2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
F 8006-1979
船用電気器具の振動検査通則
General Requirements for Vibration Test
of Electrical Apparatus for Marine Use
1. 適用範囲 この規格は,船に使用する照明器具,配線器具,船内通信器具,航海計器,それらの部品
などの電気器具(以下,器具という。)を試験機の振動台板(以下,台板という。)に取り付けて行う振動
検査の一般的事項について規定する。
2. 用語の意味 この規格で用いる主な用語の意味は,次のとおりとする。
(1) 部品 単体部品及び部分組立品。
(2) 単体部品 組立品及び部分組立品を構成するための単位器材。
(3) 部分組立品 いくつかの単体部品を機械的及び電気的に組立完了した組立品構成のための部分。
(4) 振動 器具の取付け部分が直線上を周期的に往復するような正弦運動。
(5) 複振幅 振動の両極限間の距離 (mm) 。
(6) 振動数 1秒当たりのサイクル数 (Hz) 。
なお,便宜上1分間当たりのサイクル数で表す場合は,単位をcpmとする。
(7) 加速度 重力加速度G (9.8 m/s2) の倍数αで定め,その表し方はαGとする。
なお,αは次の式により求める。
α≒0.002 Af2……単位 (G)
ここに
A: 複振幅mm
f: 振動数Hz
(8) 主要性能 器具に与えた特定の目的及び用途に対して,その器具の具備しなければならない機械的及
び電気的性能。
(9) 振動の大きさ 複振幅,振動数及び振動時間の三要素で決まる大きさ。
3. 振動試験機 振動試験機(以下,試験機という。)は,次の条件を満足するものでなければならない。
(1) 試験機は,振動方向の規正装置をもち,垂直振動及び水平振動を発生でき,長時間安定して使用でき
ること。
(2) 振動数及び複振幅を必要な値に保つための調整装置及び測定装置をもつこと。
(3) 振動波形は特別の指定がない限り正弦波とし,基本波の25%以上の高調波を含まないこと。
(4) 振動数調整範囲は,少なくとも5〜50 Hz (300〜3000 cpm) とし,連続的に変えられること。
(5) 複振幅調整範囲は,少なくとも無負荷時0〜6mm以上,全負荷時0〜2mm以上とし,連続的に変えら
れること。
