G 0416:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 一般要求························································································································· 3
4.1 試験の代表性 ················································································································ 3
4.2 供試製品,供試材,粗試験片及び試験片の識別表示 ······························································ 3
5 供試材の調製及び試験片の採取 ··························································································· 4
5.1 供試材・試験片の採取位置及び供試材の寸法 ······································································· 4
5.2 試験片軸の方向 ············································································································· 4
5.3 供試材の状態及び採取方法 ······························································································ 4
6 試験片の調製 ··················································································································· 4
6.1 切断及び機械加工 ·········································································································· 4
6.2 模擬熱処理 ··················································································································· 5
附属書A(規定)供試材及び試験片の採取位置 ·········································································· 6
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 19
G 0416:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鉄鋼連盟(JISF)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS G 0416:2008は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
G 0416:2014
鋼及び鋼製品−機械試験用供試材及び
試験片の採取位置並びに調製
Steel and steel products-Location and preparation of samples and
test pieces for mechanical testing
序文
この規格は,2013年に第3版として発行されたISO 377を基とし,技術的内容を変更して作成した日本
工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,JIS G 0203に定義されている形鋼,棒鋼,線材,鋼板(鋼帯及び平鋼を含む。)及び鋼管の
各製品から採取する機械試験用供試材・試験片の識別表示,採取位置及び調製について規定する。注文書
で合意した場合は,この規格をほかの金属製品に適用してもよい。
製品規格の要求内容がこの規格の要求内容と相違する場合には,製品規格の方を優先する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 377:2013,Steel and steel products−Location and preparation of samples and test pieces for
mechanical testing(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 0201 鉄鋼用語(熱処理)
JIS G 0203 鉄鋼用語(製品及び品質)
JIS G 0404 鋼材の一般受渡し条件
3
用語及び定義
この規格で用いる主な用語及び定義は,次によるほか,JIS G 0201及びJIS G 0203による。
3.1
試験単位(test unit)
製品規格又は注文書の要求によって,供試製品に対して実施した試験の結果に基づいて,一括して合格
2
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
又は不合格とされる製品の集団(図1参照)。
3.2
供試製品(sample product)
検査及び/又は試験のために試験単位から選んだ製品(例 1枚の鋼板)(図1参照)。
3.3
供試材(sample)
試験片作製のために,供試製品から採取した十分な量の材料(図1参照)。
注記 供試材は, 供試製品そのものとなる場合がある。
3.4
粗試験片(rough specimen)
