り出した短冊形のものを用いる。機械加工によって所定の寸法に
仕上げ,試験片の端面及び側面の形状は長方形とする。
備考 標準試験片の切断面は,滑らかで,かつ,平面を保ち,2枚の鋼板の接触ずれ,はがれ,ばり,
樹脂のはみ出しなどがあってはならない。
(2) 標準試験片の幅は,原則として10〜25mmとする。長さは,いずれの幅においても,原則として中央
支持,つり下げ及び単純支持の場合には,250mmとする。片端固定の場合には,220mmにつかみし
ろを加えた長さとする。厚さは,0.8〜3.2mmとする。
5.2
標準試験片以外の試験片 5.1(2)に規定した寸法以外の試験片を用いる場合には,寸法(6)及び加工精
度は,受渡当事者間の協定による。
注(6) ねじり振動の発生を抑制できる寸法であること。
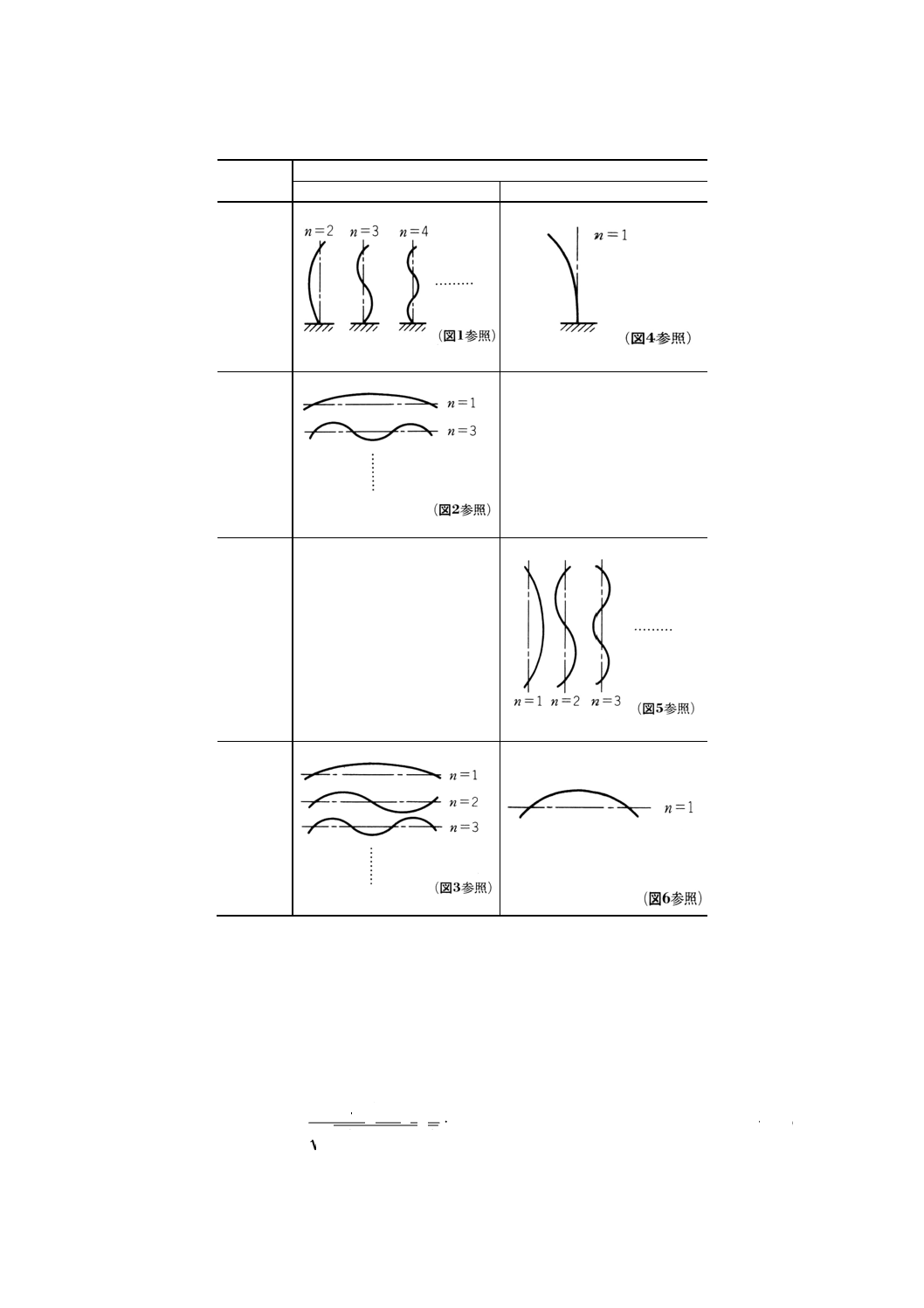
6. 測定 損失係数の測定は,表1,表2及び図1〜6に示した各種の方法又はそれらを組み合わせた方法
で行うことができる。
(1) 振動モード
(1.1) 単純支持(7)及び中央支持(8)の場合には,いずれも試験片の振動モードは,両端自由はりの曲げ振動
を利用し,表2の単純支持欄に記載の振動モードで行う。
(1.2) 片端固定(9)の場合には,片持ちはりの曲げ振動を利用し,表2の片端固定欄に記載の振動モードで
行う。
注(7) 単純支持では,ナイフエッジ又は2本の細い糸で振動の節(ふし)を水平に支持する。
(8) 中央支持では,左右のバランスを保ち,正確に中央部を支持する。
(9) 片端固定の打撃加振法では,試験片固定台としてバイスなどを用い,固定端が振動しないよう
に注意する。