(6) 複振幅の許容差は±10%以下,振動数の許容差は±5%以下であること。
2
F 8006-1979
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 取付方法
4.1
固定装備器具 船に固定装備される器具は,次によって,原則として使用時の取付方法及び取付姿
勢で取り付ける。この場合,器具の取付部分の振動数及び複振幅を検査の規定値とする。
(1) 床に取り付けられる器具又はこれに準ずる器具は,台板に直接取り付ける。台板に直接取り付けられ
ない場合は,台板に取り付けた水平補助台に直接取り付ける。この補助台は,その運動が試験機の台
板の運動と同一であるように,十分丈夫なものとする。
(2) 隔壁などの垂直面に取り付ける器具は,台板に取り付けた垂直補助台に直接取り付ける。補助台につ
いては(1)による。
(3) 天井に取り付ける器具は,台板に取り付けた門形補助台などに下向きに直接取り付ける。補助台につ
いては(1)による。
(4) 防振部材を用いて取り付ける器具は,装備時に使用する防振部材と同一のものを用いて台板又は補助
台に取り付ける。
4.2
移動又は携帯用器具 移動又は携帯用器具は,次によって取り付ける。この場合,器具の取付部分
の振動数及び複振幅を検査の規定値とする。
(1) 半固定又は固定に近い状態で使用される器具は,4.1によって試験機に取り付ける。
(2) (1)に示す以外の移動又は携帯用器具は,船内の格納方法によるか,適当な止め金具などを用いて試験
機に取り付ける。
4.3
部分組立品及び単体部品 部分組立品及び単体部品は,4.1によって,台板又は補助台に直接取り付
ける。
5. 振動検査条件の分類
5.1
振動検査の種類 振動検査の種類は,次の3種類とする。
(1) 共振検査(記号で表す場合はAとする。)
(2) 定振動数耐久検査(記号で表す場合はBとする。)
(3) 可変振動数耐久検査(記号で表す場合はCとする。)
5.2
振動の大きさの種類 振動の大きさの種類は,次による。
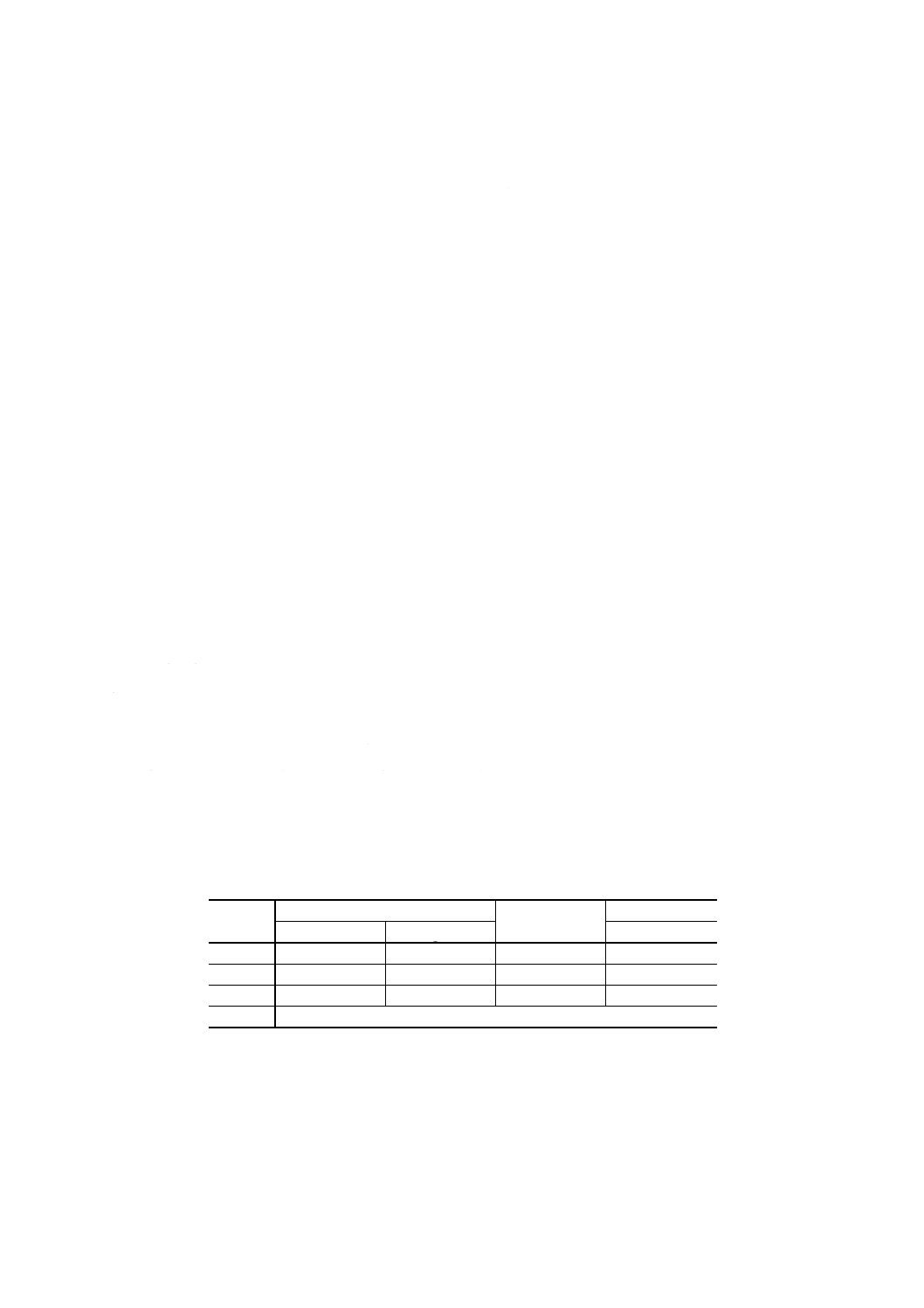
(1) 共振検査の振動の大きさの種類 共振検査の振動の大きさの種類は,振動数範囲と複振幅との組合せ
により,原則として表1のとおりとする。
表1
種類
振動数範囲
複振幅
参考
Hz
cpm
mm
α
A1
5〜16.7
300〜1000
0.75
0.038〜0.42
A2
8.33〜33.3