試験片を作製するために,機械加工,更に,必要によって熱処理を行う供試材の一部分(図1参照)。
3.5
試験片(test piece)
規定の寸法をもち,所定の試験に供することのできる状態の供試材の一部分(図1参照)。
注記 試験片は,供試材又は粗試験片そのものとなる場合がある。
3.6
模擬熱処理状態(reference condition)
供試材,粗試験片又は試験片に対して,製品の目的とする最終状態を表すように,製品とは別に熱処理
を行った場合の供試材,粗試験片又は試験片の状態。
注記 この状態の供試材,粗試験片又は試験片を,それぞれ参照供試材,参照粗試験片又は参照試験
片と呼ぶ。
3
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
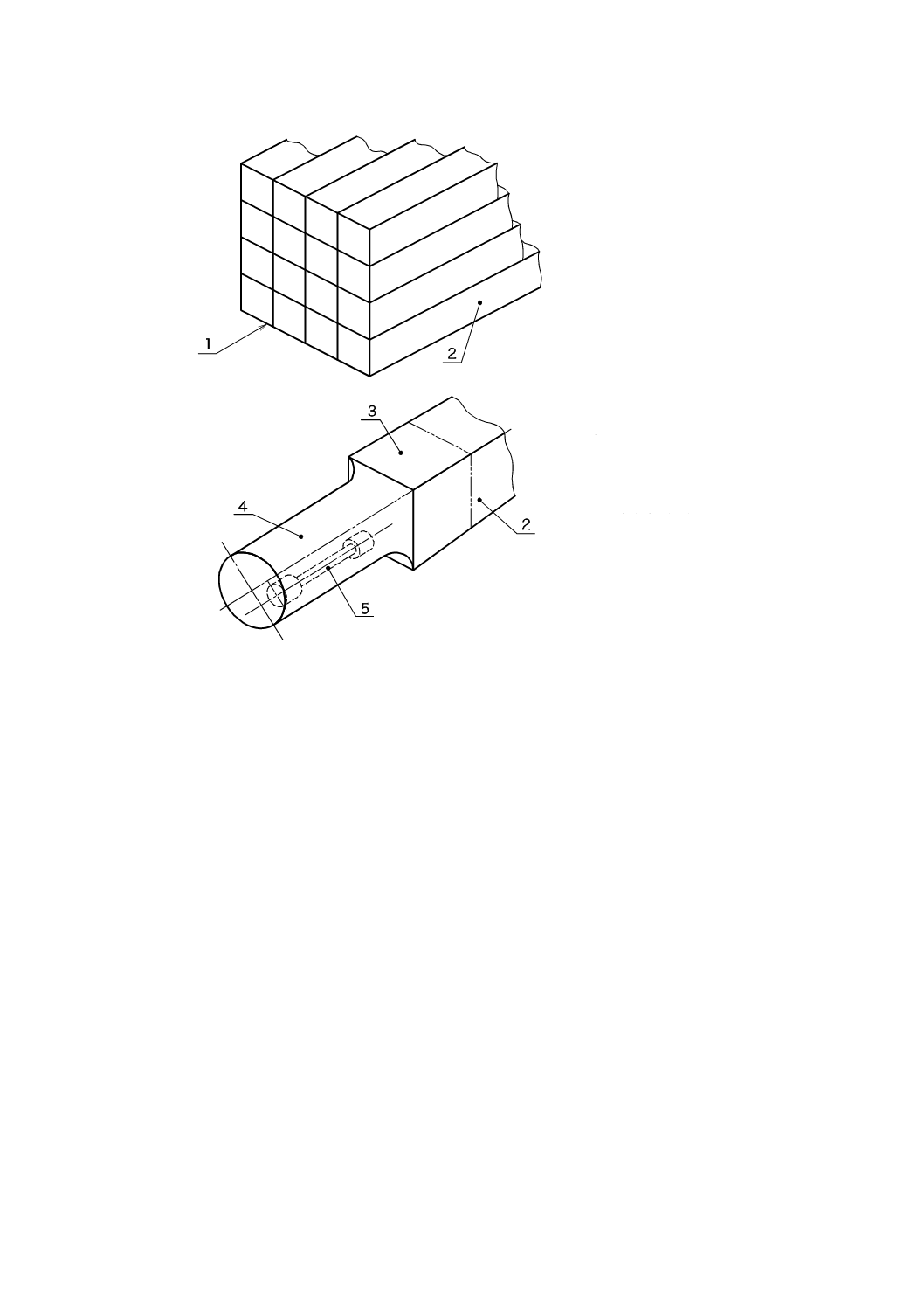
1 試験単位(3.1)
2 供試製品(3.2)
3 供試材(3.3)
4 粗試験片(3.4)
5 試験片(3.5)
図1−箇条3に定義する用語の例
4
一般要求
4.1
試験の代表性
附属書Aによって採取した供試材,粗試験片及び試験片は,製品を代表するものとみなすことができな
ければならない。
注記 一連の生産工程(例えば,溶解,鋳込み,熱間加工及び/又は冷間加工,熱処理など)の結果,
鋼製品は均質ではない。異なった場所から採取した供試材の機械的性質は,異なることがあり
得る。製造業者は,この規格によって採取した試験片の機械的性質の合否が,試験単位全体を
代表するように考慮する。
4.2
供試製品,供試材,粗試験片及び試験片の識別表示
供試製品,供試材,粗試験片及び試験片には,それを採取した試験単位,採取した製品での採取位置及
び採取方向が追跡できるように識別表示する。供試材,粗試験片及び/又は試験片の調製の過程で識別表
示の消滅が避けられない場合には,例えば,その識別表示が消える前に,又は自動機器のときは試験片を
機器から取り出す前に,その表示を写し替えることなどによって,識別表示を確実に維持する。受渡検査
(Specific inspection)の場合で,かつ,注文者が要求する場合には,識別表示の写し替えは注文者の代表
の立会いのもとで行う。
試験片製作及び試験を全自動化システムで行う場合は,供試材,粗試験片及び試験片の識別表示はなく
てもよい。ただし,そのシステムが故障したときに採るべき手順を明確に規定していなければならない。
4
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
供試材の調製及び試験片の採取
5.1
供試材・試験片の採取位置及び供試材の寸法
供試材は,附属書Aに示す位置から試験片が採取できるように採取する。その寸法は,規定の試験用の
試験片及び,必要に応じて,再試験用の試験片を採取することができる十分な大きさとする。
5.2
試験片軸の方向
製品製造の主圧延方向に対する試験片軸の方向は,製品規格の規定又は注文書による。
5.3
供試材の状態及び採取方法
5.3.1
一般
