G 0581 : 1999 (ISO 5579 : 1998)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS G 0581 : 1984は改正され,この規格に置き換えられる。
今回の改正では,日本工業規格と国際規格 (ISO 5579, Non-destructive testing−Radiographic examination of
metallic materials by X‐and gamma rays−Basic rules) との対比及び整合化を実施し,改正案として作成した
ものである。
JIS G 0581 : 1999には,次の附属書がある。
附属書(規定) 透過写真によるきずの像の分類方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 0581 : 1999
(ISO 5579 : 1998)
鋳鋼品の放射線透過試験方法
Methods of radiographic examination
for steel castings
序文 この規格は,1998年に提案されたISO 5579,Non-destructive testing−Radiographic examination of
metallic materials by X‐and gamma rays−Basic rulesを元に,対応する部分については対応国際規格を翻訳
し,技術的内容を変更することなく作成した日本工業規格であるが,従来のJIS G 0581にあって,対応国
際規格にない規格項目を日本工業規格として追加した。
1. 適用範囲 この規格は,鋳鋼品のX線又はγ線によるきずの検出を目的とした,工業用X線フィルム
を用いた直接撮影法による,放射線透過試験方法について規定する。
備考1. 放射線透過試験を行う場合は,“労働安全衛生法”,“放射性同位元素等による放射線障害の
防止に関する法律”などを順守し,放射線による被ばくの防止に十分注意する必要がある。
2. この規格の国際対応規格を,次に示す。
ISO 5579, Non-destructive testing−Radiographic examination of metallic materials by X‐and
gammarays−Basic rules
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の一部を構成する。こ
れらの引用規格は,その最新版を適用する。
JIS K 7627 工業用X線写真フィルム−第1部:工業用X線写真フィルムシステムの分類
JIS Z 2300 非破壊試験用語
JIS Z 2306 放射線透過試験用透過度計
JIS Z 4560 工業用γ線装置
JIS Z 4561 工業用放射線透過写真観察器
JIS Z 4606 工業用X線装置
3. 定義 この規格で用いる主な用語の定義は,JIS Z 2300によるほかは次による。
a) 呼称厚さ nominal thickness, t 試験の対象となる部分の材料の呼称厚さ。製造上の誤差は考慮しない。
b) 透過厚さ penetrated thickness, w 試験部の放射線束の方向における材料の厚さ。呼称厚さに基づい
て計算してもよい。二重壁撮影法における厚さは,呼称厚さから計算する。
c) フィルムシステム Film system フィルム並びにフィルム製造業者及び/又は処理薬品製造業者の
推奨する処理条件を組み合わせたもの。
2
G 0581 : 1999 (ISO 5579 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 透過写真の像質の種類 透過写真の像質は,A級及びB級とする。A級は,製品の形状が複雑で,か
つ,試験部の肉厚変化が大きいものに適用し,一般的な撮影方法によって得られる。B級は,試験部の肉
厚変化が小さく,平板試験体に近いものに適用し,A級では検出能力が不十分な場合に適用する。
5. 試験員の資格認証 放射線透過試験は資格認証された試験員が実施する。製造業者は,放射線透過試
