5
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
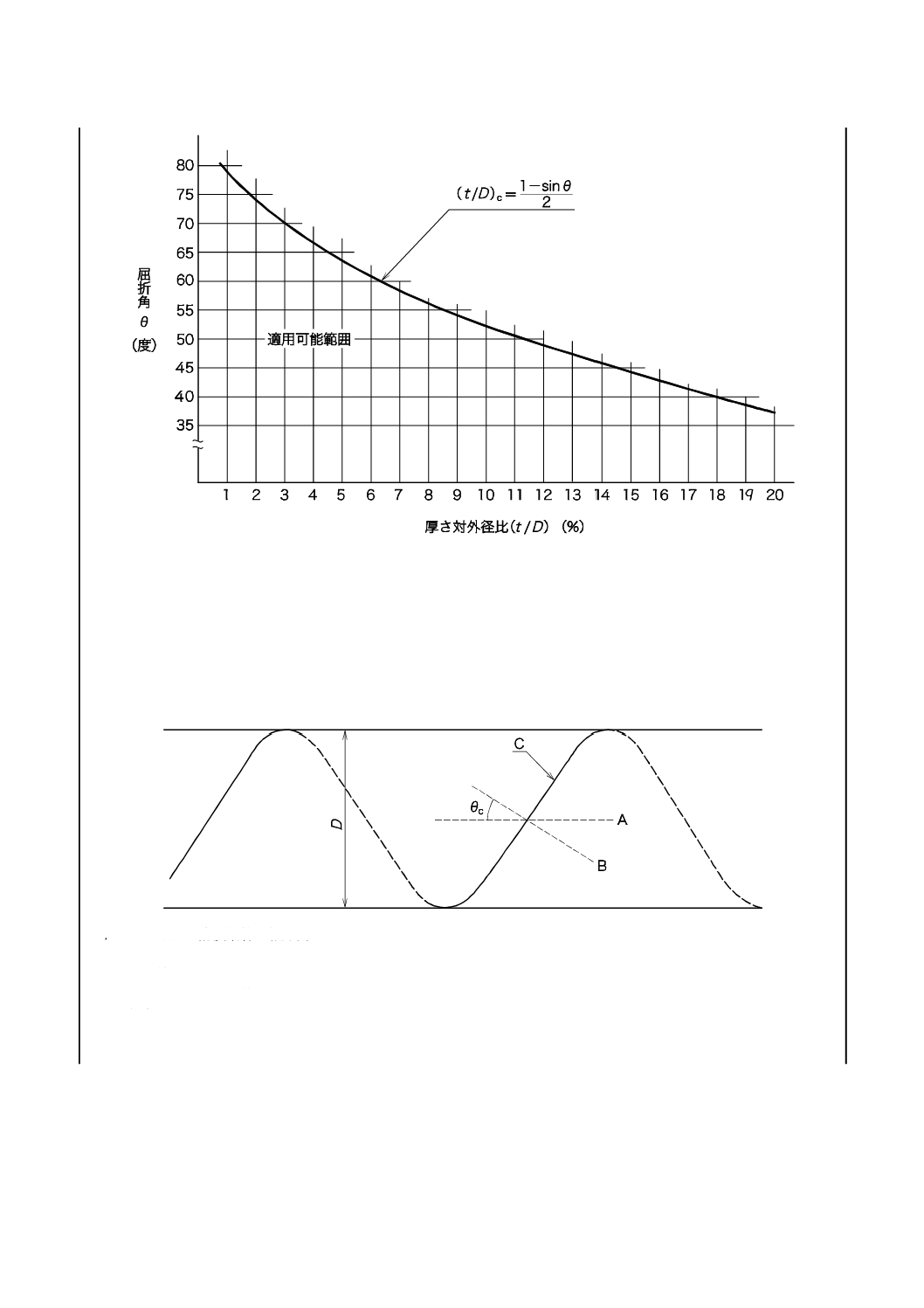
t
厚さ
D
外径
(t/D)c 限界の厚さ対外径比
θ
屈折角
図1−屈折角と厚さ対外径比との関係
A スパイラル溶接鋼管の軸方向
B 探触子の方向(溶接線及び直角)
C 溶接線
D スパイラル溶接鋼管の外径
θc 偏角
図2−スパイラル溶接鋼管の軸方向と探触子の方向(溶接線と直角)との偏角θc
G 0584:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 一般要求事項 ··················································································································· 2
4.1 検査の時期 ··················································································································· 2
4.2 鋼管の性状 ··················································································································· 2
4.3 検査技術者 ··················································································································· 2
5 探傷装置 ························································································································· 3
5.1 構成 ···························································································································· 3
5.2 探傷器 ························································································································· 3
5.3 探触子 ························································································································· 3
5.4 送り装置及び溶接線追従装置···························································································· 4
5.5 自動警報装置,マーキング装置及び記録装置 ······································································· 4
6 探傷方法 ························································································································· 6
6.1 一般 ···························································································································· 6
6.2 カバー率及び試験速度 ···································································································· 6
6.3 探傷方向 ······················································································································ 6
6.4 手動探傷 ······················································································································ 6