(2) 測定温度
(2.1) 損失係数の測定は,材料の使用温度を考慮し,受渡当事者間で取り決めた所定の温度で行う。
(2.2) 損失係数測定時の温度精度は,±1℃とし,試験片全体が所定の温度に到達するまで長時間保持した
後,測定を行う。
6
G 0602-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 各試験方法における試験片の振動モードと次数
試験片の
保持方式
試験片の加振方法
定常加振法
打撃加振法
片端固定
中央支持
−
つり下げ
−
単純支持
7. 損失係数の算出
7.1
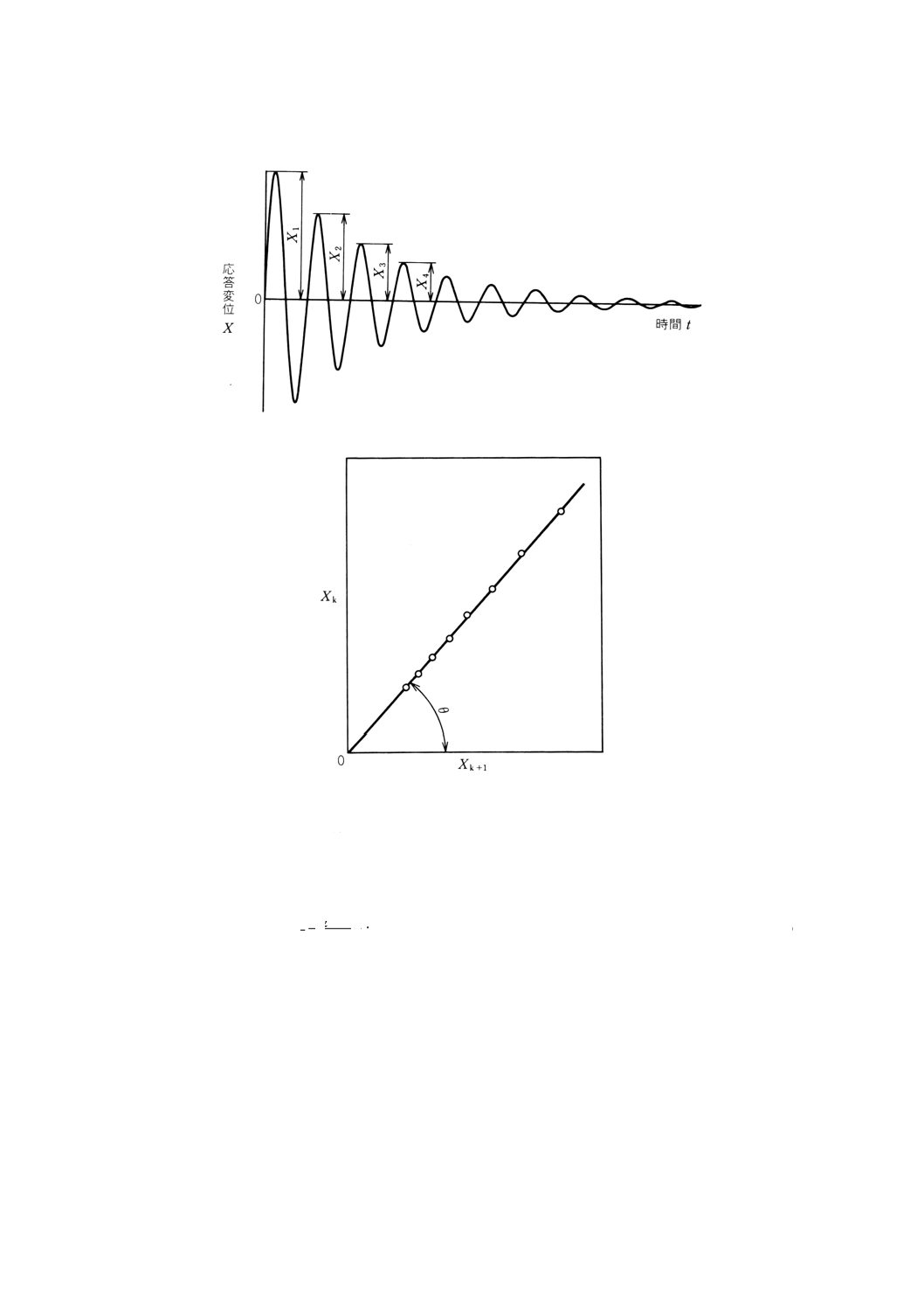
減衰法 減衰法による損失係数の算出は,図7及び図8に従って次のように行う。図7に示す減衰
自由振動波形において,応答変位の極大値X1,X2,……,Xnを読み取り,横軸にXk+1,縦軸にXkをとっ
て図示すれば,図8のプロット(○印)のようになる。この場合,応答変位の代わりに応答速度を用いて
もよい。
原点を通り各点を結ぶ直線の傾き角θから式(1)によって損失係数ηを求める。
(
)
()
(
)
[
]2
2
tan
ln
2
tan
ln
2
θ
π
θ
η
+
=
······························································· (1)
7
G 0602-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7 減衰自由振動波形
図8 Xk+1とXkの関係
7.2
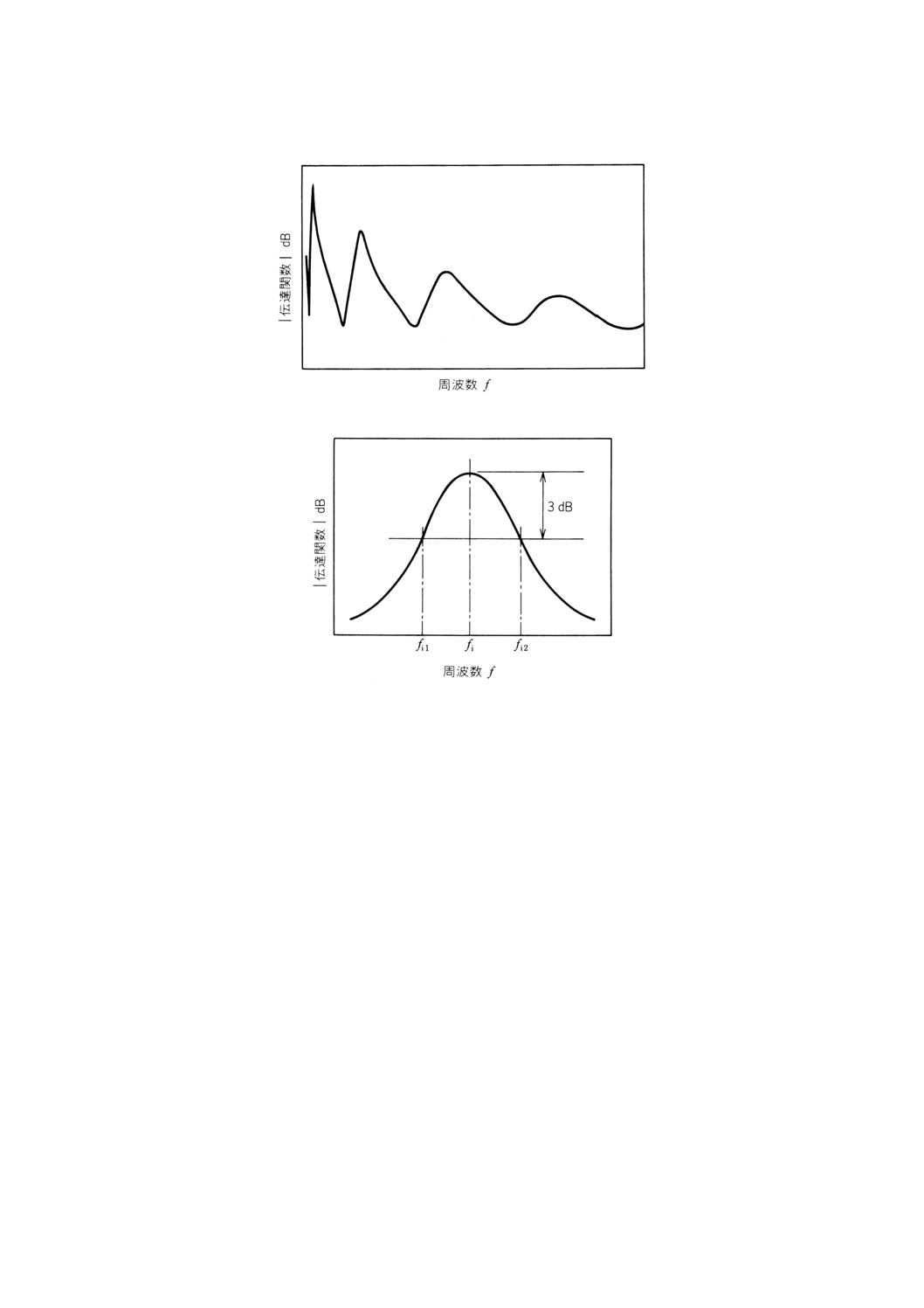