500〜2000
0.5
0.069〜1.1
A3
8.33〜50
500〜3000
0.2
0.028〜1.0
A4
当事者間の協定による。
備考1. 検査振動数範囲内に試験機固有の共振点がある場合は,複振幅を十分
小さくして危険のない状態で行う。ただし,やむを得ない場合は,そ
の共振振動数を避けて行ってもよい。
2. 複振幅は,器具の共振感度に応じて増減してもよい。
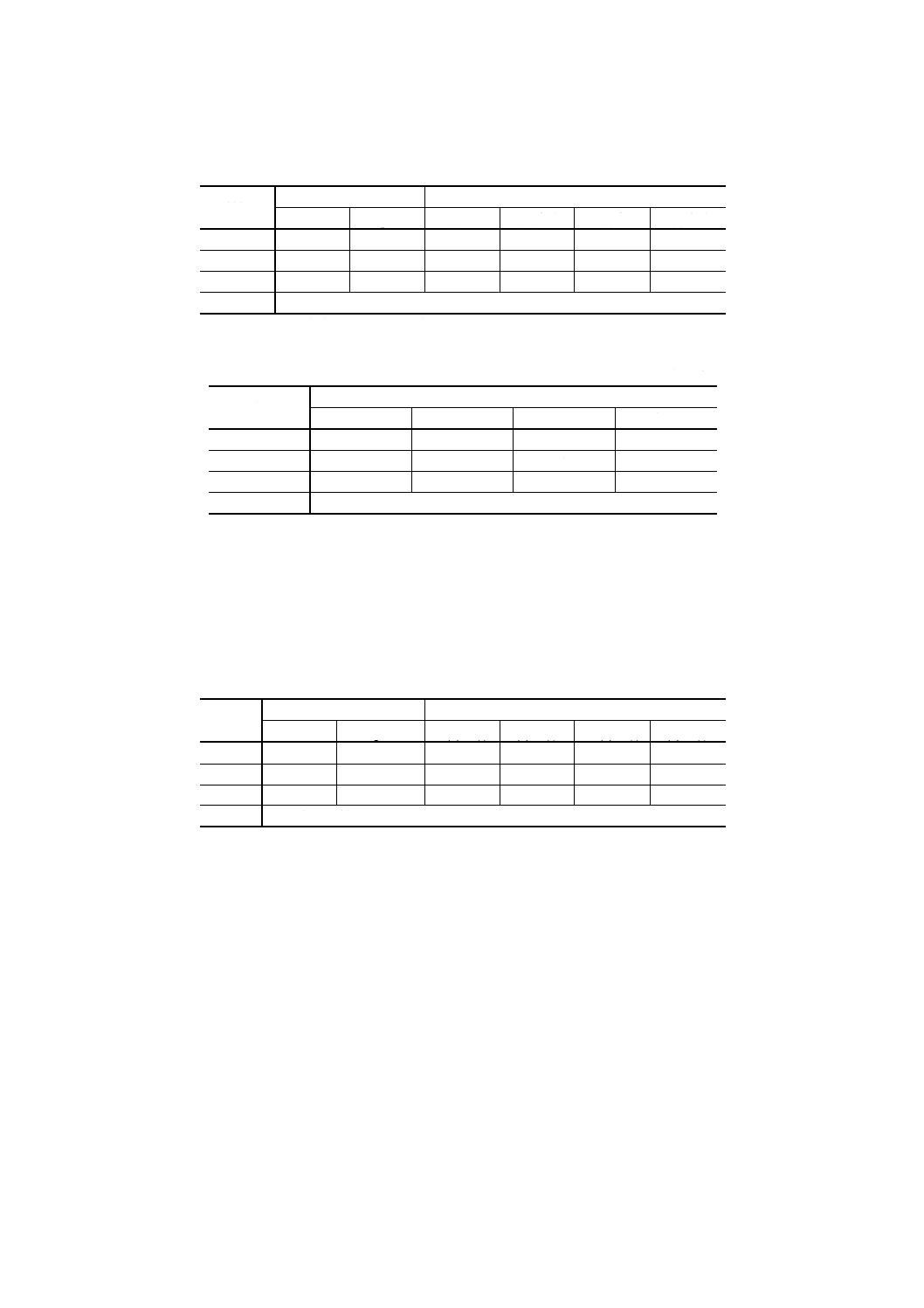
(2) 定振動数耐久検査の振動の大きさの種類 定振動数耐久検査の振動の大きさの種類は,振動数と加速
度で級別した複振幅の組合せによって,表2のとおりとする。
3
F 8006-1979
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
また,その検査時間は表3のいずれかによる。
表2
種類
振動数
複振幅 mm
Hz
cpm
0.5 (G) 級(1)
1 (G) 級(1)
1.5 (G) 級(1)
2 (G) 級(1)
B1
16.7
1000
1
2
3
4
B2
25
1500
0.4
0.8
1.2
1.6
B3
33.3
2000
0.25
0.45
0.7
0.9
B4
当事者間の協定による。
注(1) 級別は加速度で,振動数と複振幅に対応する近似値を示す。
表3
単位 h
種類
検査時間
上下
左右
前後
合計
1.5H
0.5
0.5
0.5
1.5
4 H
2
1
1
4
8 H
4
2
2
8
特 H
当事者間の協定による。
備考 種類は,検査時間の合計によって区分する。
(3) 可変振動数耐久検査の振動の大きさの種類 可変振動数耐久検査の振動の大きさの種類は,振動数範
囲と加速度で級別した複振幅との組合せにより,原則として,表4のとおりとする。
なお,振動数の可変は振動数の下限から上限へ,そして下限に至る1往復の所要時間を5〜30分と
し,検査時間は表3のいずれかによる。ただし,試験機の共振点が検査振動数範囲にある場合は,こ
れを避けて変化させてもよい。
表4
種類
振動数範囲
複振幅mm
Hz
cpm
05 (G) 級(2)
1 (G) 級(2)
1.5 (G) 級(2) 2 (G) 級(2)
C1
5〜16.7
300〜1000
1
2
3
4
C2
5〜33.3
300〜2000
0.25
0.45
0.7
0.9
C3
5〜50
300〜3000
0.1
0.2
0.3