7 人工きず ························································································································· 7
7.1 一般 ···························································································································· 7
7.2 人工きずの寸法及び寸法許容差························································································· 8
7.3 人工きずの確認 ············································································································· 9
7.4 許容レベル及び区分に対応する人工きず寸法 ······································································· 9
8 装置の感度調整及び感度の確認 ·························································································· 10
8.1 一般 ··························································································································· 10
8.2 感度及び警報レベルの調整······························································································ 10
8.3 感度の確認 ·················································································································· 10
9 結果の判定 ····················································································································· 11
9.1 結果の判定 ·················································································································· 11
9.2 嫌疑材の処置 ··············································································································· 11
10 検査報告 ······················································································································ 11
附属書A(規定)嫌疑部分の手動超音波探傷検査方法································································· 13
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 14
G 0584:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鉄鋼連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 0584:2004は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 0584:2014
アーク溶接鋼管の超音波探傷検査方法
Ultrasonic examination for arc welded steel pipes
序文
この規格は,2011年に第1版として発行されたISO 10893-11を基とし,技術的内容を変更して作成した
日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,内外両面を長手方向又はスパイラル状に自動アーク溶接法によって製造した,外径350 mm
以上,かつ,厚さ6 mm以上の炭素鋼管及びフェライト系合金鋼管(以下,鋼管という。)の溶接部の,自
動又は手動による超音波探傷検査方法について規定する。通常,溶接線に平行な方向のきず検査に適用す
る。