半値幅法 半値幅法による損失係数の算出は,図9及び図10に従って次のように行う。打撃加振法
又は定常加振法によって得られた加振力Fと,応答速度V,応答加速度A又は応答変位Xから,図9に示
すような伝達関数の周波数応答曲線を求める。図9の任意の共振ピークにおいて,図10に示すようなi
次の共振周波数fiと,伝達関数の絶対値が最大値より3dB下がった点での周波数fi1,fi2を読み取り,式(2)
によって損失係数ηを求める。
i
i
i
f
f
f
1
2−
=
η
·············································································· (2)
8
G 0602-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図9 伝達関数の周波数応答曲線
図10 伝達関数における共振ピークの半値幅
8. 報告 損失係数の測定結果の報告書には,次の事項を記録する。
(1) 試験片寸法 試験片の厚さ,鋼板及び樹脂膜の厚さ,試験片の幅及び長さ
(2) 試験方法及び試験条件 加振方法,保持方式,損失係数の算出方法及び試験片の数
(3) 試験片温度
(4) 損失係数測定値 損失係数及び共振周波数を次数ごとに記載する。
(5) その他 樹脂の種類,損失係数の温度依存性など,必要に応じて記載する。
9
G 0602-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS原案作成委員会
制振鋼板振動減衰特性試験方法委員会 構成表
氏名
所属
(委員長)