0.4
C4
当事者間の協定による。
注(2) 級別は加速度で,振動数の上限と複振幅に対応する近似値を示す。
6. 振動検査方法
6.1
一般 振動検査は,原則として,すべて完備した器具について行うこととし,器具の質量や容積に
応じ,十分な能力を持った試験機を使用すること。質量や容積が過大で,適合する試験機が得られない場
合には,部分組立品又は単体部品について行ってもよい。
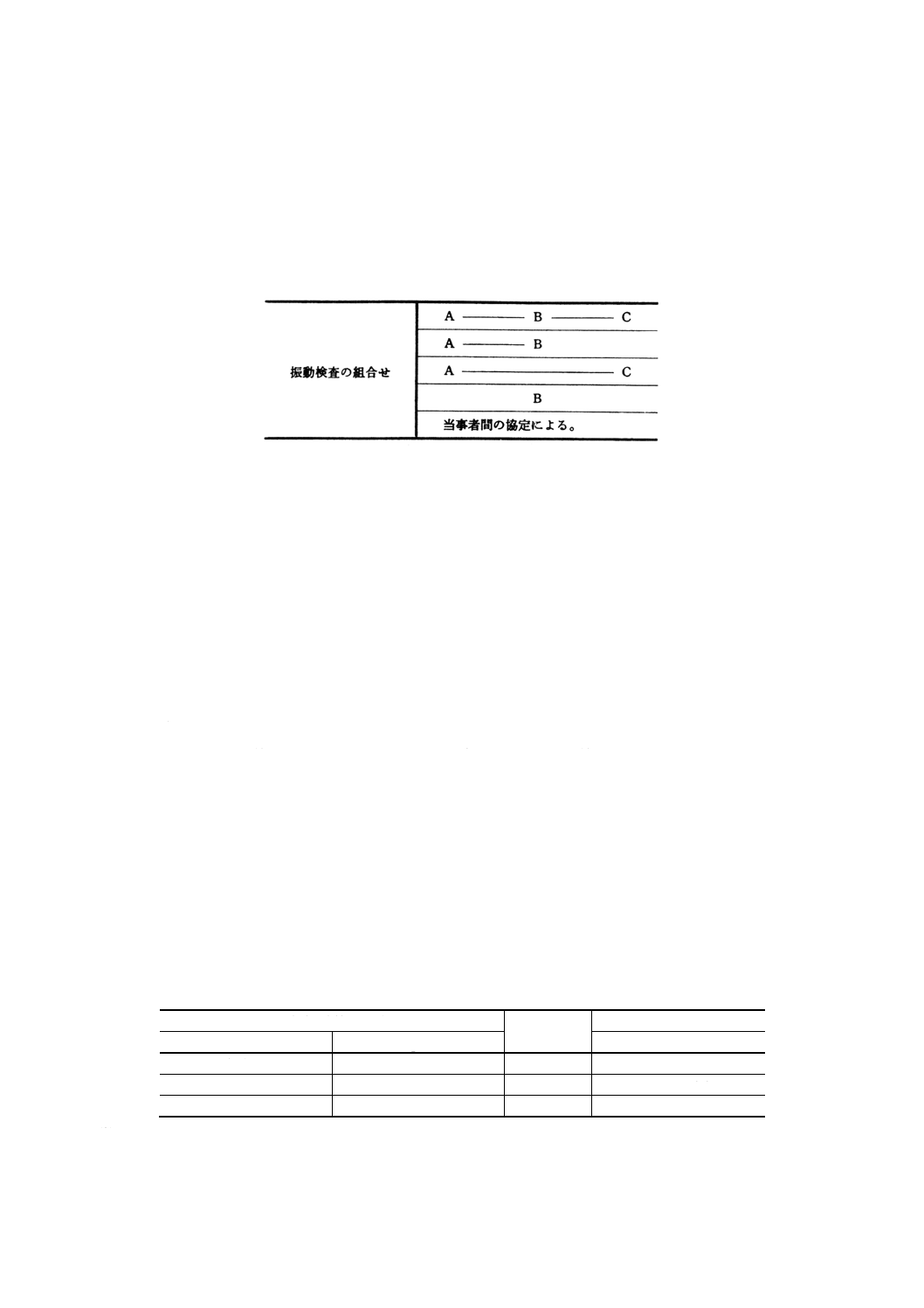
振動検査は,次の(1)〜(5)の順序で行い,(2)〜(4)については,これらの一部又は全部について行う。た
だし(2)〜(4)の組合せは表5による。
なお,振動方向は,3軸(上下,左右,前後)方向とする。ただし,器具の構造上,左右及び前後の耐
振性が同等とみなせるものについては,どちらか一方向だけ行ってもよい。この場合の検査時間は,一方
向分を省略しても差し支えない。いずれの検査でも,器具に損傷が認められた場合は,検査を中止しなけ
ればならない。
また,検査の途中又は検査と検査との間において,補修,増締めなどを行ってはならない。
4
F 8006-1979
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 事前調査
(2) 共振検査
(3) 定振動数耐久検査
(4) 可変振動数耐久検査
(5) 事後調査
表5
6.2
事前調査 事前調査は,振動による影響を知るため,振動を加える前の器具の構造,主要性能及び
機能を確認する。
6.3
共振検査 共振検査は,器具の共振点の有無を確かめるために行うもので,器具を試験機に取り付
け,次によって行う。
(1) 5.2(1)によって振動を与える。このとき振動数は,共振点を見逃さない程度に連続的で,かつ,一様な
速さで変化させる。
(2) 器具は,通電及び無通電の二つの状態において行う。ただし,共振の状態が二つの状態において同等
とみられるものでは,無通電状態だけで行ってもよい。
(3) 通電は定格値で行い,多重定格の場合には,耐振性が最も弱いとみられる一つの定格値で行う。
(4) 電路開閉器具などの接点には定格値に関係なく,振動による接点の微動を判定するのに必要かつ十分
な電流を通じて行う。
(5) 器具に接続する電線は,器具の振動に影響を及ぼさないように配線する。
(6) 共振は,通常,器具又は器具の一部の振動が目に見えるまで拡大することで容易に判別できるが,内