験に従事する試験員の資格認証要領を定め,試験員の技術評価を行い,注文者の要求があったときは,試
験実施前にこれらの関連書類をいつでも提示できるよう準備しておく。試験員の技術評価には,鋳鋼品に
関する知識及び放射線装置,放射線の遮へい,写真処理を含む放射線透過試験方法に関する技術と経験に
ついて含まなければならない。
6. 受渡当事者間の協定 試験する製品についての透過写真の像質,撮影方法,撮影範囲,きずの許容範
囲は,その用途,設計及び仕様を検討し,あらかじめ受渡当事者間で協定しなければならない。
7. 放射線透過試験用装置及び付属機器
7.1
放射線透過試験用装置 放射線透過試験用装置は,JIS Z 4606に規定するX線装置,電子加速器に
よるX線発生装置及びJIS Z 4560に規定するγ線装置並びにこれらと同等以上の性能をもつ装置とする。
7.2
感光材料 工業用X線フィルム(以下,フィルムという。)は,JIS K 7627による。増感紙は,金属
はく(箔)増感紙とする。各像質に対するフィルムシステムと金属はく増感紙の厚さについては表1によ
る。
7.3
透過度計 透過度計は,JIS Z 2306に規定する一般形のF形又はS形の透過度計を使用する。
7.4
観察器 観察器は,JIS Z 4561によるか,又はこれと同等以上の性能をもつものとする。
3
G 0581 : 1999 (ISO 5579 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
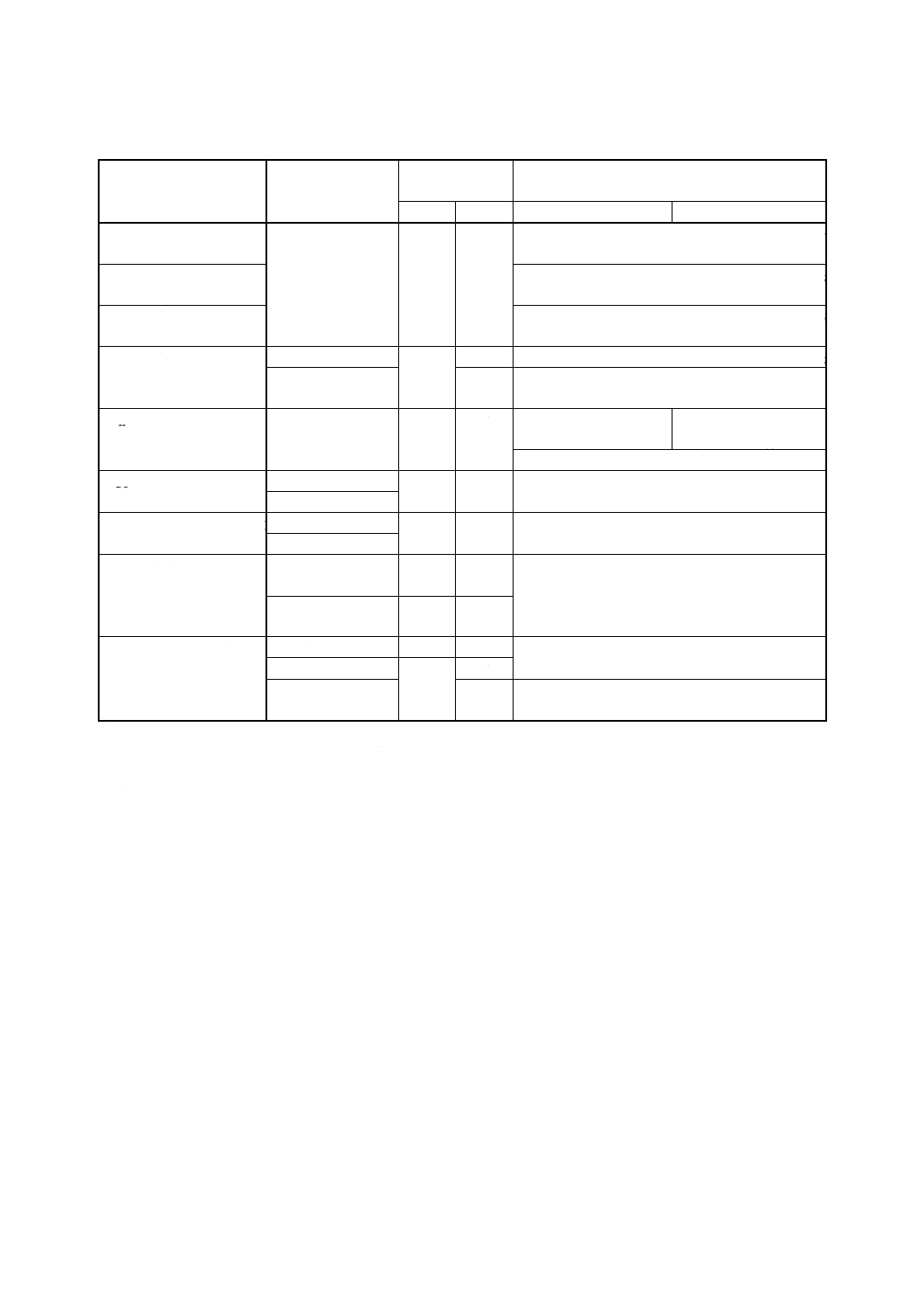
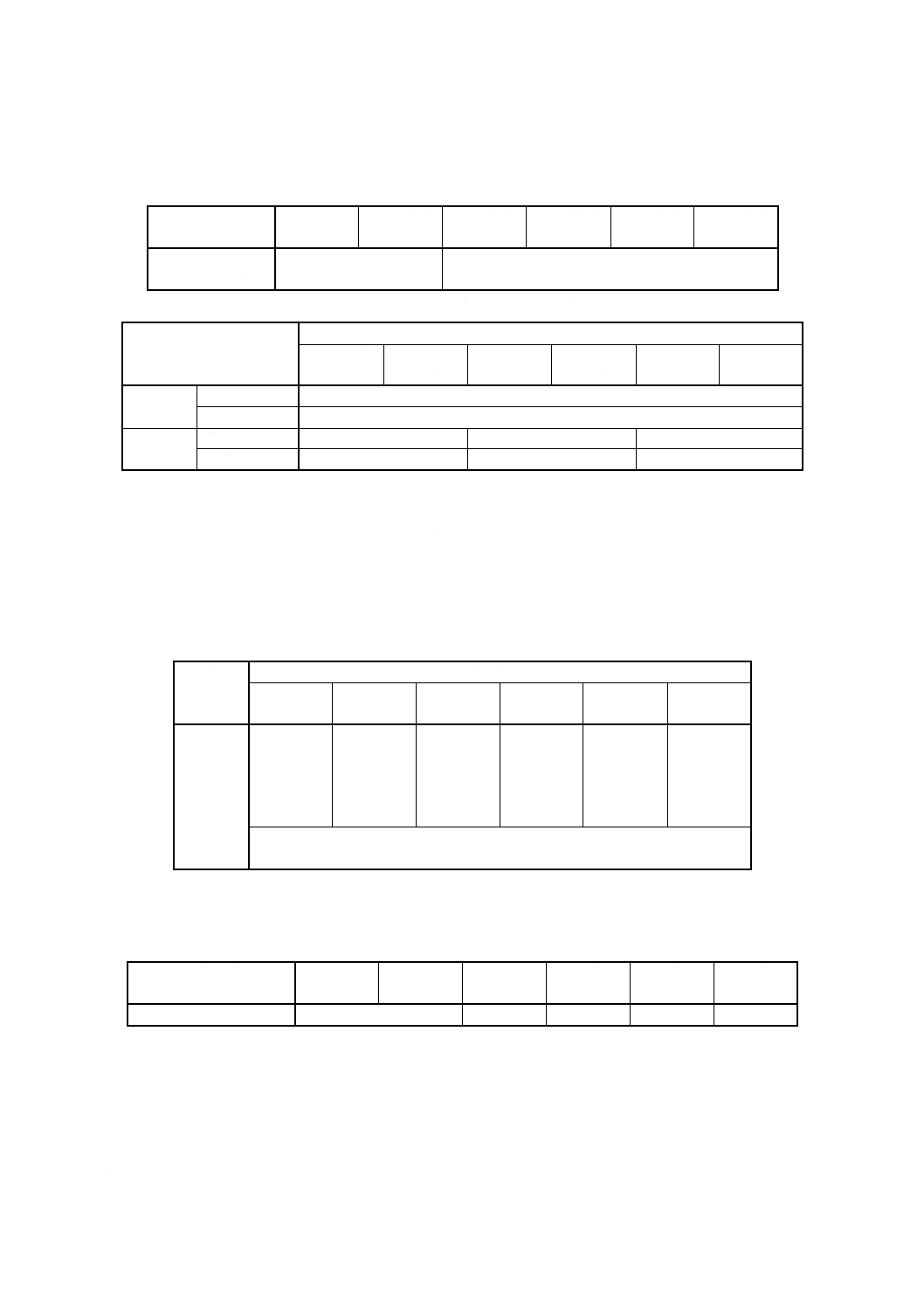
表1 放射線透過試験のためのフィルムシステムのクラス及び金属はく増感紙
放射線源
透過厚さ mm
フィルムシステム
クラス(1)
金属はく増感紙の種類及び厚さ
A級
B級
A級
B級
100kV以下のX線装置
T3
T2
使用しないか,フロント,バックとも0.03mmまで
の鉛はく増感紙
100kVを超え150kV以下の
X線装置
フロント,バックとも0.15mm以下の鉛はく増感紙
150kVを超え250kV以下の
X線装置
フロント,バックとも0.02〜0.15mmの鉛はく増感
紙
250kVを超え500kV以下の
X線装置
50以下
T3
T2
フロント,バックとも0.02〜0.2mmの鉛はく増感紙
50を超えるもの
T3
フロント0.1〜0.3mmの鉛はく増感紙(2)
バック0.02〜0.3mmの鉛はく増感紙
192Ir
T3
T2
フロント0.02〜0.2mmの
鉛はく増感紙
フロント0.1〜0.2mmの
鉛はく増感紙(2)
バック0.02〜0.2mmの鉛はく増感紙
60Co
100以下
T3
T3
フロント,バックとも0.25〜0.7mm鋼又は銅はく増
感紙(3)
100を超えるもの
1MeV以上4MeV以下のX
線装置
100以下
T3
T2
フロント,バックとも0.25〜0.7mm鋼又は銅はく増
感紙(3)
100を超えるもの
4MeVを超え12MeV以下の
X線装置
100以下
T2
T2
フロント1mm以下の銅,鋼又はタンタル(4)
バック1mm以下の銅又は鋼,及び0.5mm以下のタ
ンタル(4)
100を超え300以下
T3
T2
300を超えるもの
T3
12MeVを超えるX線装置
100以下
T2
−
フロント1mm以下のタンタル(5)バックは使用しな
い
100を超え300以下
T3
T2
300を超えるもの
T3
フロント1mm以下のタンタル(5)
バック0.5mm以下のタンタル
注(1) より良好なフィルムシステムのクラスを使用しても差し支えない。
(2) 0.03mmまでの前面鉛はくを入れたレディーパックフィルムは,0.1mmの鉛はくを試験体とフィルムの間に追加
して置けば使用しても差し支えない。
(3) A級では0.5〜2.0mm鉛はく増感紙を使用しても差し支えない。
(4) A級では受渡当事者間の協定によって,0.5〜1mmの鉛はく増感紙を使用しても差し支えない。
(5) タングステン増感紙は受渡当事者間の協定によって使用して差し支えない。
8. 透過写真の撮影方法
8.1
放射線の照射方向 放射線束は,試験される部分の中心に向け,試験体の表面に垂直な方向から放