注記1 溶接線に直角方向のきずの探傷については,通常,受渡当事者間の協定によって適用される。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 10893-11:2011,Non-destructive testing of steel tubes−Part 11: Automated ultrasonic testing of
the weld seam of welded steel tubes for the detection of longitudinal and/or transverse
imperfections(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0202 鉄鋼用語(試験)
JIS G 0203 鉄鋼用語(製品及び品質)
JIS G 0431 鉄鋼製品の雇用主による非破壊試験技術者の資格付与
注記 対応国際規格:ISO/FDIS 11484.2:2008,Steel products−Employer's qualification system for
non-destructive testing (NDT) personnel(MOD)
JIS Z 2300 非破壊試験用語
JIS Z 2305 非破壊試験技術者の資格及び認証
注記 対応国際規格:ISO 9712:2012,Non-destructive testing−Qualification and certification of NDT
personnel(MOD)
2
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 2352 超音波探傷装置の性能測定方法
JIS Z 3104 鋼溶接継手の放射線透過試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS G 0202,JIS G 0203及びJIS Z 2300によるほか,次による。
3.1
人工きず(reference standard)
非破壊試験の装置の感度調整,警報レベルの設定及び感度の確認に用いる人工的に作成したきず(ドリ
ル穴,角溝など)。
注記 基準感度(所定の人工きずからのエコー高さ)を基に合否限界レベル(エコー高さの100 %,
エコー高さの1/3など)を決めたものを,判定レベルという。警報レベルは, 実際の人工きず
から得られる信号を基に判定レベルに基づきゲート装置によって設定する検出レベルであり,
判定レベル(合否限界レベル)以上のきず信号を確実に検出する必要があるため,通常,判定
レベルより低いレベルに設定する。
3.2
対比試験片(reference sample)
人工きずを含んだ鋼管又はその一部からなる供試材。
注記 ISO 10893-11では,“対比試験鋼管(reference tube)”の用語を対比試験片も含んだ意味で用い
ている。
3.3
製造業者(manufacturer)
関連する規格に従って製品を製造し,供給する製品が,関連する規格の全ての適用される規定に従って
いることを宣言する組織。
3.4
マーキング装置
きず信号の高さが警報レベルを超えたとき,被検査材の信号発生部分を塗料などで識別する装置。
3.5
自動警報装置
きず信号の高さが警報レベルを超えたとき,光又は音で警報を出す装置。
4
一般要求事項
4.1
検査の時期
製品規格の規定又は受渡当事者間の協定のない限り,この規格で規定する超音波探傷検査は,全ての主
要な製造工程(例えば,熱間仕上げ,冷間仕上げ,熱処理など超音波特性又は鋼管の形状を変える工程)
が終わった後に行わなければならない。
4.2
鋼管の性状
有効な検査ができるように,鋼管は,探傷に影響を与えるような曲がりがあってはならない。鋼管の表
面は,検査の障害となるような異物などが付着していてはならない。
4.3
検査技術者
この検査は,JIS G 0431,JIS Z 2305又はこれらと同等の資格を付与され,訓練された検査技術者によ
3
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
って行わなければならない。また,製造業者によって指名された力量のある検査技術者によって監督され
なければならない。
雇用主によって与えられる検査技術者への検査実施の許可は,文書化された手順に従ったものでなけれ
ばならない。非破壊検査手順は,雇用主によって承認された非破壊試験技術者によって承認されなければ
ならない。非破壊検査手順を承認する非破壊試験技術者は,レベル3の資格をもっていることが望ましい。
注記 JIS G 0431及びJIS Z 2305の中では,非破壊試験技術者の資格レベルとしてレベル1,レベル
2及びレベル3を規定している。
5
探傷装置
5.1
構成
自動探傷における探傷装置は,探傷器及び探触子のほか,送り装置,溶接線追従装置,自動警報装置,
及びマーキング装置又は記録装置を含めて構成する。
手動探傷の場合は,探傷器及び探触子で構成する。
5.2
探傷器
探傷器は,パルス反射式とし,空調された室内に格納されている自動探傷用探傷器は3年以内に1回,
その他の自動探傷用探傷器及び手動探傷用探傷器は1年以内に1回定期点検を行い,次の性能を保持する