○ 杉 本 孝 一
関西大学工学部
(幹事)
○ 佐 治 重 興
大阪大学工学部
(委員)
中 山 豊
大阪府立大学工学部
亀 井 清
関西大学工学部
○ 岩 壺 卓 三
神戸大学工学部
○ 背 戸 一 登
防衛大学校工学部
○ 北 嶋 弘 一
関西大学工学部
○ 横 井 雅 之
大阪産業大学短期大学部
高 田 省 一
東京都立工業技術センター
服 部 幹 雄
工業技術院
井 上 茂
財団法人日本自動車研究所
金 沢 純 一
財団法人小林理学研究所
二 瓶 正 俊
社団法人日本鉄鋼協会
黒 木 勝 也
財団法人日本規格協会
○ 田 中 俊 光
株式会社神戸製鋼所
松 本 周 三
シマノ株式会社
○ 中 川 敬 三
三菱重工株式会社
谷 岡 彰
マツダ株式会社
柳 谷 彰 彦
山陽特殊製鋼株式会社
古 田 修
愛知製鋼株式会社
○ 松 尾 國 彦
株式会社栗本鉄工所
百 瀬 健一郎
株式会社東芝
○ 石 川 正 臣
松下インターテクノ株式会社
○ 遠 藤 紘
新日本製鐵株式会社
菅 原 浩
日産自動車株式会社
松 下 修 己
株式会社日立製作所
成 瀬 義 弘
川崎製鉄株式会社
山 田 武 海
NKK
塩 田 俊 明
住友金属工業株式会社
岡 田 健
株式会社エス・アイ・テクノロジー
岡 村 宏
三菱自動車工業株式会社
山 口 道 征
株式会社ブリヂストン
(原案作成協力者) ○ 大 門 静史郎
松下インターテクノ株式会社
○ 上 田 泰
株式会社栗本鉄工所
(事務局)
守 安 禎四郎
財団法人大阪科学技術センター付属ニューマテリアルセンター
脇 坂 啓 司
財団法人大阪科学技術センター付属ニューマテリアルセンター
○印の委員は,ワーキンググループ委員を兼ねる。