射線を照射して撮影する。ただし,異なる方向からの照射によって,きずの検出がよくなると考えられる
場合は,その限りではない。
8.2
透過度計の使用 透過度計の使用は,次による。
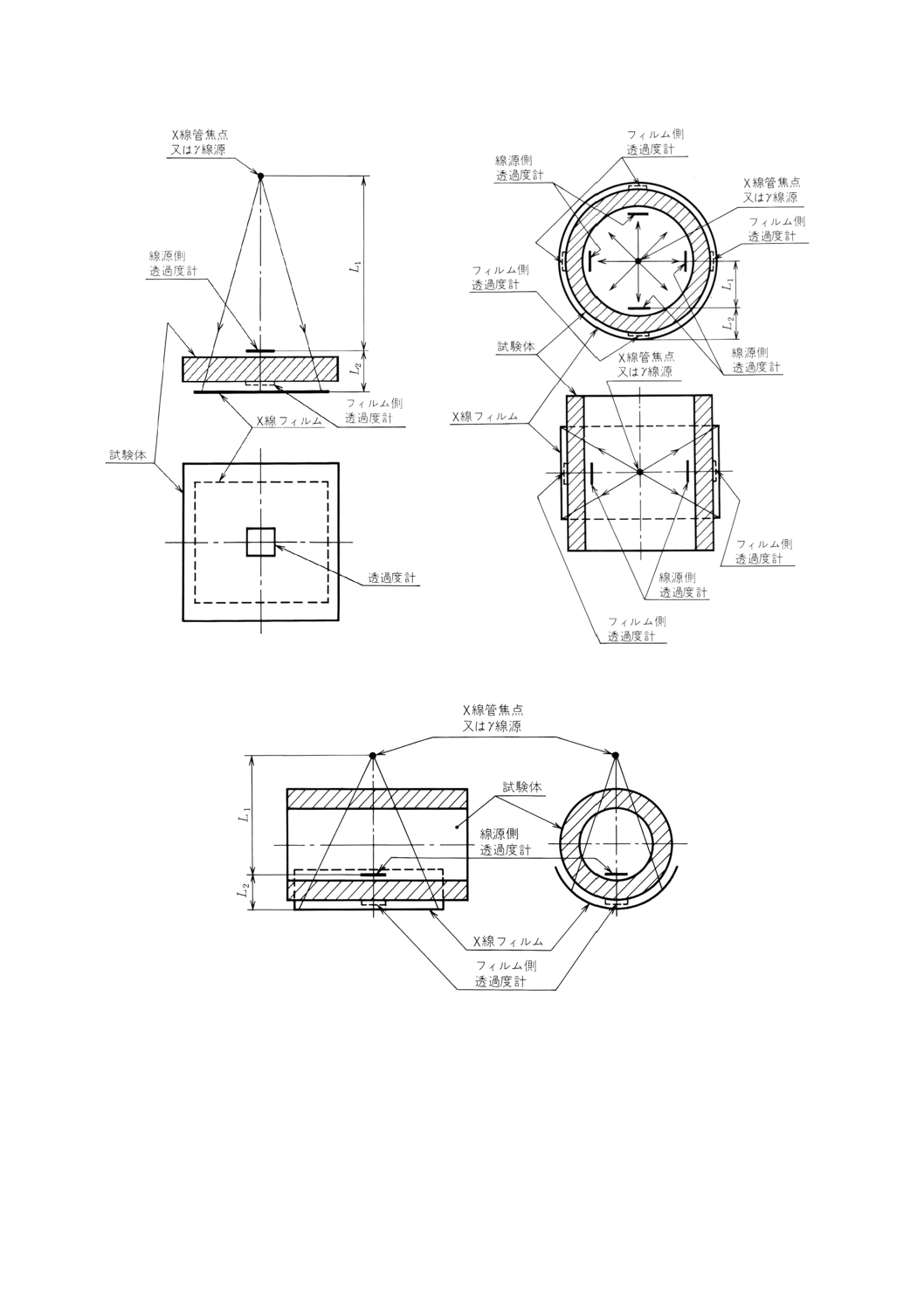
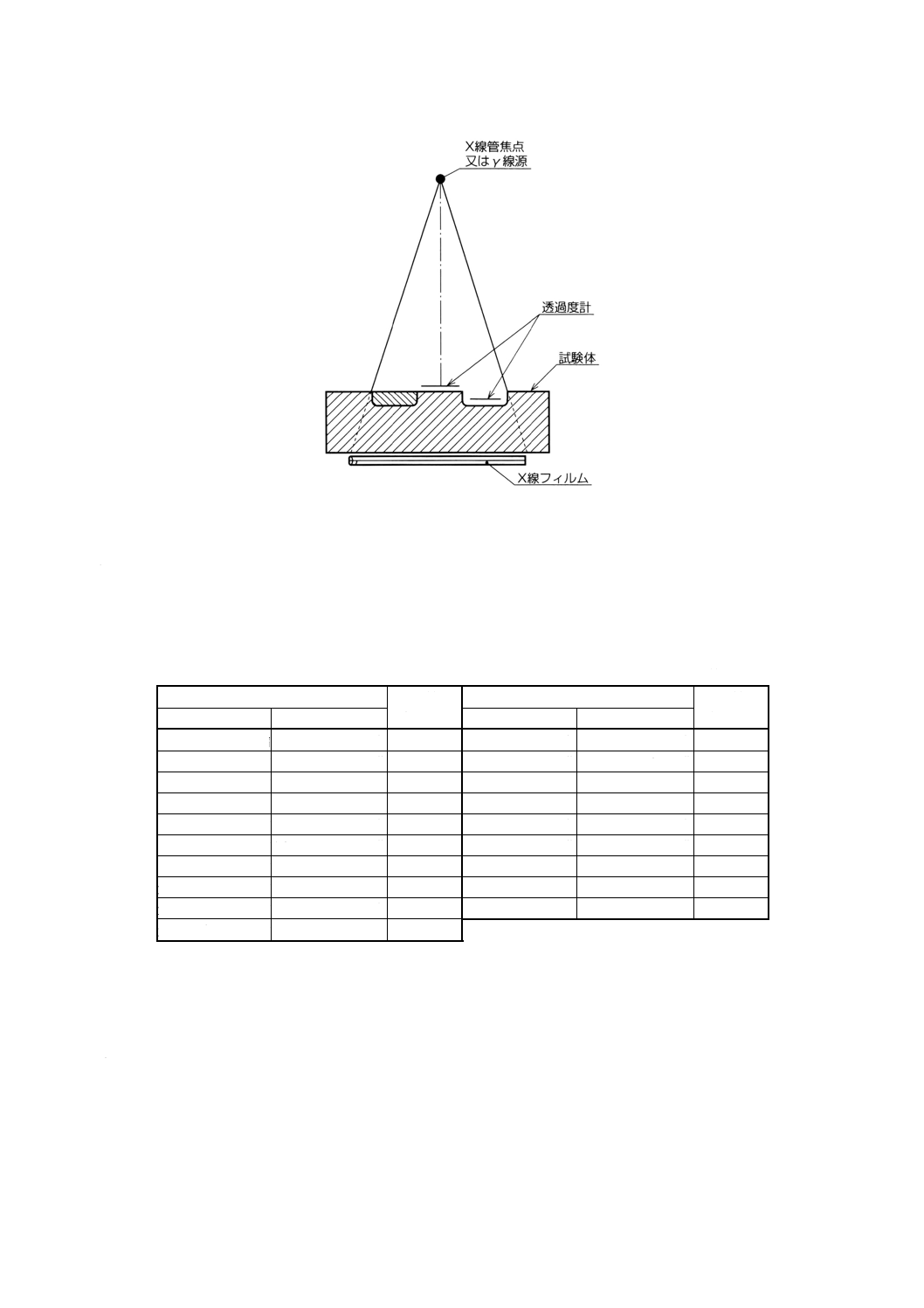
a) 図1〜図4に示すように,識別最小線径(表3)を含む透過度計を,試験部の線源側の表面の上に置い
て,試験部と同時に撮影する。ただし,透過度計を試験部の線源側の面上に置くことが困難な場合は,
透過度計を試験部のフィルム側の面上に密着させて置くことができる。この場合,透過度計とフィル
ム間の距離は,9.1の表3に示す透過度計の識別最小線径の10倍以上離して撮影する。この場合には
透過度計の部分にFの記号をつけて,透過写真上でフィルム側に置いたことが分かるようにする。
4
G 0581 : 1999 (ISO 5579 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 平板状試験体の撮影配置
図2 管状試験体の撮影配置a)
(内部線源撮影方法)
図3 管状試験体の撮影配置b)
(二重壁片面撮影方法)
5
G 0581 : 1999 (ISO 5579 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 管状試験体の撮影配置c)
(二重壁両面撮影方法)
b) 透過度計は,透過厚さの変化が少ない場合は,その透過厚さを代表する箇所に1個置く。
c) 透過度計は,透過厚さの変化が大きい場合は,厚い部分を代表する箇所及び薄い部分を代表する箇所
にそれぞれ1個置かなければならない。
d) 管状の試験体において,図2のように全周同時撮影を行う場合は,通常円周をほぼ4等分するような
位置に4個の透過度計を置く。
8.3
撮影配置 線源,透過度計及びフィルムの関係位置は,図1〜図4のいずれかに示す配置とする。
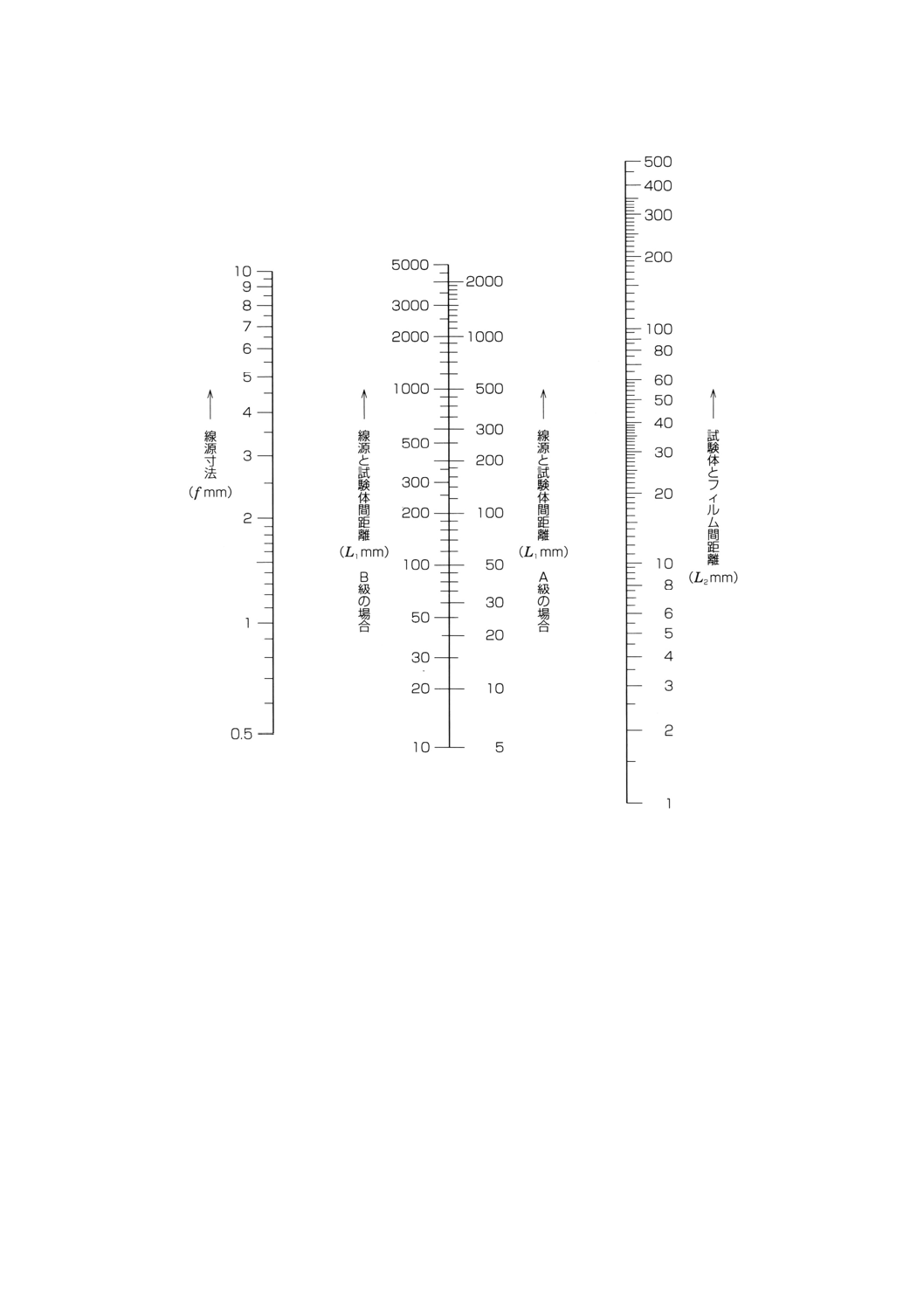
a) 線源と試験体間距離L1の最小値は,線源寸法fと試験体の線源側表面とフィルム間距離L2によって決
まる。線源と試験体間距離L1と線源寸法fとの比L1/fの値は,各像質に対して次の式(1)又は式(2)によ
って算出される値以上でなければならない。
A級の場合 L1/f≧7.5L22/3 ···························································· (1)
B級の場合 L1/f≧15L22/3 ····························································· (2)
ここに,f,L1,L2の値はmm
距離L2が呼称厚さの1.2倍より小さい場合は,式(1)及び式(2)並びに図7におけるL2の値は,呼称
厚さtと置き換えてもよい。
b) 線源と試験体間距離L1の最小値を決めるために,図7を使用してもよい。
c) 上記の撮影配置の規定を満足しない場合でも,9.1の表3の透過度計の最小識別線径を満足する場合は,
この限りでない。
8.4
透過写真と試験部との照合 撮影に際しては,透過写真上で明りょう(瞭)に認められるフィルム
マークを試験部に付けて同時に撮影し,透過写真と試験部が照合できるようにしなければならない。
8.5
フィルムの重なり 2枚又はそれ以上のフィルムで一つの部分を撮影する場合は,フィルムは撮影さ
れる部分が完全に収まるように,十分に重ね合わせなければならない。その重なりは,試験体上に取り付
けたフィルムマークによって透過写真上で確認できなければならない。
6
G 0581 : 1999 (ISO 5579 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.6
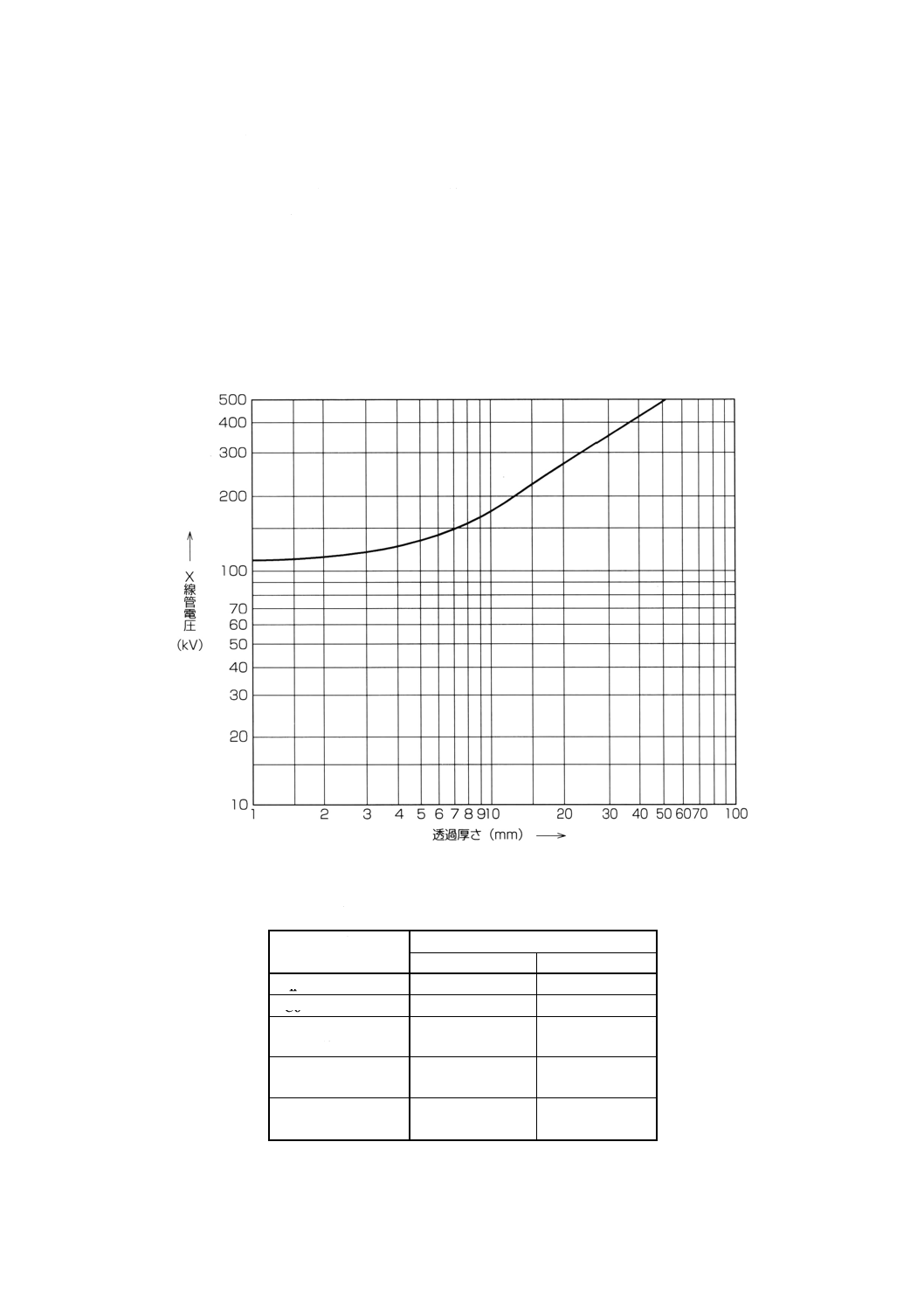
X線管電圧及び放射線源の選択 透過厚さに対して適用できるX線管電圧は,各像質に対して図5
に示す最大値を超えてはならない。また,γ線及び1Mevを超えるX線に対する透過厚さの範囲は,表2