ものとする。
なお,探傷器は,自動感度制御装置又は音響結合装置をもつことが望ましい。
a) 自動探傷用探傷器
探傷器の増幅直線性は,JIS Z 2352の箇条6(性能測定方法)によって標準試験片,対比試験片などの
底面エコー又は電気的擬似信号を適切なレベルに設定し,このときの感度及びこの感度から−6 dB,−12
dBの各点で測定し,理論値を基準とし,理論値及び測定値の正負のそれぞれの最大誤差を求める。この正
及び負の最大誤差の和は,8 %以下とする。
b) 手動探傷用探傷器
探傷器の増幅直線性及び遠距離分解能は,次による。
1) 増幅直線性は,使用する公称周波数においてa) と同様に測定し,正及び負の最大誤差の和は,8 %
以下とする。
2) 遠距離分解能は,使用する公称周波数においてJIS Z 2352の6.3(垂直探傷における分解能)によ
ってRB-RA形対比試験片を用いて測定し,9 mm以下,又はJIS Z 2352の6.4(斜角探傷における
分解能)によってRB-RD形対比試験片を用いて測定し,7 mm以下とする。
5.3
探触子
5.3.1
探触子の性能
探触子の性能は,対比試験片の人工きずが明瞭に検出できなければならない。
5.3.2
振動子の寸法
振動子の寸法は,次による。
a) 溶接線に平行な方向のきずの探傷に使用する,斜角探触子の寸法,及び垂直探触子を用いて水浸法で
斜角探傷を行う場合の振動子の寸法は,溶接線に平行な方向の長さが25 mm以下とする。フェーズド
アレイ探触子を使用して管軸方向にリニア走査する場合のみかけの管軸方向の振動子寸法は,7.2に規
定する角溝の最大長さ又は35 mmのいずれか小さい方の寸法以下とする。
b) 溶接線の直角方向きずの探傷に使用する,斜角探触子の寸法,及び垂直探触子を用いて水浸法で斜角
4
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
探傷を行う場合の振動子の寸法は,溶接線に直角方向の長さが25 mm以下とする。
5.3.3
周波数
振動子の周波数は,1 MHz〜5 MHzの範囲とし,試験対象の鋼管の超音波特性,厚さ及び表面性状によ
って製造業者が選択する。
5.3.4
屈折角
屈折角は,次による。
a) 長手溶接鋼管
1) 斜角探触子の屈折角は,一般に図1の (t/D)c曲線を超えない40°〜70°の範囲で対比試験片の人工
きずを明瞭に検出できる角度とする。
2) 垂直探触子を用いて斜角探傷を行う場合の屈折角は,図1を参考に,鋼管への入射ビームの屈折角
が一般に40°〜70°の範囲で対比試験片の人工きずを明瞭に検出するように調整する。
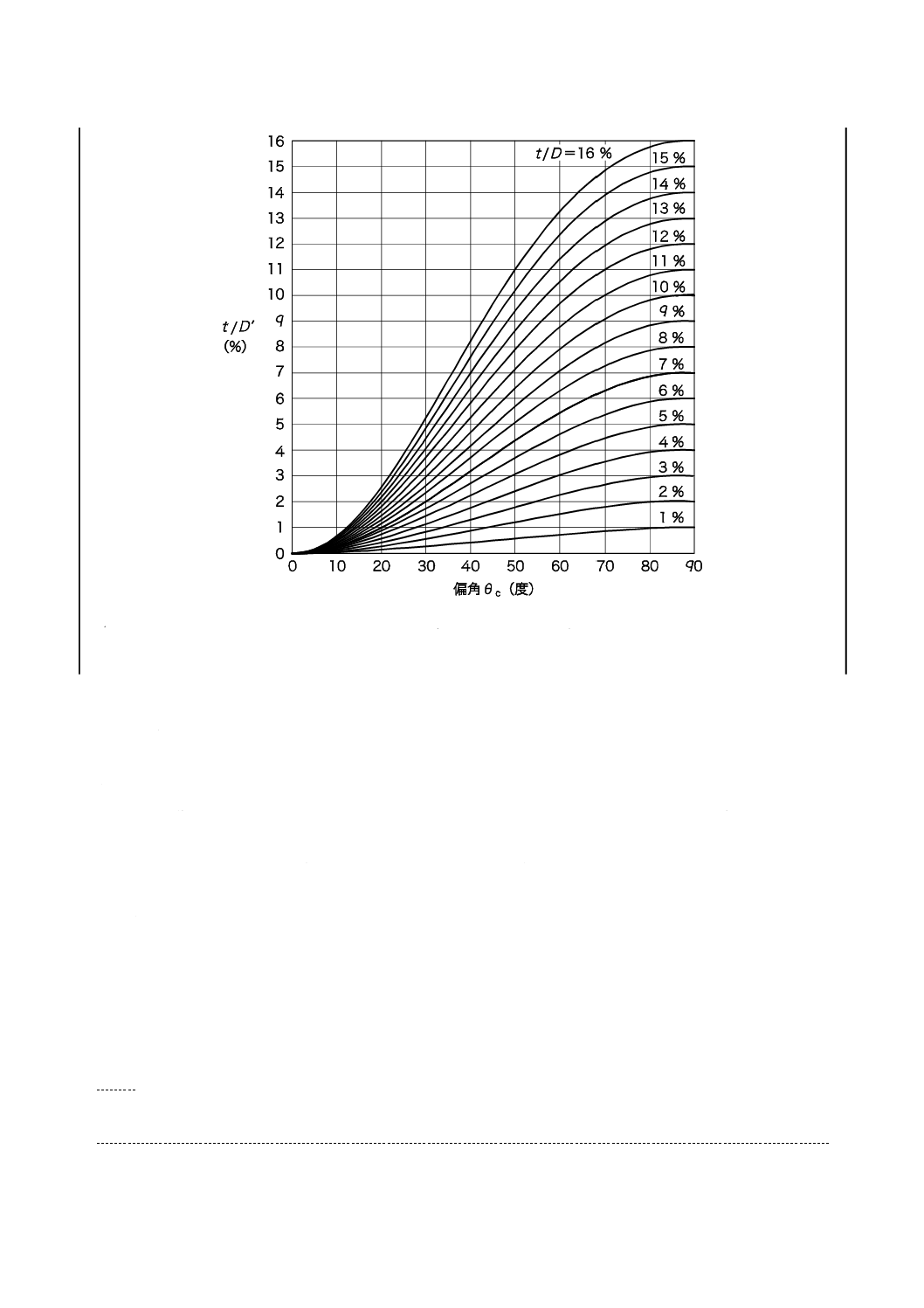
b) スパイラル溶接鋼管 斜角探触子の屈折角は,鋼管の厚さt,外径D及び鋼管の軸方向と探触子の方
向(溶接線に直角)との偏角(θc,図2参照)から,図3を用いてt/D'を求め,図1のt/Dとし,(t/D)c
曲線を超えない,一般に40°〜70°の範囲で,対比試験片の人工きずを明瞭に検出できる探触子を選
定する。
5.4
送り装置及び溶接線追従装置
送り装置及び溶接線追従装置は,探傷作業上十分な性能をもつものとする。
5.5
自動警報装置,マーキング装置及び記録装置
自動警報装置,マーキング装置及び記録装置は,判定システムと組み合わせ,合否を識別する十分な性
能をもつものとする。
5
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
t
厚さ
D
外径
(t/D)c 限界の厚さ対外径比
θ
屈折角
図1−屈折角と厚さ対外径比との関係
A スパイラル溶接鋼管の軸方向
B 探触子の方向(溶接線及び直角)
C 溶接線
D スパイラル溶接鋼管の外径
θc 偏角
図2−スパイラル溶接鋼管の軸方向と探触子の方向(溶接線と直角)との偏角θc
6
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D':探傷方向断面のみかけ上の外径(t/D' については,JIS Z 3060を参照)。
図3−偏角θcとt/Dとからt/D' を求める線図
6
探傷方法
6.1
一般
鋼管は,溶接線に平行な方向及び/又は直角方向のきずを検出するために,斜角探傷法を用いて検査を
行う。
なお,探傷形式は,水浸法,ギャップ法又は直接接触法とする。また,接触媒質は,通常,水とする。
6.2
カバー率及び試験速度
溶接部を全長にわたって探傷しなければならない。自動探傷の場合,試験中の探触子の相対速度は,±
10 %以上変化してはならない。
注記 自動探傷の場合,鋼管の両端については,試験できない短い部分が存在する。製造業者の任意
で,この規格の6.4,JIS Z 3104,ISO 10893-6又はISO 10893-7に規定する放射線透過試験によ
って検査をすることができる。
6.3
探傷方向
受渡当事者間の協定のない限り,試験中,鋼管の溶接部は,二つの反対方向の超音波ビームで探傷され
なければならない。
6.4
手動探傷
手動探傷で溶接部の検査を行う場合は,6.1,6.2及び6.3の規定に加えて,鋼管の被検査部分に十分超音