製品規格には,次のいずれの状態の特性を試験しようとしているのかを明確にする。
a) 製品受渡状態[JIS G 0404の7.6(試験片採取条件及び試験片)のA類](5.3.2参照)
b) 模擬熱処理状態[JIS G 0404の7.6(試験片採取条件及び試験片)のB類を含む。](5.3.3参照)
5.3.2
製品受渡状態での試験
製品受渡状態での試験に用いる供試材は,次のいずれかの製品から採取する。
a) 加工及び熱処理後の製品
b) 熱処理前の製品:採取した供試材には,製品本体に要求された熱処理と同一条件で熱処理を行う。
供試材は,試験片を採取する箇所の特性を変化させない方法で,採取する。試験片を作製するために,
供試材の平たん化又は直線化が必要な場合には,製品規格で特に規定のない限り,冷間で行う。
5.3.3
模擬熱処理状態での試験
5.3.3.1
供試材
模擬熱処理状態での試験に用いる供試材は,製品規格又は注文書に規定された製造段階の製品から採取
する。供試材は,試験片を採取する箇所の特性を変化させない方法で,採取する。平たん化又は直線化が
必要である場合には,熱処理前に冷間又は熱間でそれを行ってもよい。ただし,熱間で行うときは,最終
の熱処理温度より低い温度で行わなければならない。
5.3.3.2
粗試験片
模擬熱処理状態での試験に用いる粗試験片は,次のように処理する。
a) 熱処理前の機械加工処理 熱処理を行うために供試材を小さくする場合には,製品規格はその減寸後
の寸法及びその加工方法(例えば,鍛造,圧延,機械加工)を規定する。
b) 熱処理 粗試験片の熱処理は,温度の均一性が十分に保証され,かつ,校正された温度計で測温して
いる雰囲気中で行う。熱処理の内容は,製品規格又は注文書の規定による。
6
試験片の調製
6.1
切断及び機械加工
供試材及び粗試験片から試験片を作製するために切断及び機械加工する場合は,機械的性質を変化させ
るような表面の加工硬化及び材料の加熱を避けるように注意する。機械加工後,試験片表面に工具による
痕跡が残っており,それが試験結果に影響する場合,試験片の寸法及び形状がその試験規格で規定された
許容差内におさまるときには,グラインダ研削(十分な冷却剤を供給しながら)又は研磨することによっ
て,痕跡を除去する。
試験片の寸法許容差は,その試験片又は試験方法に関する規定による。
5
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
模擬熱処理
要求された模擬熱処理を試験片に行う場合,熱処理の規定は,粗試験片に対する規定[5.3.3.2 b) 参照]
と同じとする。
6
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
供試材及び試験片の採取位置
A.1 一般
この附属書は,次の形状の製品における供試材及び試験片の採取位置について規定する。
− 形鋼
− 棒鋼及び線材
− 鋼板(鋼帯及び平鋼を含む。)
− 鋼管
引張試験片及び衝撃試験片の採取位置は,図A.1〜図A.15による。試験片が,図の規定の位置から採取