による。ただし,9.1の表3の透過度計の最小識別線径を満足する場合は,この限りでない。
8.7
フィルムシステム及び増感紙の組合せの選択 各種のX線装置,γ線源と試験体の透過厚さwに対
するフィルムシステム及び増感紙の組合せは,各像質について表1に示す。ただし,9.1の表3の透過度計
の最小識別線径を満足する場合は,この限りでない。
8.8
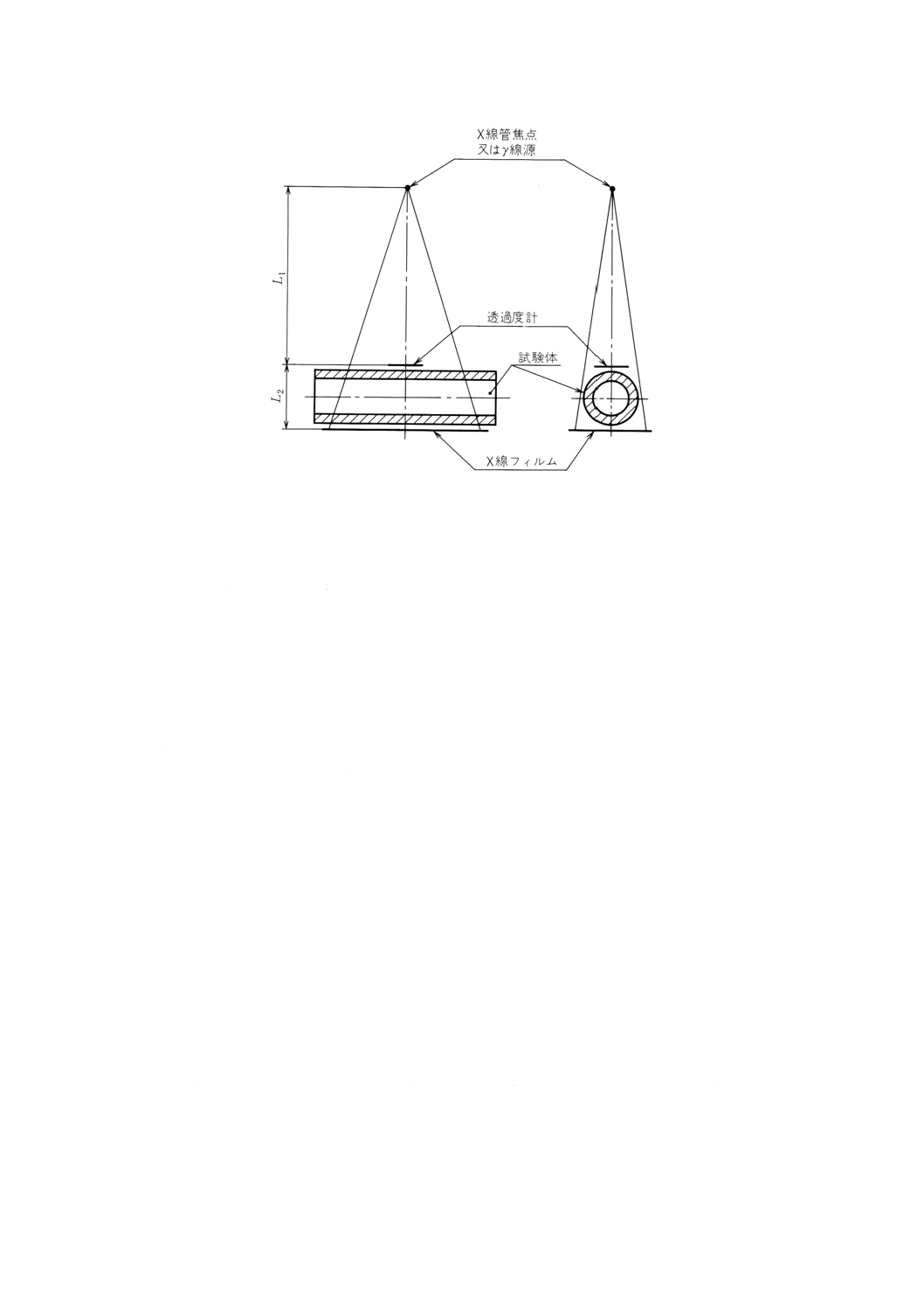
複合フィルム撮影方法 製品の形状が複雑で,かつ,試験部の透過厚さの変化が大きい場合は,図6
に示す複合フィルム撮影方法を適用してもよい。複合フィルム撮影方法とは,一つのフィルムカセットの
中に同一感度又は異なる感度のフィルムを2枚以上装てん(填)して撮影する方法をいう。
図5 500kV以下のX線装置についての透過厚さと最高管電圧との関係
表2 γ線及びlMeVを超えるX線装置に対する適用透過厚さ
放射線源
適用透過厚さmm
A級
B級
192Ir
20以上100以下
20以上 90以下
60Co
40以上200以下
60以上 150以下
1MeV以上4MeV以
下のX線装置
30以上200以下
50以上 180以下
4MeVを超え12MeV
以下のX線装置
50以上
80以上
12MeVを超えるX
線装置
80以上
100以上
7
G 0581 : 1999 (ISO 5579 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6 複合フィルム撮影方法の撮影配置
9. 透過写真の必要な条件
9.1
透過度計の識別最小線径 撮影された透過写真の試験部において,識別される透過度計の最小線径
は,表3に示す値以下でなければならない。
表3 透過厚さと識別されなければならない透過度計の最小線径
単位 mm
透過厚さ
識別最小
線径
透過厚さ
識別最小
線径
A級
B級
A級
B級
5 未満
6.4 未満
0.10
50 以上 63 未満 56 以上 70 未満
1.00
5 以上 6.4 未満 6.4 以上 8 未満
0.125
63 以上 80 未満 70 以上 90 未満
1.25
6.4 以上 8 未満 8 以上 10 未満
0.16
80 以上 100 未満 90 以上 120 未満
1.60
8 以上 10 未満 10 以上 13 未満
0.20
100 以上 140 未満 120 以上 150 未満
2.00
10 以上 13 未満 13 以上 16 未満
0.25
140 以上 180 未満 150 以上 190 未満
2.50
13 以上 16 未満 16 以上 20 未満
0.32
180 以上 225 未満 190 以上 240 未満
3.20
16 以上 20 未満 20 以上 25 未満
0.40
225 以上 280 未満 240 以上 300 未満
4.00
20 以上 26 未満 25 以上 32 未満
0.50
280 以上 360 未満 300 以上 380 未満
5.00
26 以上 32 未満 32 以上 45 未満
0.63
360 以上
380 以上
6.30
32 以上 50 未満 45 以上 56 未満
0.80
9.2
試験部の写真濃度 試験部の写真濃度は,次による。
a) 試験部のきず以外の部分の写真濃度は,表4に示す範囲に入っていなければならない。ただし,表4
に示す写真濃度範囲を満足しない場合でも,9.1の透過度計の識別最小線径の規定を満足する場合は,
この限りでない。
b) 複合フィルム撮影方法によって撮影した透過写真の濃度は,一枚ずつで観察する場合は,表4の写真
濃度を満足しなければならない。二枚重ねて観察する場合は,それぞれの透過写真の最低濃度は,0.8
以上とし,2枚重ねた場合の最高濃度は4.0以下でなければならない。
8
G 0581 : 1999 (ISO 5579 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 写真濃度範囲
像質の種類
濃度範囲
A級
1.0以上 4.0以下
B級
1.5以上 4.0以下
9.3
透過写真の仕上り 透過写真の仕上りは,処理不良などに起因するフィルムきずや現像むらなど,