波ビームが照射するように,必要に応じて前後走査しなければならない。ジグザグ走査を行うとき,溶接
線に平行な方向の移動ピッチは,振動子幅の90 %以下とする。
7
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
振動子の周波数は,1 MHz〜5 MHzのものを使用する。
被検査部位の全厚さをカバーするために行うジグザグ走査において,見落としを防ぐために,探傷の厚
さ部位を分割して(例えば,外面側及び内面側),それぞれ別に実施してもよい。
装置の感度調整及び感度の確認に関する事項は,8.2及び8.3の対応する規定による。
7
人工きず
7.1
一般
人工きずの一般事項は,次による。
a) 非破壊試験装置の感度調整のための適切な人工きずを規定する。
注記 これらの人工きずの寸法は,装置によって検知できるきずの最小サイズと考えるべきではな
い。
b) 溶接線に平行な方向のきず探傷に対しては,装置は,溶接部近傍の母材部の四つの溶接線に平行な方
向の角溝(外表面に二つ,内表面に二つ)及び/又は溶接部中心に位置するドリル穴を用いて感度調
整をしなければならない(図4参照)。
受渡当事者間の協定によって,代替法として,装置は,溶接部に位置する内面及び外面角溝を用い
て感度調整をしてもよい。この場合,角溝の深さは,溶接部近傍の母材部の角溝から得られる信号と
同程度となるものを受渡当事者間で協定する。
溶接線に直角方向のきず探傷を行う場合には,装置は,溶接部に直角な方向の二つの角溝(外表面
に一つ,内表面に一つ)及び/又は溶接部中心に位置するドリル穴を用いて感度調整をしなければな
らない。
7.4.2の区分を適用する場合,角溝か,ドリル穴を用いるかの選択は,製造業者の任意による。
c) 対比試験片は,検査する鋼管と同じ公称寸法及び表面状態,並びに同等の材質,熱処理状態(例えば,
圧延まま,焼ならし,焼入焼戻しなど)及び音響特性(例えば,音速,減衰係数など)をもつもので
なければならない。製造業者は,鋼管本体の曲面に沿わない鋼管の内面及び外面の溶接ビードを除去
してもよい。
d) 外面角溝,内面角溝及びドリル穴は,明確に識別できる信号を得るために,対比試験片の管端及び他
の人工きずから十分離れていなければならない。
8
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
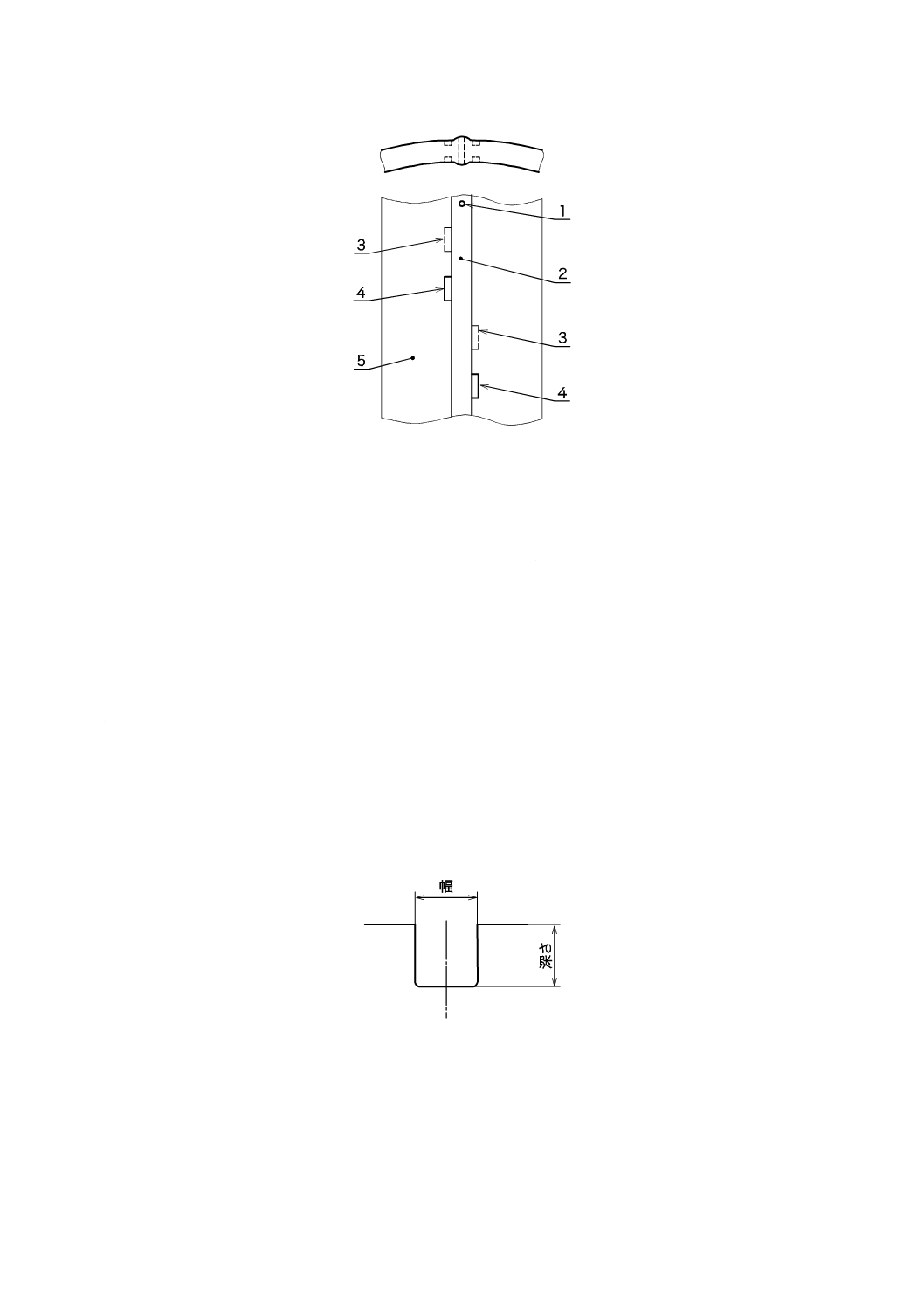
1 ドリル穴
2 サブマージアーク溶接部
3 溶接線に平行な方向の内面角溝
4 溶接線に平行な方向の外面角溝
5 対比試験片
図4−対比試験片の人工きず配置図
7.2
人工きずの寸法及び寸法許容差
7.2.1
角溝
7.2.1.1
一般
角溝の一般事項は,次による。
a) 角溝は,図5に示す形状とし,溶接線に平行な方向の角溝の場合は,溶接線に平行な方向に,また,
溶接線に直角な方向の角溝の場合は,溶接線に直角に加工しなければならない。角溝の側面は,ほぼ
平行で,底部は,側面に対してほぼ直角でなければならない。
b) 角溝は,機械加工,放電加工又は他の方法で加工する。
注記 底部及び底部の角は,丸みがあってもよい。
図5−角溝
7.2.1.2
角溝の寸法
角溝の寸法は,次による。
a) 幅(図5参照)
9
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
角溝の幅は,1.5 mm以下とし,深さの2倍以下にするのが望ましい。
b) 深さ(図5参照)
それぞれの許容レベル及び区分の角溝の深さは,7.4による。ただし,次の条件を満足しなければな
らない。また,最小深さ及び最大深さは,それぞれの表の規定による。
深さの許容差は,角溝深さの±15 %(最小値は,±0.05 mm)とする。
なお,深さの許容差の下限(マイナス側)については,製造業者の責任において拡大してもよい。
c) 長さ
製品規格の規定又は受渡当事者間の協定のない限り,溶接線に平行な方向のきず探傷の場合の角溝の長
さは,一つの振動子又はフェーズドアレイ探触子の一つのみかけの振動子幅より大きくなければならない。
人工きずの最大長さは,探傷方向によらず50 mmとする。
7.2.2
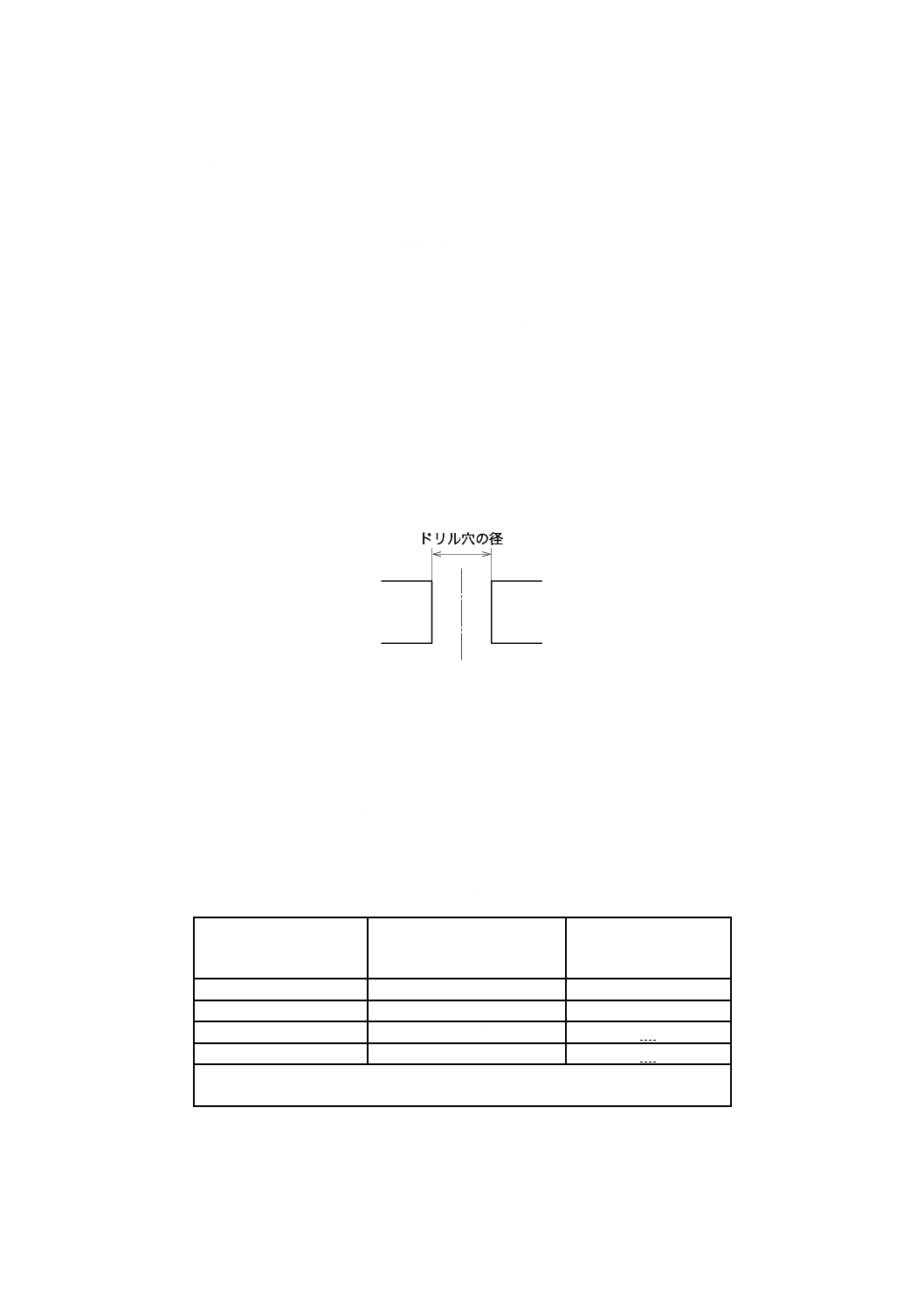
ドリル穴
ドリル穴は,図6に示す形状とし,それぞれの許容レベルに対応するドリル穴の径は,7.4に規定する値
を超えてはならない。ただし,表3の区分を適用する場合は,±0.2 mmの許容差を用いてもよい。ドリル
穴は,機械加工,放電加工又は他の方法で加工する。
図6−ドリル穴
7.3
人工きずの確認
人工きずの寸法・形状は,7.2及び7.4で規定する値であることを適切な方法によって確認する。
7.4
許容レベル及び区分に対応する人工きず寸法
7.4.1
角溝の許容レベルU2〜U5及びドリル穴の許容レベルU2H〜U4H
許容レベルU2〜U5の人工きずは,角溝とし,その寸法は,表1による。
表1−許容レベル及び対応する角溝深さ
許容レベル
角溝深さ
(公称厚さに対する比)
%
最小溝深さ
mm
U2
5 a)
0.3
U3
10 a)