できない場合は,これに近い位置とする。曲げ試験片の幅方向の採取位置は,引張試験片の採取位置と同
じとする。また,その他の試験用も含めて規定された同じ位置から複数の試験片の採取が必要な場合は,
互いに隣接して採取してもよい。
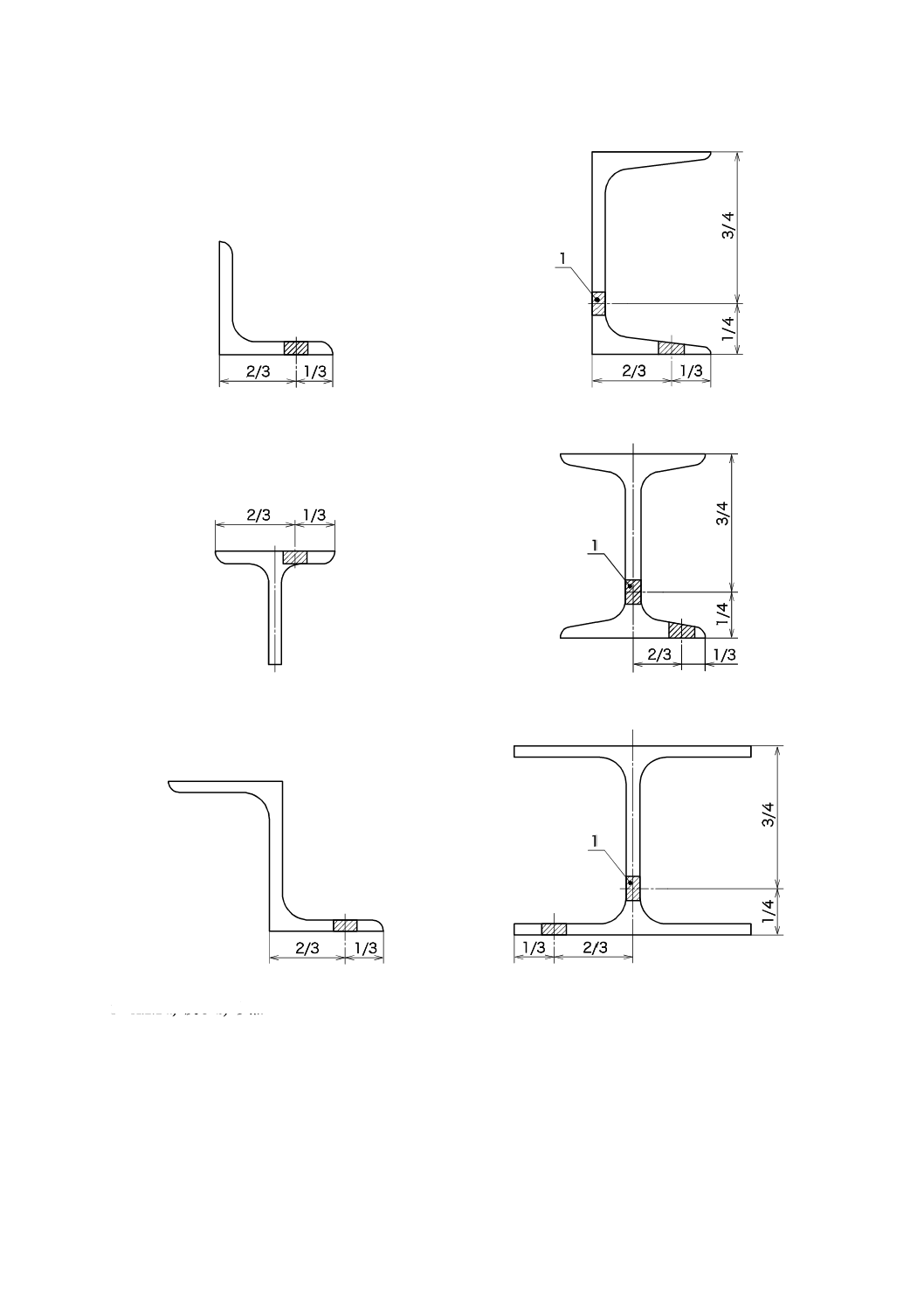
A.2 形鋼
A.2.1 幅方向の試験片採取位置
試験片の幅方向の採取位置は,図A.1による。ただし,傾斜厚フランジをもつ形鋼,フランジ幅が150 mm
未満のH形鋼及び不等辺山形鋼の場合は,次によってもよい。
a) 傾斜厚フランジをもつ形鋼について,あらかじめ引合い・注文時に合意した場合には,供試材をウェ
ブから採取する[図A.1 b) 及びd) 参照]か,又は傾斜厚フランジから採取し,機械加工してもよい。
b) フランジ幅が150 mm未満のH形鋼の場合には,供試材をウェブから採取し,機械加工してもよい[図
A.1 f) 参照]。
c) 不等辺山形鋼の場合,供試材はいずれの辺から採取してもよい。
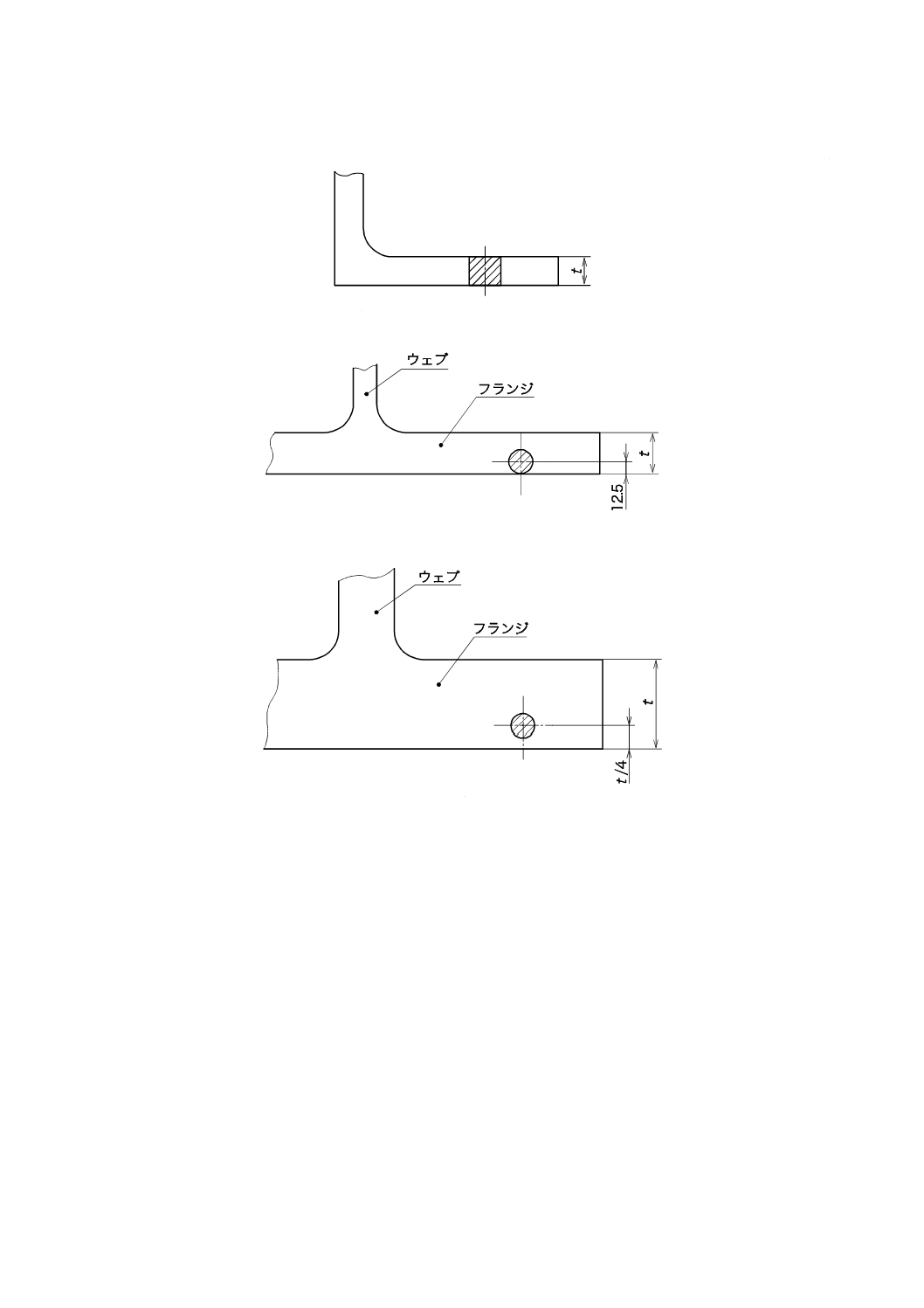
A.2.2 厚さ方向の試験片採取位置
A.2.2.1 引張試験片
引張試験片の採取位置は,図A.2による。機械加工が可能で,試験機の能力がある場合は,全厚の試験
片[図A.2 a) 参照]を使用する。丸形棒状試験片の場合は,フランジ内面側又は外面側のいずれとしても
よい。
A.2.2.2 衝撃試験片
衝撃試験片の採取位置は,図A.3による。ただし,フランジ内面側又は外面側のいずれとしてもよい。
特に指定がない場合,厚さ28 mm超えのときは,試験片の中心は,表面から厚さの1/4の位置とする。
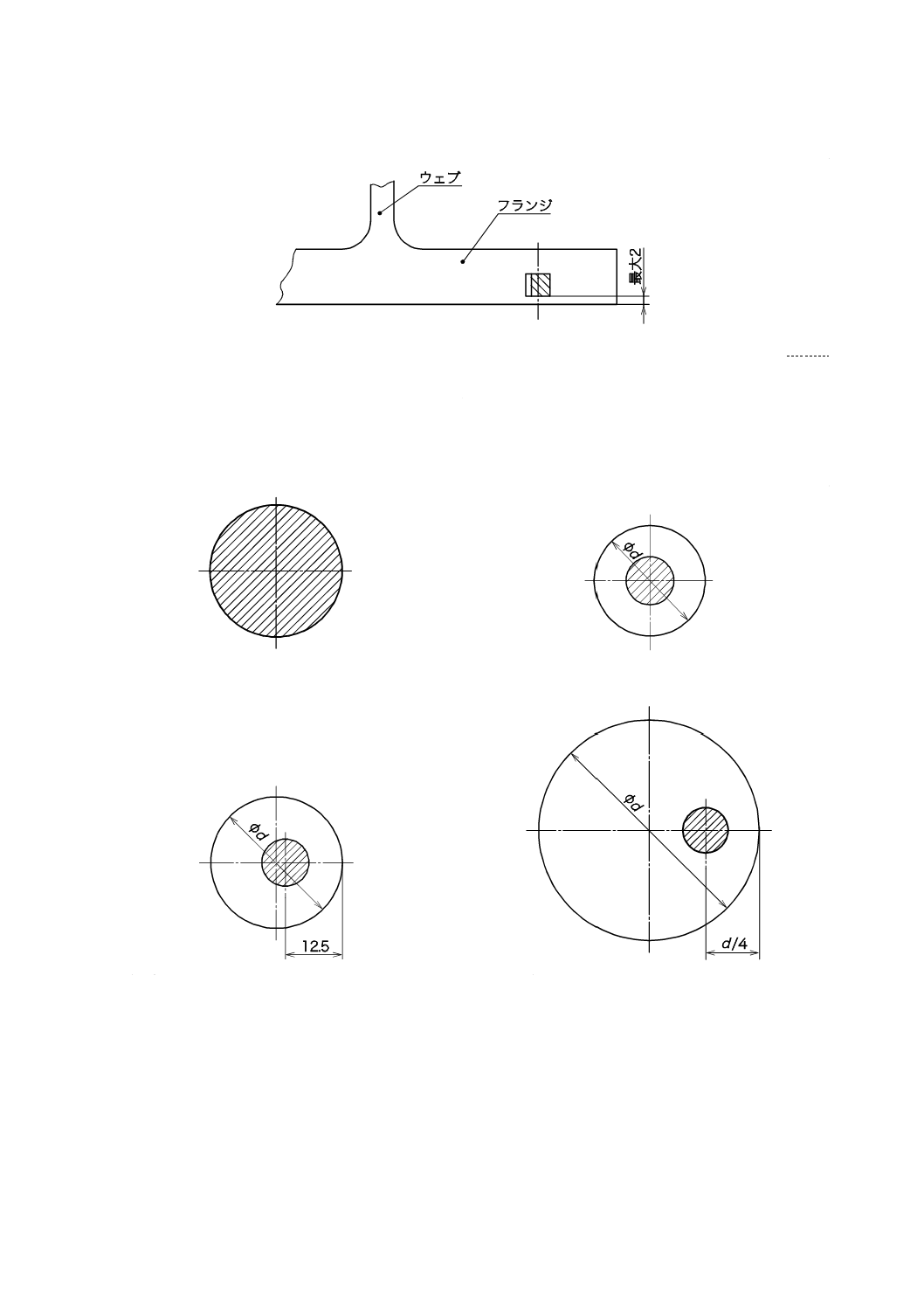
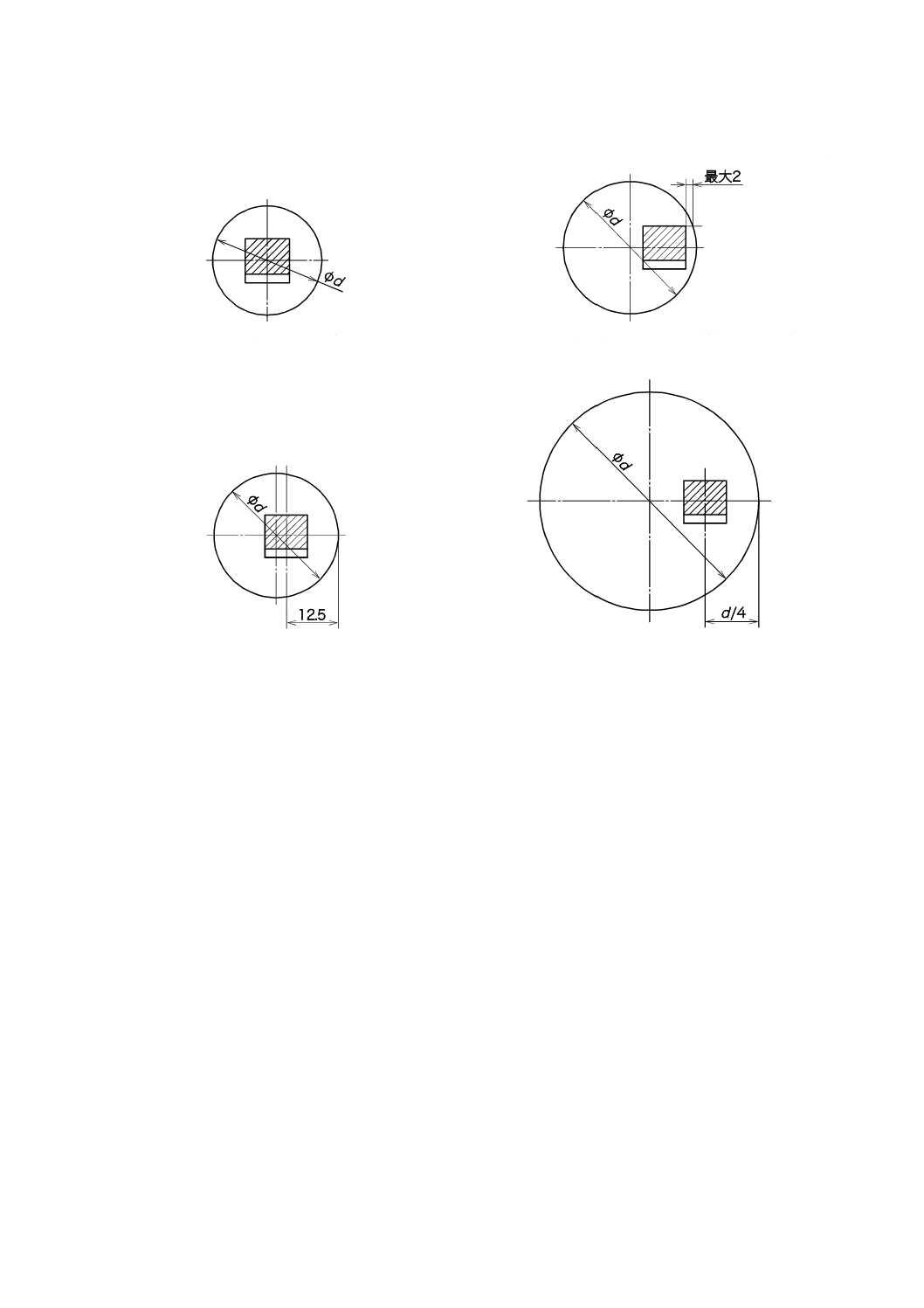
A.3 丸鋼及び線材
A.3.1 引張試験片
引張試験片の採取位置は,図A.4による。機械加工が可能で,試験機の能力がある場合は,全断面の試
験片[図A.4 a) 参照]を使用する。
A.3.2 衝撃試験片
衝撃試験片の採取位置は,図A.5による。
7
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
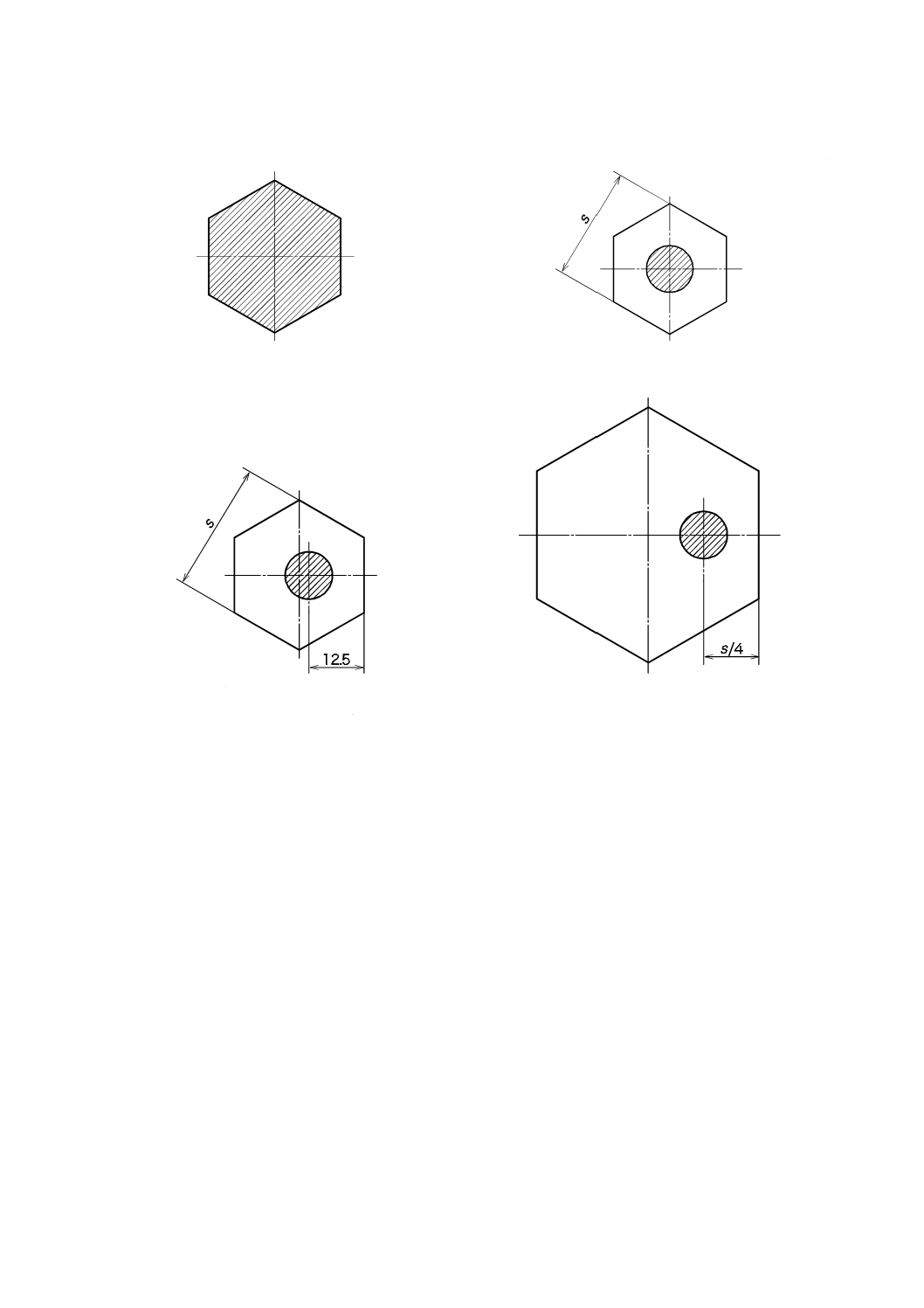
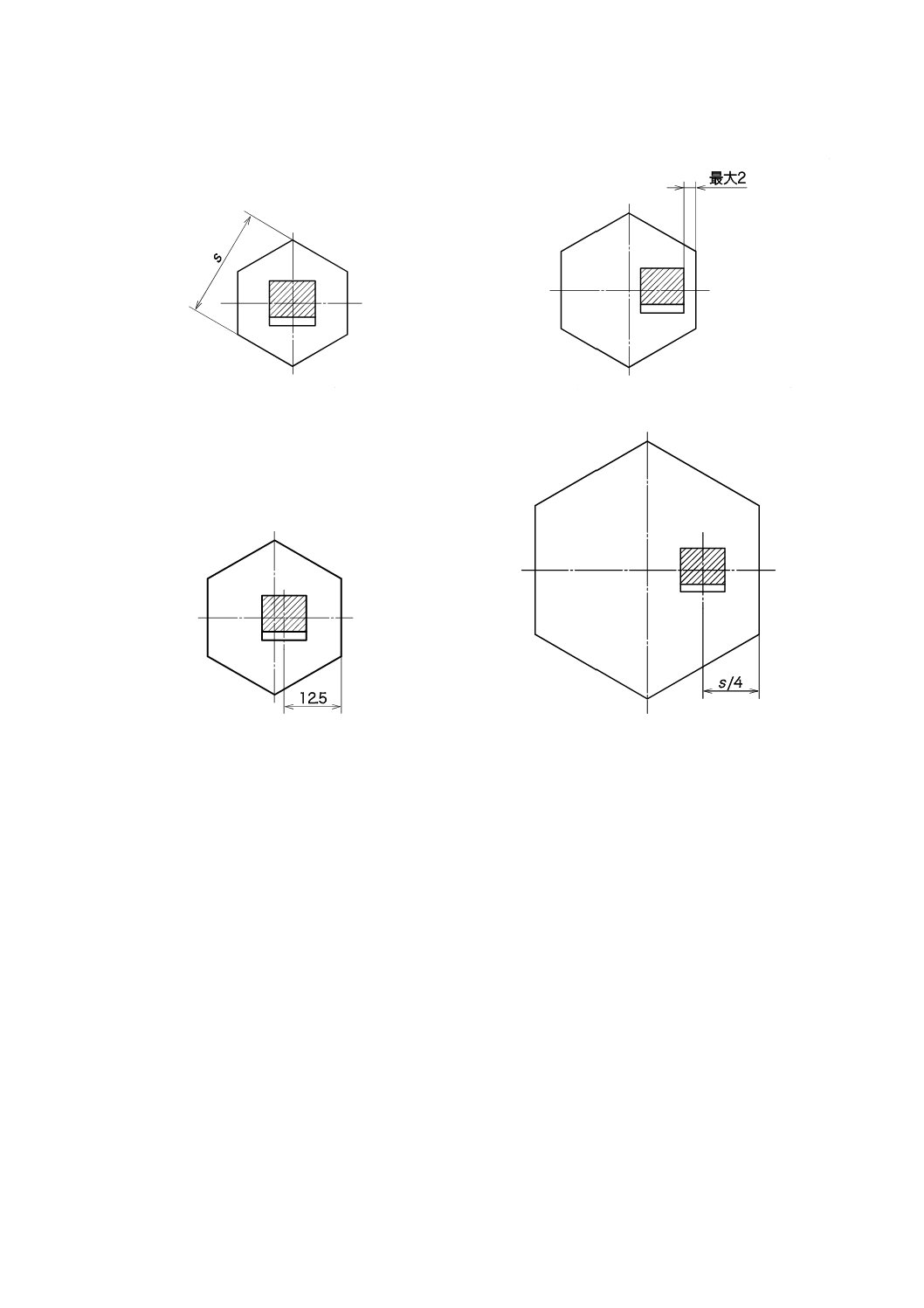
A.4 六角鋼
A.4.1 引張試験片
引張試験片の採取位置は,図A.6による。機械加工が可能で,試験機の能力がある場合は,全断面の試
験片[図A.6 a) 参照]を使用する。
A.4.2 衝撃試験片
衝撃試験片の採取位置は,図A.7による。
A.5 角鋼
A.5.1 引張試験片
引張試験片の採取位置は,図A.8による。機械加工が可能で,試験機の能力がある場合は,全断面又は
全厚の試験片[図A.8 a),b) 又はc) 参照]を使用する。
A.5.2 衝撃試験片
衝撃試験片の採取位置は,図A.9による。