きずの像の分類に支障を来すものがあってはならない。
10. 透過写真の観察
10.1 観察器 透過写真の観察には,7.4に規定する観察器を表5の区分で用いる。
10.2 観察方法 透過写真の観察は,暗い部屋で透過写真の寸法に適合した固定マスクを用いて行う。
11. 散乱線の低減 フィルムに到達する散乱線は,像質低下の重要な原因の一つである。特に150kVから
400kVの範囲のX線による撮影では顕著である。
散乱線の低減方法は次による。
a) 散乱線を低減させるためには,放射線束を試験体の必要最小限の範囲になるように,X線装置の放射
口に照射筒又は絞り板を装着することが望ましい。また,フィルムの背面や側面の物体からの散乱線
を遮へいする目的でフィルムの背面に1〜4mmの鉛板を敷くことが望ましい。
b) パノラマ放射などの場合のように,放射線束を制限する器具が使用できない場合は,可能な限り広い
照射室で撮影を行うことが望ましい。また,試験体は床面から可能な限り離して配置し,試験体の近
くの床面は鉛板で覆うことが望ましい。
表5 観察器の使用区分
観察器の種類
透過写真の最高濃度
D10形
1.5以下
D20形
2.5以下
D30形
3.5以下
D35形
4.0以下
備考 個々の透過写真において,試験部の示す濃度の最大値
c) 背面からの散乱線の影響は,Bの文字の鉛マークで,各配置ごとにチェックすることが望ましい。B
のマークは高さ10mm, 厚さ最低1.5mmのものをカセットの裏側に密着して張り付けて撮影を行い,
写真処理後の透過写真上で,このマークが見えなければ,背面からの散乱線の影響はないものと考え
られる。
12. きずの像の分類方法 透過写真によるきずの像の分類は,附属書によって行う。
13. 記録 試験を行った後,次の事項のうち必要な事項を記録し,その記録と試験部とが常時照合できる
ようにしておかなければならない。
a) 試験実施社名
b) 材料又は製品名
c) 撮影年月日
d) 透過写真の識別記号
e) 材質
9
G 0581 : 1999 (ISO 5579 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
呼称厚さ
g) 透過厚さ
h) 放射線透過試験装置
i)
線源寸法
j)
使用管電圧又はγ線源
k) 使用管電流又はベクレル値
l)
露出時間
m) 使用したフィルムシステム
n) 増感紙
o) 透過度計
p) 線源とフィルム間距離
q) 透過写真の像質(透過度計の最小識別線径,写真濃度範囲)
r) 試験部の位置その他の必要事項
s)
試験員の認定資格及び署名
t)
その他特記事項
10
G 0581 : 1999 (ISO 5579 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7 試験体とフィルム間距離と線源寸法の関係から線源と試験体間距離の最低値を
決めるためのノモグラム
11
G 0581 : 1999 (ISO 5579 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(規定) 透過写真によるきずの像の分類方法
1. 適用範囲 この附属書は,鋳鋼品の透過写真におけるきずの像の分類について規定する。
2. 分類手順 きずの像(以下,きずという。)の分類は,次の手順による。
a) 分類を行う透過写真は,本体10.によって観察する。
b) 分類を行う透過写真が本体9.に適合することを確認する。
c) 対象とするきずの種類は,ブローホール,砂かみ及び介在物,引け巣及び割れとする。
d) きずの像の分類は,すべて呼称厚さを用いて行う。
e) きずの像の分類を行うには,ブローホール並びに砂かみ及び介在物については3.1,引け巣については
3.2によって,呼称厚さに応じた試験視野を設定する。ここで呼称厚さとは,呼称厚さの最小値とする。
f)
きずの像の分類を行うには,試験部に存在するきずの寸法を測定する。なお,測定は,次による。
1) 透過写真を観察して明りょうにきずであると判断される陰影だけに着目し,不明りょうな陰影は対
象から除外する。