0.3
U4
12.5 a)
0.5
U5
15.0 a)
0.5
注記 許容レベルは,ISO 10893-11に規定されている判定レベルである。
注a) 最大深さは,1.5 mmとする。
許容レベルU2H〜U4Hの人工きずは,ドリル穴とし,その寸法は,表2による。
10
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−許容レベル及び対応するドリル穴径
許容レベル
最大ドリル穴径
mm
U2H
1.6
U3H
3.2
U4H
4.0
注記 許容レベルは,ISO 10893-11に規定されている判定レベルである。
7.4.2
区分UX〜UZに対応する人工きず
区分UX〜UZが指定された場合の人工きず寸法は,表3に示す値とする。
表3−区分及び判定レベル
区分
人工きず種類
人工きず寸法a)
判定レベル
UX
ドリル穴
1.6 mm
エコー高さ
角溝
5 % b)
エコー高さ
ドリル穴
3.2 mm
エコー高さの1/3
角溝
10 % b)
エコー高さの1/3
UY
ドリル穴
3.2 mm
エコー高さ
角溝
10 % b)
エコー高さ
UZ
ドリル穴
4.0 mm
エコー高さ
角溝
12.5 % b)
エコー高さ
角溝の最小深さ及び最大深さは,規定しない。
注a) 人工きず寸法は,ドリル穴に対してはその直径を示し,角溝に対してはそ
の深さを公称厚さに対する比率で示す。
b) 公称厚さ13 mm以下の鋼管には適用しない。
8
装置の感度調整及び感度の確認
8.1
一般
それぞれの探傷作業の開始時に,装置は,人工きずから常に明瞭な信号が得られるように感度調整しな
ければならない。装置の警報レベルを設定するのに,これらの信号を用いる。
8.2
感度及び警報レベルの調整
感度及び警報レベルの調整は,次による。
a) 一つの警報レベルを用いる場合には,内外面の人工きずからの信号レベルが,できる限り同じになる
ように調整し,二つの信号レベルの低い方の信号を装置の警報レベルの設定に用いなければならない。
b) 内外面の人工きずに対して,別々の警報レベルを用いる場合には,それぞれの人工きずからの信号を,
装置の警報レベルの設定に用いなければならない。
c) ゲートの位置及び幅は,鋼管の全溶接部を試験するように設定しなければならない。
8.3
感度の確認
感度の確認は,次による。
a) 感度の確認は,同じ公称外径,公称厚さ及び種類の鋼管のオンライン試験中に,対比試験片を装置に
通過させ,定期的に確認しなければならない。
感度の確認は,少なくとも8時間ごとに行い,更に作業(同一設定条件下での作業)ごと並びに鋼
管の検査作業の開始及び終了時に行う。
11
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,感度の確認は,受渡当事者間の協定によって4時間ごと又は10本ごとのいずれか長い時間ご
とに行ってもよい。
注記1 ISO 10893-11では,感度の確認は,4時間ごとに行うことを要求している。
b) 感度の確認は,対比試験片と探傷装置との相対速度が,鋼管試験時と同じ速度でなければならない。
鋼管試験時と同じ相対速度で感度の確認を行えない場合には,製造業者は,実施する感度の確認の方
法が,感度調整の要求に満足することを示さなければならない。
c) 装置は,使用中に感度調整時に用いたパラメータが変更された場合には,再感度調整をしなければな
らない。
d) 製造中の感度の確認で,感度調整の要求に満足しない場合には,直前の装置の感度調整又は感度の確
認以降に試験をした全ての鋼管は,装置の再感度調整後に,再試験を行わなければならない。
注記2 “感度調整の要求に満足する”とは,鋼管試験時と同じ相対速度の状態で,規定の人工き
ずからの信号によって正常に警報が作動し,マーキング又は選別ができることをいう。
9
結果の判定
9.1
結果の判定
結果の判定は,次による。
a) 警報レベル以上の信号を発しない鋼管は,試験を合格したとみなす。
b) 警報レベル以上の信号を発した鋼管は,嫌疑材とするか,製造業者の判断で再検査をしてもよい。再
検査において,信号が警報レベルより低い場合は,その鋼管を合格したものとみなし,警報レベル以
上の信号を発した鋼管は,嫌疑材とする。
注記 ISO 10893-11では,警報レベルを超える信号を発した鋼管は,2回の再検査で合格になった
場合だけ,その鋼管を合格とみなすこととしている。
9.2
嫌疑材の処置
嫌疑材は,製品規格の規定のない限り,次の一つ又はそれ以上の処置を行わなければならない。
a) 嫌疑部分が溶接きず以外の原因,例えば,ビードエコーなどによる妨害エコーかどうかを確認するた
め,自動探傷の場合は,1) 又は2),手動探傷の場合は,2) に適合する場合は,合格とする。
1) 嫌疑部分を附属書Aによって手動探傷し,妨害エコーと判定されたとき。
2) 嫌疑部分をJIS Z 3104によって,像質区分A級で放射線透過試験を行い,次のいずれかに適合した
とき。
− 区分UXについては,JIS Z 3104の附属書4(透過写真によるきずの像の分類方法)におけ
るきずの分類が1類又は2類。