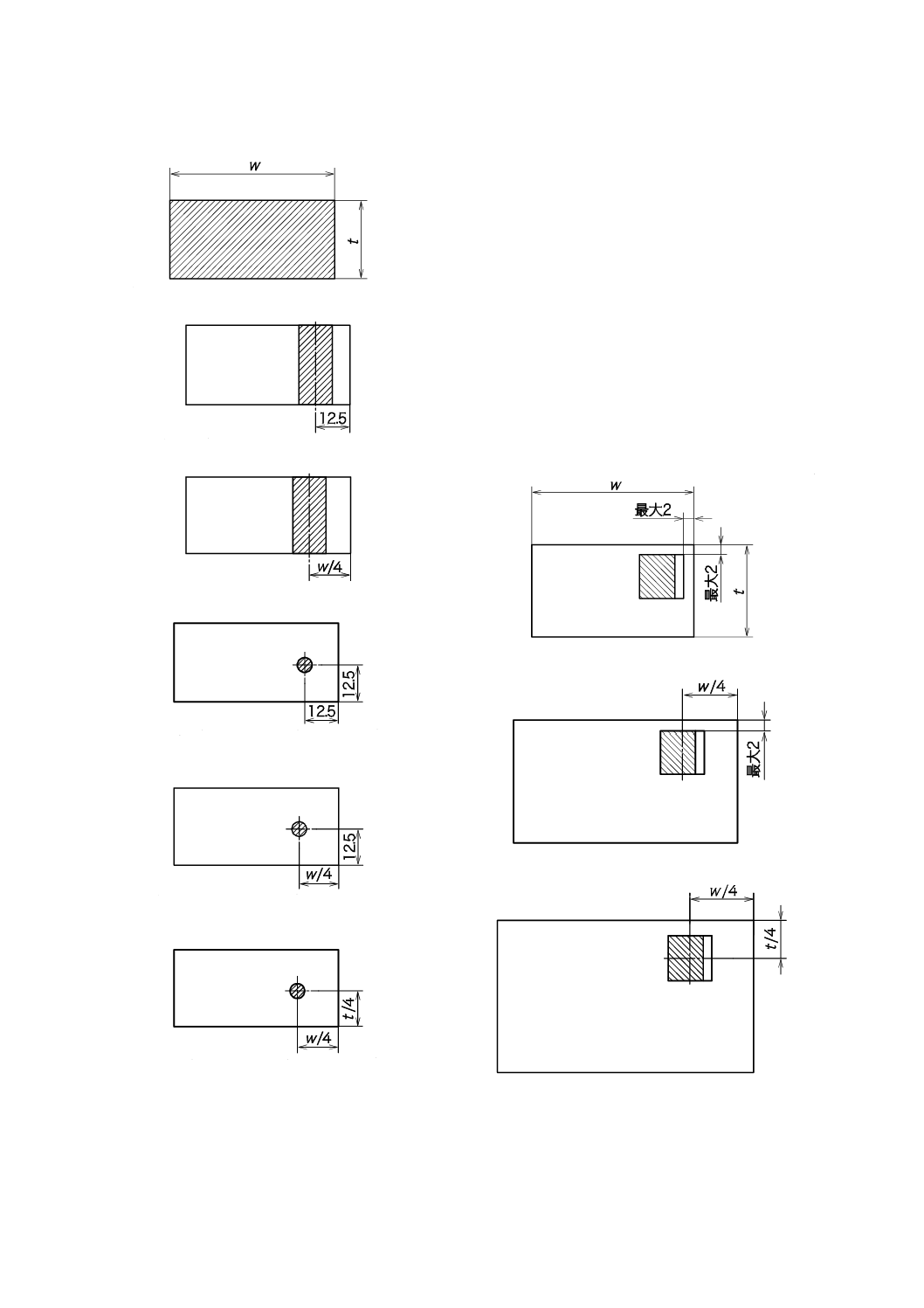
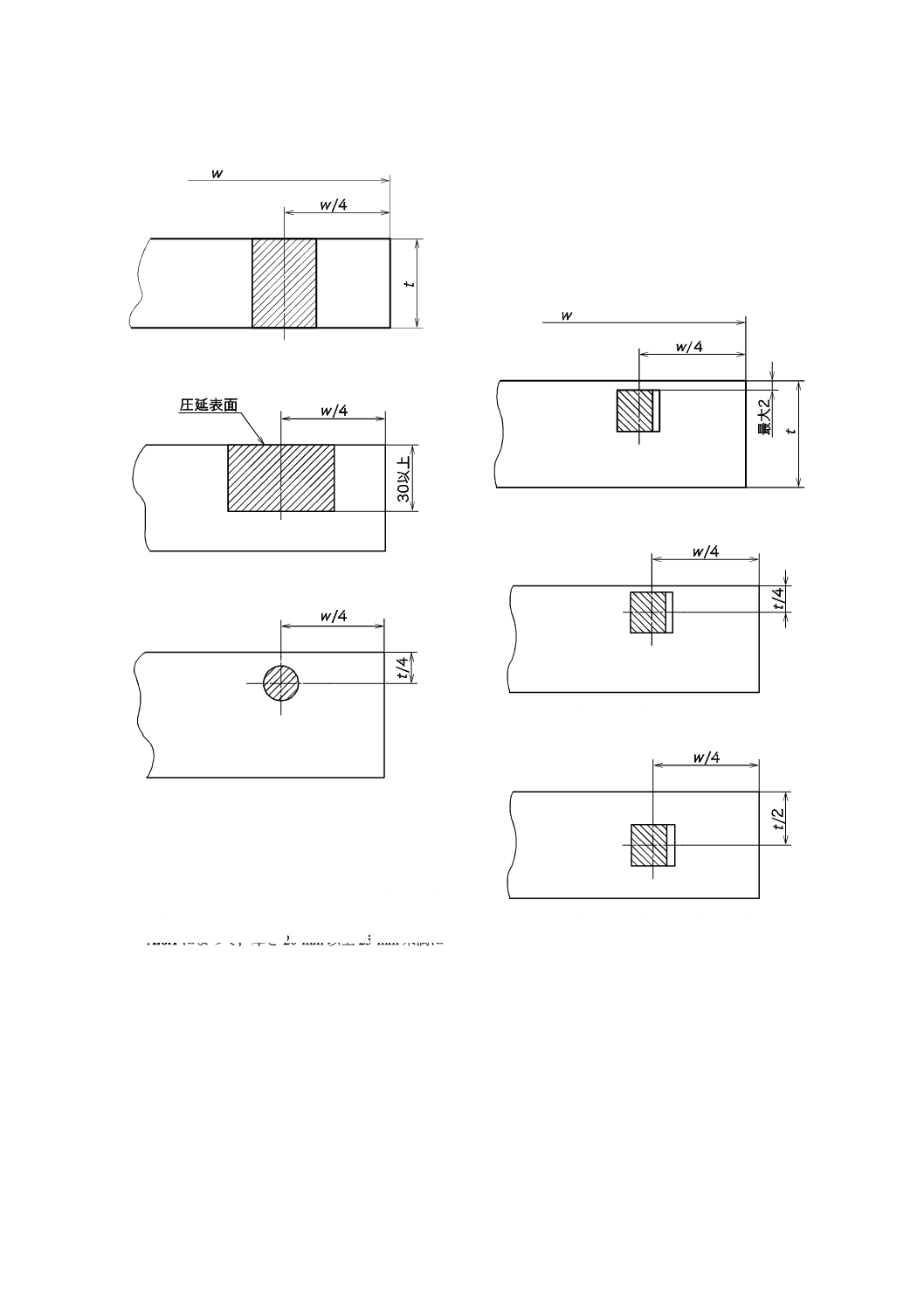
A.6 鋼板,鋼帯及び平鋼
A.6.1 引張試験片
引張試験片の採取位置は,図A.10による。引張試験片には,全厚試験片[図A.10 a)],減厚試験片[図
A.10 b)]及び丸形棒状試験片[図A.10 c)]がある。機械加工が可能で,試験機の能力がある場合は,全厚
の試験片[図A.10 a) 参照]を使用する。
減厚試験片は,製品厚さが30 mm以上,かつ,試験片の厚さを30 mm以上とする場合に用いることが
できる[図A.10 b) 参照]。ただし,焼入焼戻し又は熱加工制御された鋼板に対しては,製品厚さが30 mm
以上,かつ,試験片の厚さを製品厚さの片側半分とし,この場合は試験片厚さが30 mm以上である必要は
ない。
図A.10のc) の丸形棒状試験片の適用は,製品規格の規定又は注文書によって,厚さ20 mm以上25 mm
未満に適用してもよい。この場合の試験片の採取位置は,試験片の軸心が厚さの中心になるように採取す
る。
幅方向の試験片の採取位置は幅の1/4の位置と規定しているが,その位置から採取できない場合は,試
験片の中心がこれに近い位置になるように採取する。
A.6.2 衝撃試験片
衝撃試験片の採取位置は,図A.11による。製品規格又は注文書で特に指定がない場合,厚さ28 mm以
下は,図A.11のa) の位置,厚さ28 mm超えは,図A.11のb) の位置とする。
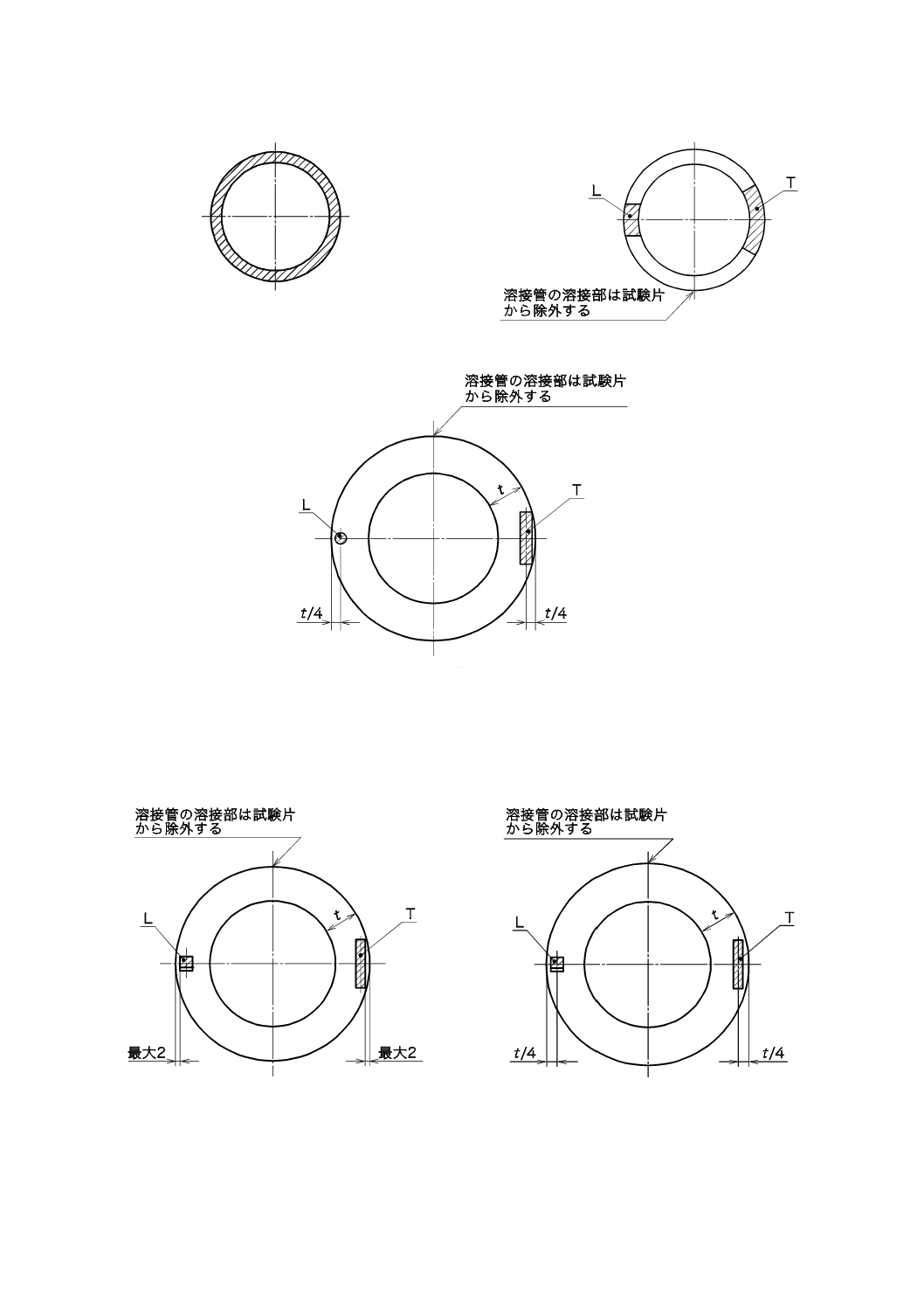
A.7 管製品
A.7.1 鋼管及び円形中空形鋼
A.7.1.1 引張試験片
引張試験片の採取位置は,図A.12による。機械加工が可能で,試験機の能力がある場合は,全断面の試
験片[図A.12 a) 参照]を使用する。溶接鋼管の場合で,板状試験片を用いて溶接部の試験を行うときは,
溶接部を試験片の中心にもってくる。製品規格又は注文書に特に規定のない場合,試験片の採取位置の選
択は,製造業者による。
注記1 図A.12 a) の全断面試験片は,次のような試験にも使用できる。
8
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− へん平試験
− 押し広げ試験
− つば出し試験
− 管状曲げ試験
注記2 図A.12 b) の試験片は,板状曲げ試験にも使用する。
A.7.1.2 衝撃試験片
衝撃試験片の採取位置は,図A.13による。この位置は,継目無管及び溶接管の双方に適用する。製品規
格又は注文書に特に規定のない場合,試験片の採取位置は製造業者による。試験片の採取方向は,管の寸
法によって制約を受ける。管軸に対し直角方向の試験片が要求された場合,試験片幅が,2.5〜10 mmの間
の可能な最大寸法の試験片を作製する。
このような試験片を作製するのに必要な管の最小直径Dminは,次の式(A.1)によって算出する。
(
)
5.2
25
.