2) きずの寸法を測定する場合,明りょうな部分だけを測定し,周囲のぼけは測定範囲に入れない。
3) 2個以上のきずが透過写真上で重なり合っていると見られる陰影については,個々に切り離して測
定する。
g) きずの像の分類は,次による。
1) ブローホールについては,3.1によってきず点数を求め,4.1によって類を決定する。
2) 砂かみ及び介在物については,3.1によってきず点数を求め,4.2によって類を決定する。
3) 引け巣は,その形状によって線状の引け巣及び樹枝状の引け巣に分ける。線状の引け巣については,
3.2によってきず長さを求め,4.3によって類を決定する。樹枝状の引け巣については,3.2によって
きず面積を求め,4.3によって類を決定する。
4) 割れが存在する場合は4.4によって,常に6類とする。
5) ブローホール,砂かみ及び介在物並びに引け巣の1類は,附属書表1及び附属書表3の数えないき
ずの最大寸法の適用区分“1類”によって,きずの像を分類した結果が1類である場合だけ,1類と
決定する。適用区分の“1類”によって分類した結果が2類以下で,適用区分“2類以下”によって
分類した結果が1類となる場合の類は,すべて2類とする。2類以下の類は,数えないきずの最大
寸法“2類以下”によって分類した結果に基づいて決定する。
6) 2種類以上のきずが混在する場合は,きずの種類別にそれぞれ分類する。それらの結果を総合して,
類を決定する必要のある場合は,それらのうちから最も下位の類を総合類とする。
なお,同一試験視野内において,最も下位の類が二つ以上ある場合は,その類より一つ下位の類
を総合類とする。ただし,1類については,きず点数,きず長さ及びきず面積の許容限度の1/2を超
えるものが2種類以上ある場合だけ2類とする。
また,附属書表7及び附属書表9の制限によって2類になったもの,又は附属書表3及び附属書
表5の数えないきずの最大寸法の適用区分“2類”の適用の場合の類が1類で,“1類”の適用によ
って2類となったものについては,ほかに混在するきずが2類であっても,3類には下げないもの
とする。
12
G 0581 : 1999 (ISO 5579 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. きず点数,きず長さ,きず面積
3.1
ブローホール,砂かみ及び介在物のきず点数 ブローホール,砂かみ及び介在物は,試験部の全面
積のうちで,きず点数が最も多い部分の試験視野内を対象とする。試験視野の大きさは,呼称厚さについ
て附属書表1に示す大きさとする。きずが1個の場合のきず点数は,きず寸法に応じて附属書表2の値を
用いる。ただし,各呼称厚さについて附属書表3に示す寸法のきずは,きず点数に加えない。この数えな
いきずの決定に当たっては,きずの濃度の高い部分だけを測定し,周囲のぼけは測定範囲に入れない。
きずが2個以上の場合のきず点数は,試験視野内に存在するきずのきず点数の総和とする。
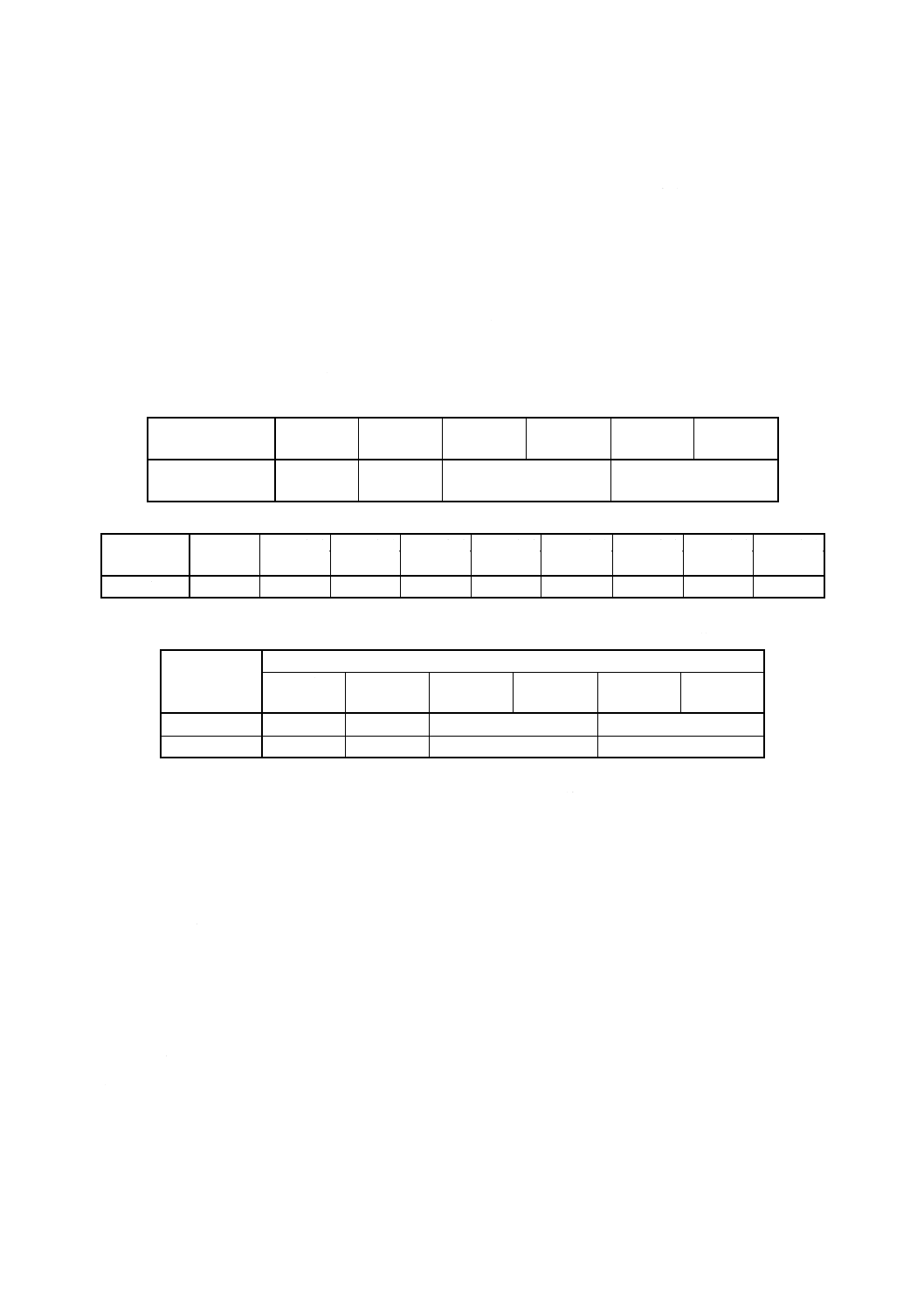
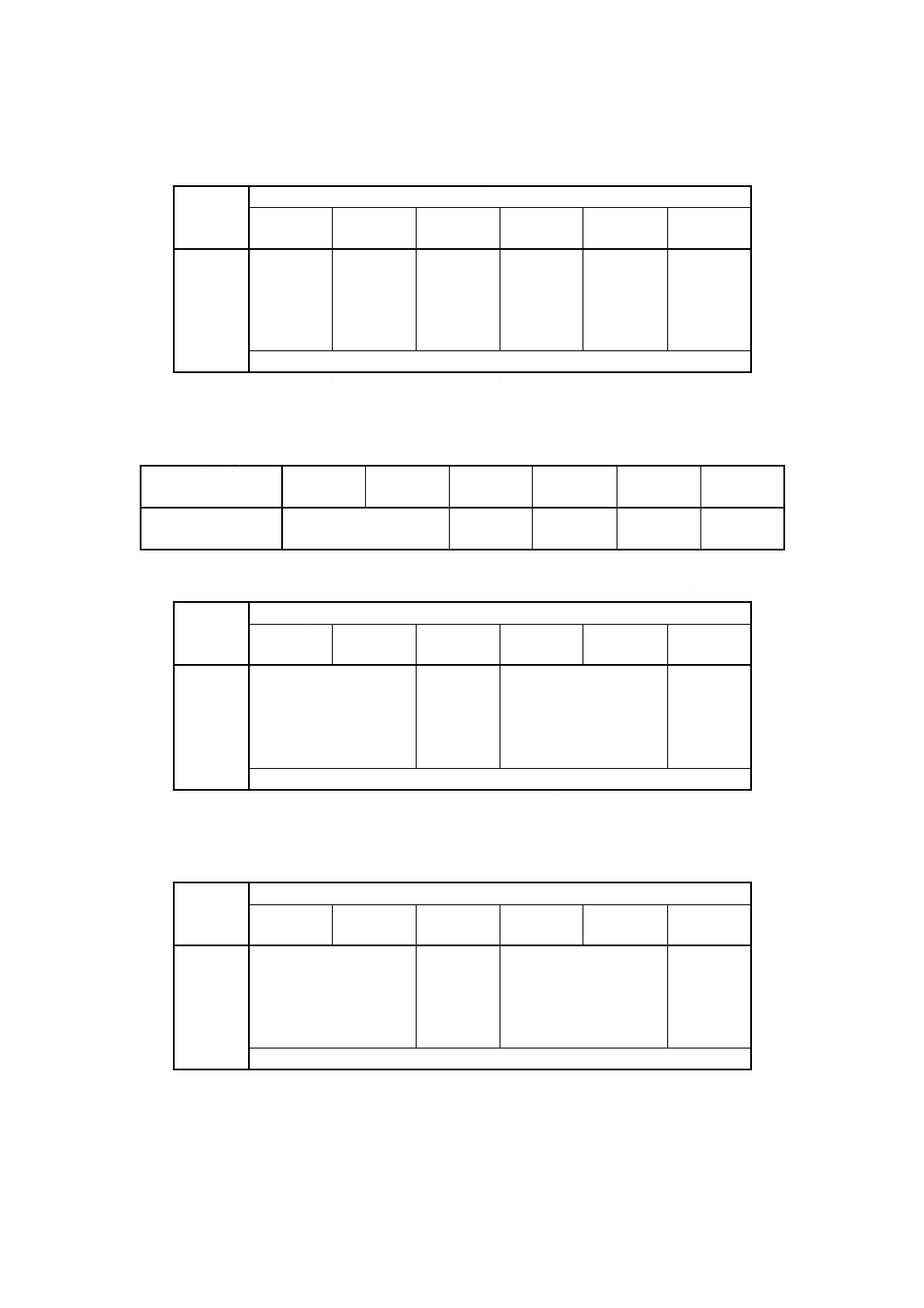
附属書表1 呼称厚さと試験視野の大きさ
(ブローホール及び砂かみ及び介在物の場合)
単位 mm
呼称厚さ
10以下
10を超え
20以下
20を超え
40以下
40を超え
80以下
80を超え
120以下
120を超え
るもの
試験視野の大きさ
(直径)
20
30
50
70
附属書表2 きず寸法ときず点数
きず寸法mm
2.0以下 2.0を超え
4.0以下
4.0を超え
6.0以下
6.0を超え
8.0以下
8.0を超え
10.0以下
10.0を超え
15.0以下
15.0を超え
20.0以下
20.0を超え
25.0以下
25.0を超え
30.0以下
きず点数
1
2
3
5
8
12
16
20
40
附属書表3 数えないきずの最大寸法
単位 mm
適用区分
呼称厚さ
10以下
10を超え
20以下
20を超え
40以下
40を超え
80以下
80を超え
120以下
120を超え
るもの
1類
0.4
0.7
1.0
1.5
2類以下
0.7
1.0
1.5
2.0
また,対象とする部分に存在するきずのうち,きずの類に影響を与える主なものを試験視野の内側に入