− 区分UY及びUZについては,JIS Z 3104の附属書4におけるきずの分類が1類,2類又は3
類。
嫌疑部分を,受渡当事者間の協定によって,もとの検査と同等以上の他の非破壊試験方法(NDT方
法),試験方法(NDT技法)及び許容レベルで検査をしてもよい。
b) 嫌疑部分を切り捨てる。
c) 鋼管を不合格とする。
10 検査報告
注文者の指定がある場合には,製造業者は,次の中から必要事項を選択し,検査報告書を注文者に提出
12
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
しなければならない。
a) この規格によって検査した旨の表示
b) 検査年月日
c) 検査技術者
d) 鋼管の種類の記号及び寸法
e) 探傷器の形式
f)
公称周波数
g) 探触子の種類の記号
h) 探傷形式(水浸法,ギャップ法,直接接触法の別)
i)
許容レベル又は区分,及び使用対比試験片1)
j)
接触媒質
k) 検査結果
l)
受渡当事者間の協定などによったこと
注1) 人工きず種類を表す記号として,次を用いてもよい。
ドリル穴:D,角溝:N
13
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
嫌疑部分の手動超音波探傷検査方法
A.1 嫌疑部分
必要に応じて,手動で行う場合は,自動超音波探傷試験において嫌疑ありとみなされた鋼管の嫌疑部分
については,A.2の制約条件の下,当初の自動探傷と同じ,探傷感度(人工きず深さ)及び適用した一般
的な探傷条件で,嫌疑部分の全体を探傷しなければならない。
A.2 手動超音波探傷試験の制約条件
嫌疑部分の手動超音波探傷の適用時の制約条件を,次に示す。
a) 手動超音波探傷で使用される振動子の大きさ及び鋼中のビーム屈折角は,自動超音波探傷試験に用い
たものと同等程度でなければならない。
b) 走査は,自動超音波探傷試験にて嫌疑材と判断した超音波の方向と同じ方向に伝搬するように行わな
ければならない。
c) 鋼管表面の走査速度は,150 mm/sを超えてはならない。
d) 手動超音波探傷試験で用いる超音波探触子は,直接接触法,ギャップ法又は水浸法のいずれかとする。
探触子が,鋼管表面と適切な間隔を確実に維持するような方法を用いなければならない。例えば,直
接接触法では,探触子の前面にある“保護面(wear face)”は,試験する鋼管の表面の曲面に沿うよう
なものでなければならない。
e) 手動超音波探傷試験に用いる探触子の規定周波数は,自動探傷試験に用いた周波数の±1 MHzを超え
て変えてはならない。
参考文献 JIS Z 3060 鋼溶接部の超音波探傷試験方法
ISO 10893-6,Non-destructive testing of steel tubes−Part 6: Radiographic testing of the weld seam of
welded steel tubes for the detection of imperfections
ISO 10893-7,Non-destructive testing of steel tubes−Part 7: Digital radiographic testing of the weld
seam of welded steel tubes for the detection of imperfections
14
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS G 0584:2014 アーク溶接鋼管の超音波探傷検査方法
ISO 10893-11:2011 Non-destructive testing of steel tubes−Part 11: Automated
ultrasonic testing of the weld seam of welded steel tubes for the detection of
longitudinal and/or transverse imperfections
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
自動アーク溶接法
によって製造した
外径350 mm以上,
厚さ6 mm以上の鋼
管の溶接部に平行
な方向のきずの自
動又は手動による
超音波探傷検査方
法に適用する。
1
自動アーク溶接法及び電
気抵抗溶接法によって製
造した鋼管の,主に溶接
部に平行な方向のきずの
自動探傷検査方法に適用
する。
削除
追加
JISでは自動アーク溶接法によ
って製造した鋼管に限定して
いる。また,手動による探傷検
査を追加した。
電気抵抗溶接法によって製造さ
れた鋼管の超音波探傷検査方法
については,JISでは,JIS G 0582
に規定されている。また,手動探
傷検査は,国内の実態を反映して
追加した。
必要に応じて,手動探傷検査を
ISOに提案することを検討する。
2 引用規
格
3 用語及
び定義
3.1 人工きず
3.2 対比試験片
3.3 製造業者
3.4 マーキング装置
3.5 自動警報装置
3
3.1 人工きず
3.2 対比鋼管
3.3 対比試験片
3.4 鋼管
3.5 溶接管