部を直接見ることのできない器具では,入力電流又は出力電流及び電圧を測定することなどにより判
別する。
6.4
定振動数耐久検査 定振動数耐久検査は,共振又は定振動数における耐久性を検査するもので,器
具を試験機に取り付け,次によって行う。
(1) 共振検査において器具に共振が認められる軸方向については,最も有害とみられる共振振動数で表6
に示す複振幅の振動を与え,時間は表3の21とする。ただし,通電,無通電の二つの状態で行うもので
は,その時間を更に2等分する。
表6
共振振動数の区分
複振幅
参考
Hz
cpm
mm
α
5を超え16.7以下
300を超え1000以下
0.75
0.038〜0.42
16.7を超え33.3以下
1000を超え2000以下
0.5
0.28 〜1.1
33.3を超え50以下
2000を超え3000以下
0.2
0.44 〜1.0
(2) 共振検査において共振が認められない軸方向は,5.2(2)によって振動を与える。
(3) その他の条件は6.3によるほか,機械的動作を行う部分を含む器具では,各共振振動数,各軸方向ご
5
F 8006-1979
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
との振動時間中の終期において,それぞれ5回以上機械的動作を行い,異状なく確実に動作すること
を確認する。
6.5
可変振動数耐久検査 可変振動数耐久検査は,器具が装備後に受ける可能性のある振動数範囲の振
動に対する耐久性を検査するもので,器具を試験機に取り付け,次によって行う。
(1) 5.2(3)によって振動を与える。
(2) 検査中は異状の有無を監視し,共振振動数付近における振動には,特に注意する。
(3) その他の条件は6.3によるほか,機械的動作を行う部分を含む器具では,各軸方向ごとの振動時間中
の終期において,更に,共振がある場合は,共振振動数において,それぞれ5回以上機械的動作を行
い,異状なく確実に動作するかどうかを確認する。
6.6
事後調査 事後調査は,事前調査と比較して,次によって行う。
調査及び検査の項目は,それぞれの器具の規格に規定するところによるが,特に規定のない場合は,次
による。
(1) 構造 振動検査中に生じたか又は生じたと見なされる構造上の各部の緩み,変位,変形,き(亀)裂,
破損などの異状の有無を調査する。
(2) 性能 性能の変化を確認する必要のある器具について,器具の規格に規定する定格条件のもとで,そ