756
5.2
min
−
+
−
=
T
T
D
···························································· (A.1)
ここに,
T: 管材の厚さ
直角方向から最小寸法(2.5 mm)の試験片も採取できない場合には,管軸方向から試験片幅2.5〜10 mm
の間の可能な最大寸法の試験片を作製する。
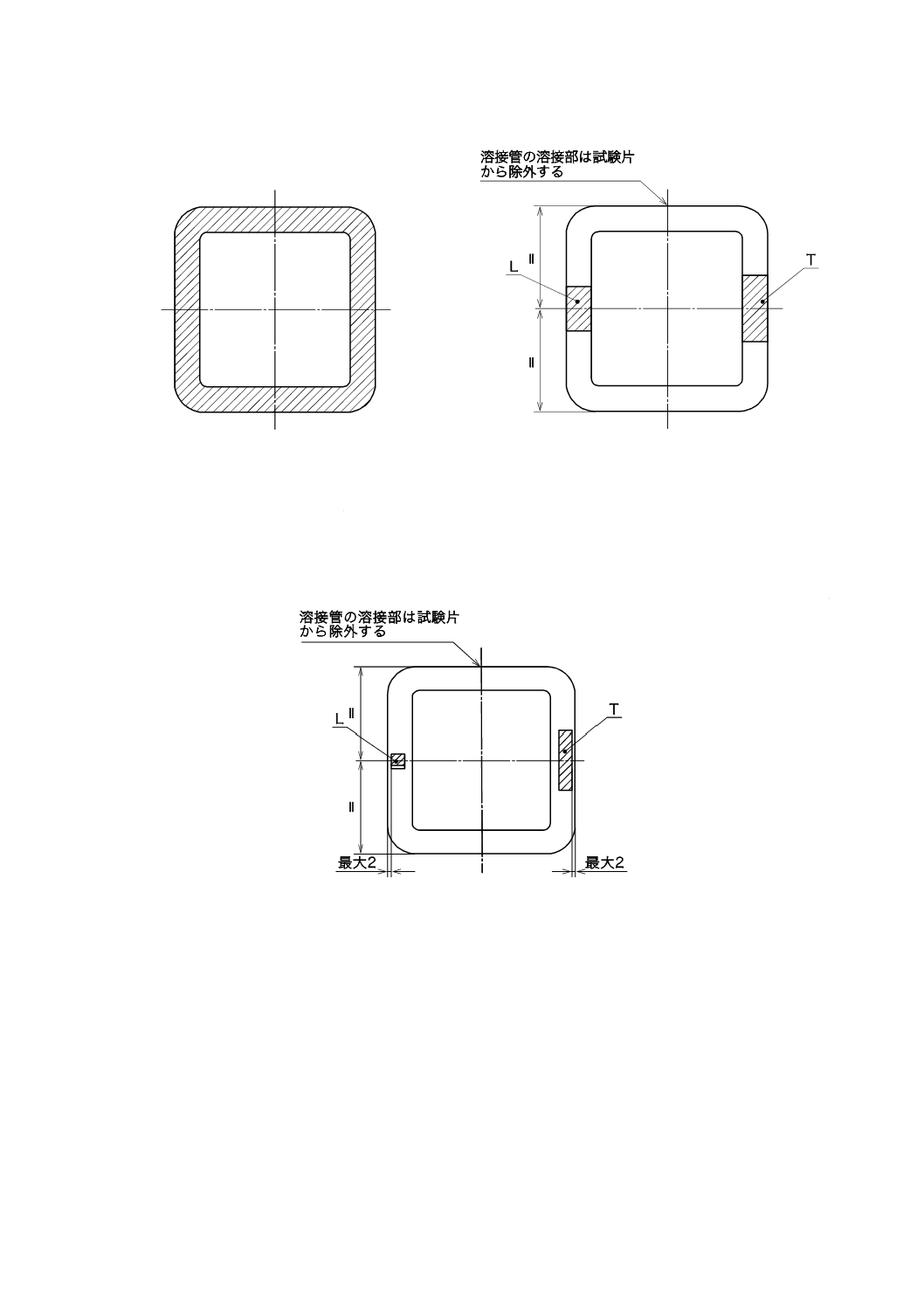
A.7.2 角形中空形鋼
A.7.2.1 引張試験片
引張試験片の採取位置は,図A.14による。機械加工が可能で,試験機の能力がある場合は,全断面の試
験片[図A.14 a) 参照]を使用する。
A.7.2.2 衝撃試験片
衝撃試験片の採取位置は,図A.15による。
9
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a)
b)
c)
d)
e)
f)
1 A.2.1 a) 及びb) 参照
図A.1−形鋼−引張試験片及び衝撃試験片のフランジ幅方向の採取位置(A.2.1参照)
10
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a) t ≦50 mmの場合 全厚試験片
b) t ≦50 mmの場合 丸形棒状試験片
c) t >50 mmの場合 丸形棒状試験片
注記 b) 及びc) の丸形棒状試験片の場合,フランジ内面側又は外面側のいずれとしてもよい(A.2.2.1参照)。
図A.2−形鋼−引張試験片のフランジ厚さ方向の採取位置(A.2.2.1参照)
11
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
注記 試験片の採取位置は,フランジ内面側又は外面側のいずれとしてもよい。特に指定がない場合,厚さ28 mm超
えのときは,試験片の中心は,表面から厚さの1/4の位置とする。(A.2.2.2参照)。
図A.3−形鋼−衝撃試験片のフランジ厚さ方向の採取位置(A.2.2.2参照)
単位 mm
a) 全断面試験片(推奨,A.3.1参照)
b) d ≦25 mmの場合 丸形棒状試験片
c) 25 mm<d ≦50 mmの場合 丸形棒状試験片
d) d >50 mmの場合 丸形棒状試験片
図A.4−丸鋼及び線材−引張試験片の採取位置(A.3.1参照)
12
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a) d ≦25 mmの場合
b) 25 mm<d ≦50 mm(表層近傍採取)の場合
c) 25 mm<d ≦50 mmの場合
d) d >50 mmの場合
図A.5−丸鋼及び線材−衝撃試験片の採取位置(A.3.2参照)
13
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a) 全断面試験片(推奨,A.4.1参照)
b) s ≦25 mmの場合 丸形棒状試験片
c) 25 mm<s ≦50 mmの場合 丸形棒状試験片
d) s >50 mmの場合 丸形棒状試験片
図A.6−六角鋼−引張試験片の採取位置(A.4.1参照)
14
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a) s ≦25 mmの場合
b) 25 mm<s ≦50 mm(表層近傍採取)の場合
c) 25 mm<s ≦50 mmの場合
d) s >50 mmの場合
図A.7−六角鋼−衝撃試験片の採取位置(A.4.2参照)
15
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a) 全断面試験片(可能な場合,A.5.1参照)
b) w ≦50 mmの場合 板状試験片
c) w >50 mmの場合 板状試験片
d) w ≦50 mmかつt ≦50 mmの場合
丸形棒状試験片
e) w >50 mmかつt ≦50 mmの場合
丸形棒状試験片
f) w >50 mmかつt >50 mmの場合
丸形棒状試験片
単位 mm
a) 12 mm≦w ≦50 mmかつt ≦50 mmの場合
b) w >50 mmかつt ≦50 mmの場合
c) w >50 mmかつt >50 mmの場合
図A.8−角鋼−引張試験片の採取位置
(A.5.1参照)
図A.9−角鋼−衝撃試験片の採取位置
(A.5.2参照)
16
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a) 全厚試験片(可能な場合,A.6.1参照)