3.6 電気溶接管
3.7 製造業者
3.8 協定
削除
追加
JISの用語規格で規定されてい
る鋼管などについて削除し,従
来からJISに規定されている
判定レベル及び装置に関する
用語の規定を追加した。
技術的な差異はない。
3
G
0
5
8
4
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4 一般要
求事項
4.1 検査の時期
4.2 鋼管の性状
4.3 検査技術者
4
4.1 検査の時期
4.2 鋼管の性状
4.3 検査技術者
削除
変更
ISO規格では,4.1検査の時期
に冷間拡管工程がある場合は,
その後に検査を行うことを明
記しているが,JISでは,主要
な製造工程で例示する冷間仕
上げに含まれるものであり削
除している。4.3 検査技術者で
は,JISでは,レベル3による
手順書の承認は,推奨事項とし
た。
レベル3による手順書の承認につ
いては,国内の実態を反映したも
のであり,次回のJIS改正時に
ISO規格への整合を図る。
5 探傷装
置
5.1 構成
5.2 探傷器
5.3 探触子
5.4 送り装置及び溶
接線追従装置
5.5 自動警報装置,
マーキング装置及
び記録装置
5.4
5.5
5.6
振動子の寸法及び周波数
並びにマーキング装置な
どの識別機能をもった自
動警報装置を規定。
追加
JISでは,装置性能の規定の詳
細を追加した。
6 探傷方
法
6.1 一般
6.2 カバー率及び試
験速度
6.3 探傷方向
6.4 手動探傷
5
二つの反対方向の超音波
ビームで探傷。
試験中±10 %以上の速度
変化がない。
短い両端の未探傷部分を
手動探傷又は放射線試験
で探傷してよい。
追加
JISでは,探傷形式に水浸法,
ギャップ法又は直接接触法が
あり,接触媒体が通常,水であ
ることを規定している。
従来JISで規定している事項を追
加したが,技術的な差異は軽微で
ある。
3
G
0
5
8
4
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
16
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7 人工き
ず
人工きず(角溝及び
ドリル穴)の溶接線
に対する配置を規
定。
対比試験片の寸法,
材質などを規定。
人工きずの種類,寸
法及び寸法許容差
を規定。
6
人工きず(角溝及びドリ
ル穴)の溶接線に対する
配置を規定。
対比試験片の寸法,材質
などを規定。
人工きずの種類及び寸法
許容差を規定。
追加
JISには,従来JISに規定して
いた人工きずの区分を追加し
ている。
JISの製品規格に人工きずの区分
を引用しているため,JISに人工
きずの区分を追加している。JIS
の製品規格が許容レベルに移行
した時点で,区分の削除を検討す
る。
8 装置の
感度調整
及び感度
の確認
8.1 一般
8.2 感度及び警報レ
ベルの調整
8.3 感度の確認
7
7.1 一般事項
7.2 感度及び警報レベル
の調整
7.3 感度の確認
変更
8.3感度の確認において,ISO
規格では4時間ごととしてい
るが,JISでは,少なくとも8
時間ごととした。
感度の確認頻度については,他の
非破壊検査JISに合わせた。次回
改正時に再検討を行う。
9 結果の
判定
9.1 結果の判定
9.2 嫌疑材の処置
8
8.1 警報レベル以上の信
号を発生しない鋼管を合
格とする。
8.2 警報レベル以上の信
号を発した鋼管を嫌疑材
とする。
8.3 嫌疑材の処置
追加
削除
9.1 ISO規格では,警報レベ
ルを超える信号を発した鋼管
は,2回の再検査で合格になっ
た場合だけ,その鋼管を合格と
みなすこととしているが,JIS
では1回で合格としている。
9.2 JISでは,妨害エコーの判
定の方法の詳細について追加
した。
また,ISO規格にある嫌疑部分
を研削などによって手入れを
して再探傷する処置方法を削
除した。
技術的な差異は,軽微であるが,
今後ISOへの提案を検討する。
10 検査報
告
検査報告事項を規
定
9
検査報告事項を規定
変更
ISO規格では,全ての事項を報
告するように規定されている
が,JISでは必要事項を選択す
るものとしている。
技術的な差異は,軽微である。
3
G
0
5
8
4
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
17
G 0584:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
附属書A
(規定)
附属書A
削除
JISでは,管端部の未探傷部分
の記載を削除。
管端部の未探傷部分の検査は,6.4
の手動探傷でカバーされており,
重複を避けた。特に,技術的な差
異はない。
JISと国際規格との対応の程度の全体評価:ISO 10893-11:2011,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
3
G
0
5
8
4
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。