れるように位置を決め,その結果やむを得ずきずが試験視野の境界線上にかかる場合は,視野外の部分も
含めて測定する。
3.2
引け巣のきず長さ及びきず面積 引け巣は試験部の全面積のうちで,きず長さ又はきず面積が最も
大きい部分の試験視野内を対象とする。2個以上のきずが隣接している場合には,個々のきず長さ,又は
面積が最も大きいきずを,できる限り広範囲に含むように試験視野を設定する。試験視野径を超える大き
さのきずが存在する場合には,最も大きいきずを視野の中心に位置するように試験視野を設定する。なお,
試験視野の大きさは,呼称厚さについて附属書表4に示す大きさとする。また,各呼称厚さについて附属
書表5に示す大きさのきずは,きず長さに加えない。
a) 線状の引け巣のきず長さは,連続とみなせるきずの最大長さとする。きずが2個以上の場合は,その
長さの総和をそのきず群のきず長さとする。きずが試験視野の境界線上にかかる場合は,視野外の部
分も含めて測定する。
b) 樹枝状の引け巣のきず面積は,連続とみなせるきずの最大長さ及びそれと直交する幅の寸法の相乗積
とする。きずが2個以上の場合は,その面積の総和をそのきず群のきず面積とする。きずが試験視野
の境界線上にかかる場合は,視野外の部分も含めて測定する。また,樹枝状の引け巣に線状の引け巣
が混在している場合は,線状の引け巣とせずに,長さの1/3の値を幅と考えて,樹枝状の引け巣とし
13
G 0581 : 1999 (ISO 5579 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
て取り扱うこととする。この場合,1/3の値はmm単位で整数値に丸める。
附属書表4 呼称厚さと試験視野の大きさ(引け巣の場合)
単位 mm
呼称厚さ
10以下
10を超え
20以下
20を超え
40以下
40を超え
80以下
80を超え
120以下
120を超え
るもの
試験視野の大きさ
(直径)
50
70
附属書表5 数えないきずの最大寸法及び最大面積
適用区分
呼称厚さmm
10以下
10を超え
20以下
20を超え
40以下
40を超え
80以下
80を超え
120以下
120を超え
るもの
1類
線状 mm
5.0
樹枝状 mm2
10
2類以下
線状 mm
5.0
10
20
樹枝状 mm2
30
50
90
4. きずの像の分類
4.1
ブローホールの場合のきずの像の分類 透過写真上のきずがブローホールである場合のきずの像の
分類は,附属書表6による。ただし,1類については,附属書表7に示す寸法を超えるブローホールがあ
ってはならない。
また,呼称厚さの1/2又は15mmを超える寸法のきずがあるものは6類とする。
附属書表6 ブローホールのきずの分類
分類
呼称厚さ mm
10以下
10を超え
20以下
20を超え
40以下
40を超え
80以下
80を超え
120以下
120を超え
るもの
1類
3以下
4以下
6以下
8以下
10以下
12以下
2類
4以下
6以下
10以下
16以下
19以下
22以下
3類
6以下
9以下
15以下
24以下
28以下
32以下
4類
9以下
14以下
22以下
32以下
38以下
42以下
5類
14以下
21以下
32以下
42以下
49以下
56以下
6類
きず点数が5類より多いもの。呼称厚さの1/2又は15mmを超える寸法のきず
のあるもの。
備考1. 表中の分類の規定値は,きず点数の許容限度を示す。
2. きずが試験視野の境界線上にかかる場合は,視野外の部分も含めて測定する。
附属書表7 1類に許容されるブローホールの最大寸法
単位 mm
呼称厚さ
10以下
10を超え
20以下
20を超え
40以下
40を超え
80以下
80を超え
120以下
120を超え
るもの
ブローホールの最大寸法
3.0
4.0
5.0
7.0
9.0
4.2
砂かみ及び介在物の場合のきずの像の分類 透過写真上のきずが砂かみ及び介在物である場合のき
ずの像の分類は,附属書表8による。ただし,1類については,附属書表9に示す寸法を超える砂かみ及
び介在物があってはならない。
また,呼称厚さ又は30mmを超える寸法のきずがあるものは6類とする。
4.3