の性能を調査する。
7. 判定 6.により検査を行い,器具が振動に耐えるかどうかを次によって判定する。
(1) 振動による緩み,変位,変形,き(亀)裂,破損などがないこと。
(2) 振動検査中,動作に異状がないこと。
(3) 事後の性能が規定値を満足する場合は,器具は船舶装備上必要な耐振性を持つものと見なす。ただし,
規定値を満足しても,振動を加える前後の性能に著しい変化が認められ,更に,振動を加える時間を
延長することによって,規定値を下まわる急速な性能の変化が予想されるものは,振動耐久検査(検
査時間は適当に選ぶ)を繰り返し行い,性能の変化と振動時間との関係を確かめること。この場合,
追加振動検査による性能変化の進捗度合が少ないもの,変化がほぼ飽和したと考えられるものは,必
要な耐振性をもつと判断する。
8. 振動検査の呼び方 振動検査の呼び方は,規格名称及び振動の大きさの種類の記号によって表す。た
だし,規格名称の代わりに規格番号を用いてもよい。
例: 船用電気器具の振動検査通則 A1−B1・0.5級・1.5H−C1・0.5級・1.5H
又はJIS F 8006 A1−B1・0.5級・1.5H−C1・0.5級・1.5H
6
F 8006-1979
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
船舶部会 船用照明器具専門委員会 構成表
氏名
所属
(委員会長)
末 広 一 郎
財団法人日本海事協会
栗 山 劭
運輸省船舶局
仲井真 弘 多
工業技術院標準部
斎 藤 宗三郎
財団法人日本船舶標準協会
鈴 木 和 夫
船舶整備公団
大 石 幸 明
大石電機工業株式会社
笠 井 富 夫
小糸工業株式会社
神 谷 鍵 次
株式会社三英電機製作所
北 澤 毅
株式会社北澤電機製作所
佐 藤 泰 司
三信電具製造株式会社
平 川 武 治
森尾電機株式会社
森 下 幸 作
株式会社高工社
五十嵐 照 一
住友重機械工業株式会社船舶本部
諌 山 武 彦
日立造船株式会社船舶営業本部
井 上 馨
日本鋼管株式会社造船設計部
大 川 清 広
石川島播磨重工業株式会社生産本部
大須賀 実
川崎重工業株式会社神戸造船事業部
大 平 幸 司
三井造船株式会社千葉事業所
栗 原 靖 司
三菱重工業株式会社造船設計部
(事務局)
石 井 清 次
工業技術院標準部機械規格課
津 金 秀 幸
工業技術院標準部機械規格課