b) 減厚試験片 t ≧30 mmの場合a)
c) 丸形棒状試験片 t ≧25 mmの場合b)
注a) 焼入焼戻し又は熱加工制御された鋼板に対して
b) を適用する場合,試験片の厚さは,製品厚さ
の片側半分の厚さとする。この場合の試験片厚
さは,30 mm以上である必要はない(A.6.1参
照)。
b) A.6.1によって,厚さ20 mm以上25 mm未満に
丸形棒状試験片を適用してもよい。この場合の
試験片の採取位置は,試験片の軸心が厚さの中
心になるように採取する。
単位 mm
a) t の全ての値に適用a)
b) t ≧40 mm(1/4t 採取)の場合
c) t ≧40 mm(1/2t 採取)の場合
注a) 特に指定がない場合,板厚28 mm以下は,a) の
位置,厚さ28 mm超えは,1/4厚さから採取する
(A.6.2参照)。
図A.10−鋼板,鋼帯及び平鋼−引張試験片の
採取位置(A.6.1参照)
図A.11−鋼板,鋼帯及び平鋼−衝撃試験片の
採取位置(A.6.2参照)
17
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 全断面試験片
b) 板状試験片
c) 丸形棒状試験片
L=管軸方向試験片
T=管軸直角方向試験片
図A.12−管製品−鋼管及び円形中空形鋼の引張試験片の採取位置(A.7.1.1参照)
単位 mm
a) 衝撃試験片
b) t >40 mmの衝撃試験片
L=管軸方向試験片
T=管軸直角方向試験片
図A.13−管製品−鋼管及び円形中空形鋼の衝撃試験片の採取位置(A.7.1.2参照)
18
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 全断面試験片
b) 角形試験片
L=管軸方向試験片
T=管軸直角方向試験片
図A.14−管製品−角形中空形鋼の引張試験片の採取位置(A.7.2.1参照)
単位 mm
L=管軸方向試験片
T=管軸直角方向試験片
図A.15−管製品−角形中空形鋼の衝撃試験片の採取位置(A.7.2.2参照)
19
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS G 0416:2014 鋼及び鋼製品−機械試験用供試材及び試験片の採取位置並びに調
製
ISO 377:2013 Steel and steel products−Location and preparation of samples and
test pieces for mechanical testing
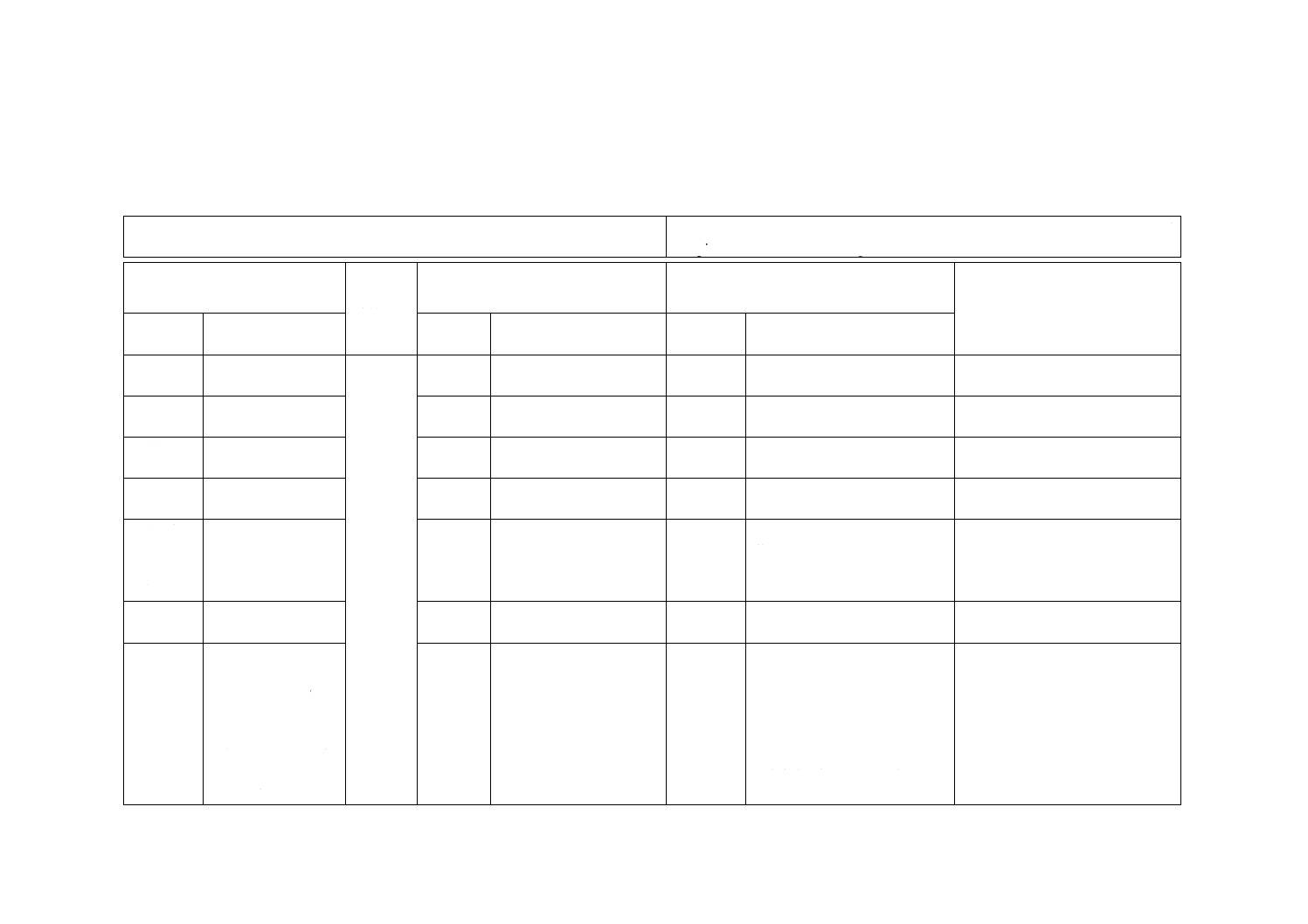
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
1
一致
2 引用規
格
3 用語及
び定義
3
一致
4 一般要
求
試験の代表性につ
いて注記を追加。
4
追加
JISは注記で代表性について記
載。技術的差異はない。
静観する。
5 供試材
の調製及
び試験片
の採取
供試材の状態の理
解を助けるJIS G
0404を引用。
5
左記のような引用はな
い。
追加
JIS独自の内容を,追加して記
載。
静観する。
6 試験片
の調製
6
一致
附属書A
(規定)
A.6.1の丸棒引張試
験片の適用に厚さ
20 mm以上25 mm
未満を加えている。
A.6.2の衝撃試験片
の採取について,指
定のない場合の適
用を規定。
附属書A 図A.10の注で,厚さ20
mm以上25 mm以下に丸
棒引張試験片を適用して
もよいことを記載。
衝撃試験片の採取につい
て,選択肢だけを規定し
ている。
追加
・引張試験片適用:試験機の能
力によって,厚さ20 mm以上
25 mm以下にも適用するケー
スがある。今回のISO規格改
正で,これまでの鋼材JIS規格
の規定内容を反映させた。
・試験片の採取位置の基本が異
なる。
引張試験片は,JISは,小さい能
力の試験機にも対応。
衝撃試験片採取位置の差異は,日
米と欧州との技術発展の歴史の
差異。
4
G
0
4
1
6
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
20
G 0416:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:ISO 377:2013,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
4
G
0
4
1
6
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。