引け巣の場合のきずの像の分類 引け巣の場合のきずの像の分類は次による。
a) 透過写真上のきずが線状の引け巣である場合のきずの像の分類は,附属書表10による。
14
G 0581 : 1999 (ISO 5579 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 透過写真上のきずが樹枝状の引け巣である場合のきずの像の分類は,附属書表11による。
附属書表8 砂かみ及び介在物のきずの分類
分類
呼称厚さmm
10以下
10を超え
20以下
20を超え
40以下
40を超え
80以下
80を超え
120以下
120を超え
るもの
1類
5以下
8以下
12以下
16以下
20以下
24以下
2類
7以下
11以下
17以下
22以下
28以下
34以下
3類
10以下
16以下
23以下
29以下
36以下
44以下
4類
14以下
23以下
30以下
38以下
46以下
54以下
5類
21以下
32以下
40以下
50以下
60以下
70以下
6類
きず点数が5類より多いもの。呼称厚さ又は30mmを超える寸法のきずのあるもの。
備考1. 表中の分類の規定値は,きず点数の許容限度を示す。
2. きずが試験視野の境界線上にかかる場合は,視野外の部分も含めて測定する。
附属書表9 1類に許容される砂かみ及び介在物の最大寸法
単位 mm
呼称厚さ
10以下
10を超え
20以下
20を超え
40以下
40を超え
80以下
80を超え
120以下
120を超え
るもの
砂かみ及び介在物
の最大寸法
6.0
8.0
10.0
14.0
18.0
附属書表10 線状の引け巣のきずの分類
単位 mm
分類
呼称厚さ
10以下
10を超え
20以下
20を超え
40以下
40を超え
80以下
80を超え
120以下
120を超え
るもの
1類
12以下
18以下
30以下
50以下
2類
23以下
36以下
63以下
110以下
3類
45以下
63以下
110以下
145以下
4類
75以下
100以下
160以下
180以下
5類
120以下
145以下
230以下
250以下
6類
5類より長いもの。
備考1. 表中の分類の規定値は,きず長さ (mm) の許容限度を示す。
2. きずが試験視野の境界線上にかかる場合は,視野外の部分も含めて測定する。
附属書表11 樹枝状の引け巣のきずの分類
単位 mm
分類
呼称厚さ
10以下
10を超え
20以下
20を超え
40以下
40を超え
80以下
80を超え
120以下
120を超え
るもの
1類
250以下
600以下
800以下
1 000以下
2類
450以下
900以下
1 350以下
2 000以下
3類
800以下
1 650以下
2 700以下
3 000以下
4類
1 600以下
2 700以下
5 400以下
8 000以下
5類
3 600以下
6 300以下
9 000以下
12 000以下
6類
5類より広いもの。
備考1. 表中の分類の規定値は,きず面積 (mm2) の許容限度を示す。
2. きずが試験視野の境界線上にかかる場合は,視野外の部分も含めて測定する。
4.4
割れの場合のきずの像の分類 透過写真上のきずが割れである場合はすべて6類とする。
15
G 0581 : 1999 (ISO 5579 : 1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 0581(鋳鋼品の放射線透過試験方法)
改正原案作成委員会 構成表
氏名
所属
(委員長)
松 山 格
元 東京都立工業技術センター
(委員)
増 田 正 純
通商産業省工業技術院標準部材料規格課
平 山 一 男
大阪産業大学工学部交通機械工学科
横 山 芳 久
岡野バルブ製造株式会社行橋工場鋳鋼検査課
石 井 宏 明
株式会社神戸製鋼所鋳鍛鋼工場技術部品質保証室検査グループ
三 沢 剛
株式会社日本製鋼所室蘭製作所品質管理部検査課
石 原 整
日本鋳造株式会社品質保証部
得 田 邦 洋
日本鋳鍛鋼株式会社品質保証部
梶 原 英 史
株式会社日立製作所日立工場素形材センター品質保証部
田 中 宗 昭
福島製鋼株式会社品質保証部品質保証グループ
(事務局)
大 谷 郁 夫
日本鋳鍛鋼会